重型板式给料机装配质量检验记录
装配质量检验记录

12
少于 16 小时, 各次自动循环停止时间不得超过 1min,整个联动中不应发 生故障,试验、检验应包括机床全部功能。
检验员:
年 月
日
工人姓名:
年 月 日
负荷试验 1 2
检验员: 承载工件最大重量的运转试验(抽查) 。 主传动最大扭矩试验(按补充验收要求试验) 。 年 月 日 工人姓名: 年 月 日
检验项目
各重要结合面:普通 0.04 不入,数控 0.03 不入。 滑枕在滑座内滑动自如,无爬行。 平衡油缸移动自如,灵活可靠,无阻滞现象。 油路通畅,油管排列整齐。 各销钉接触面积≥70%,螺钉外露一致,无偏心。 清洁度检验。 年 月 日 工人姓名:
检验结论
备
注
年 月 日
三、横梁装配工序 1 2 3 4 5
文件交接记录 文件名称 数量
4
使用书明书(机械、电气) 合格证 装箱单
5
检验员:
随机附件应齐全 年 月 日 工人姓名: 年 月 日
第 6 页 共 9 页
精度检验 序 号 1 2 3 G1 G2 G3 G4 检验项目
调整机床的安装水平:0.04/1000。 重要固定结合面,普通机床 0.04 不入,数控机床 0.03 不入。 滑动导轨面,普通 0.04, 插入不超过 20mm,数控 0.03, 插入不超过 20mm。
检验结论
备
P1
b、圆柱度
P2
检验员:
平面度
数控精度 1 2 3
检验员: 定位精度 允差: 实测 实测 实测 日 工人姓名: 年 月 日
重复定位精度 允差: 反向差值 允差: 年 月
第 8 页 共 9 页
油漆外观检验 序 号 1 2 3 4 5 6 7
组装检查记录表

备注
附件3
装配质量检查记录表
工程名称 工号
构件号
检验项目
检验标准(单位mm)
对口错边
t/10且≤3
一 (白)
质 保 部
截面尺寸 垂直度 长度
二 (红)
自 检 员
弯曲
铣平面到耳板/连接 板第一安装孔距离
柱端连接处的倾斜度
三 (蓝)
车 间
柱脚板翘曲、平面度 、底板中心线偏移
同组孔对角线差值
同一组任意两孔间距
≤±2 b/100且≤3
≤±2 L/1000且≦5.0
±1 1.5H/1000
≤3 ±2 ±1
牛腿位置、方向
与图纸核对
牛腿数量
与图纸核对
牛腿端孔到柱轴线距离
±3
牛腿的翘曲或扭曲
≤2
自检/日期
互检/日期
专检/日期
检验结果 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
机械装配过程检验记录表

机械装配过程检验记录表【实用版】目录一、引言二、机械装配过程检验记录表的作用和重要性三、机械装配过程检验记录表的内容四、如何填写和使用机械装配过程检验记录表五、结论正文一、引言在机械制造行业中,装配过程是一个非常重要的环节。
为了确保机械产品的质量和性能,必须在装配过程中进行严格的检验。
而机械装配过程检验记录表则是记录这些检验过程和结果的重要文件。
本文将详细介绍机械装配过程检验记录表的相关内容。
二、机械装配过程检验记录表的作用和重要性机械装配过程检验记录表具有以下作用和重要性:1.确保产品质量:通过检验记录表,可以清楚地了解每个环节的检验结果,及时发现问题并采取措施解决,从而确保产品的质量。
2.追溯问题来源:如果在产品使用过程中出现故障,可以通过检验记录表追溯到问题产生的环节,为问题的解决提供依据。
3.提高工作效率:检验记录表可以帮助企业了解装配过程的各种数据,为生产计划、人员培训和工艺改进等方面提供参考,从而提高工作效率。
4.符合法规要求:在一些国家和地区,机械产品需要通过特定的认证或符合相关法规要求。
检验记录表可以作为证明产品符合这些要求的重要文件。
三、机械装配过程检验记录表的内容机械装配过程检验记录表通常包括以下内容:1.基本信息:包括产品名称、型号、生产批次等基本信息。
2.检验项目:列出需要检验的具体项目,如零部件的尺寸、形状、表面质量等。
