气垫式流浆箱控制原理
气垫式流浆箱智能控制系统
I Air-cushioned headbox, the key components of modem paper machine, is the hinge of
"delivering" and "forming", so its performance directly impacts the efficiency of machine and the quality of the paper. This paper takes the Air-cushioned headbox, which is mostly used in
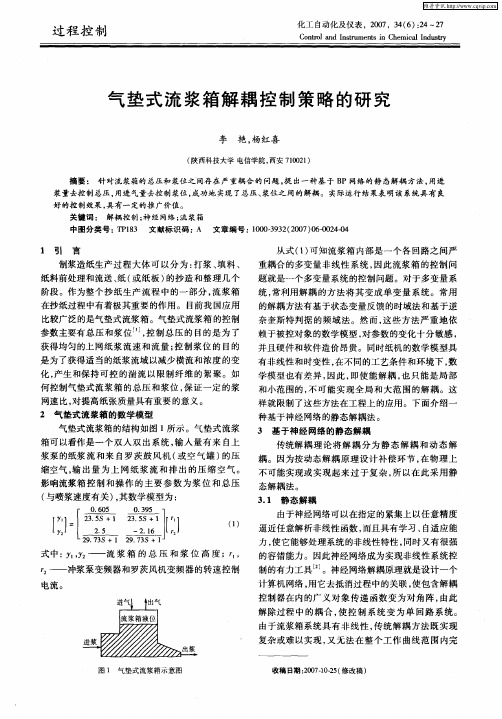
横流和浓度的变化,产生和保持可
控的瑞流以限制纤维的絮聚。因此如果 图 1-1 气塾式流菜箱结构示意图 要保证纸 张质量,_必须很好地控制流
衆箱的总压和浆位,使其稳定在允许的范围之内。图 1-1 是一种比较常见的气塾 式
流架箱控制方案。图中 LC 表示液位控制,控制器根据所采集的液位信号来控 制
衆泵的转速,而实现对进梁量的控制;PC 表示总压控制,控制器根据所采集 的
Y 1042322
-- ---------------------------- ----
Zhejfang Sci-Tech University
硕士学位论文
MASTER'S THESIS
论义题 fi
科专业 作^;姓 名; 仿教1AiU Nhomakorabea^AA,
Mj Pi 遣萄匆吐
^/^
师: 成 mw :
摘要
1 塾式流菜箱是现代纸机的关键部件,是连接“流送”与“成形”两部分的 关键枢纽, 其性能的好坏直接影响纸机的抄造速度与所生产纸张的质量。本文以 国内造纸企业使用 较多的气塾式流菜箱为研究对象,从分析其内部机理出发,设 计了以实时模糊控制与静 态神经网络解稱相结合的智能控制算法,并将其成功应 用于气塾式流菜箱系统控制。
控制实训论文-流浆箱控制系统
目录0. 引言 ................................................... - 1 -1. 流浆箱的作用............................................. - 1 -2. 流浆箱的基本结构组成....................................... - 1 -3. 流浆箱的发展历程.......................................... - 1 -4. 流浆箱的设计要求.......................................... - 2 -5. 几种典型的流浆箱的简介:.................................... - 3 -5.1 敞开式流浆箱.................................................... - 3 -5.2 气垫式流浆箱.................................................... - 4 -5.2.1 主要结构................................................... - 4 -5.2.2运行原理................................................... - 5 -6. 气垫式流浆箱控制系统....................................... - 5 -6.2 控制方案详解.................................................... - 6 -6.2.1 总压头控制................................................. - 6 -6.2.2 浆位控制................................................... - 7 -6.2.3.总压、浆位解耦控制........................................ - 7 -7. 控制系统配置: ........................................... - 8 -7.1.流浆箱总压头控制设备............................................ - 8 -7.2. LIC-101:流浆箱液位控制....................................... - 10 -7.3. 控制柜........................................................ - 10 -8. 控制效果分析............................................ - 11 -9. 实训总结............................................... - 11 - 参考文献.................................................. - 12 -流浆箱控制系统0. 引言流浆箱是造纸机上的纸浆上网装置,是连接备浆流送系统和纸页成形部得关键设备[1],流浆箱的作用是将进浆管内的浆料转变为均一的、布满纸机全幅的薄层浆流,而且要求这些纤维悬浮液不产生絮聚和浆道,均匀而稳定地流送和喷布到成形网上,从而抄造出定量一致、纤维组织均匀的优质纸页。
