钻削切削用量选择参考表
钻孔时的切削用量
钻孔工艺方法
用钻头在实体材料上切削出孔的工序称为钻孔。钻孔是孔的粗加 工工序,可以达到的标准公差等级为IT11—IT10,表面粗糙度为 Ra50—12.5,故只能钻出加工精度要求不高的孔。
一、工件的装夹
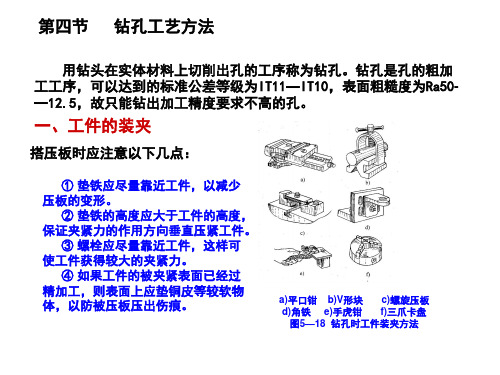
搭压板时应注意以下几点:
① 垫铁应尽量靠近工件,以减少 压板的变形。 ② 垫铁的高度应大于工件的高度, 保证夹紧力的作用方向垂直压紧工件。 ③ 螺栓应尽量靠近工件,这样可 使工件获得较大的夹紧力。 ④ 如果工件的被夹紧表面已经过 精加工,则表面上应垫铜皮等较软物 体,以防被压板压出伤痕。
a)平口钳 b)V形块 c)螺旋压板 d)角铁 e)手虎钳 f)三爪卡盘 图5—18 钻孔时工件装夹方法
第四节
钻孔工艺方法
二、一般工件的钻孔方法
钻孔开始,先调整钻头和工件的位置,使钻尖 对准钻孔中心,然后试钻一浅坑。
通孔在将要钻穿时,必须减小进给量,如果 采用自动进给,要改换成手动进给。 钻不通孔时,可按钻孔深度调整挡块, 并通过测量实际尺寸来控制钻孔深度。 钻深孔时,一般钻进深度达到钻头直径 的3倍时,要退出钻头排屑,以后每钻进一定深度, 提起钻头排屑一次,以免切屑阻塞而扭断钻头。 钻直径较大的孔(一般直径大于 30mm),可分两次钻削,先选用0.5—0.7倍的钻 头直径钻底孔,然后再用所需直径钻头扩孔。
三、钻孔时切削液的使用
表5-9 钻孔时使用的切削液
工件材料 切削液(体积分数)
各类结构钢
不锈钢,耐热钢 纯铜、黄铜、青铜 铸铁 铝及铝合金 有机玻璃
3—5%乳化液,7%硫化乳化液
3%肥皂加2%亚麻油水溶液,硫化切削油 不用,5%—8%乳化液 不用,5%—8%乳化液,煤油 不用,5%—8%乳化液,煤油,煤油与菜油的混合油 5%—8%乳化液,煤油
(完整版)钻削切削用量选择参考表

180~230
6
钛及钛合金(纯钛)
110~200
30
钛及钛合金(α及α+β)
300~360
12
钛及钛合金(β)
275~350
7.5
碳
18~21
塑料
30
硬橡胶
30~90
四、硬质合金钻头切削用量选择
钻孔的进给量(mm/r)
钻头直径do(mm)
σb550~85①
淬硬钢硬度HRC≤40
淬硬钢硬度HRC40
125~175
24
中碳钢(~0.50C)
175~225
20
高碳钢(~0.90C)
175~225
17
合金低碳钢(0.12~0.25C)
175~225
21
合金中碳钢(0.25~0.65C)
175~225
15~18
马氏体时效钢
275~325
17
不锈钢(奥氏体)
135~185
17
不锈钢(铁素体)
135~185
0.47~0.56
25~30
0.45~0.55
0.32~0.40
0.27
30~50
0.60~0.70
0.40~0.50
0.30~0.40
1.0~1.2
0.70~0.80
注:
1.表列数据适用于在大刚性零件上钻孔,精度在H12~H13级以下(或自由公差),钻孔后还用钻头、扩孔钻或镗刀加工,在下列条件下需乘修正系数;
不带护锥及带护锥的60°复合中心钻
5
0.06
12~25
不带护锥及带护锥的60°复合中心钻
6.3
0.08
12~25
u钻切削参数【一览表】