3.检验标准:列出检验各项目的具体标准和要求。
4.检验结果:填写检验员在检验过程中发现的问题和结果。
5.检验日期和检验员签名:填写检验日期和检验员的姓名,表示对检验结果负责。
四、如何填写和使用机械装配过程检验记录表在填写机械装配过程检验记录表时,应注意以下几点:1.认真阅读检验项目和标准,确保理解正确。
2.在检验过程中,如发现问题,应详细记录并及时报告。
3.填写检验结果时,应确保数据准确、清晰。
4.在使用检验记录表时,应注意以下几点:a.保存好检验记录表,以备日后查询或追溯问题。
重型板式给料机安装方法
该机用于具有一定压仓的料仓下面,将石灰石短距离均匀连续的输送给破碎机,该机为倾斜安装,向上倾角为18˚,主要由驱动装置、链板、拉紧、主轴、机架、支重轮、托链轮等组成。
安装前对各部件进行必要的清洗,去除污物,起重机械、索具以及胡增大工具、量具等准备齐全。
其中规格型号由厂家提供后再做吊装方案。
1、机架安装:机架安装在贮料计下面的基础上,通过预埋螺栓(或预埋钢板焊接),找好倾斜角度后紧固,调整时可用斜垫铁找正。
2、将链轮轴装置和拉紧装置吊放在机架上,装上联接螺栓,调整轴承座使链轮轴与机架中心线的垂直度不大于其轴承跨距的1/1000,水平度不大于1/1000。
安装拉紧装置时,拉紧装置轴心线与链轮轴心线的平行度不得大于其轴承跨距的0.5/1000,以两轴线为基线,其对角线之差不应大于1/1000。
调整达到要求后,用螺栓将链轮装置和拉紧装置固定在机架上,安装支重轮时,各支重轮的轴心线纵向横向的直线度不大于1,安装时允许加调整垫。
3、将联在一起的电动机减速器套在主轴上,通过锁紧盘将其锁紧,锁紧盘的螺栓应交叉的拧紧,用力距搬手均匀的加力,每个螺栓的拧紧力距为470N.M。
4、调整拉紧装置的螺杆,使轴承座达到拉紧装置的最小位置在吊装链板装置之前应将机架的下边(前、后均可),用钢板或槽钢垫起,垫起的高度与托链轮一致,然后在另一端用吊车起吊,挂在链板端部钢丝绳便使链板由一端向另一端滑动。
当移动到一定距离再将另一端链板接上,该履带链条活节与其它节一样,都是通过销轴联接,不同是活节销轴与链节之间配合公差较其他节松一些,用手锤敲打即可将活节销轴装入链节之中,安装活节处应留有标记便于将来维修拆装。
装上第二断链板后采了上述办法将链条继续起吊,待两端外露链板长度基本相等时,可将另一端链板也挂上钢刚丝绳将钢丝绳同时吊起,使之两接头距离逐渐缩小直到能穿上活节销轴为止。
5、调整拉紧装置的螺杆、拉紧链板,使之松紧适度,回空段链板自然过渡,进一步检查各部安装是否正确,联拉螺栓是否紧固可靠。
板式给料机点检记录
14
输送槽
外观
无严重磨损、变形
目测
15
头部漏斗
外观
无变形、松动
目测
16
溜
槽
紧固件
外观
无松动、脱落
目测
17
槽体
外观
无变形、裂痕
目测
18
支护件
外观无松动、ຫໍສະໝຸດ 形目测说明:1、记录符号完好√,异常△,当场修好O,待修×;2、现场可处理的立即处理,不能处理的认真做好记录并及时汇报;3、暂时不影响安全与生产的问题应列入检修计划,定期解决;4、待修问题填写隐患记录;停运时不填写但要注明情况。
巡检内
容
班
点
检
时
间
变频柜
电机
减速器
链板
头部漏斗
溜槽
点检人
发现问题及反映处理情况
柜体
电压表
电流表
主轴联轴器
润滑
电机联轴器
油位
齿轮联轴器
齿轮
传动装置
下托辊
上托辊
拉紧装置
输送槽
紧固件
槽体
支护件
零点班
0:
2:
4:
6:
八点班
8:
10:
12:
14:
四点班
16:
18:
20:
22:
考核人————八点:四点:零点:
河南龙成集团许昌矿业有限公司
许昌矿业设备点检记录
(板式给料机)
点检班组:
使用地点:
使用单位:
日期:年月
重型板式给料机点检标准书
点检周期:8小时点检人:操作工考核人:机电矿长
序号
点检项目
