焊缝符号和焊接方法代号
焊缝符号详解和焊接方法代号
路漫漫其修远兮, 吾将上下而求索
2、基本符号和指引线的位置规定
2.1基本要求 在焊缝符号中,基本符号和指引线为基本要素。焊缝的准确位置通常
由基本符号和指引线之间的相对位置决定,具体位置包括: -------箭头线的位置 -------基准线的位置 -------基本符号的位置
2.2指引线 指引线由箭头线和基准线(实线和虚线)组成,见图1。
4.3.4 尾部标注内容的次序
路漫漫其修远兮, 吾将上下而求索
5、尺寸标注示例
路漫漫其修远兮, 吾将上下而求索
路漫漫其修远兮, 吾将上下而求索
三、焊接方法代号
在焊接结构图样上,为了简化的标注和说明, GB/T5185-2005中 规定了多种焊接方法代号,常用主要焊接方法代号下表所示
焊接方法 电弧焊 焊条电弧焊
路漫漫其修远兮, 吾将上下而求索
2.2.1箭头线 箭头直接指向的接头侧为“接头的箭头侧”,与之相对的则为“接头的
非箭头侧”,参见图2。
路漫漫其修远兮, 吾将上下而求索
2.2.2 基准线 基准线一般应与图样的底边平行,必要时也可与底边垂直。 实线和虚线的位置可根据需要互换。
2.3 基本符号与基准线的相对位置 -------基本符号在实线侧时,表示焊缝在箭头侧,参见图3a); -------基本符号在虚线侧时,表示焊缝在非箭头侧,参见图3b); -------对称焊缝允许省略虚线,参见图3c); -------在明确焊缝分布位置的情况下,有些双面焊缝也可省略虚线,参见图 3d)。
路漫漫其修远兮, 吾将上下而求索
表示双面焊缝,上面为坡口 角度,钝边为2㎜,根部间隙 为2㎜的单边V形对接焊缝, 下面是焊脚为8㎜的角焊缝。
表示单面角焊缝,焊脚为6 ㎜,现场施工,焊接方法为焊 条电弧焊。
常用焊缝符号及其标注方法全)..
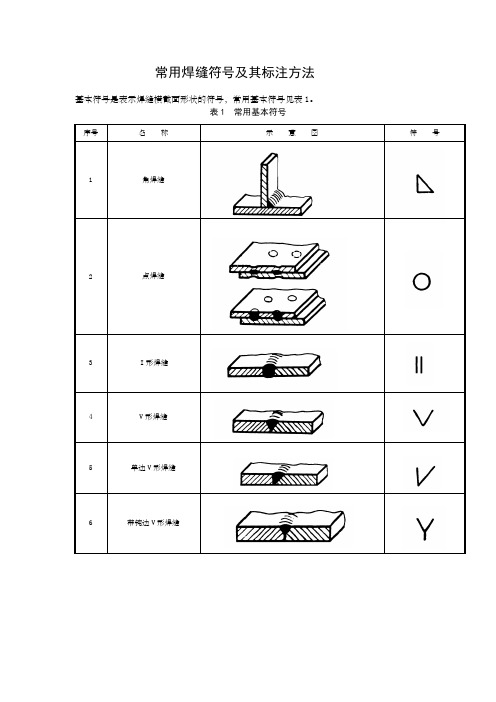
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号 (同上述三面焊缝符号)标注焊接方法及处数N 等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度c SⅠ形焊缝 焊缝宽为c 焊缝厚为S3熔核直径d塞焊缝 熔核直径d点焊缝 焊点直径d4 焊缝间距 e角焊缝 焊脚尺寸为K焊缝长度为l 焊缝间距为e 焊缝段(点)数n5 焊缝长度l 6 焊缝段(点)数 n7 相同焊缝处数 d角焊缝 焊脚尺寸为K相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
常用焊缝符号与标注方法(全)
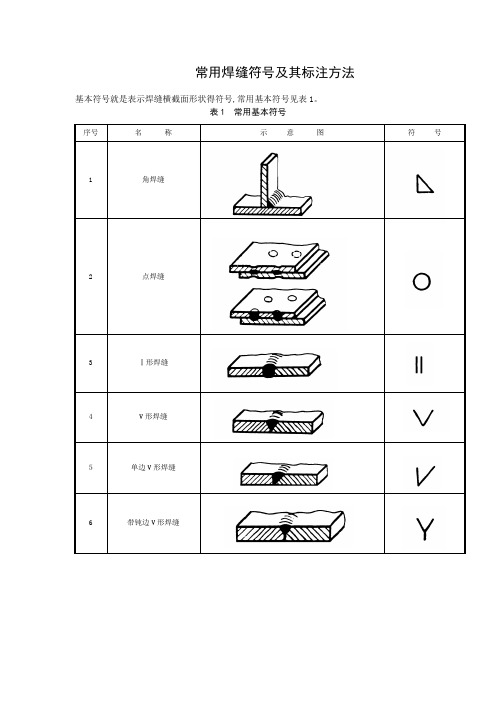
常用焊缝符号及其标注方法基本符号就是表示焊缝横截面形状得符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5单边V形焊缝6 带钝边V形焊缝7 缝焊缝序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4、1、2在焊接标注时,焊缝得基本符号必须标注。
4、1、3 对于需要开坡口得焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口得断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4、2 辅助符号4、2、1 辅助符号就是表示焊缝表面形状特征得符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4、2、2 对焊缝得表面无要求时,则不标注辅助符号。
