番茄酱工艺流程
番茄酱制作工艺流程

番茄酱制作工艺流程
《番茄酱制作工艺流程》
番茄酱是一种常见的调味品,制作工艺流程可以分为以下几个步骤:
1. 选择新鲜番茄:首先要选择新鲜成熟的番茄作为原料。
新鲜的番茄含有丰富的纤维和维生素,能够制作出口感良好的番茄酱。
2. 清洗和去皮:将选好的番茄进行清洗,然后用刀在番茄的底部切一个小口,放入滚水中烫一下,这样番茄的皮就容易剥离了。
剥离番茄皮后,将其切成小块备用。
3. 煮熟番茄:将切好的番茄放入锅中,并加入少量水,用中小火煮熟。
煮熟的番茄需要不断搅拌,防止粘锅。
4. 打成番茄泥:煮熟的番茄需要放凉后,再使用搅拌机将其打成番茄泥。
这一步可以使番茄酱口感更加细腻。
5. 调味:将番茄泥放入锅中,加入适量的葱、姜、蒜以及一些盐、糖、醋和少许酱油进行调味。
可以根据个人口味加入少许辣椒、花椒等调味料。
6. 煮制番茄酱:将调好味的番茄泥放入锅中,用小火煮制。
需要不断搅拌防止糊锅,直到番茄酱呈浓稠状即可。
7. 储存:待番茄酱冷却后,将其装入干净的玻璃瓶中,密封保存。
番茄酱可以放在阴凉通风处,保存时间较长。
以上便是番茄酱的制作工艺流程,通过以上步骤可以制作出口感细腻、味道鲜美的番茄酱。
希望大家可以尝试一下,在家里做一些美味的番茄酱,给饭菜增添一些不同的味道。
番茄酱加工生产线设备工艺原理
番茄酱加工生产线设备工艺原理1. 引言番茄酱是一种常用的调料,由于其口感和营养价值,在日常生活中得到广泛应用。
在工业生产中,为了提高番茄酱的生产效率和质量,需要采用适当的设备和工艺。
本文将简要介绍番茄酱加工生产线的设备和工艺原理。
2. 设备2.1 清洗设备清洗设备是番茄酱加工生产线的第一道工序。
其目的是去除番茄表面的杂质和微生物等。
常见的清洗设备有:•砂石机:通过砂石的作用将番茄表面的污垢去除。
•气泡清洗机:通过注入气泡,使番茄浮于水面,从而将杂质和微生物去除。
2.2 割切设备割切设备用于将清洗好的番茄割成小块,以方便后续的处理。
常见的割切设备有:•切菜机:采用旋转刀片,将番茄切成小块。
•刀条机:采用多个刀条,将番茄切成小块。
2.3 煮沸设备煮沸设备是将割好的番茄加工为浓缩番茄酱的关键工序。
通过高温加热,将番茄中的水分蒸发掉,浓缩成浓稠的番茄酱。
常见的煮沸设备有:•螺杆式煮沸机:采用螺杆和筒体,将割好的番茄在高温下进行连续的蒸煮。
•斜板式煮沸机:采用多段斜板,在高温下将番茄逐段加热,从而达到浓缩的目的。
2.4 混合设备混合设备用于将浓缩的番茄酱与其他原料进行搅拌,并加入适量的调味料。
常见的混合设备有:•混合槽:将多种原料加入到槽中进行搅拌。
•收缩式混合机:利用旋转加速度与高速运动来完成混合作用。
2.5 灌装设备灌装设备用于将混合好的番茄酱灌装进瓶子或其他包装中。
其目的是将番茄酱保存并便于销售。
常见的灌装设备有:•自动灌装机:将番茄酱自动灌装进瓶子中。
•手动灌装机:需要人工将番茄酱倒入瓶子中。
3. 工艺原理番茄酱加工生产线的工艺原理是将新鲜的番茄经过清洗、割切、煮沸、混合和灌装等一系列工序后,制成浓缩番茄酱并灌装成包装。
其主要工艺流程如下:1.清洗:将新鲜的番茄进行清洗,去除表面的污垢和微生物等。
2.割切:将清洗好的番茄割成小块,以方便后续处理。
3.煮沸:将割好的番茄通过高温进行连续的蒸煮,使番茄中的水分蒸发掉,并浓缩成浓稠的番茄酱。
番茄酱工艺流程
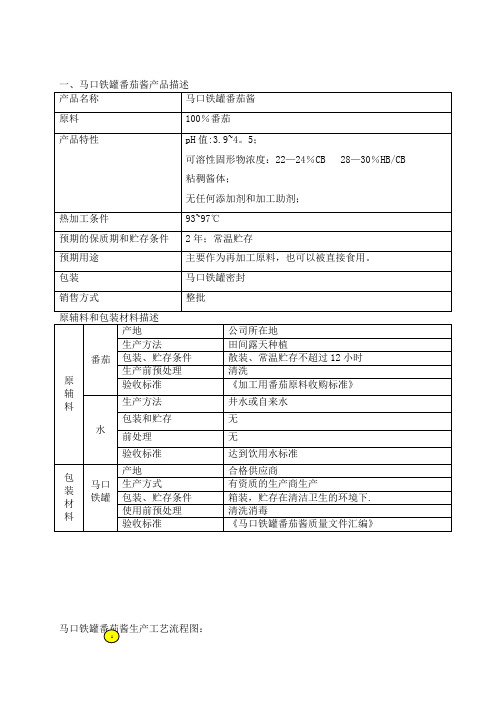
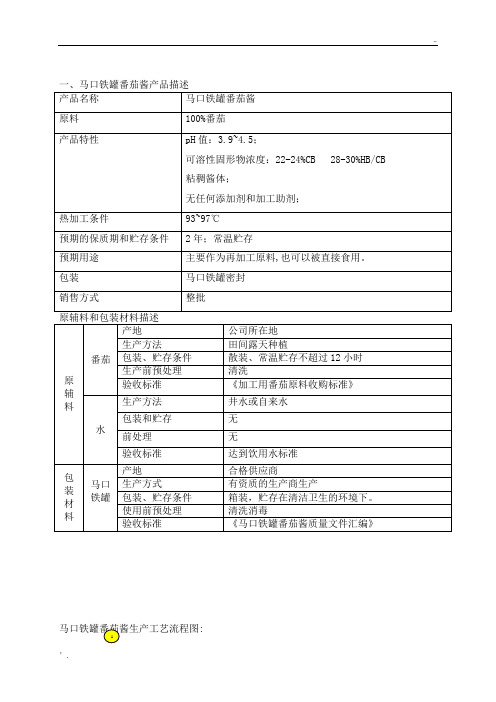
工艺描述一、马口铁罐番茄酱产品工艺描述1、原料种植:按照公司《番茄和杏原料管理制度》和《良好农业种植规范》(GAP)进行管理。
2、原料验收:番茄原料指定的运输车辆运到公司后,由原料检验人员审核原料是否来自合同内的合格供应户,并按原料收购标准随机抽取规定数量的原料进行外观和固形物检验,按照检出不合格比例分等级和扣杂,符合要求的才能过磅秤重和入厂.3、贮存:验收合格的番茄原料倒入清洁的料池中,放料时采用先进先出的原则,贮存的原料投入使用不得超过 16小时;每当料池放空时,需对料池用清水冲洗。
每班清除沉淀池中的沉淀物。
4、流送和清洗:番茄原料经流送沟由二级循环水送入生产线(提升机),绝大部分物理杂质由格栅去除或落入沉降槽,金属杂质由除铁器(磁场强度≥3000高斯)去除,番茄原料在提升和输送到原料选台的过程中,必须用符合饮用水标准的清洁水进行喷淋清洗和浮洗,最后再通过喷头用清水漂洗进入挑选台。
挑选:进入挑选台的原料由人工挑出青、黄果、黑斑、病斑、虫眼、腐烂果及杂质,挑出的废料及杂质经废番茄流送槽运出。
破碎和预热:挑选后的原料输送至破碎机,经切刀破碎后通过密封管道进入预热系统。
预热采用列管预热系统,根据产品规格的要求,设置需要的温度,生产车间根据设定温度自动控制蒸汽阀的开度,达到需要的预热温度。
(原料正常情况下热破预热温度为80—98℃,冷破预热温度为45—75℃)。