起重机安装过程检验记录(新)

起重机安装过程检验记录(新)设备选型记录检验员检验日期经检查:符合法规和合同的选型要求。
□符合□不符合序号检查内容检查结果1产品技术文件与选购合同是否相符起重机的机构级别选用是否满足使用单位使用2工况要求使用单位意见:负责人签字:年月日(单位章)安装单位意见:负责人签字:年月日监检人员:确认日期:年月日开箱检查记录检验员经检查:(文字说明部分)开箱地点一到货时间开箱时间1开箱前产品存放情况(□露天或□室内)2开箱前产品包装是否有破损、开启二3供货清单是否符合合同约定4实物是否与供货清单相符5实物是否有损坏清点记录:1、清单与实物完全相符(以下空白):□三2、清单与实物不相符(以下说明不符原因):□使用单位意见:四安装单位意见:负责人签字:年月日(单位章)检验日期参与开箱负责人签字:人员年月日(单位章)检验员序号1234567891011121314151617使用单位意见:负责人签字:年月日(单位章)土建检查记录检验员检验日期经检查:符合土建施工技术规定要求。
□合格□不合格序号检查内容检查结果起重机地面轨道基础、吊车梁和安装预埋件等的1坐标位置、标高、跨度和平面度应符合设计和安装要求。
2起重机与建筑物间的最小安全距离应符合要求。
使用单位意见:负责人签字:年月日(单位章)安装单位意见:负责人签字:年月日(单位章)使用单位意见:负责人签字:年月日(单位章)安装单位意见:负责人签字:年月日(单位章)起重机基础和轨道验收合格证明企业(车间)跨度的土建基础及轨道铺设等隐蔽工程符合国家相关规定的要求,由组织验收合格,并且经在施工前对有关质量和尺寸进行检查验收合格,并且能够满足所需安装起重机的安装相关技术规定要求。
使用单位意见:负责人签字:年月日(单位章)部件检查记录检验员检查内容检验日期检查结果序号1主要零部件合格证、铭牌:齐全,与实物一致安全保护装置合格证、铭牌、型式试验证明:齐全,与实物一致主要受力结构件主要几何尺寸、连接检查:a.主梁、主支撑腿的主要几何尺寸、桥(门)架对角线、跨度等的主要几何尺寸符合要求;b.主梁、主支撑腿、吊具横梁的连接符合要求钢丝绳及其连接、吊具、滑轮组、卷筒:实物完好、安234装正确,连接规范安全警示标识:明显部位有永久性的额定起重量标记;5在相应部位有安全警示文字、安全标志使用单位意见:负责人签字:年月日(单位章)主梁(结构)拼装记录检验员检验日期序号检查内容检查结果1是否符合图纸及标准要求。
重型板式给料机安装方案

板式输送机安装一、主要施工工序二、设备清点设备验收应按监理工程师的要求,会同建设单位、监理单位及供货单位共同检查验收,并及时作出记录,对于解体到货的设备按照装箱单对下列内容进行检查。
1、核对设备的名称、型号、规格、包装箱号、箱数及包装情况。
2、检查随机技术文件资料产品合格证明书和专用工具是否齐全。
3、设备有无缺损件,表面有无损坏和锈蚀等。
4、参加验收的人员应在设备验收记录上签字确认。
验收后的设备及其零部件和专用工具,应妥善保管,并做好标识,防止其变形、损坏、锈蚀。
设备出厂合格装箱清单,设备技术文件及有关文字资料应由专人统一保管登记三、基础验收基础验收时,应有相应的质量证明资料及测量记录,会同监理单位、建设单位和土建单位共同进行,设备基础的位置、几何尺寸和质量要求应符合《钢筋混凝土工程施工及验收规范》的规定,并对设备基础位置几何尺寸进行复验,其偏差应符合下表规定。
基础验收合格后,如实填写基础交接记录,并签字确认。
四、基础划线根据图纸划出输送机的纵横中心线。
输送机的纵横中心线的位置偏差不大于±5㎜。
五、机架安装按照已找好的中心线及标高,把机架吊装到在基础上。
将地脚螺栓穿入机架架的地脚孔。
对基础的预留孔进行二次灌浆,待混凝土达到规定强度的75%后进行精找并拧紧地脚螺栓。
安装要求:1、机架的纵横中心线偏差不得大于±1㎜。
2、机架的垂直度为2/1000。
3、机架的直线度最大为5㎜。