气垫式流浆箱控制系统
气垫式流浆箱控制系统
一被控对象
1总压
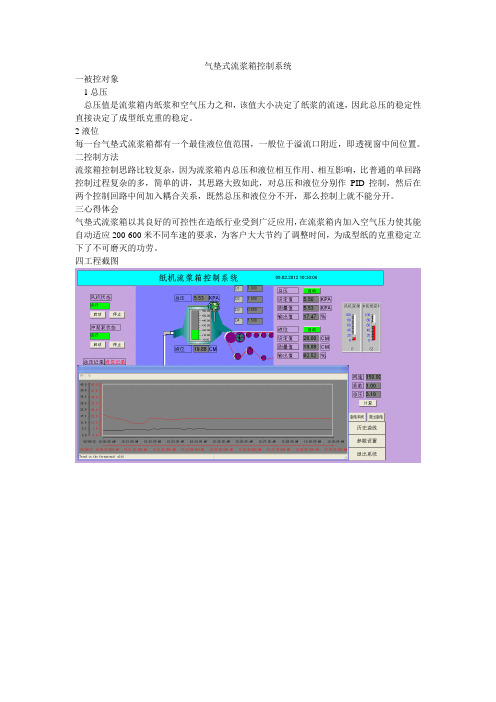
总压值是流浆箱内纸浆和空气压力之和,该值大小决定了纸浆的流速,因此总压的稳定性直接决定了成型纸克重的稳定。
2液位
每一台气垫式流浆箱都有一个最佳液位值范围,一般位于溢流口附近,即透视窗中间位置。
二控制方法
流浆箱控制思路比较复杂,因为流浆箱内总压和液位相互作用、相互影响,比普通的单回路控制过程复杂的多,简单的讲,其思路大致如此,对总压和液位分别作PID控制,然后在两个控制回路中间加入耦合关系,既然总压和液位分不开,那么控制上就不能分开。
三心得体会
气垫式流浆箱以其良好的可控性在造纸行业受到广泛应用,在流浆箱内加入空气压力使其能自动适应200-600米不同车速的要求,为客户大大节约了调整时间,为成型纸的克重稳定立下了不可磨灭的功劳。
四工程截图。
纸机网前箱与多圆盘控制
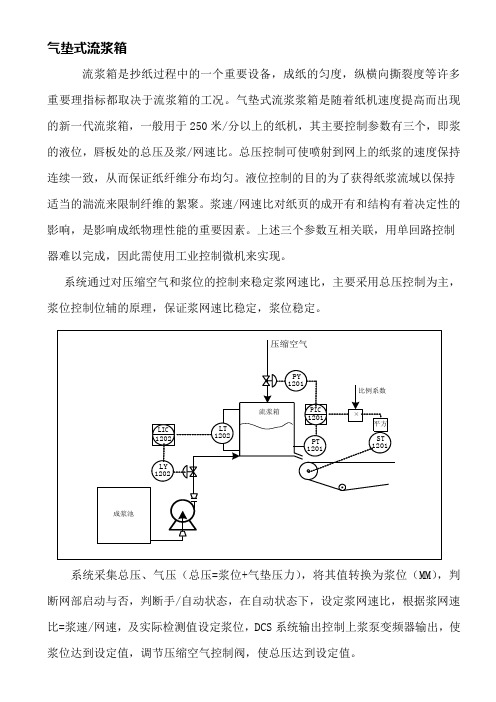
气垫式流浆箱流浆箱是抄纸过程中的一个重要设备,成纸的匀度,纵横向撕裂度等许多重要理指标都取决于流浆箱的工况。
气垫式流浆浆箱是随着纸机速度提高而出现的新一代流浆箱,一般用于250米/分以上的纸机,其主要控制参数有三个,即浆的液位,唇板处的总压及浆/网速比。
总压控制可使喷射到网上的纸浆的速度保持连续一致,从而保证纸纤维分布均匀。
液位控制的目的为了获得纸浆流域以保持适当的湍流来限制纤维的絮聚。
浆速/网速比对纸页的成开有和结构有着决定性的影响,是影响成纸物理性能的重要因素。
上述三个参数互相关联,用单回路控制器难以完成,因此需使用工业控制微机来实现。
系统通过对压缩空气和浆位的控制来稳定浆网速比,主要采用总压控制为主,浆位控制位辅的原理,保证浆网速比稳定,浆位稳定。
系统采集总压、气压(总压=浆位+气垫压力),将其值转换为浆位(MM),判断网部启动与否,判断手/自动状态,在自动状态下,设定浆网速比,根据浆网速比=浆速/网速,及实际检测值设定浆位,DCS系统输出控制上浆泵变频器输出,使浆位达到设定值,调节压缩空气控制阀,使总压达到设定值。
通过总压控制为主,浆位控制为辅的双闭环协调控制系统,能够实现对浆网速比的稳定控制,通过不断调节上网浆量和气垫压力,使流浆箱的浆网速比及压力的控制精度大为提高。
系统设计为前馈PID调节方式,手自动无扰动切换。
(1)、流浆箱液位控制通过调节成浆池泵出口管道上的阀门开度大小来控制从成浆池到流浆箱的制浆流量以及纸浆总量,从而达到控制流浆箱液位的目的。
闭环控制回路的被控量就是流浆箱液位(用变频器控制更合理)。
(2)、流浆箱唇板处的总压控制对流浆箱的控制一般来讲遵循一下原理:V2=2gh其中:V——喷浆速度(m/s) g——重力加速度(9.8m/s2) h——总压头(m)上述公式说明:要想维持从流浆箱到湿部网上的流浆具有必要的喷浆速度,流浆箱内的压头必须随网速的平方成正比变化。
现在所采用的两种:敞开式和密封压力式。
气垫式流浆箱解耦控制策略的研究
何控制气垫式流浆箱 的总压 和浆 位 , 保证 一定 的浆
是为 了获得适 当的纸浆流域以减少横流和浓度 的变 化, 产生和保持可控 的湍流 以限制纤维 的絮 聚。如
奈奎斯特判据 的频域 法。然 而 , 这些方 法严重地 依 赖于被控对象 的数学模 型 , 对参数 的变化 十分敏感 , 并且硬件和软件造价昂贵。同时纸机 的数学模 型具 有非线性 和时变性 , 在不 同的工艺条件 和环境下 , 数
气 垫式 流 浆箱解 耦控 制策 略 的研 究
李 艳, 杨红喜
( 陕西科技大学 电信学院 , 西安 70 2 ) 10 1
摘要 : 针对流浆箱的总压和浆位之 间存在严 重耦 合的 问题 , 出一种基 于 B 提 P网络的静 态解耦 方法 , 用进 浆量去控制总压 , 用进 气量去控制 浆位 , 成功地 实现 了总压 、 浆位之 间的解耦 。实际运行 结果表明该 系统具 有 良 好 的控 制 效 果 , 有 一 定 的推 广 价值 。 具 关键词 : 解耦控制 ; 神经 网络 ; 流浆箱
¨ ,2 — 控 制 器 C ,2输 出 的 控 制 信 号 ; J 2 — 经 过 解 1¨ — 1C , —
传统解耦 理 论将解 耦 分为 静态 解耦 和动 态解
耦 。因为按动 态解耦 原理设 计补偿环 节 , 在物理 上
不可能实现或 实现起来 过于复杂 , 以在此采 用静 所
态解耦法。
3 1 静 态 解 耦 .