精制:经预热软化的破碎番茄进入由带叶片的转子及筛网构成的精制机(单道或双道精制),进入精制机的破碎番茄在转子旋转的离心力作用下,皮籽被滤出,番茄汁经过筛网进入贮罐,皮籽经螺旋输送机排出.根据产品规格的要求,可采用不同孔径的筛网和调整精制机转速.筛网需定时清洗。
双联过滤:番茄汁在进入蒸发器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止皮籽、杂草和金属等异物因精制机筛网破损而进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。
番茄酱加工培训教材
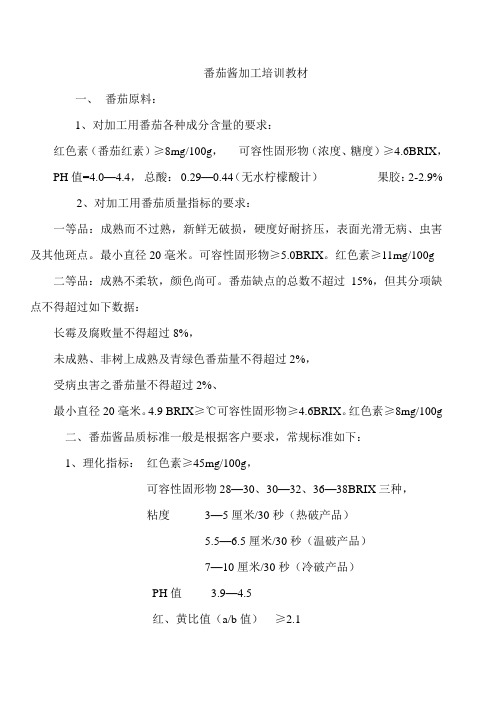
番茄酱加工培训教材一、番茄原料:1、对加工用番茄各种成分含量的要求:红色素(番茄红素)≥8mg/100g,可容性固形物(浓度、糖度)≥4.6BRIX,PH值=4.0—4.4,总酸:0.29—0.44(无水柠檬酸计)果胶:2-2.9%2、对加工用番茄质量指标的要求:一等品:成熟而不过熟,新鲜无破损,硬度好耐挤压,表面光滑无病、虫害及其他斑点。
最小直径20毫米。
可容性固形物≥5.0BRIX。
红色素≥11mg/100g 二等品:成熟不柔软,颜色尚可。
番茄缺点的总数不超过15%,但其分项缺点不得超过如下数据:长霉及腐败量不得超过8%,未成熟、非树上成熟及青绿色番茄量不得超过2%,受病虫害之番茄量不得超过2%、最小直径20毫米。
4.9 BRIX≥℃可容性固形物≥4.6BRIX。
红色素≥8mg/100g二、番茄酱品质标准一般是根据客户要求,常规标准如下:1、理化指标:红色素≥45mg/100g,可容性固形物28—30、30—32、36—38BRIX三种,粘度3—5厘米/30秒(热破产品)5.5—6.5厘米/30秒(温破产品)7—10厘米/30秒(冷破产品)PH值 3.9—4.5红、黄比值(a/b值)≥2.1L值(亮度) ≥21总酸 2.0—3.0%(无水柠檬酸计)总酸≤8.0%(无水柠檬酸干物质计)农药残留0.01PPM(日本、韩国要求)2、感官指标黑斑点含量≤5个/10g番茄籽皮含量≤5个/10g酱体均匀,色泽鲜亮、细腻。
具有番茄应有的风味,无异味及烧焦味。
3、微生物指标细菌菌落总数不得检出呈阴性大肠菌群不得检出呈阴性杆菌(商业无菌中检出)小于100霉菌≤40个/每100视野4、重金属锡≤200mg/100g铜≤10mg/100g铅≤1mg/100g砷≤0.5mg/100g砷≤0.5mg/100g二、加工工艺流程及控制要点1、工艺流程:番茄水力冲洗流送——提升——浮洗——喷洗选果——破碎预热打浆精制——低温真空浓缩——高温顺时杀菌—速冷——无菌灌装2、加工过程控制要点:A、该段的作用是:将番茄均匀的输送到破碎预热段,在输送过程中将番茄清洗干净且有效挑选,防止最终产品的霉菌、黑点含量超标和红色素含量不足。
番茄酱加工工艺

番茄酱加工工艺工艺流程:原料选择→清洗→修整→热烫→打浆→加热浓缩→装罐→密封→杀菌→冷却→成品。
②操作要点:原料选择:选择充分成熟,色泽鲜艳,干物质含量高,皮薄、肉厚、籽少的果实为原料。
清洗:用清水洗净果面的泥沙、污物。
修整:切除果蒂及绿色和腐烂部分。
热烫:将修整后的番茄倒人沸水中热烫2~3分钟,使果肉软化,以便于打浆。
打浆:热烫后,将番茄倒人打浆机内,将果肉打碎,除去果皮种籽粒。
打浆机以双道打浆机为好。
第一道筛孔直径为1.0~1.2毫米,第二道筛孔直径为0.8~0.9毫米。
打浆后浆汁立即加热浓缩,以防果胶酶作用而分层。
加热浓缩:将浆汁放人夹层锅内,加热浓缩,当可溶性固形物达22%~24%时停止加热。
浓缩过程中注意不断搅拌,以防焦糊。
装罐密封:浓缩后浆体温度为90~95℃,立即装罐密封。
杀菌及冷却:在1OO℃沸水中杀菌20~30分钟,而后冷却至罐温达35~40℃为止。
③产品质量要求:酱体呈红褐色,均匀一致,具有一定的粘稠度;味酸、无异味;可溶性固形物达22%~24%。
番茄酱的制作过程1.原料验收按加工专用品种的要求,不得混入黄色、粉红或浅色的品种,剔除带有绿肩、污斑、裂果、损伤、脐腐和成熟度不足的果实。
“乌心果” 及着色不匀且果实比重较轻者,在洗果时浮选除去。
2.选果、去蒂洗果先用浸洗,再用水喷淋,务求干净。
番茄果柄与萼片,呈绿色且有异味,影响色泽与风味。
去蒂时将绿肩和斑疤修去,拣去不合加工的番茄。
3.破碎、去籽破碎为预煮时受热快而均匀,去籽为防止打浆时打碎种籽,若混入浆中影响产品的风味、质地和口感。
破碎去籽用双叶式轧碎机,然后经回转式分离器(孔径10毫米)和脱籽器(孔径1毫米)进行去籽4.预煮、打浆预煮使破碎去籽后的番茄原浆迅速加热到85℃~90℃,以抑制果胶脂酶和丰乳糖醛酸酶的活性,免使果胶物质降价变性,而降低酱体的粘稠度和涂布性。
做番茄酱的实训报告

一、实训背景番茄酱是一种常见的调味品,广泛应用于各种烹饪中。
为了提高自己的烹饪技能,了解番茄酱的制作过程,我参加了本次做番茄酱的实训课程。