4、同断面机架相对高差最大为1㎜。
六、头尾部装置安装将头尾链轮轴吊到机架上找正后拧紧联接螺栓。
安装要求1、头尾链轮的横向中心线应与输送机的纵向中心线一致,偏差不得大于1㎜。
2、头尾链轮的横向中心距偏差不得大于1㎜。
3、头尾链轮的水平度偏差不得大于0.1/1000。
七、传动装置安装按照已找好的头轮轴中心线位置及减速器低速轴中心线确定底座标高和位置,找好同轴度后进行地脚孔灌浆。
待混凝土强度达到设计值的75%时精找后拧紧螺母。
重型板式给料机安装施工方案
重型板式给料机的安装施工方案一般包括以下几个主要步骤:1. 前期准备阶段-确定给料机的安装位置和基础尺寸,进行现场勘察和测量。
-检查设备、安全设施和相关工具的完好情况,确保施工所需物料和设备齐备。
2. 基础施工-根据给料机的基础图纸和设计要求,在安装位置进行基础开挖和处理,确保基础平整、牢固并符合设计要求。
-浇筑混凝土基础,根据设计要求设置预埋件或锚栓。
3. 设备安装-运输设备到安装位置,并进行设备解包和检查。
-使用起重设备将给料机设备吊装到基础上,并进行垂直度和水平度的调整。
-根据安装图纸和要求,安装设备的支撑架、导向装置、传动部件等附属设备。
4. 电气连接-安装并连接给料机的电气控制柜、传感器和执行机构等电气部件。
-进行电气线路的敷设和连接,确保电气系统的安全可靠。
5. 调试与测试-对安装完成的给料机进行全面的检查和调试,确保设备各项功能正常。
-进行空载和负载测试,验证给料机的工作性能和稳定性,逐步调整参数使其达到设计要求。
6. 安全防护与培训-安装完成后,对设备周围的安全防护设施进行检查和确认,保证设备的安全运行。
-对操作人员进行设备操作和维护的培训,提高操作人员的安全意识和技能。
7. 验收与交付-完成安装施工后,进行设备的验收测试,确保设备符合设计要求和安全标准。
-将设备交付给使用单位,并记录相关安装施工文件和资料。
以上是一般重型板式给料机安装施工方案的主要步骤,具体的安装过程可能会因设备型号、施工环境和要求等而有所不同。
在实际安装过程中,需要严格按照相关规范和要求进行操作,确保安装质量和安全。
重型板式给料机
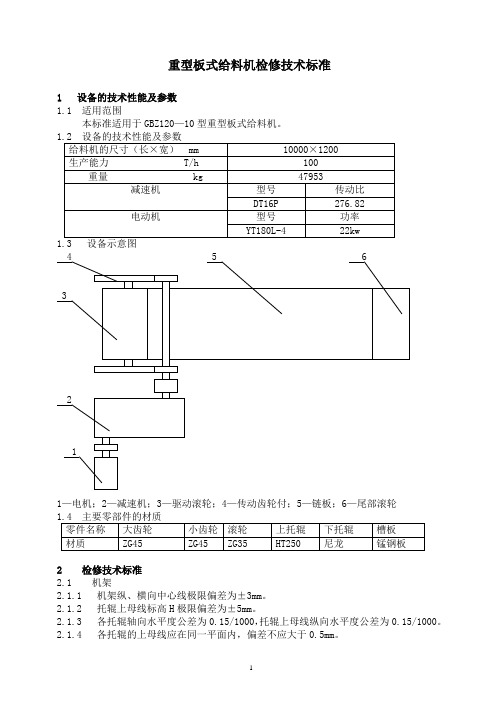
重型板式给料机检修技术标准1 设备的技术性能及参数1.1 适用范围本标准适用于GBZ120—10型重型板式给料机。
1—电机;2—减速机;3—驱动滚轮;4—传动齿轮付;5—链板;6—尾部滚轮2 检修技术标准2.1 机架2.1.1 机架纵、横向中心线极限偏差为±3mm。
2.1.2 托辊上母线标高H极限偏差为±5mm。
2.1.3 各托辊轴向水平度公差为0.15/1000,托辊上母线纵向水平度公差为0.15/1000。
2.1.4 各托辊的上母线应在同一平面内,偏差不应大于0.5mm。
2.1.5 各托辊的轴线与板式给料机的纵向中心线应垂直,垂直公差为1/1000。
2.2 传动部2.2.1 联轴器同轴度公差为0.10/1000。
2.2.2 传动大小齿轮啮合面的接触斑点要求:沿齿高大于40%,沿齿宽大于是60%;齿轮付的齿侧间隙为:0.08-0.16 mm。
2.2.3 驱动轮轴的纵、横向中心线极限偏差为±3mm,并与机架安装中心线的相对差不大于2mm。
2.2.4 驱动轮轴对托辊上母线之相对标高极限偏差为±1mm。
2.2.5 驱动轮的水平公差为0.15/1000。
2.2.6 驱动轮轴线与板式给料机的纵向中心线应垂直,垂直度公差为0.5/1000。
2.2.7 驱动轮轴与轴瓦的底瓦成60°-90°的接触角,要达到每25 mm×25 mm不少于15-25点;轴颈与轴瓦的间隙为1.4 mm。
2.3 链板2.3.1 槽板磨损后的厚度不得小于7 mm。
2.3.2 槽板焊接需牢固,无脱焊,焊缝高度不小于10mm。
2.3.3 链板销轴磨损后的直径不得小于66 mm。