流浆箱控制策略
流浆箱控制策略流浆箱是抄纸过程中的一个重要设备,成纸的匀度,纵横向撕裂度等许多重要理指标都取决于流浆箱的工况。
气垫式流浆浆箱是随着纸机速度提高而出现的新一代流浆箱,一般用于250米/分以上的纸机,其主要控制参数有三个,即浆的液位,唇板处的总压及浆/网速比。
总压控制可使喷射到网上的纸浆的速度保持连续一致,从而保证纸纤维分布均匀。
液位控制的目的为了获得纸浆流域以保持适当的湍流来限制纤维的絮聚。
浆速/网速比对纸页的成开有和结构有着决定性的影响,是影响成纸物理性能的重要因素。
上述三个参数互相关联,用单回路控制器难以完成,因此需使用工业控制微机来实现。
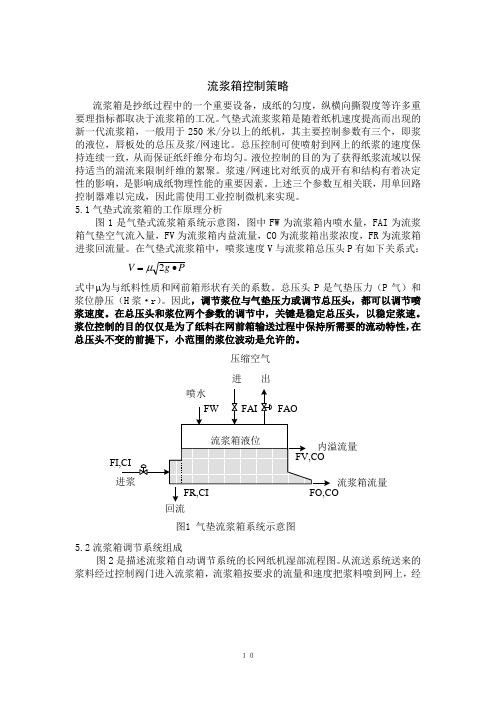
5.1气垫式流浆箱的工作原理分析图1是气垫式流浆箱系统示意图,图中FW为流浆箱内喷水量,FAI为流浆箱气垫空气流入量,FV为流浆箱内益流量,CO为流浆箱出浆浓度,FR为流浆箱进浆回流量。
在气垫式流浆箱中,喷浆速度V与流浆箱总压头P有如下关系式:PgV∙=2μ式中μ为与纸料性质和网前箱形状有关的系数。
总压头P是气垫压力(P气)和浆位静压(H浆·r)。
因此,调节浆位与气垫压力或调节总压头,都可以调节喷浆速度。
在总压头和浆位两个参数的调节中,关键是稳定总压头,以稳定浆速。
浆位控制的目的仅仅是为了纸料在网前箱输送过程中保持所需要的流动特性,在总压头不变的前提下,小范围的浆位波动是允许的。
回流流浆箱流量进出压缩空气图1 气垫流浆箱系统示意图5.2流浆箱调节系统组成图2是描述流浆箱自动调节系统的长网纸机湿部流程图。
从流送系统送来的浆料经过控制阀门进入流浆箱,流浆箱按要求的流量和速度把浆料喷到网上,经网上脱水成形形成湿纸页。
水压缩空气图2流浆箱自动调节系统流程图5.3四种气垫流浆箱自动调节方案分析在图2中,流浆箱总压和浆位是被控变量,进浆量和压缩空气流出量是控制量,根据选取被控变量和控制量的不同,气垫式流浆箱自动控制有四种方案。
方案1:如图3所示,总压的控制是通过总压调节器(PC )改变浆料调节阀门,即调节进浆量去实现的。
气垫式流浆箱控制系统的设计

辊 的转 动 产 生 微 小 可 控 的 湍 流 , 止 纸 浆 絮 聚。 防
罗茨 风机 从进 气 口鼓 入 压缩 空 气 产 生 气垫 压 力 ,
纸浆 在 自身静 压和气 垫压 力 的作用 下从 唇 口喷 到 网 布上 ( 喷浆 ) 。其 中 , 浆箱 总压 和 喷浆 速 度 的 流 计算 式 为 :
于 0 9—10 即网布 与 喷浆 的 速度 必 须保 持 一定 . .,
的 比例 。在 网速一 定 的情况下 要保 持浆 网速 比恒 定, 就要 稳定 总 压 , 但是 浆 位 又 会 影 响 总压 的值 ,
流 浆箱 是一 个 双输 入 双 输 出系 统 , 入 量 为 输 冲浆泵输 入 的 浆流 和 罗 茨 风机 鼓 入 的 压 缩 空气 ,
控 制策略
S-0 P C 72 0 L
文 章 编 号 10 -9 2 2 1 ) 9l0 -3 003 3 (0 1 0 一170
流 浆箱 是造 纸工 艺 中浆 料制 备 和纸 页成 型 的
式中
P—— 总压 ,P ; k a
中枢连 接 设 备 , 作 用 是 控 制 上 网 浆 流 均 匀 分 其
布 ¨ , 车速 高 于 2 0 mi 在 5 m/ n的中 、 高速 纸机 上 必 须 配备 气垫 式流浆 箱 。流浆 箱 的控制 参数 主要 有
浆 位和 总压 , 目的 是控 制 纸 浆 流 域 以减 少 横 流 和 纸 浆浓 度 的变 化 , 获得 均 匀 的上 网浆 流 以保 证 纸 张 的成 型质 量 。
总压 降低 时增 加进浆 量 , 总压 升高 时减小 进浆 量 ; 浆位 升高 时增 加进气 量 , 浆位 降低 时减小 进气 量 。