通过本次实训,我深入了解了番茄酱的制作方法,掌握了制作技巧,并提高了自己的动手能力。
二、实训目的1. 学习番茄酱的制作方法,了解其原料、工具和工艺流程。
2. 掌握番茄酱的制作技巧,提高自己的烹饪技能。
3. 培养团队协作精神,提高自己的沟通能力。
三、实训内容1. 番茄酱原料及工具(1)原料:新鲜番茄、糖、盐、白醋、蒜、洋葱、香叶、八角、桂皮等。
(2)工具:菜刀、砧板、锅、搅拌器、筛网、瓶子等。
2. 番茄酱制作工艺流程(1)准备原料:将新鲜番茄洗净,去蒂,切成小块;蒜、洋葱洗净,切成末;香叶、八角、桂皮等香料准备好。
(2)炒制番茄:在锅中加入适量油,放入蒜、洋葱炒香,再加入番茄块,炒至番茄出汁。
(3)调味:加入适量盐、糖、白醋,翻炒均匀,让番茄充分吸收调味料。
(4)熬煮:转小火,将番茄熬煮至浓稠状,期间不断搅拌,防止糊底。
(5)过滤:将熬好的番茄酱用筛网过滤,去除杂质。
(6)冷却:将过滤后的番茄酱倒入瓶子中,冷却后放入冰箱保存。
四、实训过程及心得体会1. 实训过程本次实训,我们小组分工合作,共同完成了番茄酱的制作。
在制作过程中,我们严格按照工艺流程进行操作,注意火候的掌握,确保番茄酱的质量。
2. 心得体会(1)掌握了番茄酱的制作方法,了解了各种原料的搭配比例。
(2)提高了自己的烹饪技能,学会了如何制作出美味的番茄酱。
(3)培养了团队协作精神,学会了与他人沟通交流,共同完成实训任务。
(4)认识到制作美食需要耐心和细心,只有掌握好每一个环节,才能制作出高质量的番茄酱。
五、总结通过本次做番茄酱的实训,我不仅掌握了番茄酱的制作方法,还提高了自己的烹饪技能和团队协作能力。
在今后的学习和生活中,我会继续努力,不断提高自己的综合素质,为成为一名优秀的烹饪人才而努力。
番茄酱罐头(分装)生产操作规程

番茄酱罐头生产操作规程(分装)一.工艺流程原(辅)料验收→配料→投料/搅拌→循环/预热→泵酱→列管杀菌→装罐/计量→封口(罐盖喷码)→杀菌/冷却→烘干/擦罐→包装→入库二.原料要求浓度、粘度、红色素、总酸、微生物、农残、重金属等指标必须符合规定要求。
三.工艺操作要点1. 配料前,根据生产通知、配料表等,核对原、辅料,准备配料;2. 测量原酱浓度,并根据其浓度计算此锅的加水量;3. 根据配料表,对所有辅料按顺序逐一计量,并分别投入锅中,需要单独搅拌的(例如变性淀粉)或溶解的要预处理后再投料。
特别强调:不能漏投或者多投;4. 每锅整个投料、搅拌、预热时间控制在45 分钟之内。
边投料边搅拌,所有投料争取15 分钟完成,投料结束搅拌3 分钟后,开始不加热循环3 分钟,整个搅拌时间控制在10 -12分钟内,搅拌均匀后进行循环加热至55℃左右,整个循环加热时间控制在20分钟内;5. 循环加热时,预热器的蒸汽压力控制在0.05MPa-0.07Mpa;6. 测量酱的浓度(120°×3取样)符合要求后,开始泵酱。
泵酱之前,要求预热器及管道不要有水,以免降低酱的浓度;7. 螺杆泵、预热器、杀菌器要专人操作,视蒸汽压力和温度情况控制操作阀门。
特别要求:截止阀一定要先开后关;8. 杀菌器的蒸汽压力控制在0.5MPa左右,酱的温度控制在72-80℃左右(视季节、罐型而定);9. 测量出酱浓度、温度,特别要求:不符合装罐浓度、温度要求的酱不准装罐;10. 确认罐型、装罐量,开始装罐,空罐要清洗;11. 认真控制装罐量,并定时进行复磅;12. 封口前必须试车,符合要求后正常生产;13. 封口真空要求,一般为0.005Mpa-0.01Mpa;14. 封口人员在操作过程中要正常检查罐头外观质量,每隔2小时要进行一次折罐检查,验罐人员要逐罐检验,剔除不合格罐,并及时通知封口人员检验情况;15. 认真清洗罐头和拾笼,谨慎操作,防止瘪罐;16. 杀菌人员严格按照杀菌规程操作,杀菌后及时冷却,温度控制在40℃左右出锅,特别强调:要严格执行杀菌公式;17. 包装前,认真烘干、擦罐,防止锈听;18. 根据包装通知要求,认真核对产品、商标、纸箱、罐码、CIQ等;19. 包装时剔除锈听、瘪听、废次听等;20. 盘清数量,明码堆垛存放;四. 卫生、记录要求1. 整个生产过程卫生、人员卫生、设备卫生必须符合卫生规范要求;2. 定时对预热器、杀菌器和管道进行彻底清理,确保没有黑点(番茄酱炭化)存在;3. 清洗管道、预热器、杀菌器的含酱水,单独存放,以备利用。
番茄酱生产工艺流程
番茄酱生产工艺流程番茄酱是一种以番茄为主要原料制成的食品调料,具有维生素丰富、口感鲜美等特点。
下面为您介绍番茄酱的生产工艺流程。
1. 原料准备:选用新鲜、成熟的番茄作为主要原料。
番茄经过清洗、去皮、去蒂等处理,然后切碎备用。
同时,还需要准备一些辅助原料,如洋葱、大蒜、香料等。
2. 烹调:将切碎的番茄放入烹饪锅中,加入适量的水和辅助原料,并进行烹调。
一般采用煮沸-沸腾-干燥的烹调方法,可以确保番茄汁中的细菌、酵素等物质被有效杀灭,同时释放出更多的番茄味道。
3. 磨碎:烹调完成后,将番茄糊进行磨碎处理。
主要有两种方法,一种是传统的过筛磨碎法,即将番茄糊通过网筛进行过滤;另一种是高压磨碎法,即通过高速旋转的刀片将番茄糊进行细磨。