4、3 补充符号4、3、1 补充符号就是为了补充说明焊缝得某些特征而采用得符号,见表3。
4、3、2 当焊缝具有表3所列特征时,则必须标注相应得补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号V形对接焊缝,底面有垫板2三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号) 标注焊接方法及处数N等说明4、4 尺寸符号4、4、1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2 焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d 点焊缝焊点直径d4焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n 5焊缝长度l6焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K相同焊缝处数为N4、4、2 确定焊缝位置得尺寸不在焊缝符号中给出,而就是将其标注在图样上。
焊缝代号
§2-5焊缝代号焊缝代号是工程语言的一种,他可以统一焊接结构图纸上的符号,将来大家到工作岗位上之后将会经常遇到阅读焊接图纸或自己设计焊接图纸的任务,如果对焊接符号看不懂或在自己设计的焊接图纸上不会应用焊接符号对一个焊接专业的毕业生来讲将是不可想象的。
焊缝代号主要包括各种焊接方法的代号,焊缝的基本符号、辅助符号、引出线等几部分。
一、各种焊接方法的代号以简明的符号或字头代表各种焊接方法。
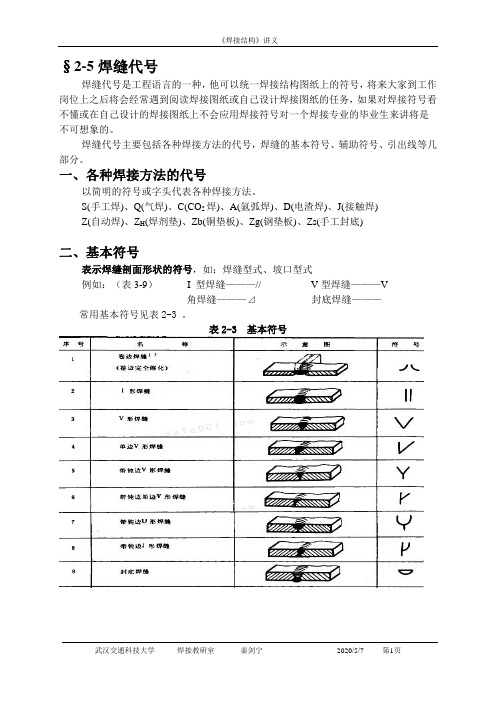
S(手工焊)、Q(气焊)、C(CO2焊)、A(氩弧焊)、D(电渣焊)、J(接触焊)Z(自动焊)、Z H(焊剂垫)、Zb(铜垫板)、Zg(钢垫板)、Zs(手工封底)二、基本符号表示焊缝剖面形状的符号,如:焊缝型式、坡口型式例如:(表3-9)I 型焊缝———// V型焊缝———V角焊缝———⊿封底焊缝———常用基本符号见表2-3 。
表2-3 基本符号三、辅助符号辅助符号是对基本符号所表示的焊缝的一些附加要求,或者说辅助符号是表示焊缝表面形状特征的符号例如:“一”表示焊缝表面的加厚高必须磨平“︶”表示焊缝表面凹陷(如海洋石油钻井平台上的所有角焊缝都必须磨平)“Z”表示双面交错间断焊,辅助符号及其应用示例见表2-4-1、2-4-2。
表2-4-1 辅助符号表2-4-2 辅助符号的应用示例四、补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,补充符号及其应用示例见表2-5-1、2-5-2。
序号名称示意图符号说明1 带垫板符号1)表示焊缝底部有垫板2 三面焊缝符号1)表示三面带有焊缝3 周围焊缝符号表示环绕工件周围焊缝4 现场符号表示在现场或工地上进行焊接5 尾部符号可以参照GB 5185标注焊接工艺方法等内容表2-5-2 补充符号应用示例示意图标注示例说明表示V形焊缝的背面底部有垫板工件三面带有焊缝,焊接方法为手工电弧焊表示在现场沿工件周围施焊五、焊缝尺寸符号及其标注位置基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表2-6。
常用焊缝符号及其标注方法(全)

5.4.9 焊缝符号的标注尽可能简化。