U钻首先来说与普通钻头的区别就是U钻使用刀片周边刀片和中心刀片,在这个角度上看,U钻和普通硬钻的关系其实跟机夹车刀和焊接车刀的关系差不多,刀具磨损后无需重磨直接更换刀片即可。
毕竟使用可转位刀片还是比整体硬钻要节省材料,并且刀片的一致性更容易控制零件尺寸。
(2)硬质合金钻头钻削不同材料的切削用量2.U钻的刚性更好,可以采用很高的进给率,而且U钻的加工直径要比普通钻头大的多,最大能达到D50~60mm,当然U钻由于装刀片的特性不可能做的太小。
3.U钻遇到各种材料只需要更换同类型不同牌号的刀片即可,硬钻就没这么方便了。
4.相比硬钻,U钻钻出的孔精度还是要高一些的,而且光洁度要好,尤其是冷却润滑不通畅时,更加明显,而且U钻可以修正孔的位置精度,硬钻的话就不行了,可以把U钻当个过心的膛刀。
U钻使用注意要点▲U钻的安装要注意正反方向,哪个刀片向上,哪个刀片向下,哪个面向内,哪个面向外。
▲U钻的中心高必须要校正,根据其直径大小来要求控制范围,一般控制在0.1mm之内,U钻的直径越小,中心高要求越高,中心高不好U钻的二侧会磨损,孔径会偏大,刀片使用寿命缩短,小U钻的话很容易折断。
▲U钻对冷却液的要求很高,必须保证冷却液从U钻的中心射出,冷却液的压力要越大越好,可以将刀塔多余的出水口堵起来,保证其压力。
▲U钻的切削参数严格按照厂家的说明,但也要考虑不同品牌的刀片,机床的功率,加工中可以参考机床的负载值大小,做适当调整,一般采用高转速,低进给。
▲U钻刀片要经常检查,及时更换,不同刀片不可装反。
▲根据工件的硬度和刀具悬伸的长度来调整进刀量,工件越硬,刀具悬伸量越大,走刀量应越小。
▲不要使用过量磨损的刀片,应该在生产中记录刀片磨损与可加工工件数量的关系,及时更换新的刀片。
▲使用充足和压力正确的内冷却液。
冷却液的主要作用是排屑和冷却。
▲U钻不可用于加工较软材料,如紫铜,软铝等。
确定切削用量及基本工时

(五)确定切削用量及基本工时。
工序Ⅰ:车削A面。
1.加工条件。
工件材料:灰口铸铁HT200。
σb=145 MP a。
铸造。
加工要求:粗、半精车A面并保证28mm的工序尺寸,R a=3.2µm机床C3163-1。
转塔式六角卧式车床。
刀具:刀片材料。
r =12. a o=6-8 b= -10 o=0.5 K r=90 n=15 2、计算切削用量。
(1)已知长度方向的加工余量为3±0.8mm 。
实际端面的最大加工余量为3.8mm 。
故分二次加工(粗车和半精车)。
长度加工公差IT 12级取-0.46 mm (入体方向)(2)进给量、根据《切削简明手册》(第3版)表1.4 当刀杆尺寸为16mm×25mm,ae≤3mm时,以及工件直径为Φ60mm时(由于凸台B 面的存在所以直径取Φ60mm)ƒ=0.6-0.8mm/r.按C3163-1车床说明书取ƒ=0.6mm/n。
由于存在间歇加工所以进给量乘以k=0.75—0.85 所以:实际进给量f=0.6×0.8=0.48 mm/r按C3163-1车床说明书ƒ=0.53mm/r(3)计算切削速度。
按《切削简明手册》表 1.27 ,切削速度的计算公式为(寿命选T=60min)刀具材料YG6V=C v/(T m·a p x v·f y v) ·kv其中:C v=158 x v=0.15 y v=0.4 M=0.2修正系数K o见《切削手册》表1.28k mv=1.15 k kv=0.8 k krv=0.8 k sv=1.04 k BV=0.81∴Vc =158/( 600.2·20.15·0.530.4) ·1.15·0.8·0.8·0.81·0.97=46.9(m/min)(4)确定机床主轴转速 ns=1000v c/ dw=229.8(r/min)按C3163-1车床说明书n=200 r/min所以实际切削速度V=40.8m/min(5)切削工时,按《工艺手册》表6.2-1由于铸造毛坯表面粗糙不平以及存在硬皮,为了切除硬皮表层以及为下一道工步做好准备T m=(L+L1+L2+L3)/n w x f=0.33(min) L=(65-0)/2=32.5 L1=3、L2=0、L3=02、精车1)已知粗加工余量为0.5mm。
车铣刨磨钻切削用量表