磨碎的目的是为了提高番茄酱的细腻度和口感。
4. 过滤:磨碎后的番茄酱需要进行过滤。
主要目的是去除残渣和杂质,使番茄酱更加纯净。
常用的过滤设备有网筛、滤布等。
5. 煮沸:过滤后的番茄酱需要进行第二次煮沸。
这一步主要是为了确保番茄酱中的水分被蒸发掉,达到浓稠的效果。
同时,煮沸还能杀灭番茄酱中可能存在的细菌,提高产品的品质和安全性。
6. 添加调味料:熬制完成后,可以根据个人喜好添加一些调味料,如盐、糖、胡椒等。
这些调味料能够提升番茄酱的口感和香气。
7. 冷却包装:番茄酱煮沸一段时间后,需要进行冷却。
冷却后的番茄酱可以进行包装,一般采用瓶装或袋装。
包装完成后,还需要对番茄酱进行灭菌处理,以延长产品的保质期。
以上是番茄酱的一般生产工艺流程。
当然,不同企业和地区有着各自的生产工艺和配方,但整体流程大致相同。
生产者在生产过程中要注意卫生和质量控制,确保生产的番茄酱符合食品安全标准,为消费者提供优质的产品。
番茄酱生产工艺流程
番茄酱生产工艺流程
《番茄酱生产工艺流程》
番茄酱是一种常见的调味品,制作过程包括多个步骤,需要严格遵循生产工艺流程。
下面是番茄酱的生产工艺流程概述:
1. 选材准备
首先,需要选择新鲜成熟的番茄作为原料。
番茄经过清洗、去皮和去籽处理后,才能进入下一步的加工过程。
2. 研磨
将处理过的番茄放入破碎机中进行研磨,将其成分细化并形成番茄浆。
3. 煮沸
番茄浆经过煮沸过程,这一步有助于去除多余的水分,以及充分释放番茄的香味和口感。
4. 添加调味料
在煮沸的番茄浆中适量添加盐、糖、香料和其他调味料,以提升番茄酱的口感和营养价值。
5. 烹调
将调味后的番茄浆进行再次烹调,使其充分混合并增加保质期。
6. 严格质检
在整个生产过程中,需要进行严格的质检,确保番茄酱没有任
何污染和细菌,保障产品的品质和安全性。
7. 灌装和包装
最后,将生产完毕的番茄酱进行灌装和包装,确保产品的保存和销售。
总的来说,番茄酱的生产工艺流程需要经过严格的操作和监控,确保产品的质量和安全性。
只有严格按照流程进行生产,才能生产出口感顺滑、口味浓郁的优质番茄酱。
番茄酱的制作

番茄酱的制作一、实验目的掌握番茄酱的制作技术二、实验原理番茄酱是鲜番茄的酱状浓缩制品,呈鲜红色酱体,具番茄的特有风味,是一种富有特色的调味品,一般不直接入口。
番茄酱由成熟红番茄经破碎、打浆、去除皮和籽等粗硬物质后,经浓缩、装罐、杀菌而成。
干物质含量一般分22%~24%和28%~30%两种。
三、材料及用具温度计,不锈钢刀,不锈钢锅,打浆机,四旋玻璃瓶番茄、食盐、白砂糖、食醋、大蒜、香料(胡椒、丁香、桂皮、五香粉等)。
四、实验步骤1、工艺流程原料选择→清洗→破碎→预热打浆→调香调味→浓缩→加热→装罐→密封→杀菌→冷却→成品2、操作要点(1)原料选择:选用大红、全红、可溶性固形物含量高和成熟的新鲜番茄做原料,剔除裂果、腐烂果、以清水洗净。
(2)预热打浆:原料破碎去籽后,迅速加热至80℃以上,一般须在90-95℃加热8-10 min,加热后浆温控制在80-85℃,然后打浆。
通常采用3道打浆机打浆,第一道去除果皮,第二、三道清除种子和粗纤维,使原浆均匀细腻。
(3)浓缩:番茄原浆通常含可溶性固形物4%-7%,必须经浓缩排除大量水分,才能达到制品所需求的28%左右的浓度。
浓缩方法有使用开口浓缩锅的常压法和使用真空浓缩锅的真空法两种,以真空浓缩法的制品质量较好。
(4)调香调味:为了增加风味,在浓缩之前应加入香料和调味品,其比例为100公斤番茄浆用白糖15公斤,食盐2.5公斤,食醋3公斤,丁香0.19公斤,桂皮0.19公斤,胡椒0.15公斤,蒜泥0.3公斤。
添加方法是:先把香料用食醋浸煮,再加白糖、食盐溶解后滤出汁液与蒜泥一同混入番茄浆中。
(5)装罐密封:将瓶盖、玻璃瓶先用清水洗干净,然后用沸水消毒3~5min,沥于水分,装罐时保持罐温40℃以上。
浓缩的番茄浆需快速加热至90-95℃,趁热装罐(酱温不低于85℃),装瓶后迅速拧紧瓶盖。
(6)杀菌冷却:采用水浴杀菌,5-25min/100℃,升温时间5min,沸腾下保温25min;然后产品分别在75℃、55℃水中逐步冷却至40℃左右,得成品。
番茄酱的制作方法

番茄酱的制作方法
番茄酱是一种常见的调味酱料,口感酸甜可口,深受人们喜爱。
下面,我将为大家介绍番茄酱的制作方法。
首先,我们需要准备新鲜成熟的番茄。
将番茄洗净后,用刀在番茄上划上十字口,然后放入沸水中焯水一分钟,捞出后放入冷水中浸泡片刻,这样番茄皮就会很容易剥离。
接下来,将剥好皮的番茄切成小块,放入搅拌机中搅拌成番茄泥。
然后将番茄泥倒入锅中,加入适量的白砂糖,根据个人口味可适量增减糖的用量,然后加入少许盐,搅拌均匀。
然后,将锅置于火上,用中小火煮制番茄酱。
在煮的过程中,要不停地搅拌,以免番茄酱粘锅。
煮制的时间大约需要30-40分钟,直到番茄酱变浓稠,并且颜色变得深红。
在番茄酱即将完成时,我们可以加入一些调味料,比如一小勺的黑胡椒粉、一勺的醋,这样可以增加番茄酱的口感和风味。