浆箱 堰池 , 入 堰 池 的 纸 浆 高 度 要 控 制 在 3 进 0—
流浆箱工作原理分析
流浆箱工作原理分析1. 引言流浆箱是一种常用于工业生产中的装置,用于储存和输送各种类型的流体,例如液体、气体或粉末。
在本文中,我们将对流浆箱的工作原理进行详细分析。
2. 流浆箱的组成典型的流浆箱由以下几个部分组成:2.1. 箱体流浆箱的箱体是一个密闭的容器,通常由钢或其他耐腐蚀材料制成。
箱体具有足够的强度和密封性,以承受储存液体或气体时产生的压力。
2.2. 进出口管道流浆箱内设有进出口管道,用于将流体引入和排出流浆箱。
进出口管道通常包括阀门和管道连接件,以便控制流体的流动和调节压力。
2.3. 搅拌器为了确保流体内部的均匀混合和循环,流浆箱内通常安装有搅拌器。
搅拌器可以通过旋转或震动等方式将流体搅拌均匀,避免流体中的固体颗粒沉积或析出。
2.4. 流量计为了监测流体的流动速度和流量,流浆箱通常安装有流量计。
流量计可以通过测量流体通过的管道截面积和速度来计算出流体的流量。
3. 流浆箱的工作原理流浆箱的工作原理可以简要分为以下几个步骤:3.1. 流体注入首先,需要将流体通过进口管道注入流浆箱内。
在此过程中,可以通过开启或关闭相应的阀门来调节流体的流量和压力。
3.2. 搅拌和混合一旦流体进入流浆箱内,搅拌器开始工作。
搅拌器通过旋转或震动等方式将流体搅拌均匀,确保流体中的固体颗粒保持悬浮状态,避免沉积或析出。
3.3. 流体排出在需要使用流体时,可以通过打开出口管道的阀门,将流体从流浆箱中排出。
流体通过出口管道流动出去,以供工业生产或其他需要使用流体的场合。
3.4. 流量监测和调节在整个过程中,可以通过流量计测量流体的流量和速度。
这些测量数据可以用于监测和调节流体的流动,确保流体在流浆箱内的稳定性和流速的准确控制。
4. 应用领域流浆箱在许多工业领域中都得到广泛应用。
一些典型的应用领域包括:•化工行业:流浆箱用于储存和输送不同类型的化工液体和化工废水。
•制药行业:流浆箱用于混合和储存制药原料和药剂。
•食品加工行业:流浆箱用于储存和输送各种液体和粉末食品原料。
流浆箱工作原理及控制

LOGO
浆速网速比控制
LOGO
水力式流浆箱横向定量控制
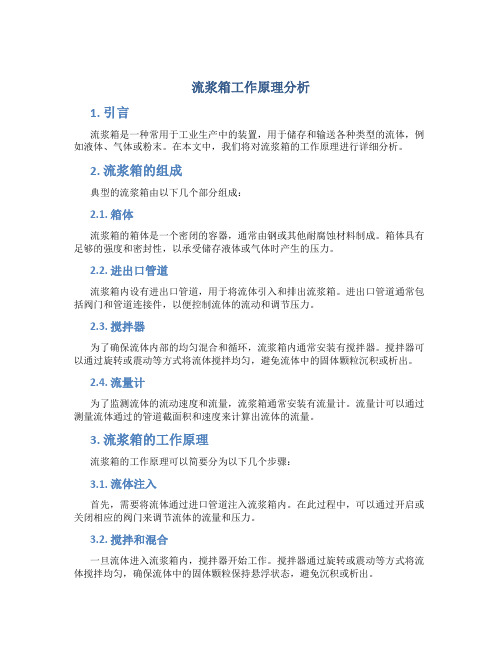
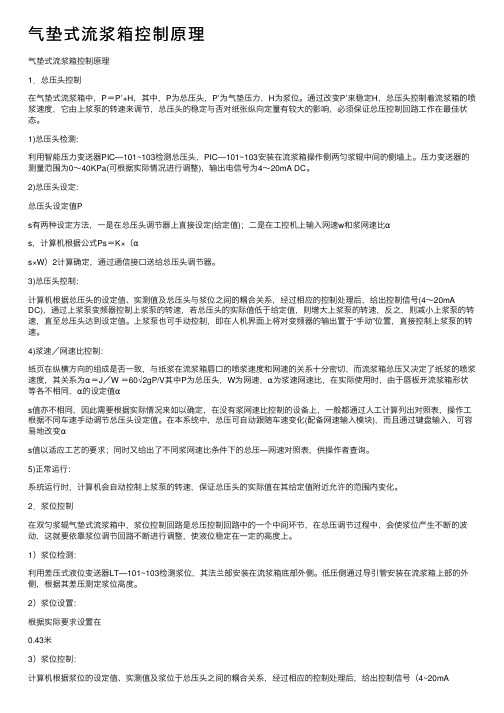
注水阀用于调 由浓度变 白水池通 冲水阀用于 节进入各堰板 送器来控 常配有液 打开冲洗稀 的稀释水的流 制稀释白 位和压力 释筛的清水, 释筛的清水 量大小; 量大小;稀释 水,经可变 经可变 变送器, 变送器, 正常工作时 头是稀释白水 速稀释泵 以保持其 关闭,冲洗时 关闭 冲洗时 进入流浆箱各 后泵入稀 在稀释时 打开;截止阀 打开 截止阀 堰板的分配装 释筛;稀释 释筛 稀释 液位和压 用于打开或 置.图中的压 开关阀的 力的稳定; 力的稳定 关闭从稀释; 力变送器、 力变送器、液 作用是切 压力控制 筛返回到白 位变送器、 位变送器、浓 断或者打 阀与白水 水池的稀释 度变送器、 度变送器、差 开稀释白 池内的压 白水,对白水 白水 对白水 压变送器, 压变送器,主 水进入稀 力变送器 进行补充,以 进行补充 以 要是通过各工 释筛,正常 释筛 正常 构成单回 保证白水池 艺环节流程 路控制, 工作时打 路控制, 内液位稳定; 内液位稳定 的控制, 的控制,由检 开,冲洗稀 冲洗稀 当池内压 稀释筛用于 采样, 测、采样,经 力高时压 释筛时关 过滤稀释白 , 系统调节控制, 系统调节控制 闭; 力控制阀 水中的纤维 满足生产工艺 关闭,低 关闭, 和其它杂物 的要求. 的要求. 时打开. 时打开.