0.15~0.2 0.15~0.2 0.15~0.2 0.15~0.2 0.15~0.2
项 目
铰 刀 直 径 /(mm)
工作材料 切削用量
用高速钢铰刀铰孔的切削用量
铸铁
钢及合金钢
v/(m/min)
So/(mm/r)
v/(m/min)
So/(mm/r)
铝铜及合金
v/(m/min)
So/(mm/r)
6~10 10~15 15~25 25~40 40~60
225~275
21
90
275~325
18
75
325~375
15
60
375~425
12
53
175~225
27
100
225~275
21
83
275~325
18
70
325~375
15
60
375~425
12
45
车削铸铁、铸钢件的切削速度
工件硬度/HBS
100~140 150~190 190~220 220~260 260~320 300~400
0.05~0.1 0.1~0.2 0.2~0.3 0.3~0.45
v/(m/min) 12~30
So/(mm/r)
0.05~0.1 0.1~0.2 0.2~0.3 0.3~0.45
v/(m/min) 8~15
So/(mm/r)
0.03~0.08 0.08~0.15 0.15~0.25 0.25~0.35
0.2~0.4 0.05~0.2 0.2~0.4 0.05~0.2 0.1~0.3 0.05~0.1 0.2~0.4 0.05~0.1 0.1~0.4 0.05~0.03
钻头切削参数表

铸钢
500~600
——
~
~
35~38
38~40
不锈钢
——
——
~
~
25~27
27~35
耐热钢
——
——
~
~
3~6
5~8
灰铸铁
——
200
~
~
40~45
45~60
干切或乳化液
合金铸铁
——
230~350
~
~
20~40
25~45
非水溶性切削油或乳化液
——
350~400
~
~
8~20
10~25
可锻铸铁
——
118
~0.90C
175~225
88~96
17
25~35
118
合金钢
~0.25C
175~225
88~98
21
25~35
118
~0.65C
175~225
88~98
15~18
25~35
118
工具钢
196
94
18
25~35
118
灰铸铁
软
120~150
~80
43~46
30~30
90~118
中硬
160~220
进给量f/(mm/r)
切削速度V/(m/min)
切削液
d/mm
5~10
11~30
5~10
11~30
工具钢
1000
1800~1900
2300
300
500
575
~
~
<
~
第13,14课 钻削用量的选择

2.钻削用量的选择 (1)选择原则 钻削用量选择的目的,首先是在保证钻头加工精度 和表面粗糙度的要求以及保证钻头 有合理的使用寿 命的前提下,使生产率最高; 不允许超过机床的功率 和机床、刀具、夹具等的强度和刚度的承受范围。 钻削时,由于背吃刀量已由钻头直径决定,所以只 需选择切削速度和进给量。 对钻孔生产率的影响,切削速度和进给量是相同的; 对钻头寿命的影响,切削速度比进给量大; 对孔的表面粗糙度的影响,进给量比切削速度大。 钻孔时选择钻削用量的基本原则是在允许范围内,尽 量先选择较大的进给量 f,当f的选择受到表面粗糙 度和钻头刚性的限制时,再考虑选择较大的切削速度 vc。
5.1.6 钻孔方法 钳工钻孔方法与生产规模有关。当需要大批生产时, 要借助于夹具来保证加工位置的 正确;当需要小批 生产和单件生产时,则要借助于划线来保证其加工位 置的正确。 1.一般工件的加工 钻孔前应把孔中心的样冲眼用样冲再冲大一些,使钻 头的横刃预先落入样冲眼的锥坑 中,这样钻孔时钻 头不易偏离孔的中心。 (1)起钻 钻孔时,应把钻头对准钻孔的中心,然后启动主轴, 待转速正常后,手摇进给手柄,慢慢地起钻,钻出一 个浅坑,这时观察钻孔位置是否正确,如钻出的锥坑 与所划的钻孔圆周线不同心,应及时借正。
中这样钻孔时钻中这样钻孔时钻?1起钻?钻孔时应把钻头对准钻孔的中心然后启动主轴待转速正常后手摇进给手柄慢慢地起钻钻出一个浅坑这时观察钻孔位置是否正确如钻出的锥坑与所划的钻孔圆周线不同心应及时借正
钳工工艺学上部课件
长沙市宁乡职业中专
模具教研室
李诚洪
5.1.5 钻削用量及其选择
1.钻削用量 钻削用量包括三要素,如 图所示 切削速度 vc、 进给量 f 切削深度ap
钻头切削参数表