最后,将煮好的番茄酱倒入干净的玻璃瓶中,待凉后盖紧瓶盖,放入冰箱冷藏保存。
这样制作出来的番茄酱口感酸甜可口,颜色诱人,非常适合搭配各种菜肴食用。
总的来说,番茄酱的制作并不复杂,只需要新鲜的番茄和一些简单的调味料,就可以制作出美味的番茄酱。
自制的番茄酱不含防腐剂和添加剂,口感更加纯正健康。
希望大家也可以尝试制作自己的番茄酱,享受美食的乐趣。
番茄酱生产
一、番茄酱生产状况
(4)番茄制品国际贸易不断上升
1990年-2008年,新疆番茄酱出口量年均增长27.1%,出口额年均增长 27.8% 。如图1和图2所示:1995年~1999年间番茄酱出口量、出口额出现 第一次大幅波动,经过1995年~1998年3年的持续增长后,1999年有所回 落。1999年~2003年,番茄酱出口量和出口额均呈递增趋势,尤其是2003 年增速较快,出口量和出口额分别达到34.8万吨、17578万美元。2003年 ~2006年间又出现第二次大幅波动; 2007年再次迅速增长,出口量52.95 万吨,增长39.1 %;出口额31372万美元,增长57.7 %。2008年,受全球 金融危机的影响,出口数量出现了第三次大幅波动,出口50.5万吨,同比 下降4.6%,增速同比回落43.7个百分点;出口额在番茄酱国际市场价格一 路上涨的带动下快速增长,达到46237万美元,同比增长48.5%。
给农民补贴 41.40 0.00
41.40 35.23
实际农民收入 108.90 59.44 101.40 101.40
美国 56.00 0.00 56.00
中国 32.00 0.00 32.00
与国外相比,新疆番茄酱具有明显的价格比较优势,其原因主要在于: 一方面新疆原料番茄集中上市特征明显,成熟期集中在7―9月,农民在 这段时间集中交售番茄导致原料番茄季节性供大于求,使收购价格偏低;另 一方面,番茄从采摘到收购入库的待售时间较长,造成原料番茄质量有所降 低,价格相应进一步下调。
意大利 土耳其 葡萄牙 西班牙 美国 中国新疆
含量(毫克
/100克)
40
40
40
40
40
62
从表中可以看出,在世界范围内,新疆原料番茄具有红色素含量最高、 品质最好的优势。我国出口番茄酱70%以上出自新疆,新疆日照时间长,昼 夜温差大,气候干燥,番茄红色素含量高,霉菌含量少,具备天然的品质优 势。
怎么制作番茄酱
怎么制作番茄酱
制作番茄酱的方法有多种,以下是其中一种做法:
原料:番茄2000克、白砂糖400克、白醋150毫升、食盐50克、五香粉15克、洋葱末、大蒜末各适量、胡椒粉少许。
步骤:
1. 挑选无腐烂、无病虫害的成熟的番茄,洗净后放入蒸锅里蒸熟,取出后剥去皮,捏碎,再用干净的纱布滤除籽,留下肉浆。
2. 在白醋中放入五香粉,浸泡2小时后,再加入白砂糖、食盐,使其完全溶解,混合均匀后,再倒入到番茄肉浆里面。
3. 将混合物放入干净的瓶子中,盖好盖子,放在低温干燥处贮存。
4. 锅烧开水,放入番茄酱,加盖焖2分钟,然后取出可以很轻松的剥掉皮。
5. 将去皮的番茄切块后放入料理机中打成泥状。
6. 在汤锅中倒入一半冰糖,再倒入打好的番茄泥,小火熬煮。
7. 水分快干时放入另一半冰糖,中途要经常搅拌,以免巴锅。
8. 水分块干时就熬好了,稍凉后放入果酱瓶中,盖盖,放冰箱冷藏。
注意事项:
1. 柠檬是很好的抗氧化剂,可延长番茄酱的保存期。
2. 存放番茄酱时使用有盖能密封的耐热度高的玻璃容器,使用前用开水烫洗干净,并保持瓶内干燥。
3. 从瓶子里取果酱时,要用干净无水的勺子,最好吃多少取多少,取出后将瓶盖盖紧。
4. 自制的番茄酱放在冰箱冷藏室保存。
以上做法仅供参考,可以根据自己的口味调整原料配比。
50种酱汁调料制作工艺流程
50种酱汁调料制作工艺流程酱汁调料在烹饪过程中发挥着不可或缺的作用,能够增添菜品的口感和风味。
下面将介绍50种常见的酱汁调料的制作工艺流程,让您在家也能轻松制作美味的酱汁调料。
1.韩式辣椒酱:将3个红辣椒、4个大蒜、1个洋葱剁碎,加入适量的盐、糖、醋和酱油搅拌均匀。
2.番茄酱:将500克番茄煮熟后去皮,用搅拌机打碎,放入锅中加热,加入适量的糖和盐搅拌均匀。
3.酸甜酱:将适量的白糖、白醋、番茄酱和盐混合搅拌均匀。
4.蒜蓉酱:将适量的蒜末放入碗中,加入适量的盐、醋和香油搅拌均匀。
5.美式BBQ酱:将适量的番茄酱、白糖、白醋、黑胡椒粉、洋葱粉、大蒜粉、辣椒粉和盐混合搅拌均匀。
6.意大利蕃茄酱:将适量的橄榄油加热,加入蒜末炒香,然后加入番茄酱和适量的盐、糖和黑胡椒粉煮沸。
7.日式芥末酱:将适量的芥末粉加入适量的水中搅拌均匀,加入少许糖、酱油和柠檬汁继续搅拌均匀。
8.酱油蒜蓉:将适量的蒜末加入适量的酱油中,搅拌均匀。
9.酱油蘸料:将适量的酱油加入适量的姜末、蒜末、辣椒粉和糖搅拌均匀。
10.日式照烧酱:将适量的酱油、味淋、白糖、蜂蜜和姜末混合搅拌均匀。
11.辣椒油:将适量的红辣椒粉加入热油中,慢慢炸至颜色变暗,放凉后加入适量的盐搅拌均匀。