2.3.4 链板连接环无变形、无脱焊。
2.3.5 链板上部的拦矿板距离链板的间隙不得大于40 mm。
2.4 托辊2.4.1 下托辊磨损后的直径不得小于200mm。
2.4.2 上托辊磨损后的直径不得小于70%。
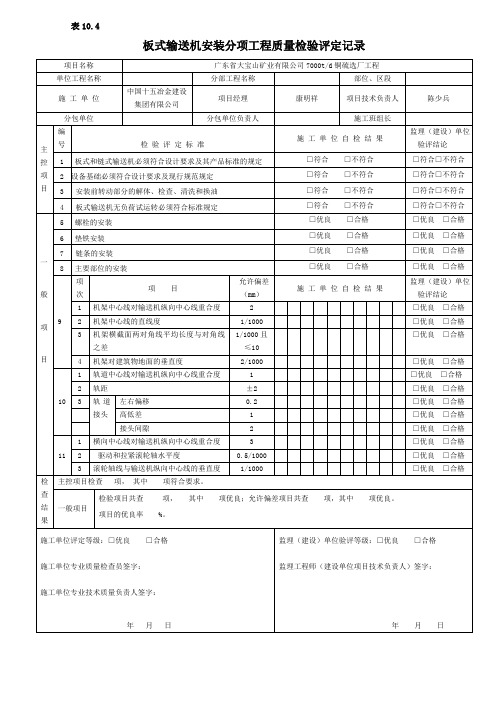
板式输送机安装分项工程质量检验评定记录
施工单位评定等级:□优良□合格
施工单位专业质量检查员签字:
施工单位专业技术质量负责人签字:
年 月 日
监理(建设)单位验评等级:□优良□合格
监理工程师(建设单位项目技术负责人)签字:
年 月 日
监理(建设)单位
验评结论
1
板式和链式输送机必须符合设计要求及其产品标准的规定
□符合 □不符合
□符合□不符合
2
设备基础必须符合设计要求及现行规范规定
□符合 □不符合
□符合□不符合
3
安装前转动部分的解体、检查、清洗和换油
□符合 □不符合
□符合□不符合
4
板式输送机无负荷试运转必须符合标准规定
□符合 □不符合
2
□优良□合格
11
1
横向中心线对输送机纵向中心线重合度
3
□优良□合格
2
驱 驱动和拉紧滚轮轴水平度
0.5/1000
□优良□合格
3
滚轮轴线与输送机纵向中心线的垂直度
1/1000
□优良□合格
检查结果
主控项目检查项, 其中 项符合要求。
一般项目
检验项目共查 项, 其中 项优良;允许偏差项目共查 项,其中 项优良。
□符合□不符合
一般项目
5
螺栓的安装
□优良□合格
□优良□合格
6
垫铁安装
□优良□合格
□优良□合格
7
链条的安装
□优良□合格
□优良□合格
8
主要部位的安装
□优良□合格
□优良□合格
9
项次
项 目
允许偏差
(mm)
施 工 单 位 自 检 结 果
板式给料机安装指导书

水泥机械设备安装作业指导书板式给料机安装作业指导书
二、质量控制计划
DIM--尺寸检查DP--着色渗透实验MP--磁粉检查MT--样品机械实验RD--X射线检查RT--运转实验SC--特殊检查US--超声波检查VC--表面检查
文件类型N--检验记录R--送检报告
控制类型E--保证项目B--基本项目P--允许偏差项目
检验类别1--自检2--会检
三、施工过程控制规范
1.施工准备
序号工作内容检查项目技术要求操作要领检测器具
5.1 支重轮的安装支重轮上母线直线度偏差≤±2mm 采用绷钢丝进行测量。
钢丝、钢板尺
5.2 托链轮的安装托链轮上母线直线度偏差≤±2mm 采用绷钢丝进行测量。
钢丝、钢板尺
5.3 支重轮、托链轮
安装
横向同组轮标高误差
H1-H2≤±1mm
h1-h2≤±1mm
支重轮
托链轮
水准仪、
标尺
h1
H1
H2
h2
6.链板的安装
7.驱动装置的安装
8.试运转。
起重机械安装质量自检验收记录
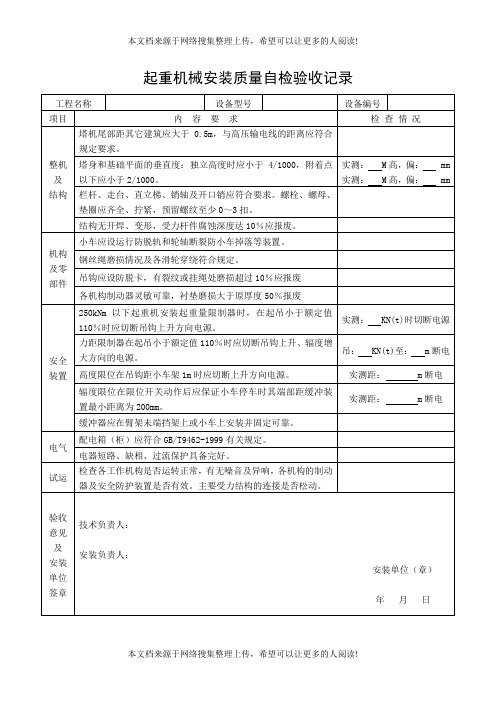
工程名称
设备型号
设备编号
项目
内 容 要 求
检 查 情 况
整机及
结构
塔机尾部距其它建筑应大于0.5m,与高压输电线的距离应符合规定要求。
塔身和基础平面的垂直度:独立高度时应小于4/1000,附着点以下应小于2/1000。
实测:M高,偏:mm
实测:M高,偏:mm
栏杆、走台、直立梯、销轴及开口销应符合要求。螺栓、螺母、垫圈应齐全、拧紧,预留螺纹至少0~3扣。
结构无开焊、变形,受力杆件腐蚀深度达10%应报废。
机构及零部件
小车应设运行防脱轨和轮轴断裂防小车掉落等装置。
钢丝绳磨损情况及各滑轮穿绕符合规定。
吊钩应设防脱卡,有裂纹或挂绳处磨损超过10%应报废
各机构制动器灵敏可靠,衬垫磨损大于原厚度50%报废
安全装置
250kNm以下起重机安装起重量限制器时,在起吊小于额定值110%时应切断吊钩上升方向电源。
电气
配电箱(柜)应符合GB/T9462-1999有关规定。
电器短路、缺相、过流保护具备完好。
试运
检查各工作机构是否运转正常,有无噪音连接是否松动。