5.4.10 在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的。
5.4.11 在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
5.4.12 当对焊缝段(点)数无严格要求时,允许省略。
b) 必要时,允许箭头线弯折一次,见图4。
(a) (b)
图3 箭头线的位置
图4 弯折的箭头
5.2 焊缝在图样上的表示
5.2.1 除点焊缝、缝焊缝、塞焊缝和槽焊缝以外的各种焊缝,在图样上表示时,应符合下述规定:
a) 可见焊缝纵向可用2b~2.5b等粗的实线表示(可使用区别于黑色的颜色)见图5(a);
b) 不可见焊缝纵向可用2b~2.5b等粗的粗虚线表示,见图5(b);
表4 焊缝尺寸符号
序号
名称
示意图
符号
标注示例
说明
1
焊脚尺寸
角焊缝
焊脚尺寸为K
2
焊缝宽度
焊缝厚度
c
S
Ⅰ形焊缝
焊缝宽为c
焊缝厚为S
3
熔核直径
d
塞焊缝
熔核直径d
点焊缝
焊点直径d
4
焊缝间距
e
角焊缝
焊脚尺寸为K
焊缝长度为l
焊缝间距为e
焊缝段(点)数n
5
焊缝长度
l
6
焊缝段(点)数
n
7
相同焊缝处数
d
角焊缝
焊脚尺寸为K
c)标对称焊缝及双面焊缝时,可省略虚线基准线,见图6(c)。
5.4 焊缝标注原则
焊缝符号和焊接方法代号

7
指引线:由带箭头的指引线、两条基准线(横 线)(一条为实线,另一条为虚线)和尾部组成。
8
为了简化焊接方法的标注和文字说明,可采用国家 标准GB/T 5185-1999规定的用阿拉伯数字表示的金属 焊接及钎焊等各种焊接方法的代号。 焊接方法标注在指引线的尾部。
9
二、焊接接头在图样上的表示方法 (一)焊缝的图示法 国家标准GB/Tl2212-1990《技术制图 焊 接符号的尺寸、比例及简化表示法》规定,需要在 图样中简易地绘制焊缝时,可用视图、剖视图或剖 面图表示,也可以用轴测图示意地表示。 在同一图样中,通常只允许采用一种画法。
10
11
12
13
14
(二)焊缝符号的标注 国家标准GB/T324-1988、GB/T5185-1999 和GB/T12212-1990 中分别对焊缝符号和焊接方法 代号的标注方法作了规定。
15
(1)焊缝符号和焊接方法代号必须通过指引线 及有关规定才能准确无误地表示焊缝。 (2)标注焊缝时,首先将焊缝基本符号标注在 基准线上边或下边,其他符号按规定标注在 相应的位置上; (3)箭头线相对焊缝的位置一般没有特殊要求, 但是在标注V形、单边V形、J形等焊缝时,箭 头应指向带有坡口一侧的工件; (4)必要时允许箭头线弯折一次;
18
标注原则: 1) 焊缝横截面上的尺寸标注在基本符号的左侧, 如:钝边高度 p ,坡口高度 H ,焊角尺寸 K ,焊 缝余高 h ,焊缝有效厚度 S ,根部半径 R ,焊缝 宽度C,焊核直径d; 2) 焊缝长度方向的尺寸标注在基本符号的右侧, 如:焊缝长度L,焊缝间隙e,相同焊缝的数量n; 3) 坡口角度 α、坡口面角度 β、根部间隙 b等尺寸 标注在基本符号的上侧或下侧; 4) 相同焊缝数量符号标注在尾部; 5) 当需要标注的尺寸数据较多又不易分辨时,可 在数据前面增加相应的尺寸符号。
常用焊接方法在图样上的表示代号

常用焊接方法在图样上的表示代号1. 常用焊接方法的代号GB5185-85中规定,采用阿拉伯数字代号来表示金属焊接及钎焊等各种焊接方法,并配合GB324-88使用。