球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.26
0.32
14~25
90~118
塑料
—
—
30
0.08
0.13
0.20
0.26
0.32
15~25
118
硬橡胶
—
—
30~90
0.05
0.09
0.15
0.21
0.26
10~20
90~118
加工材料
拉强度抗σb/MPa
硬度HBS
进给量f/(mm/r)
0.2~0.4
35~38
38~40
干切或乳化液
黄铜
——
——
0.07~0.15
0.1~0.2
70~100
90~100
铸造青铜
——
——
0.07~0.1
0.09~0.2
50~70
55~75
铝
——
——
0.15~0.3
0.3~0.8
250~270
270~300
干切或汽油
硬橡胶
——
——
0.2~0.4
30~60
热固性树脂
10~70
60
0.08
0.15
0.25
0.40
0.48
15~40
118
低加工性
~124
10~70
20
0.08
0.15
0.25
0.40
0.48
0~25
118
镁及镁合金
50~90
~52
45~120
(完整版)钻削切削用量选择参考表

钻削切削用量选择参考表一、钻中心孔的切削用量钻中心孔公称直径钻中心孔的切削进给量钻中心孔切削速度刀具名称(mm) (mm/r) v(m/min) 中心钻 1 0.02 8~15中心钻 1.6 0.02 8~15中心钻 2 0.04 8~15中心钻 2.5 0.05 8~15中心钻 3.15 0.06 8~15中心钻 4 0.08 8~15中心钻 5 0.1 8~15中心钻 6.3 0.12 8~15中心钻8 0.12 8~1560 °中心锪钻及带锥柄 60 °中心锪钻 1 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 1.6 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2 0.02 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2.5 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 3.15 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 4 0.04 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 5 0.06 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 6.3 0.08 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻8 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻 1 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 1.6 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 2 0.02 12 ~25不带护锥及带护锥的60 °复合中心钻 2.5 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 3.15 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 4 0.04 12 ~25不带护锥及带护锥的60 °复合中心钻 5 0.06 12 ~25不带护锥及带护锥的60 °复合中心钻 6.3 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻8 0.08 12 ~25二、高速钢钻头切削用量选择表钻孔的进给量 (mm/r)钻头直径钢σ钢σb(MPa) 钢σ铸铁、铜及铝合铸铁、铜及铝合金do(mm) b(MPa)<800 800 ~ 1000 b(MPa)>1000 金 HB ≤200 HB>200 ≤2 0.05 ~ 0.06 0.04 ~ 0.05 0.03 ~ 0.04 0.09 ~ 0.11 0.05 ~0.072 ~ 4 0.08 ~ 0.10 0.06 ~ 0.08 0.04 ~ 0.06 0.18 ~ 0.22 0.11 ~0.134 ~ 6 0.14 ~ 0.18 0.10 ~ 0.12 0.08 ~ 0.10 0.27 ~ 0.33 0.18 ~0.226 ~ 8 0.18 ~ 0.22 0.13 ~ 0.15 0.11 ~ 0.13 0.36 ~ 0.44 0.22 ~0.268~ 10 0.22 ~ 0.28 0.17 ~ 0.21 0.13 ~ 0.17 0.47 ~ 0.57 0.28 ~0.3410 ~13 0.25 ~ 0.31 0.19 ~ 0.23 0.15 ~ 0.19 0.52 ~ 0.64 0.31 ~0.3913 ~16 0.31 ~ 0.37 0.22 ~ 0.28 0.18 ~ 0.22 0.61 ~ 0.75 0.37 ~0.4516 ~20 0.35 ~ 0.43 0.26 ~ 0.32 0.21 ~ 0.25 0.70 ~ 0.86 0.43 ~0.5320 ~25 0.39 ~ 0.47 0.29 ~ 0.35 0.23 ~ 0.29 0.78 ~ 0.96 0.47 ~0.5625 ~30 0.45 ~ 0.55 0.32 ~ 0.40 0.27 ~ 0.33 0.9 ~ 1.1 0.54 ~0.6630 ~50 0.60 ~ 0.70 0.40 ~ 0.50 0.30 ~ 0.40 1.0 ~ 1.2 0.70 ~0.80注 :1.表列数据适用于在大刚性零件上钻孔,精度在H12 ~H13 级以下(或自由公差),钻孔后还用钻头、扩孔钻或镗刀加工,在下列条件下需乘修正系数;1).在中等刚性零件上钻孔(箱体形状的薄壁零件、零件上薄的突出部分钻孔)时,乘系数0.75 ;2).钻孔后要用铰刀加工的精确孔,低刚性零件上钻孔,斜面上钻孔,钻孔后用丝锥攻螺纹的孔,乘系数 0.50 ;2.钻孔深度大于 3 倍直径时应乘修正系数。
钻头切削参数表

