游标卡尺使用指南——英文版
游标卡尺的使用方法全
03 线性尺寸测量技巧
内径、外径和深度测量原理
内径测量
通过游标卡尺的内测量爪来测量 物体的内径,确保测量爪与物体 内壁紧密贴合,以获取准确的测
量结果。
外径测量
使用游标卡尺的外测量爪来测量物 体的外径,将测量爪置于物体外表 面,并确保测量爪与物体表面垂直。
深度测量
利用游标卡尺的深度尺来测量物体 的深度,将深度尺插入被测孔中, 并确保尺身与被测面平行。
维修工具和材料选择建议
维修工具
包括螺丝刀、扳手、锉刀、砂纸等,用于拆卸、调整、修复 游标卡尺。
材料选择
根据维修需要选择合适的材料,如研磨膏、润滑油、密封垫 等。注意选择质量可靠、符合要求的材料,以确保维修效果 和游标卡尺的使用寿命。
06 安全使用注意事项
操作过程中安全防护措施
使用前检查
在开始使用游标卡尺之前,应检查其是否有损坏或松动的部分, 特别是测量爪和深度尺是否完好,以确保测量的准确性。
案例一
测量圆弧的弧度。在某机械零件上有一个圆弧,需要测量其弧度。使用游标卡尺的弧度尺进 行测量,得到刻度值为2.5,根据单位转换和计算,得到该圆弧的弧度约为1.43。
案例二
角度单位转换。在某设计图纸上标注了一个角度为45°30′,需要将其转换为度表示。根据单 位转换方法,将该角度转换为45.5°。
案例三
计算两个角度的差值。有两个相交线,其夹角分别为30°和60°,需要计算它们的夹角差值。 根据角度计算方法,将两个角度进行减法运算,得到夹角差值为30°。
05 维护保养与故障排除
日常清洁和保养方法
清洁外部表面
01
定期使用干净、柔软的布擦拭游标卡尺外部表面,去除灰尘、
油污等杂质。
游标卡尺操作指导书

一、普通(无表头)游标卡尺操作规范:1、普通游标卡尺的基本结构图2、普通游标卡尺的使用说明2.1 使用前,先松开尺框上的固定螺钉,将尺框平稳拉开。
用布将测量面、导向面擦干净。
2.2 检查“零”位:轻推尺框,使两个量爪测量面合并,观察游标“领”刻线与尺身“零”刻线应对齐,游标尾刻线与尺身相应刻线应对齐。
否则应送相关部门校正。
2.3测量外径尺寸时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数(如图所示)。
注意点:测量时,卡脚不得用力紧压工件,以免卡脚变形或磨损,影响测量的准确度。
2.4测量内孔尺寸时,两上卡脚应张开到略小于被测尺寸,再慢慢张开并轻轻地接触零件的内表面。
量爪应在孔的直径方向上测量。
2.4.1圆弧内测量爪测量(参照图示)圆弧内测量爪测量孔径、沟槽等内尺寸时,卡尺的读数L1量爪内测量面间的距离,被测的正确尺寸还应加上量爪的尺寸b,即L= L1+b 。
圆弧内量爪b的尺寸一般为10mm或20mm。
bL1L2.5 测量深度尺寸时,应使深度尺杆与被测工件底面相垂直(如图所示)3、游标卡尺的读法游标卡尺上的主尺刻线间距为l毫米,副尺有读数值为0.1毫米、0.05毫米、0.02毫米三种。
目前以0.02毫米的为最多。
游标卡尺的读数方法是:a、首先在主尺上读出副尺零线左面(零刻度线)所对尺寸的整数值。
b、其次找出副尺上与主尺刻度能对准的那一根刻线,读出尺寸的毫米小数值。
c、这样,整数与小数之和就是被测零件的尺寸。
举例子是0.02毫米游标卡尺所表示的尺寸。
4、注意事项4.1 不要把卡尺当作卡钳或螺丝扳手用,或把量爪的尖端用作画线工具。
4.2 移动尺框和微调装置时,应松开紧固螺钉。
4.3 带深度尺的卡尺,用完后要合并量爪(合并时,需留有1毫米左右的距离,以防止量爪磨损)。
否则,较细的深度尺露在外边,容易变形甚至折断。
卡尺使用完毕,必须擦净上油,放回卡尺盒内。
游标卡尺操作手册
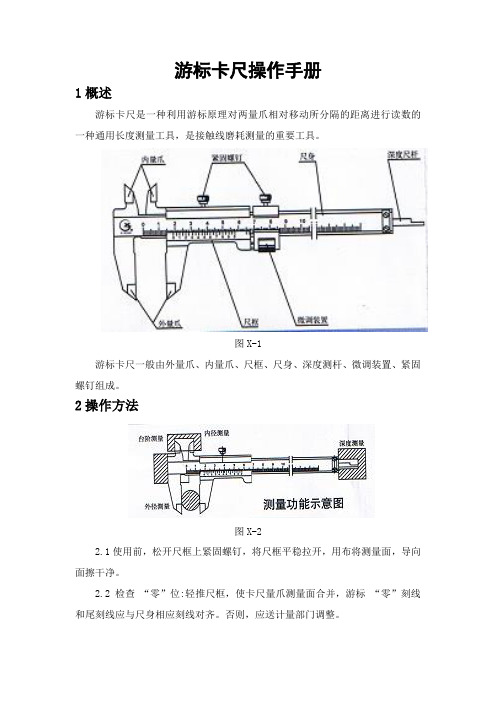
游标卡尺操作手册1概述游标卡尺是一种利用游标原理对两量爪相对移动所分隔的距离进行读数的一种通用长度测量工具,是接触线磨耗测量的重要工具。
图X-1游标卡尺一般由外量爪、内量爪、尺框、尺身、深度测杆、微调装置、紧固螺钉组成。
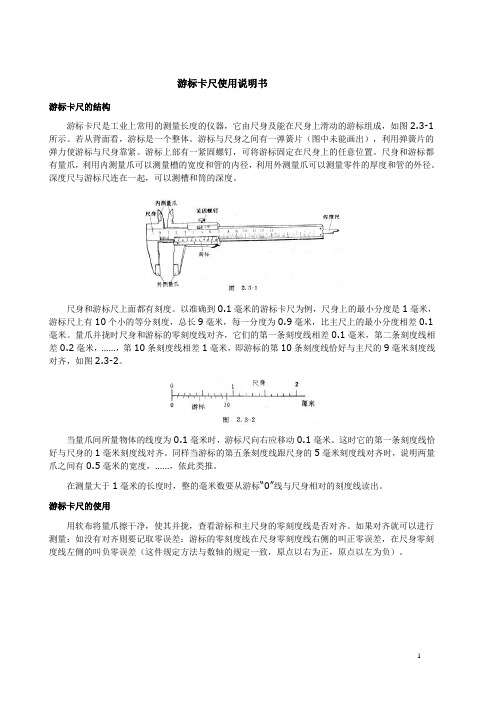
2操作方法图X-22.1使用前,松开尺框上紧固螺钉,将尺框平稳拉开,用布将测量面,导向面擦干净。
2.2检查“零”位:轻推尺框,使卡尺量爪测量面合并,游标“零”刻线和尾刻线应与尺身相应刻线对齐。
否则,应送计量部门调整。
2.3测量外径尺寸时,应将两外测量面与被测表面相贴合。