LOGO
布浆总管
2. Strategy
4. Conclusion
布浆总管的作用在于展开纸料流并使其沿纸机的横向尽 可能的均匀分布。 可能的均匀分布。
阶梯扩散器
它的横截面积以阶梯的形式增加, 它的横截面积以阶梯的形式增加,横截面积突然扩大导致 的压头损失通过流动过程中产生的剪切应力将能量供给纸 料悬浮液,这就产生湍流并把流动流化。 料悬浮液,这就产生湍流并把流动流化。
流浆箱操作简介
流浆箱操作简介一、基本参数流浆箱:定量范围:100-150g/m2网宽:5950mm唇板宽度:5791.2mm纸幅宽度:5490mmHB流量:28627-46800l/min唇板调节:0-100mm(垂直);0-35mm(水平)稀释水量:6700l/min(max)设计车速:550m/min(max)上浆浓度:0.8-1.00%布浆器:空气压力:4bar空气流量:8.5m3/h喷淋压力:7bar喷淋流量:75l/min稀释水量:5350-6700l/min稀释水压:13.1-21.2mH2O二、操作原理:液位控制:在操作过程中,布浆器内部液位上方必须形成一个稳定的气垫。
为稳定气垫压力,减小脉冲,液位控制十分重要。
在操作过程中,有高液位和低液位控制,布浆器内压头是由冲浆泵提供,液位可通过上方玻璃视镜看出。
在开机时必须打开控制低液位的阀门,在操作中,两个控制液位的阀们必须是一开一关。
分离管必须保持畅通无阻。
压力控制:压缩空气通过一个稳压减压阀控制,设定压力8-10psi,流量通过针型阀调节,当压力与流量设定合适以后,以后不须再进行调节。
稀释水控制:稀释水泵是低脉冲、变频调速控制。
稀释水采用压差控制,稀释水压头与布浆器内压头压差一般不超过4psi。
稀释水流量影响冲浆泵的流量及浓度、横幅等。
在同一纸机运行条件下,必须保证稀释水的连续稳定。
三、开机顺序:1、喷淋水开启,并满足所需压力与流量。
2、压缩空气开启,并满足所需压力与流量。
3、唇板加热系统开启,并满足其所需压力、流量、温度。
流量低时—泵停;压力低时—泵停;浆温低于水温时—加热器停,反则开启。
4、开启稀释水压力筛5、开启稀释水泵6、开启一端压力筛7、开启冲浆泵干部培训提纲(一)一、烘干部1、干燥部的作用干燥部的基本作用是对出压榨的湿纸页进行加热蒸发,除去多余的水分直至达到所要求的范围。
在干燥过程中,提高纸页结合强度,改善纸页某些物理性能,并完成施胶、染色等过程。
流浆箱工作原理分析

The end
LOGO
浆速网速比
浆速网速比是影响纸页成形、结构和性质的重要因素 ,控制浆速网速比是为了获得稳定的纸页质量。
稀释水流量
为了减少定量横幅差,保证纸页的质量。
LOGO
总压头和浆位的控制(1)
LOGO
总压头和浆位的控制(2)
LOGO
总压头和浆位的控制(3)
LOGO
浆速网速比控制
LOGO
水力式流浆箱横向定量控制
注水阀用于调 白水池通 由浓度变 冲水阀用于 节进入各堰板 常配有液 送器来控 打开冲洗稀 的稀释水的流 位和压力 , 制稀释白 释筛的清水 量大小;稀释 水 ,经可变 变送器 , 正常工作时 头是稀释白水 以保持其 速稀释泵 关闭 ,冲洗时 进入流浆箱各 在稀释时 后泵入稀 打开 ;截止阀 堰板的分配装 释筛 ;稀释 液位和压 用于打开或 置.图中的压 力的稳定; 开关阀的 关闭从稀释 力变送器、液 压力控制 作用是切 筛返回到白 位变送器、浓 阀与白水 断或者打 水池的稀释 度变送器、差 池内的压 开稀释白 白水 ,对白水 压变送器 ,主 力变送器 水进入稀 进行补充 ,以 要是通过各工 释筛 ,正常 构成单回 保证白水池 艺环节流程 路控制, ; 工作时打 内液位稳定 的控制,由检 开 ,冲洗稀 当池内压 稀释筛用于 测、采样,经 力高时压 释筛时关 过滤稀释白 系统调节控制, 闭 ; 力控制阀 水中的纤维 满足生产工艺 关闭,低 和其它杂物 的要求 . 时打开.