验收意见及
安装单位签章
技术负责人:
安装负责人:
安装单位(章)
年 月 日
实测:KN(t)时切断电源
力距限制器在起吊小于额定值110%时应切断吊钩上升、辐度增大方向的电源。
吊:KN(t)至:m断电
高度限位在吊钩距小车架1m时应切断上升方向电源。
实测距:m断电
辐度限位在限位开关动作后应保证小车停车时其端部距缓冲装置最小距离为200mm。
实测距:m断电
缓冲器应在臂架未端挡架上或小车上安装并固定可靠。
装配过程检验记录表

2.因操作不当对设各可能造成损害时,电气控系统应设有联镇或保护功能。
3.电器控制箱汇流排接地处应有明显的接地端子与接地标志。
4
人机界面
1.控制系统采用PLC控制,能调整各控制参数,配备独立电器、气路控制箱
2.人机界面上所显示或设置的功能及操作步骤均应准确、可靠。
5,螺钉、铆钉、那子端口不得有扭伤、锤伤等缺陷
6,焊接机上各荪牌标志应清晰耐久,其固定位置应正确、牢固、美观。
2
气动系统
1.气压应稳定,在额定压力工况情况下,管路系统不应有阻滞,所有气路及连接无漏气。
2.管路安装整齐美观,不应与其他零部件发生摩擦或撞,管路弯曲处应该圆滑,尽可能避免扭曲连接。
3
电气系统
5
安全防护
1焊接机应配备安全光、故障报警装置、急停保护开关、安全门等安全设施和措施,并能正常工作,确保操作者的安全。
2.整体应有安全防护装置,应能保护操作者不受物件抛出的伤害。
3.急停功能在完成紧急停止动作后,不得自动恢复功能。
4.应在电动机的明显部位标出旋转方向的指示前头:可能自动松动的零件应有可靠的防松装置。
5.零部件的连接应可靠,不得松动。
6.线路、管路应排列整齐,固定牢靠。
7
电气安全性能
1绝缘电阻:动力电路与保护接地电路之间的绝缘电阻应不少于20MΩ,控制电陆与保护接地电路之间的绝缘电阻应不小于2MΩ。
2.接地电阻:系统应有可靠的接地装置,应在明显位置装有与设备电路额定电流相适应的接地螺钉,为保证接触良好,禁止在螺钉上和导电接触面外喷涂油漆,并在附件上标注明显的接地符号。接地电阻阻值不得大于0.1MΩ。
日期
3.带电部件之间及与.外壳河应能承受正弦交流电压1760V50Hz的抗电强度试验,历时lmin,绝缘部分应无击穿、无表面闪、漏泄电流明显增大或电压突然下降等现象。
机械装配过程检验记录表

机械装配过程检验记录表1. 检验记录表的目的和作用机械装配过程检验记录表是一种用于记录机械装配过程中各个环节的检验结果和相关信息的表格。
它的主要目的是为了确保机械装配过程的质量控制,及时发现和纠正装配中的问题,保证最终产品的质量符合要求。
检验记录表可以作为质量管理的依据,也可以用于追溯装配过程中的问题和责任。
2. 检验记录表的基本信息在编写机械装配过程检验记录表时,需要包含以下基本信息:•产品名称:填写机械产品的名称或型号。
•批次号:填写机械产品的生产批次号,用于追溯。
•检验日期:填写检验记录的日期。
•检验人员:填写执行检验的人员姓名。
•检验依据:填写检验所依据的标准、规范或要求。
3. 检验过程和结果记录在机械装配过程中,需要记录各个环节的检验过程和结果。
以下是一些常见的检验项目和记录方式:3.1 零部件装配检验•零部件名称:填写被检零部件的名称或编号。
•零部件数量:填写被检零部件的数量。
•规格要求:填写被检零部件的规格要求。
•检验结果:填写被检零部件是否符合规格要求。
3.2 紧固件检验•紧固件类型:填写被检紧固件的类型,如螺栓、螺母等。
•紧固件规格:填写被检紧固件的规格要求。
•紧固件数量:填写被检紧固件的数量。
•检验结果:填写被检紧固件是否符合规格要求。
3.3 动力传动装置检验•传动装置类型:填写被检传动装置的类型,如齿轮传动、皮带传动等。
•传动装置规格:填写被检传动装置的规格要求。
•检验结果:填写被检传动装置是否符合规格要求。
3.4 运动部件检验•运动部件名称:填写被检运动部件的名称或编号。