14~25
90~118
可锻铸 铁
112~126
~71
27~37
20~30
90~118
球墨铸 铁
190~225
~98
18
14~25
90~118
塑料
30
15~25
118
硬橡胶
30~90
10~20
90~118
(2
加工材料
拉强度抗(T
b/MPa
硬度HBS
进给量f/(mm/r)切削速度V/(m/min)
硬橡胶
30~60
热固性树 脂
60~90
塑料
30~60
玻璃
手进
玻璃纤维 复合材料
198
钻孔切削用量的选
(1)咼速钢钻头钻削不同材料的切削用量
加工
材料
硬度
切削速
度V/(m/
mi n)
钻头直径d/mm
钻头 螺旋 角
/(°)
钻尖角/(°)
布氏
HBS
洛氏
HRB
<3
3~6
6~13
13~19
19~25
进给量f/(mm/r)
铝及铝合
金
45~105
~62
105
32~42
90~118
铝及铝合金
高加 工性
~0.9
0C
175~225
88~96
17
25~35
118
合金钢
~0.25
C
175~225
88~98
21
25~35
118
〜0.65
C
175~225
88~98
15~18ቤተ መጻሕፍቲ ባይዱ
钻头切削参数表讲课讲稿

250~270
270~300
干切或汽油
硬橡胶
——
——
0.2~0.4
30~60
热固性树脂
——
——
0.04~0.1
60~90
塑料
——
——
0.05~0.25
30~60
玻璃
——
——
手进
4.5~4.7
玻璃纤维
复合材料
——
——
0.063~0.127
198
钻头切削参数表
钻孔切削用量的选用
(1)高速钢钻头钻削不同材料的切削用量
加工
材料
硬度
切削速度V/
(m/
min)
钻头直径d/mm
钻头螺旋角
/(°)
钻尖角
/(°)
布氏
HBS
洛氏
HRB
<3
3~6
6~13
13~19
19~25
进给量f/(mm/r)
铝及铝合金
45~105
~62
105
0.08
0.15
0.25
0.40
0.08
0.13
0.20
0.26
0.32
20~30
90~118
球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.260.32Βιβλιοθήκη 14~2590~118
塑料
—
—
30
0.08
0.13
0.20
0.26
0.32
15~25
118
硬橡胶
—
—
30~90
0.05
钻头切削参数表

0.08
0.13
0.20
0.26
0.32
20~30
90~118
球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.26
0.32
14~25
90~118
塑 料
—
—
30
0.08
0.13
0.20
0.26
0.32
15~25
118
硬橡胶
—
—
30~90
0.05
0.09
0.15
0.21
0.26
10~20
——
350~400
0.03~0.05
0.04~0.08
8~20
10~25
可锻铸铁
——
——
0.15~0.2
0.2~0.4
35~38
38~40
干切或乳化液
黄铜
——
——
0.07~0.15
0.1~0.2
70~100
90~100
铸造青铜
——
——
0.07~0.1
0.09Байду номын сангаас0.2
50~70
55~75
铝
——
——
0.15~0.3
118
锌合金
80~100
41~62
75
0.08
0.15
0.25
0.40
0.48
32~42
118
碳钢
~0.25C
125~175
71~88
24
0.08
0.13
0.20
0.26
钻头切削参数表