常用焊接方法在图样上的表示代号为:1——电弧焊11——无气体保护的电弧焊111——焊条电弧焊 112——重力焊条电弧焊 113——光焊丝电弧焊114——自保护药芯焊丝电弧焊12——埋弧焊121——丝极埋弧焊 122——带极埋弧焊13——熔化极气体保护焊131——MIG焊:熔化极惰性气体保护焊135——MAG焊:熔化极非惰性气体保护焊(含CO2气体保护焊)136——非惰性气体保护药芯焊丝电弧焊137——非惰性气体保护熔化极电弧点焊14——非熔化极气体保护电弧焊141——TIG焊:钨极惰性气体保护焊142——TIG点焊15——等离子弧焊2——电阻焊21——点焊 22——缝焊 23——凸焊 24——闪光焊3——气焊311——氧-乙炔焊其它焊接方法71——铝热焊 72——电渣焊 78——螺柱焊2.焊接方法在图样上的表示方法1)采用单一焊接方法焊接的焊缝表示,如角焊缝采用埋弧自动焊时,为:1212)采用组合焊接方法焊接的焊缝表示,如板单元对接焊缝,开V型坡口,首先采用CO气体保护焊打底,然后采用埋弧自动焊填充,为:2 Array 135 / 1213.焊接方法新旧代号对照见表1。
表1 焊接方法新旧代号对照焊缝符号及标注原则GB324-88中规定了焊缝符号和在图样上的标注原则。
1.焊缝符号焊缝符号一般由基本符号和指引线组成,必要时还可增加辅助符号、补充符号和焊缝尺寸符号。
1)焊缝标注的基本符号见表9。
表9 焊缝标注的基本符号2)焊缝标注的辅助符号见表10。
表10 焊缝标注的辅助符号3)焊缝标注的补充符号见表11。
4)焊缝尺寸符号见表12。
表11 焊缝标注的补充符号表12 焊缝尺寸符号2.焊缝符号标注原则1)焊缝符号在图样上的标注位置完整的焊缝表示方法,除了基本符号、辅助符号、补充符号外,还包括指引线、尺寸符号及数据。
焊缝符号和焊接方法代号

补充符号
补充符号应用示例
补充符号标致示例
焊缝尺寸符号及标注位置
焊缝尺寸符号
焊缝尺寸符号是表示焊接坡口和焊缝尺寸的符号。必 要时,可以在焊缝符号中标注尺寸,确定焊缝位置的尺 寸不在焊缝符号中标注,应将其标注在图样上。
焊缝尺寸符号
焊缝补充符号的标注
指引线
指引线由箭头线和两条基准线(实线和虚线)组成。
焊缝除了可用上述符号标注法表示外,也可用图示 法,在图样中,可用视图,剖视或剖面图、局部放 大图及轴测图表示。
焊缝的图示表示法
焊接方法代号(常用)
焊条电弧焊—111 埋弧焊—12 熔化极惰性气体保护焊-131 CO2气体保护焊—135 钨极氩弧焊(TIG)—141 点焊—21 缝焊—22
氧乙炔焊—311
角焊缝宽度
对接焊缝宽度
焊缝余高
超出母材表面连线上面的那部分焊缝金属的最大高度。
在动载或交变载荷下,它非但 不起加强作用,反而因焊趾处 应力集中容易发生脆断,所以 余高不能过高。焊条电弧焊的 余高值一般为0—3mm。
熔深
焊接接头横截面上,母材或前道焊缝熔化的深度叫熔深。
对接接头熔深
T形接头熔深
角焊缝的熔深(切片 显微镜观察)
焊缝形状系数
熔焊时,在单道焊缝横截面上焊缝宽度(C)与焊缝计算
厚度(H)的比值(ψ=C/H),叫做焊缝形状系数。
焊缝形状系数
焊缝形状系数的大小对焊缝质量有很大的影响,形状系 数过小,焊缝窄而深,极易产生气孔、夹渣甚至裂纹。 形状系数过大,焊缝宽而浅,易产生焊不透等现象,所 以焊缝形状系数应控制在合理的数值内。
焊缝计算厚度
焊缝计算厚度是设计焊缝时使用的焊缝厚度。 对接焊缝焊透时它等于焊件的厚度。 角焊缝时它等于在角焊缝横截面内画出的最大等腰直角 三角形中,从直角的顶到斜边的垂线的长度。
常用焊缝符号及其标注方法全