LOGO稀释Βιβλιοθήκη 浓度调节原理LOGO
流浆箱的工作原理
LOGO
流浆箱的工作原理
LOGO
流浆箱的控制
主要控制参数
气垫式流浆箱控制系统的研究和改进
气垫式流浆箱控制系统的研究和改进气垫式流浆箱控制系统的研究和改进一、引言气垫式流浆箱是用来对流动粉体进行分离、输送和控制的装置,广泛应用于化工、冶金、建筑材料等领域。
随着科技的不断进步和工业需求的不断增加,对气垫式流浆箱控制系统的研究和改进也变得迫切。
本文将从控制系统的结构、工作原理及其改进方向等方面进行探讨。
二、气垫式流浆箱控制系统的结构和工作原理气垫式流浆箱控制系统主要包括传感器、执行机构、控制器和电气元件等组成。
其中,传感器主要用于感测罐内的液位、温度、压力等参数,执行机构根据控制信号来实现调节罐体内的气体流量、流速等目的。
控制器则根据传感器的信号来反馈给执行机构,从而实现对流浆箱的控制。
三、现有气垫式流浆箱控制系统的局限性然而,现有的气垫式流浆箱控制系统存在一些问题,主要表现在以下几个方面:1. 反馈控制能力不足:现有的控制系统往往只能提供局部的反馈控制能力,无法对整个流浆箱进行全面的控制。
2. 系统响应速度慢:由于现有的气垫式流浆箱控制系统采用传统的PID控制方法,响应速度较慢,从而造成了一定的生产效率和质量的损失。
3. 控制精度不高:现有控制系统对罐内流浆的调节精度较低,无法满足一些高要求的生产任务。
四、改进方向与方法为了解决上述问题,针对气垫式流浆箱控制系统进行改进是十分必要的。
以下是一些改进方向与方法的探讨:1. 引入先进的控制算法:可以考虑引入模糊控制、神经网络控制等先进的控制算法来提高控制系统的反馈能力和响应速度。
2. 优化控制参数:通过对系统的模型进行建立和分析,可以对PID控制器的参数进行优化,从而提高控制精度。
3. 增加传感器类型:可以增加一些传感器,如振动传感器、电容传感器等,来感测细微的液位变化,从而提高控制的灵敏度和精度。
4. 结合人工智能技术:可以将人工智能技术应用到气垫式流浆箱控制系统中,如机器学习算法、智能优化算法等,以提高系统的自动化水平和智能化程度。
五、结论综上所述,气垫式流浆箱控制系统的研究和改进是一个重要的课题。
气垫式流浆箱浆位控制方案
气垫式流浆箱浆位完整控制方案(陕西科技大学工业自动化研究所西安710021)[摘要] 在总结气垫式流浆箱现有控制技术的基础上,提出了一套完整的气垫式流浆箱浆位控制方案。
通过增加可换向气路管道、匀浆辊转速变频器,使气垫式流浆箱可工作于―加压‖、―抽负压‖和―敞开‖三个工作状态,在保持罗茨风机转向不变的情况下有效地拓宽了气垫式流浆箱的车速适用范围,使其能适用于100-550m/Min 的各类造纸机。
本文详细描述了改进方案的具体措施、控制算法,并给出了详细的控制逻辑。
关键词: 气垫式流浆箱,浆位控制,控制算法,仿人智能A Complete Level Control Scheme for Air-Cushioned HeadboxTANG Wei, WANG Xi, GUAN Feng, WANG Mengxiao(Industrial Automation Institute of Shaanxi University of Science and Technology, Xi’an, 710021) ABSTRACTOn the basis of generalizing the presented level control technologies for air-cushioned headbox a complete control scheme to it is proposed. The control scheme makes the air-cushioned headbox run in such three work states of ―increasing air pressure‖, ―decreasing air pressure‖ and ―open to air‖ by adding direction convertible air-route pipes and pulp-mixing roller transducers to it. Under the running direction of the Rotz blower fan keeping unchanged, the applicable range of paper machine speed is widened effectively, which can be used to all kinds of paper machine with a speed of100-550 m/Min. The improved measures, control algorithm and control logic of the refined control scheme are illustrated in detail in this paper.Keywords: Air-cushioned headbox, level control, control algorithms, human simulated intelligence.1 引言流浆箱是造纸机的关键部件,是连接―备浆流送‖和―纸页成形‖两部分的重要枢纽,其主要作用是布浆、匀浆和喷浆,决定着纸幅横幅定量的分布,影响纸幅成形的质量,被称为造纸机的―心脏‖[1],必须严格加以控制。
基于神经网络PID控制的气垫式流浆箱控制系统的设计与应用

基于神经网络PID控制的气垫式流浆箱控制系统的应用研究与仿真李明辉孟宪坤(陕西科技大学陕西西安710021)摘要:为了解决气垫式流浆箱的耦合时变、非线性多变量的问题,提出了把神经元网络引入经典PID 控制的方案,并详细阐述了该气垫式流浆箱解耦控制系统的结构和计算方法。
并用MA TLAB对该控制方案进行仿真,将其仿真结果和传统PID控制、常规解耦控制的仿真结果进行了比较,得出所设计的解耦器具有较好的解耦作用的结论,证实了该方案的可行性和有效性。