60
15~40
118
低加工性
~124
10~70
20
0~25
118
镁及镁合金
50~90
~52
45~120
25~35
118
锌合金
80~100
41~62
75
32~42
118
碳钢
~0.25C
125~175
71~88
24
25~35
118
~0.50C
175~225
88~98
20
25~35
118
~0.90C
切削速度V/(m/min)
切削液
d/mm
5~10
11~30
5~10
11~30
工具钢
1000
1800~1900
2300
300
500
575
~
~
<
~
~
<
35~408~11<640~4511~14
7~10
非水溶性
切削油
镍铬钢
1000
1400
300
420
~
~
~
~
35~40
15~20
40~45
20~25
铸钢
500~600
14~25
90~118
可锻铸铁
112~126
~71
27~37
20~30
90~118
球墨铸铁
190~225
~98
18
14~25
90~118
塑 料
—
—
30
15~25
118
硬橡胶
钻削切削用量选择参考表资料

0.03
0.025
0.02
0.35~0.60
0.25~0.40
16~20
0.20~0.26
0.04~0.05
0.03
0.025
0.02
0.40~0.70
0.25~0.40
20~23
0.22~0.28
0.04~0.05
0.03
0.025
0.02
0.45~0.80
0.30~0.50
23~26
0.27~0.33
0.18~0.22
6~8
0.18~0.22
0.13~0.15
0.11~0.13
0.36~0.44
0.22~0.26
8~10
0.22~0.28
0.17~0.21
0.13~0.17
0.47~0.57
0.28~0.34
10~13
0.25~0.31
0.19~0.23
0.15~0.19
0.52~0.64
5
0.1
8~15
中心钻
6.3
0.12
8~15
中心钻
8
0.12
8~15
60°中心锪钻及带锥柄60°中心锪钻
1
0.01
12~25
60°中心锪钻及带锥柄60°中心锪钻
1.6
0.01
12~25
60°中心锪钻及带锥柄60°中心锪钻
2
0.02
12~25
60°中心锪钻及带锥柄60°中心锪钻
2.5
0.03
12~25
钻削切削用量选择参考表
一、钻中心孔的切削用量
刀具名称
钻中心孔公称直径(mm)
钻头切削参数表

铝及铝合金
高加工性
~124
10~70
60
0.08
0.15
0.25
0.40
0.48
15~40
118
低加工性
~124
10~70
20
0.08
0.15
0.25
0.40
0.48
0~25
118
镁及镁合金
50~90
~52
45~120
0.08
0.15
0.25
0.40
0.48
25~35
118
锌合金
80~100
38~40
不锈钢
——
——
0.08~0.12
0.12~0.2
25~27
27~35
耐热钢
——
——
0.01~0.05
0.05~0.1
3ቤተ መጻሕፍቲ ባይዱ6
5~8
灰铸铁
——
200
0.2~0.3
0.3~0.5
40~45
45~60
干切或乳化液
合金铸铁
——
230~350
0.03~0.07
0.05~0.1
20~40
25~45
非水溶性切削油或乳化液
0.13
0.20
0.26
0.32
20~30
90~118
球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.26
0.32
14~25
90~118
塑 料
—
—
30
0.08
0.13
0.20
0.26
数控加工钻孔切削速度、进给量、背吃刀量选取参考表