常用焊缝符号及其标注方法全The Standardization Office was revised on the afternoon of December 13, 2020常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K 角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e 角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n 5 焊缝长度l4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
常用焊缝符号及其标注方法(全)要点
常⽤焊缝符号及其标注⽅法(全)要点常⽤焊缝符号及其标注⽅法基本符号是表⽰焊缝横截⾯形状的符号,常⽤基本符号见表1。
表1 常⽤基本符号序号名称⽰意图符号1 ⾓焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常⽤基本符号序号名称⽰意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡⼝的焊缝,当设计对坡⼝形状有特殊要求时,则应在技术图样中画出焊缝坡⼝的断⾯图,并明确各项要求;设计对坡⼝形状⽆特殊要求时,则技术图样中不做规定,应由⼯艺⼈员在⼯艺⽂件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表⽰焊缝表⾯形状特征的符号,见表2。
表2 辅助符号序号名称⽰意图符号标注⽰例说明1 平⾯符号平⾯V形对接焊缝⼀般通过加⼯保证2 凹⾯符号凹⾯⾓焊缝3 凸⾯符号凸⾯V形对接焊缝4.2.2 对焊缝的表⾯⽆要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征⽽采⽤的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称⽰意图符号标注⽰例说明1 带垫板符号 V形对接焊缝,底⾯有垫板2 三⾯焊缝符号⼯件三⾯施⾓焊缝,焊接⽅法为⼿⼯电弧焊3 周围焊缝符号沿⼯件周围施⾓焊缝4 尾部符号(同上述三⾯焊缝符号)标注焊接⽅法及处数N等说明4.4 尺⼨符号4.4.1 常⽤尺⼨符号见表4,表中各尺⼨符号,在图样中应标出具体数值。
表4 焊缝尺⼨符号序号名称⽰意图符号标注⽰例说明1 焊脚尺⼨K⾓焊缝焊脚尺⼨为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e⾓焊缝焊脚尺⼨为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d ⾓焊缝焊脚尺⼨为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺⼨不在焊缝符号中给出,⽽是将其标注在图样上。
常用焊缝符号及其标注方法(全)
(a) (b)
图3 箭头线的位置
图4 弯折的箭头
5.2 焊缝在图样上的表示
5.2.1 除点焊缝、缝焊缝、塞焊缝和槽焊缝以外的各种焊缝,在图样上表示时,应符合下述规定:
a) 可见焊缝纵向可用2b~2.5b等粗的实线表示(可使用区别于黑色的颜色)见图5(a);
b) 不可见焊缝纵向可用2b~2.5b等粗的粗虚线表示,见图5(b);
5.2.3 如果焊缝在一个视图上已表达清楚,允许在其它视图上省略。
5.3 基本符号在基准线上的表示
5.3.1 常用基本符号的画法及比例,见表5。
表5 常用基本符号的画法及比例
名称
符号
名称
符号
角焊缝
缝焊缝
点焊缝
塞焊缝
Ⅰ形焊缝
封底焊缝
单边V形焊缝
V形焊缝
45°
喇叭形焊缝
钝边V形焊缝