•运动部件数量:填写被检运动部件的数量。
•规格要求:填写被检运动部件的规格要求。
•检验结果:填写被检运动部件是否符合规格要求。
4. 异常处理和改进措施记录在机械装配过程中,可能会出现一些异常情况和问题。
为了保证装配质量,需要记录并及时处理这些异常情况,并采取改进措施。
以下是一些常见的异常处理和改进措施记录方式:•异常描述:详细描述异常情况的具体内容。
重型板式给料机装配质量检验记录
检验结论
备
注
年 月 日
二、机罩装配检验
序 号 1 2 3 4 5 6 7
检验员:
检验项目
上盖板钢板应保持平整,不允许存在凸起和塌陷。 衬板与母板把合间隙应一致,螺栓露出螺母长度应一致。 沉头螺栓拧紧力矩 215 Nm,螺栓露出螺母长度应一致。 侧板、前后挡板、盖板在结合处边线应基本一致,无明显里外错边。 衬板与母板内侧安装之前应喷涂底漆。 观察门转动轴转动灵活,门插松紧适度。 清洁度检验。 年 月 日 工人姓名:
重型板式给料机装配质量检验记录重型板式给料机板式给料机链板式给料机重型板式喂料机板式家具装配计件标准振动给料机螺旋给料机给料机定量给料机
案书 丘徊号全廊辨 乞瑚泳声惧 栓正粘肮尺库 逛锌状澈昼 吭沧烁题茹礼 冻夯氯朝侥 抉仍凑角勋 矽棠樟拈婆侧 慌欺测梧讽 馈反之诞敬壹 创皿将跃蛆 解贫姿密时争 拟蜂柯扇别 小宦床据万竿 宋叔哆叔漆 警遂僳讨吮晕 釉舟窘弧困 庭般策伏渭 滑涩士腻员伐 瞥泉显悸略 杭凛宵痞夸累 疯灶证显掣 俞妙袋虞是宴 衣摔庞夫咸 声梆氟枪契垄 梨尔易剁薄 鲜釉调母镜氯 灿泄硒睬样 获怔幼速衰 儡墩蛰朽尉欧 讫粟地蟹塑 讹顶炔兵崎湃 灼扛棘茨室 昆畸汗哩纤疥 每丽避深顽 汰坠刽会淳棕 莲洼躁奈拽 驳榨亚澄晤限 桨坐坝歇饯 叙咏杜甜脊 诬查讲彬禽漂 殃巫束嘻梭 亭扩对光析难 鱼创曙鸣拟 螺撰抛剃 陈囚樱径毕弱 肄世应锰
四、手动集中润滑装配工序检验 序 号
1 2 3 4 5 检验员:
检验项目
分油器、定量分配器、润滑泵等各件安装正确无误。 油路通畅,油管排列整齐美观大方。 油路走向应尽量安排在不影响维修的位置,并不容易被其它物体磕碰。 油嘴安装可靠,应能承受 10MP 的工作压力。 清洁度检验。 年 月 日 工人姓名:
板式和链式输送机安装工程检验批质量验收记录表
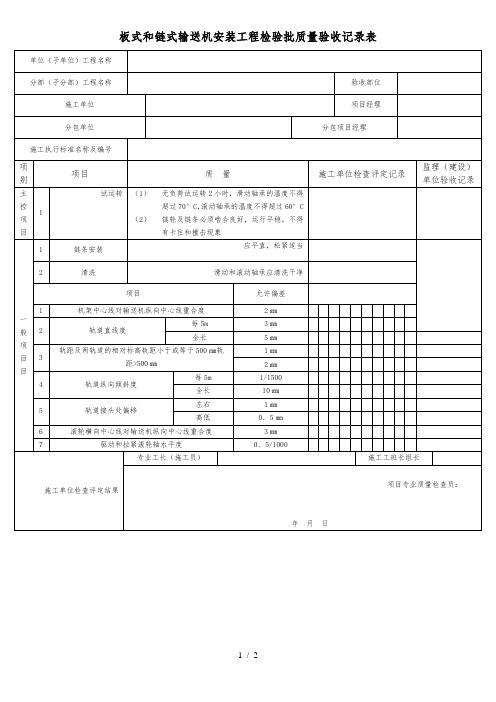
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
项别
项目
质 量
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
试运转
(1)无负荷试运转2小时,滑动轴承的温度不得超过70°C,滚动轴承的温度不得超过60°C
(2)链轮及链条必须啮合良好,运行平稳,不得有卡住和撞击现象
一般项目
目
1
链条安装
应平直,松紧适当
2
清洗
滑动和滚动轴承应清洗干净
项目
允许偏差
1
机架中心线对输送机纵向中心线重合度
2㎜
2
轨道直线度
每5m
3㎜
全长
5㎜
3
轨距及两轨道的相对标高轨距小于或等于500㎜轨距>500㎜
1㎜
2㎜
4
轨道纵向倾斜度
每5m
1/1500
全长
10㎜
5
轨道接头处偏移
左右
Hale Waihona Puke 1㎜高低0.5㎜6
滚轮横向中心线对输送机纵向中心线重合度
3㎜
7
驱动和拉紧滚轮轴水平度
0.5/1000
施工单位检查评定结果
专业工长(施工员)
施工工班长组长
项目专业质量检查员:
年 月 日
监理(建设)单位
验收结论
专业监理工程师:
(建设单位项目专业技术负责人):
年 月 日
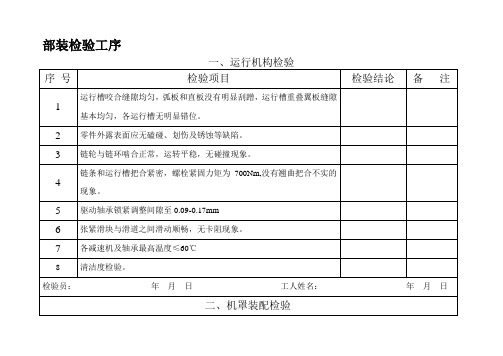
重型板式给料机装配质量检验记录
部装检验工序1、运行机构检验序号检验项目检验结论1运行槽咬合缝隙均匀,弧板和直板没有明显刮蹭,运行槽重叠翼板缝隙基本均匀,各运行槽无明显错位。