关键词:流浆箱;解耦控制;浆位变量;神经网络;PID;中图分类号:TP273+.2 文献标识码:BDesign and Application Study of Air-cushioed headbox Control systembased on Neural network PIDLi minghui Meng xiankun(Shannxi University of Science &Technology,Xi’an 710021,China)Abstract:In order to solve coupling time-varying, nonlinear multi-variable problems of air headbox, Proposed a program that neural network was the introduced into classical PID control, described structure and method of calculation of air headbox decoupling control system in detail. and the control program using MATLAB simulation, its simulation results compared with the simulation results of traditional PID control and the conventional decoupling control, get a conclusion that the designed decoupling device with a better decoupling, confirmed its feasibility and effectiveness.Key words:headbox;decoupling control; pulp-bit variable; neural network; PID1 前言气垫式流浆箱是我国目前应用较广泛的中高速布浆设备,在其机械结构一定的条件下,控制系统的优劣直接影响抄纸车间整条生产线的质量水平,所以流浆箱控制系统的水平高低具有重要的意义。
气垫式流浆箱控制系统的设计与实现

•流浆箱控制•气垫式流浆箱控制系统的设计与实现张柄马文明!赵金国(西京学院,陕西西安,710123)摘要:气垫式流浆箱控制系统主要的控制对象是压力和液位,其数学模型难以建立,在工作过程中可能会随时发生变化,并且存在输入量和输出量之间的耦合关系,即系统中每一个控制回路的输入信号对所有回路的输出都有影响,而每一个回路的输出又影响所有的输入;本课题通过设计模糊解耦控制器提高控制系统性能,经现场调试运行,取得良好控制效果。
关键词:流浆箱;解耦;模糊控制中图分类号:TS736 文献标识码: A DOI: 10.11980/j.issn.0254-508X.2018.02.008Designof Air-cushionHeadbox Control SystemZHANG Bing MAWen-ming*ZHAOJin-guo(X ijing University,X i’a n,Shaanxi Province,,710123)(*E-m ail:987746606@)Abstract :The major control objects of air-cushion headbox control lystem are the pressure and liquid level,however it is difficult to establish mathematical model lor the pressure and liquid level. The control structure may change at any time during working process,and there is a coupling relationship between t he input quantity and the output quantity. The purpose of this paper was to improve the performance of the control system by designing the fuzzy decoupling controller.Key words:head box;decoupling;fuzzy control气垫式流浆箱控制系统主要控制流浆箱内部的压 力和液位[1]。
流浆箱工作原理及控制

6/13/2019 10:34 AM
16
三、流浆箱的工作原理
多层流浆箱的特点是:
将流浆箱的布浆器和整流系统分割 成若干个独立的单元(2-3个), 每个单元都有各自的进浆系统。
6/13/2019 10:34 AM
17
四、流浆箱的结构
标配的长网纸机流浆箱: 从纸机筛进流浆箱之前 配了脉冲衰减罐,他能 够减少由于压力筛和冲 浆泵产生的压力脉冲 ;材质为不锈钢,并且 有一个人孔、检查窗口、 内部喷淋、液位传感和 压缩空气阀。
6/13/2019 10:34 AM
14
三、流浆箱的工作原理
满流式管束—导流片组流浆 箱:
1、由方锥总管、管束和稳流区 构成流浆箱的布浆整流系统, 有高效的布浆整流性能; 2、在收敛区前设有多孔板,在 每排孔眼之间镶有用聚碳酸酯 薄片制成的飘片。
6/13/2019 10:34 AM
15
三、流浆箱的工作原理
6/13/2019 10:34 AM
42
四、流浆箱的结构
6/13/2019 10:34 AM
43
四、流浆箱的结构
③形成絮聚最少而分散良好的纤维悬浮体;
④提供能能满足工艺要求的横幅定量分布、 着网点、 喷浆角度和 喷浆速度的控制;
⑤提供保持流浆箱清洁, 并易于操作 和维护的便利措施。
6/13/2019 10:34 AM
6
二、流浆箱的发展及种类
敞开式
气垫式
水力式
1978年Robert发 明第一台连续纸 机时就发明了敞 开式流浆箱,它 结构简单,适用 于低速纸机。
应用于夹网造纸机或车速 较高的新型长网造纸机或
圆网造纸机
满流气垫 在一般满流式流浆箱的基础上,增设气垫稳定室和溢 结合式 流装置,可以稳定箱内纸浆压力,消除脉动和排除泡 沫
气垫式流浆箱控制原理
⽓垫式流浆箱控制原理⽓垫式流浆箱控制原理1.总压头控制在⽓垫式流浆箱中,P=P’+H,其中,P为总压头,P’为⽓垫压⼒,H为浆位。
通过改变P’来稳定H,总压头控制着流浆箱的喷浆速度,它由上浆泵的转速来调节,总压头的稳定与否对纸张纵向定量有较⼤的影响,必须保证总压控制回路⼯作在最佳状态。
1)总压头检测:利⽤智能压⼒变送器PIC—101~103检测总压头,PIC—101~103安装在流浆箱操作侧两匀浆辊中间的侧墙上。
压⼒变送器的测量范围为0~40KPa(可根据实际情况进⾏调整),输出电信号为4~20mA DC。
2)总压头设定:总压头设定值Ps有两种设定⽅法,⼀是在总压头调节器上直接设定(给定值);⼆是在⼯控机上输⼊⽹速w和浆⽹速⽐αs,计算机根据公式Ps=K×(αs×W)2计算确定,通过通信接⼝送给总压头调节器。
3)总压头控制:计算机根据总压头的设定值、实测值及总压头与浆位之间的耦合关系,经过相应的控制处理后,给出控制信号(4~20mA DC),通过上浆泵变频器控制上浆泵的转速,若总压头的实际值低于给定值,则增⼤上浆泵的转速,反之,则减⼩上浆泵的转速,直⾄总压头达到设定值。