12.麻辣酱:将适量的花椒、辣椒粉、盐、糖、酱油、豆瓣酱、大蒜、姜末和葱末混合搅拌均匀。
13.黄油蒜蓉酱:将适量的黄油融化,加入适量的蒜末、盐和黑胡椒粉搅拌均匀。
14.巴西风味酱:将适量的橄榄油用火烤熟,加入适量的大蒜、洋葱、辣椒、番茄和盐混合搅拌均匀。
15.韩式大酱:将适量的大酱、糖、醋、蒜末、姜末和葱末混合搅拌均匀。
16.酸黄瓜汁:将适量的黄瓜剁碎,加入适量的醋、盐、糖和水混合搅拌均匀。
17.泰式酸辣酱:将适量的辣椒、大蒜、柠檬汁、鱼露和糖混合搅拌均匀。
18.果酱:将适量的水果剁碎,加入适量的糖和柠檬汁煮沸,搅拌至浓稠。
19.葱姜汁:将适量的葱末和姜末加入适量的盐、糖、醋和酱油搅拌均匀。
番茄酱工艺流程
:工艺描述一、马口铁罐番茄酱产品工艺描述1、原料种植:按照公司《番茄和杏原料管理制度》和《良好农业种植规范》(GAP)进行管理。
2、原料验收:番茄原料指定的运输车辆运到公司后,由原料检验人员审核原料是否来自合同内的合格供应户,并按原料收购标准随机抽取规定数量的原料进行外观和固形物检验,按照检出不合格比例分等级和扣杂,符合要求的才能过磅秤重和入厂。
3、贮存:验收合格的番茄原料倒入清洁的料池中,放料时采用先进先出的原则,贮存的原料投入使用不得超过 16小时;每当料池放空时,需对料池用清水冲洗。
每班清除沉淀池中的沉淀物。
4、流送和清洗:番茄原料经流送沟由二级循环水送入生产线(提升机),绝大部分物理杂质由格栅去除或落入沉降槽,金属杂质由除铁器(磁场强度≥3000高斯)去除,番茄原料在提升和输送到原料选台的过程中,必须用符合饮用水标准的清洁水进行喷淋清洗和浮洗,最后再通过喷头用清水漂洗进入挑选台。
挑选:进入挑选台的原料由人工挑出青、黄果、黑斑、病斑、虫眼、腐烂果及杂质,挑出的废料及杂质经废番茄流送槽运出。
破碎和预热:挑选后的原料输送至破碎机,经切刀破碎后通过密封管道进入预热系统。
预热采用列管预热系统,根据产品规格的要求,设置需要的温度,生产车间根据设定温度自动控制蒸汽阀的开度,达到需要的预热温度。
(原料正常情况下热破预热温度为80-98℃,冷破预热温度为45-75℃)。
精制:经预热软化的破碎番茄进入由带叶片的转子及筛网构成的精制机(单道或双道精制),进入精制机的破碎番茄在转子旋转的离心力作用下,皮籽被滤出,番茄汁经过筛网进入贮罐,皮籽经螺旋输送机排出。
根据产品规格的要求,可采用不同孔径的筛网和调整精制机转速。
筛网需定时清洗。
双联过滤:番茄汁在进入蒸发器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止皮籽、杂草和金属等异物因精制机筛网破损而进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。
番茄酱工艺流程图1(中英)
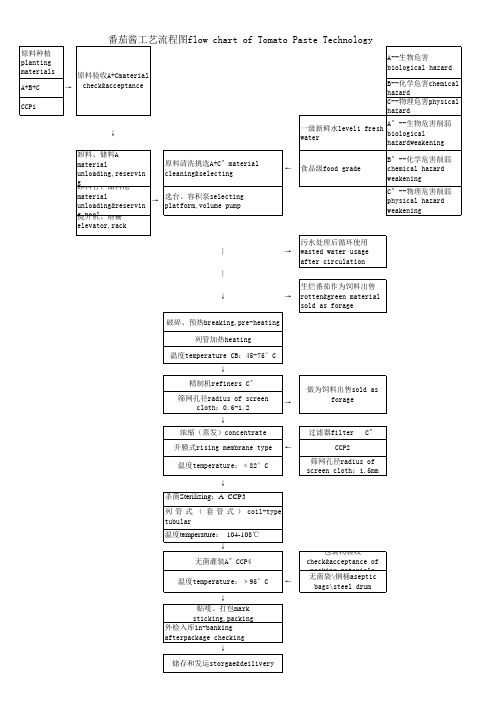
无菌灌装A〞CCP4
温度temperature:﹥95°C ←
↓ 贴唛、打包mark sticking,packing 外检入库in-banking afterpackage checking
↓
储存和发运storgae&deilivery
做为饲料出售sold as forage
过滤器filter C〞 CCP2
筛网孔径radius of screen cloth:0.6-1.2
→
↓
浓缩(蒸发)concentrate
升膜式rising membrane type ←
温度temperature:﹤82°C
↓ 杀菌Sterilizing:A CCP3
列 管 式 ( 套 管 式 ) coil-type tubular 温度temperature: 104-108℃
原料种植 planting materials
A+B+C
CCP1
番茄酱工艺流程图flow chart of Tomato Paste Technology
原料验收A+Cmaterial → check&acceptance
↓
卸料、储料A
material
原料清洗挑选A+C〞material
unloading,resecting
g卸料台、储料池
material unloading&reservin
→
选台、容积泵selecting platform,volume pump
g提升po机ol、格栅
elevator,rack
A--生物危害 biological hazard
B--化学危害chemical hazard C--物理危害physical hazard
番茄的几种加工方法
番茄的几种加工方法一.番茄酱加工工艺原料输送→清洗→挑选→破碎→预热→打浆→浓缩→加热→装填→密封→杀菌→冷却二.整装番茄加工工艺1.工艺流程原料→清洗→分选→蒸汽→处理→去皮→挑选→分级→装罐→加汁→密封→杀菌→冷却2.制作方法(1)番茄原料要求成熟度高,色泽鲜红,组织较硬而耐压;装入容量为500公斤的大木箱中,用卡车运到工厂不致压烂。