数控加工钻孔切削速度、进给量、背吃刀量选取参考表
一、钻中心孔的切削用量
二、高速钢钻头切削用量选择表
三、高速钢钻头加工不同材料的切削速度(m/min)
四、硬质合金钻头切削用量选择
五、硬质合金钻头加工不同材料的切削速度(m/min)
六、高速钢及硬质合金钻头扩孔切削用量选择表
七、高速钢扩孔钻扩孔时的切削速度m/min
八、硬质合金扩孔钻扩孔时的切削速度m/min
九、铰刀铰削切削用量选择表
十、高速钢铰刀粗铰削的切削速度m/min(粗铰)
十一、高速钢铰刀铰削的切削速度m/min(精铰)。
常用加工的切削参数参考表
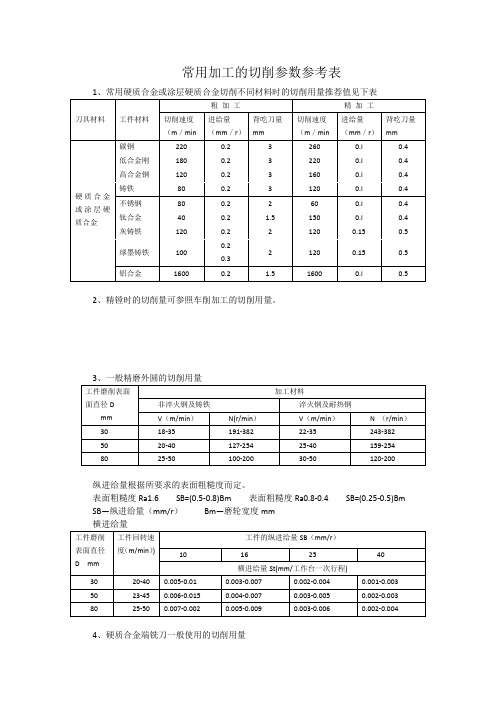
工件磨削表面面直径D
mm
加工材料
非淬火钢及铸铁
淬火钢及耐热钢
V(m/min)
N(r/min)
V(m/min)
N(r/min)
30
18-35
191-382
22-35
243-382
50
20-40
127-254
25-40
159-254
80
25-50
100-200
30-50
120-200
常用加工的切削参数参考表
1、常用硬质合金或涂层硬质合金切削不同材料时的切削用量推荐值见下表
刀具材料
工件材料
粗加工
精加工
切削速度(m/min
进给量(mm/r)
背吃刀量mm
切削速度(m/min
进给量(mm/r)
背吃刀量mm
硬质合金或涂层硬质合金
碳钢
220
0.2
3
260
0.l
0.4
低合金刚
180
0.2
3
220
公制螺纹:t<1 dz=d-t
t>1 dz=d-(1.04-1.06)t
其中:t――螺距离d――螺纹公制直径dz――攻丝前钻头直径
7、铰孔余量见表
孔直径(mm)
<5
5-20
21-32
33-50
51-70
铰削余量(mm)
0.1-0.2
0.15-0.25
0.20-0.3
0.25-0.35
0.25-0.35
0.4
13
0.45
13
0.5
13
3-8
走刀量
切削速度
0.12
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锌合金
80~100
75
低碳钢(~0.25C)
125~175
24
中碳钢(~0.50C)
175~225
20
高碳钢(~0.90C)
175~225
17
合金低碳钢(0.12~0.25C)
175~225
21
合金中碳钢(0.25~0.65C)
175~225
15~18
马氏体时效钢
275~325
17
不锈钢(奥氏体)
0.03
0.025
0.02
0.45~0.80
0.27~0.33
0.18~0.22
6~8
0.18~0.22
0.13~0.15
0.11~0.13
0.36~0.44
0.22~0.26
8~10
0.22~0.28
0.17~0.21
0.13~0.17
0.47~0.57
0.28~0.34
10~13
0.25~0.31
0.19~0.23
0.15~0.19
0.52~0.64
铸铁、铜及铝合金HB≤200
铸铁、铜及铝合金HB>200
≤2
0.05~0.06
0.04~0.05
0.03~0.04
0.09~0.11
0.05~0.07
2~4
0.08~0.10
0.06~0.08
0.04~0.06
0.18~0.22
0.11~0.13
4~6
0.14~0.18
0.10~0.12
0.08~0.10
150~300
6
高温合金(铁基)
180~230
7.5
高温合金(钴基)
180~230
6
钛及钛合金(纯钛)
110~200
30
钛及钛合金(α及α+β)
300~360
12
钛及钛合金(β)
275~350
7.5
碳
18~21
塑料
30
硬橡胶
30~90
四、硬质合金钻头切削用量选择
钻孔的进给量(mm/r)
钻头直径do(mm)
1
0.01
12~25
不带护锥及带护锥的60°复合中心钻
1.6
0.01
12~25
不带护锥及带护锥的60°复合中心钻
2
0.02
12~25
不带护锥及带护锥的60°复合中心钻
2.5
0.03
12~25
不带护锥及带护锥的60°复合中心钻
3.15
0.03
12~25
不带护锥及带护锥的60°复合中心钻
4
0.04
12~25
1).在中等刚性零件上钻孔(箱体形状的薄壁零件、零件上薄的突出部分钻孔)时,乘系数0.75;