上浆泵也可⼿动控制,即在⼈机界⾯上将对变频器的输出置于“⼿动”位置,直接控制上浆泵的转速。
4)浆速/⽹速⽐控制:纸页在纵横⽅向的组成是否⼀致,与纸浆在流浆箱唇⼝的喷浆速度和⽹速的关系⼗分密切,⽽流浆箱总压⼜决定了纸浆的喷浆速度,其关系为α=J/W =60√2gP/V其中P为总压头,W为⽹速,α为浆速⽹速⽐,在实际使⽤时,由于唇板开流浆箱形状等各不相同,α的设定值αs值亦不相同,因此需要根据实际情况来如以确定,在没有浆⽹速⽐控制的设备上,⼀般都通过⼈⼯计算列出对照表,操作⼯根据不同车速⼿动调节总压头设定值。
在本系统中,总压可⾃动跟随车速变化(配备⽹速输⼊模块),⽽且通过键盘输⼊,可容易地改变αs值以适应⼯艺的要求;同时⼜给出了不同浆⽹速⽐条件下的总压—⽹速对照表,供操作者查询。
气垫流浆箱压力与纸页定量和水分的仿真控制
。
u1 ( s) u2 ( s) ( 4)
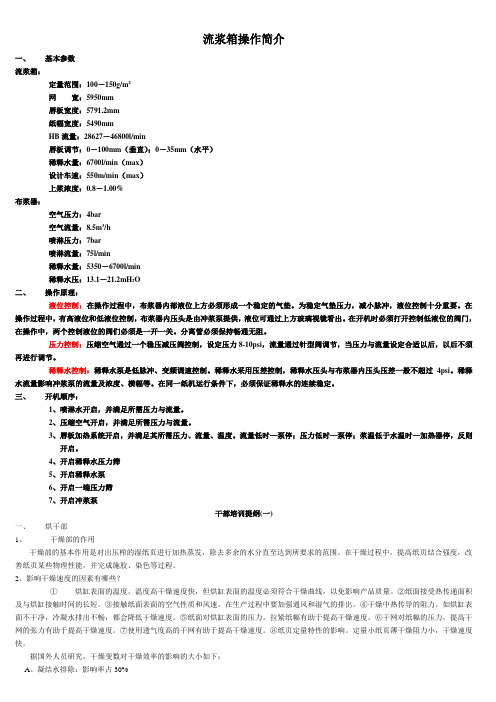
图 7 流浆箱 M PC 控制界面
式中: y1 ( s)
纸页定量;
y2 ( s) 纸页水分; u1 ( s) 放浆开度 ; u2 ( s) 为蒸汽阀门开度。 3 控制系统的计算机模拟仿真 3 . 1 仿真软件的设计与实现 在上述分析的基础上 , 利用 MATLAB 的 GU I图 形仿真工具箱设计系统界面 , 仿真模拟了气垫式流 34
随着设备制造和各种自动控制理论的发展 , 制 浆造纸过程的自动化程度越来越高, 为了研究不同 控制策略和生产设备及控制器的不同参数环境对制 浆造纸生产过程稳定性和成纸质量的影响 , 设计了 这个控制系 统仿真软 件。仿真 系统采用 MATLAB 强大的函数库、 图形用户界面 ( GU I) 编辑器及 M 文 件编辑器设计 , 利用 GU I 搭建平台, 实现了造纸过 程中对气垫式流浆箱的总压及流量的 P ID 控制和模 型预测控制 ( M ode l P redictive Contro,l MPC) 、 成纸的 定量及水分 的动态矩阵控 制 ( Dynam ic M atr ix Con tro,l DM C) 的计算 机模拟仿真和 人机界面 的设计。 该软件不仅仿真模拟了气垫式流浆箱的压力及流量 的单输入单输出简单 P I D 控制 , 通过改变控制器的 各个参数得到不同的控制曲线 , 而且也可以仿真模 拟采用 MPC 策略的控制过程 , 得到双输入双输出的 耦合系统在解耦条件下的控制曲线。结果表明 , 在 气垫式流浆箱控制系 统中, 方案一 ( 通过罗茨鼓风 机调节压缩空气来控制浆位 , 通过冲浆泵调节浆流 量来控制总压 ) 比方案二 ( 通过罗茨鼓风机调节压 缩空气来控制总压, 通过冲浆泵调节浆流量来控制 浆位 )达到的控制效果好; 但通过 MPC 控制, 利用进 浆流量和压缩空气量同时对浆位和总压进行解耦控 制的方案三的控制效果明显优于前两种 P I D 方案 ; 在成纸定量和水分控制系统中 , 预测控制也取得了 较好的控制效果。本文对以上内容详述如下:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气垫式流浆箱控制原理
1.总压头控制
在气垫式流浆箱中,P=P’+H,其中,P为总压头,P’为气垫压力,H为浆位。
通过改变P’来稳定H,总压头控制着流浆箱的喷浆速度,它由上浆泵的转速来调节,总压头的稳定与否对纸张纵向定量有较大的影响,必须保证总压控制回路工作在最佳状态。
1) 总压头检测:利用智能压力变送器PIC—101~103检测总压头,PIC—101~103
安装在流浆箱操作侧两匀浆辊中间的侧墙上。
压力变送器的测量范围为0~40KPa(可根
据实际情况进行调整),输出电信号为4~20mA DC。
2)总压头设定:总压头设定值P s有两种设定方法,一是在总压头调节器上直接设定(给定
值);二是在工控机上输入网速w和浆网速比αs,计算机根据公式
P s=K×(αs×W)2计算确定,通过通信接口送给总压头调节器。
3) 总压头控制:计算机根据总压头的设定值、实测值及总压头与浆位之间的耦合关系,
经过相应的控制处理后,给出控制信号(4~20mA DC),通过上浆泵变频器控制上
浆泵的转速,若总压头的实际值低于给定值,则增大上浆泵的转速,反之,则减
小上浆泵的转速,直至总压头达到设定值。
上浆泵也可手动控制,即在人机界面
上将对变频器的输出置于“手动”位置,直接控制上浆泵的转速。
4) 浆速/网速比控制:纸页在纵横方向的组成是否一致,与纸浆在流浆箱唇口的喷浆速
度和网速的关系十分密切,而流浆箱总压又决定了纸浆的喷浆速度,其关系为α
=J/W=60√2gP/V其中P为总压头,W为网速,α为浆速网速比,在实际使用时,
由于唇板开流浆箱形状等各不相同,α的设定值αs值亦不相同,因此需要根据
实际情况来如以确定,在没有浆网速比控制的设备上,一般都通过人工计算列出
对照表,操作工根据不同车速手动调节总压头设定值。
在本系统中,总压可自动
跟随车速变化(配备网速输入模块),而且通过键盘输入,可容易地改变αs值以
适应工艺的要求;同时又给出了不同浆网速比条件下的总压—网速对照表,供操
作者查询。
5) 正常运行:系统运行时,计算机会自动控制上浆泵的转速,保证总压头的实际值在其
给定值附近允许的范围内变化。
2.浆位控制
在双匀浆辊气垫式流浆箱中,浆位控制回路是总压控制回路中的一个中间环节,在总压调节过程中,会使浆位产生不断的波动,这就要依靠浆位调节回路不断进行调整,使液位稳定在一定的高度上。
1)浆位检测:利用差压式液位变送器LT—101~103检测浆位,其法兰部安装在流浆箱底部外侧。
低压侧通过导引管安装在流浆箱上部的外侧,根据其差压测
定浆位高度。
2)浆位设置:根据实际要求设置在0.43米
3)浆位控制:计算机根据浆位的设定值、实测值及浆位于总压头之间的耦合关系,经过相应的控制处理后,给出控制信号(4~20mA DC),通过风机变频器
控制罗茨风机的鼓风量。
若浆位偏低则减少风量,反之,若浆位偏高则增加风
量,直到液位达到设定值为止。
风机速度也可在人机界面上设置成手动状态,
由手动确定其转速。
此功能在调试时可加以利用。
4)正常运行:理想的浆位调节,应使浆位的波动在允许的范围内,既要确保浆面的浮浆和气泡通过溢流槽全部溢流,又要使浆位调节对总压
头的影响为最小。
3.总压、浆位解耦控制
由于在总压调节时会影响浆位,而在浆位调节时又会影响总压,若处理不当会引起振荡,或持续性的波动,会严重影响抄纸质量。
在本系统中,采用了自行开发的解耦技术,完善的解决了总压—浆位耦合的问题。
本系统除具有上述主要功能外,还具有测量参数,设置参数,控制参数等实时彩色图形显示,历史数据存贮,在线操作指导,联网传输信息,组成车间管理系统等功能。