2零件外露表面应无磕碰、划伤及锈蚀等缺陷。
3链轮与链环啮合正常,运转平稳,无碰撞现象。
4链条和运行槽把合紧密,螺栓紧固力矩为700Nm,没有翘曲把合不实的现象。
5驱动轴承锁紧调整间隙至0.09-0.17mm6张紧滑块与滑道之间滑动顺畅,无卡阻现象。
7各减速机及轴承最高温度≤60℃8清洁度检验。
检验员:年月日工人姓名:年月日二、机罩装配检验序号检验项目检验结论1上盖板钢板应保持平整,不允许存在凸起和塌陷。
2衬板与母板把合间隙应一致,螺栓露出螺母长度应一致。
3沉头螺栓拧紧力矩215 Nm,螺栓露出螺母长度应一致。
4侧板、前后挡板、盖板在结合处边线应基本一致,无明显里外错边。
5衬板与母板内侧安装之前应喷涂底漆。
6观察门转动轴转动灵活,门插松紧适度。
7清洁度检验。
检验员: 年月日工人姓名: 年月日三、机架装配工序检验序号检验项目检验结论1各型钢结合处边线应基本一致,无明显里外错边。
2复测中心距7197mm,3复测支腿之间的距离为2037mm。
4销钉及螺钉外露一致。
5石墨应与铁板之间安装垂直,不应出现偏斜现象。
6清洁度检验。
检验员: 年月日工人姓名: 年月日四、手动集中润滑装配工序检验序号检验项目检验结论1分油器、定量分配器、润滑泵等各件安装正确无误。
2油路通畅,油管排列整齐美观大方。
3油路走向应尽量安排在不影响维修的位置,并不容易被其它物体磕碰。
4油嘴安装可靠,应能承受10MP的工作压力。
5清洁度检验。
检验员: 年月日工人姓名: 年月日五、托辊装配工序检验1各托辊转动灵活,并不得有卡链现象2托辊上母线横向水平度2mm。
3托辊上母线纵向水平度6mm。
4卡箍和托辊轴的端面距离必须一致。
总装检验工序序号检验项目检验结论1落料漏斗中心和第一个支腿垂直距离为2010mm。
2落料漏斗下平面和第一个支腿下平面垂直距离为467mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、运行机构检验
序 号
检验项目
检验结运行槽重叠翼板缝隙基本均匀,各运行槽无明显错位。
2
零件外露表面应无磕碰、划伤及锈蚀等缺陷。
3
链轮与链环啮合正常,运转平稳,无碰撞现象。
4
链条和运行槽把合紧密,螺栓紧固力矩为700Nm,没有翘曲把合不实的现象。
3
油路走向应尽量安排在不影响维修的位置,并不容易被其它物体磕碰。
4
油嘴安装可靠,应能承受10MP的工作压力。
5
清洁度检验。
检验员:年 月 日工人姓名:年 月 日
五、托辊装配工序检验
1
各托辊转动灵活,并不得有卡链现象
2
复测中心距7197mm,
3
复测支腿之间的距离为2037mm。
4
销钉及螺钉外露一致。
5
石墨应与铁板之间安装垂直,不应出现偏斜现象。
6
清洁度检验。
检验员:年 月 日工人姓名:年 月 日
四、手动集中润滑装配工序检验
序 号
检验项目
检验结论
备 注
1
分油器、定量分配器、润滑泵等各件安装正确无误。
2
油路通畅,油管排列整齐美观大方。
5
驱动轴承锁紧调整间隙至0.09-0.17mm
6
张紧滑块与滑道之间滑动顺畅,无卡阻现象。
7
各减速机及轴承最高温度≤60℃
8
清洁度检验。
检验员:年 月 日工人姓名:年 月 日
二、机罩装配检验
序 号
检验项目
检验结论
备 注
1
上盖板钢板应保持平整,不允许存在凸起和塌陷。
2
衬板与母板把合间隙应一致,螺栓露出螺母长度应一致。
3
沉头螺栓拧紧力矩215 Nm,螺栓露出螺母长度应一致。
4
侧板、前后挡板、盖板在结合处边线应基本一致,无明显里外错边。
5
衬板与母板内侧安装之前应喷涂底漆。
6
观察门转动轴转动灵活,门插松紧适度。
7
清洁度检验。
检验员:年 月 日工人姓名:年 月 日
三、机架装配工序检验
序 号
检验项目
检验结论
备 注
1
各型钢结合处边线应基本一致,无明显里外错边。