2).钻孔后要用铰刀加工的精确孔,低刚性零件上钻孔,斜面上钻孔,钻孔后用丝锥攻螺纹的孔,乘系数0.50;
2.钻孔深度大于3倍直径时应乘修正系数。
钻孔深度(孔深以直径的倍数表示) 3do 5do 7do 10do
0.47~0.56
25~30
0.45~0.55
0.32~0.40
0.27~0.33
0.9~1.1
0.54~0.66
30~50
0.60~0.70
0.40~0.50
0.30~0.40
1.0~1.2
0.70~0.80
注:
1.表列数据适用于在大刚性零件上钻孔,精度在H12~H13级以下(或自由公差),钻孔后还用钻头、扩孔钻或镗刀加工,在下列条件下需乘修正系数;
修正系数Klf 1.0 0.9 0.8 0.75
3.为避免钻头损坏,当刚要钻穿时应停止自动走刀而改用手动走刀。
三、加工不同材料的切削速度(m/min)
加工材料
硬度HB
切削速度105
105
铜及铜合金(加工性好)
~124
60
铜及铜合金(加工性差)
~124
20
镁及镁合金
50~90
0.02
0.30~0.50
0.20~0.35
12~16
0.16~0.22
0.04~0.05
0.03
0.025
0.02
0.35~0.60
0.25~0.40
16~20
0.20~0.26
0.04~0.05
0.03
0.025
0.02
0.40~0.70
0.25~0.40
20~23
0.22~0.28
0.04~0.05
不带护锥及带护锥的60°复合中心钻
5
0.06
12~25
不带护锥及带护锥的60°复合中心钻
6.3
0.08
12~25
不带护锥及带护锥的60°复合中心钻
8
0.08
12~25
二、高速钢钻头切削用量选择表
钻孔的进给量(mm/r)
钻头直径do(mm)
钢σb(MPa)<800
钢σb(MPa)
800~1000
钢σb(MPa)>1000
钻削切削用量选择参考表
一、钻中心孔的切削用量
刀 具 名 称
钻中心孔公称直径(mm)
钻中心孔的切削进给量(mm/r)
钻中心孔切削速度v(m/min)
中心钻
1
0.02
8~15
中心钻
1.6
0.02
8~15
中心钻
2
0.04
8~15
中心钻
2.5
0.05
8~15
中心钻
3.15
0.06
8~15
中心钻
4
0.08
8~15
中心钻
5
0.1
8~15
中心钻
6.3
0.12
8~15
中心钻
8
0.12
8~15
60°中心锪钻及带锥柄60°中心锪钻
1
0.01
12~25
60°中心锪钻及带锥柄60°中心锪钻
1.6
0.01
12~25
60°中心锪钻及带锥柄60°中心锪钻
2
0.02
12~25
60°中心锪钻及带锥柄60°中心锪钻
2.5
0.03
12~25
135~185
17
不锈钢(铁素体)
135~185
20
不锈钢(马氏体)
135~185
20
不锈钢(沉淀硬体)
150~200
15
工具钢
196
18
工具钢
241
15
灰铸铁(软)
120~150
43~46
灰铸铁(硬)
160~220
24~34
可锻铸铁
112~126
27~37
球墨铸铁
190~225
18
高温合金(镍基)
0.31~0.39
13~16
0.31~0.37
0.22~0.28
0.18~0.22
0.61~0.75
0.37~0.45
16~20
0.35~0.43
0.26~0.32
0.21~0.25
0.70~0.86
0.43~0.53
20~25
0.39~0.47
0.29~0.35
0.23~0.29
0.78~0.96
60°中心锪钻及带锥柄60°中心锪钻
3.15
0.03
12~25
60°中心锪钻及带锥柄60°中心锪钻
4
0.04
12~25
60°中心锪钻及带锥柄60°中心锪钻
5
0.06
12~25
60°中心锪钻及带锥柄60°中心锪钻
6.3
0.08
12~25
60°中心锪钻及带锥柄60°中心锪钻
8
0.08
12~25
不带护锥及带护锥的60°复合中心钻
σb550~85①
淬硬钢硬度HRC≤40
淬硬钢硬度HRC40
淬硬钢硬度HRC55
淬硬钢硬度HRC64
铸铁HB≤170
铸铁HB>170
≤10
0.12~0.16
0.04~0.05
0.03
0.025
0.02
0.25~0.45
0.20~0.35
10~12
0.14~0.20
0.04~0.05
0.03
0.025