(2)选果:原料经清洗后,通过一组转动的滚柱(两个滚柱之间的距离为3厘米),将直径小于3厘米的小果分选出来;同时,用手工剔除不合格果。
(3)蒸汽处理用一台专用的蒸汽处理设备进行。
该机具有柴油喷火装置,使蒸汽(压力1.5公斤/平方厘米)温度加热至360~380℃,番茄在过热的蒸汽中处理8~12秒钟,由于给汽过程中,设备内有大量的水,故其实际效果等于将番茄在热水中进行预煮一样。
经蒸汽处理的番茄,接着通过一组转动的胶夹辊,每两个夹辊成相对方向转动,以夹除番茄的外皮。
(4)人工分选去皮后的整番茄在传送带上,用人工进行分选。
合格果,按其色泽和大小,分三条线送去装罐;不合格果,剔出后送另一条线进行打浆。
(5)装罐去皮、分级的番茄,由水力输送经漏水装置送到装缸台,经消毒的空缸由传送带送到装缸台下,用手工将番茄往缸里拨,以装满为止。
装填后,注入温度为85℃、浓度为5%、添加3%食盐的番茄汁。
注汁机与普通灌糖水设备相同。
(6)杀菌封罐前,先用高压蒸汽喷一下,然后密封装人杀菌盘内,立即送到立式杀菌釜,按1000克(马口铁缸)、800克(玻璃缸)和24O克(马口铁缸)三种规格,分别用20′~35′~40′/110℃、25′~35′~25′/110℃和15′~20'~20'/105℃三种杀菌公式进行杀菌。
三、番茄汁1.工艺流程原料输送→清洗→挑选→破碎→预热→榨汁→配料→脱气→均质→加热→装填→密封→杀菌→冷却2.制作方法要点破碎后的番茄,预热至85℃,进入筛孔直径0.4毫米的螺旋榨汁机榨汁。
蕃茄酱生产工艺流程
蕃茄酱生产工艺流程英文回答:Tomato sauce, also known as ketchup, is a popular condiment made from tomatoes. The production process of tomato sauce involves several steps, including harvesting, washing, sorting, cooking, blending, and packaging.The first step in the production process is harvesting the tomatoes. Ripe tomatoes are carefully picked from the fields to ensure their freshness and quality. Once harvested, the tomatoes are transported to the processing facility.After the tomatoes arrive at the processing facility, they undergo a thorough washing process. This is done to remove any dirt, debris, or impurities that may be present on the surface of the tomatoes. The washing process ensures that the tomatoes are clean and ready for further processing.Next, the washed tomatoes are sorted based on their size and quality. This step helps to remove any damaged or unripe tomatoes from the batch. Only the best quality tomatoes are selected for the production of tomato sauce.Once sorted, the tomatoes are cooked to soften them and enhance their flavor. The cooking process involves boiling the tomatoes in large vats or kettles. This helps to break down the tomatoes and release their natural juices and flavors.After cooking, the tomatoes are blended to create a smooth and consistent texture. This is done usingindustrial blenders or food processors. The blending process ensures that the tomatoes are thoroughly mixed and that the sauce has a uniform consistency.Once the tomatoes are