单边喇叭形焊缝
注:
1 表中尺寸b为视图轮廓线的宽度,一般为0.5mm,下同;
c) 焊缝的横截面应按焊缝实际截面形状绘制并涂黑,见图5(c)。必要时,可用细实线画出焊接
前的坡口形状等,见图5(d)。
a) (b) (c) (d)
图5 焊缝图示法
5.2.2 点焊缝、缝焊缝、塞焊缝和槽焊缝,在其径向位置应用粗实线的“+”表示,在其长度方向位置
应用细点划线表示,见附录B(提示的附录)表B1序号15示例。
4
42
压焊
摩擦焊
2
21
22
221
225
23
24
电阻焊
点焊
缝焊
搭接缝焊(滚焊)
加带缝焊
凸焊
闪光对焊
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、焊缝符号及代号
焊缝符号是用在焊接结构的图样上,标注焊缝形式,焊缝尺寸、焊接方法等的工程语言,有时进行焊接施工的主要依据,所以焊工的焊接技术人员必须熟悉常用焊缝符号的标注方法及其含义。
《焊缝符号表示法》(GB/T324-2008)规定,焊缝符号一般由基准线(两条平行线的细实线和虚线)、箭头线(细实线)和基本符号组成,必要时还可以加上补充符号和焊缝尺寸符号。
1. 基本符号
基本符号是表示焊缝横截面基本形式或特征的符号,近似于焊缝横截面的形状。
焊缝基本符号有20种,常用焊缝的基本符号见表2-1-6。
2.补充符号
补充符号是为了补充说明有关焊缝的某些特征而采用的符号(如表面形状、衬垫、焊缝分布、施焊点等),焊缝补充符号见表2-1-7,焊缝补充符号应用示例而见表2-1-8。
3.焊缝尺寸符号
焊缝的完整标注示例见表2-1-9
必要时基本符号可附带有尺寸符号及数据。
焊缝尺寸符号及数据的标注位置,见表2-1-9.
4.焊接位置符号
板材对接焊缝试件、管材对接焊缝试件、管板角接头试件和螺柱焊试件都有专门的焊接位置及代号(见表2-1-10)
5.焊接方法代号及英文缩写
焊接方法有专门的数字代号,生产中也常用其英文缩写(见表2-1-11)
二、焊缝的标注
1.指引线
指引线一般由带箭头的指引线(简称箭头线)和两条基准线(一条为细实线,另一条为细虚线)两部分组成,如图2-1-26所示。
基准线一般与标题栏平行。
指引线有箭头的一端指向有关焊缝,细虚线表示焊缝在街头的非箭头侧。
在需要表示焊接方法等说明时,可在基准线末端加一尾部符号。
2.焊缝符号的标注方法
为了使图样清晰和减轻绘图工作量,可按国家标准《焊缝符号表示法》(GB/T 324-2008)中规定的焊缝符号表示焊缝。
(1)箭头线相对接头的位置
箭头直接指向的接头侧为“接头的箭头侧”,与之相对的则为“接头的非箭头侧”,如图2-1-27所示。
(2)基本符号相对基准线的位置
箭头线相对焊缝的位置—般没有特殊要求,箭头线可以标在有焊缝一侧,也可以标在没有焊缝一侧。
如图2-1-28a所示,焊缝的坡口朝右(施焊面在右侧),此时如果箭头线位于施焊面一侧,则将基本符号标在基准线的细实线上,如图2-1-28b所示;如果箭头线位于非施焊面一侧,则将基本符号标在基准线的细虚线上,如图2-1-28c所示。
在不至于引起误解时,对称焊缝和双面焊缝可以省略基准线的细虚线,如图2-1-29所示。
标注对称焊缝时,要注意“对称板”的选择,如图2-1-30所示。
三、焊接装配图识读
焊接结构装配图与一般装配图的不同在于:图中必须清楚地表示与焊接有关的问题,如坡口与接头形式、焊接方法、焊接材料型号和焊接及检验技术要求等。
作为一名焊工,必须具备正确识读焊接结构装配图的能力。
除了要掌握相关机械制图的知识外,焊工还必须了解焊缝符号表示方法的有关标准,掌握识读焊接装配图的方法和步骤,并严格执行图样中有关焊接的技术条件。
1.识读焊接结构装配图的目的
(1)了解零(构)件或部件的名称、性能、结构和工作原理。
(2)了解各零(构)件间的相互位置、连接关系、装配关系和拆装顺序等。
(3)了解各零(构)件的主要结构形状、作用和技术要求等。
2.读焊接结构装配图的方法与步骤
下面以图2-1-31所示轴承挂架焊接装配图为例,简要说明识读焊接装配图的一般方法和步骤。
(1)概括了解
读焊接结构装配图时,首先看标题栏和明细栏,从中了解该焊接结构或部件的名称、数量、质量、画图比例等;了解各零(构)件的名称及其在装配图上的大致位置,对焊接结构有一个初步印象。
图2-1-31所示为轴承挂架焊接结构装配图。
中标题栏可知该焊接构件名称为“轴承挂架”,对照图上的序号和明细栏可知,它由立板、横板、肋板和圆简等构件焊接而成。
材料为普通碳素结构钢。
(2)分析视图,想象出焊接结构形状
开始看图时,必须先找出主视图。
分析焊接结构装配图的表达方案,采用了几
个视图,搞清各视图之间的关系,每个视图都采用了什么表达方法,为进一步看图
打好基础。
轴承挂架焊接图采用了主视图、俯视图、左视图三个基本视图和一个局部放大图。
各视图及表达方法的分析如下。
1)主视图。
主要表达了立板、横板、肋板和圆筒的分布情况,并采用局部剖视图,表达了横板上孔的内部结构(通孔)。
同时,采用焊接符号表达了立板与肋板、立板与圆筒的焊缝形式及尺寸。
2)俯视图。
俯视图是轴承挂架的俯视外形图,给出了横板上两个孔的相对位置。
3)左视图。
采用局部剖视图,分别表达了立板上孔的内部结构和圆筒的内部结构。
同时采用焊接符号表达了立板与横板、横板与肋板、肋板与圆筒的焊缝形式及
尺寸。
4)局部放大图。
用以表达立板1与横板2焊缝的断面形状及尺寸。
综合三个基本视图和局部放大图,由形体分析法可知,轴承挂架主要由立板、
横板、肋板和圆筒四部分焊制而成,而圆筒为支承轴的主体,立板为固定支架,横
板和肋板是为了增加承载能力的加强肋板。
(3)看懂焊接结构的焊缝形式及尺寸
圆筒与肋板之间采用焊脚尺寸为5mm的双面连续角焊缝进行焊接;肋板与横
扳之间也是采用焊脚尺寸为5mm的双面连续角焊缝进行焊接;横板与立板之间采
用单边V形焊缝,表面铲平,坡口角度为45°,焊缝间隙为2mm,坡口深度为
4mm,横板下表面与立板的焊缝是焊脚尺寸为4mm的角焊缝;肋板与立板之间采用
焊脚尺寸为4mm的角焊缝;圆筒与立板之间采用焊脚尺寸为4urn!的角焊缝,围绕圆筒周围进行焊接。
(4)分析尺寸
焊接图上的尺寸是制造、检验焊接结构的重要依据。
分析尺寸的主要目的是根据构件的结构特点、设计和制造的工艺要求,找出尺寸基准,分淸设计基准和工艺基准,明确尺寸种类和标注形式;分析影响性能的主要尺寸标注是否合理,标准结构要素的尺寸标注是否符合要求,其他尺寸是否满足工艺要求;校对尺寸标注是否完整等。
(5)了解技术要求
焊接图上的技术要求是焊接构件制作的质量指标。
焊接结构装配图的技术要求可用文字说明,也可用符(代)号标注。
对于这部分内容,应能看懂表面粗糙度,尺寸与配合公差、几何公差,以及焊接方面的要求,如焊缝符号、焊接方法代号、焊缝质量要求、焊后矫正和热处理方法等。
轴承挂架的技术要求在图中分为两部分,一部分是在图中用符(代)号标注出来的,如Φ15mm孔的表面粗糙度符号、焊缝符号等;另一部分是文字说明,如焊接方法、焊缝质量要求、焊后矫正等。
通过上述方法和步骤,一般可对焊接结构有所了解。
但对于某些比较复杂的结构,还需参考有关技术资料和相关图样,才能彻底读懂。
读图的步骤也可视焊接结构的具体情况,灵活运用,交叉进行。