blended, they are ready for packaging. The tomato sauce is typically packaged in bottles, jars, or sachets for consumer convenience. The packaging process involves filling the containers with thesauce and sealing them to ensure product freshness and safety.Finally, the packaged tomato sauce is labeled and prepared for distribution. It is then shipped to supermarkets, restaurants, and other retail outlets for sale to consumers.中文回答:番茄酱,也被称为番茄酱,是一种由番茄制成的流行调味品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
:
工艺描述
一、马口铁罐番茄酱产品工艺描述
1、原料种植:按照公司《番茄和杏原料管理制度》和《良好农业种植规范》(GAP)进行管理。
2、原料验收:番茄原料指定的运输车辆运到公司后,由原料检验人员审核原料是否来自合同内的合格供应户,并按原料收购标准随机抽取规定数量的原料进行外观和固形物检验,按照检出不合格比例分等级和扣杂,符合要求的才能过磅秤重和入厂。
3、贮存:验收合格的番茄原料倒入清洁的料池中,放料时采用先进先出的原则,贮存的原料投入使用不得超过16小时;每当料池放空时,需对料池用清水冲洗。
每班清除沉淀池中的沉淀物。
4、流送和清洗:番茄原料经流送沟由二级循环水送入生产线(提升机),绝大部分物理杂质由格栅去除或落入沉降槽,金属杂质由除铁器(磁场强度≥3000高斯)去除,番茄原料在提升和输送到原料选台的过程中,必须用符合饮用水标准的清洁水进行喷淋清洗和浮洗,最后再通过喷头用清水漂洗进入挑选台。
挑选:进入挑选台的原料由人工挑出青、黄果、黑斑、病斑、虫眼、腐烂果及杂质,挑出的废料及杂质经废番茄流送槽运出。
破碎和预热:挑选后的原料输送至破碎机,经切刀破碎后通过密封管道进入预热系统。
预热采用列管预热系统,根据产品规格的要求,设置需要的温度,生产车间根据设定温度自动控制蒸汽阀的开度,达到需要的预热温度。
(原料正常情况下热破预热温度为80-98℃,冷破预热温度为45-75℃)。
精制:经预热软化的破碎番茄进入由带叶片的转子及筛网构成的精制机(单道或双道精制),进入精制机的破碎番茄在转子旋转的离心力作用下,皮籽被滤出,番茄汁经过筛网进入贮罐,皮籽经螺旋输送机排出。
根据产品规格的要求,可采用不同孔径的筛网和调整精制机转速。
筛网需定时清洗。
双联过滤:番茄汁在进入蒸发器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止皮籽、杂草和金属等异物因精制机筛网破损而进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。
蒸发浓缩:精制后的番茄汁由泵输入真空浓缩系统。
在一定的真空和加热条件下,番茄汁中的水份在分离器中分离,并经凝液抽出系统被抽出。
预热蒸汽与物料为逆流方式,预热蒸汽被重复利用。
物料由三效至一效逐步的连续进行浓缩,并且在一效上放置了浓度传感器(折光仪),当产品浓缩到需要的浓度后,自动由泵打向杀菌贮罐。
双联过滤:产品在进入杀菌器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止酱垢、杂草、金属、橡胶和玻璃等异物进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。
刮板式杀菌机:经过滤网过滤后的产品由转移泵打入杀菌系统。
在杀菌段,酱体由夹层内的蒸汽加热到设定值,以工艺指令为主,经过既定的工艺管路,当杀菌温度不低于工艺指令单设定值下限时,进入封口灌装机灌装.
封口灌装:杀菌后的产品打入灌装封口机后,按设定好的灌装量进行灌装封口.灌装后的产品中心温度不低于85度.
后杀菌:灌装后的产品进入到后杀菌工序,过热水温度在94度以上,经过不低于25分钟的杀菌后,进入冷却机冷却.
冷却:经过后杀菌后的产品进入到冷却机里,经过冷却后,达到冷却温度后输入成品库房码垛.
马口铁罐的验收:包装检验员凭生产厂商的产品合格证和其他相关合格证书验收包装材料,同时检查内外包装外观有无污染、破损、锈蚀并核实数量和尺寸规格是否符合要求,合格后才能入库。
贴唛、打包:入库后产品经保温、商业无菌检验均无异常,接到销售部下发的《产品生
产通知单》及打包要求后,生产办组织相关人员对马口铁罐产品进行包装。
储存和发运:接到销售物流下发的《调拨通知单》,查验员按查验标准进行查验,产品及无异常标识后即可出库发运。