2.4测量内孔尺寸时·量爪应在孔的直径方向上测量。
测量深度尺寸时,应使深度尺杆与被测工件底面相垂直。
2.5使用外量爪测量圆弧内测量孔径或沟槽等内尺寸时,卡尺的读数L1是外量爪内测量面间的距离。
被测的正确尺寸还应加上量爪尺寸b ,即l=l 1+l 。
圆弧内量爪b 的尺寸一般为10mm 或20mm 。
2.6测量测量值L=主尺上整的毫米数N 加上小于毫米的小数k1/m,即L=N 毫米+k1/m ,这里k 为游标上第k 格被主尺上某刻度线对齐的格数。
如下图所示游标卡尺的精度为0.2毫米,测量值L=21+15×0.02毫米=21.30毫米。
图X-33注意事项3.1要以适当的压力接触被测物,不可太紧,以防损伤平直度和平行度很高的测脚刀口。
3.2不允许被测物夹在测脚间滑动,避免测量面划伤、磨损。
3.2读数时,在测脚夹住被测物后适当旋紧固定螺丝。
3.3读数时视线应垂直尺面并避免强光侧照,以减少偏视误差。
3.4不要把卡尺的两个量爪当作螺丝扳手用,或把量爪的尖端用作划线工具、圆规等。
3.5移动尺框和微动装置时,应松开紧固螺钉。
3.6带深度尺的卡尺,用完后要合并量爪。
卡尺使用完毕必须擦净上油,放回卡尺盒。
3.7不要将卡尺放在磁性物体上,发现卡尺带有磁性,应及时退磁后方可使用。
游标卡尺使用说明书
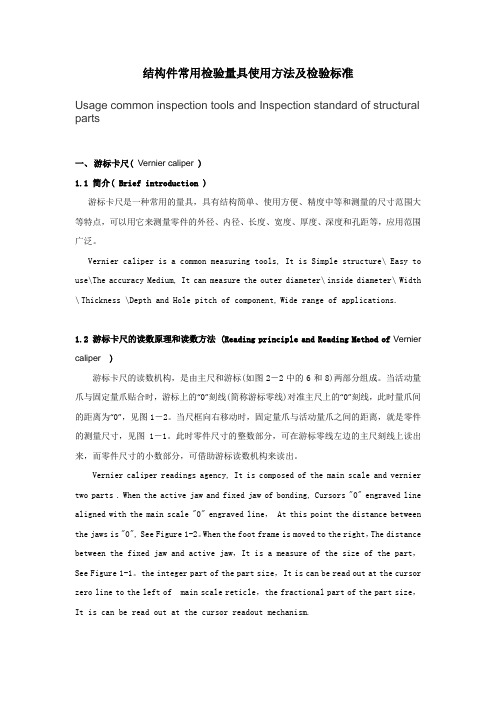
游标卡尺使用说明书游标卡尺的结构游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。
若从背面看,游标是一个整体。
游标与尺身之间有一弹簧片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。
尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。
量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐,如图2.3-2。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。
这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。
同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。
在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
游标卡尺的使用用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。
如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如图2.3-3所示。
游标卡尺的读数读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。
然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。
结构件常用检验工具使用方法及检验标准(中英文对照)
结构件常用检验量具使用方法及检验标准Usage common inspection tools and Inspection standard of structural parts一、游标卡尺( Vernier caliper )1.1 简介( Brief introduction )游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围广泛。
Vernier caliper is a common measuring tools, It is Simple structure\Easy to use\The accuracy Medium, It can measure the outer diameter\inside diameter\ Width \Thickness \Depth and Hole pitch of component,Wide range of applications.1.2 游标卡尺的读数原理和读数方法 (Reading principle and Reading Method of Vernier caliper )游标卡尺的读数机构,是由主尺和游标(如图2―2中的6和8)两部分组成。
当活动量爪与固定量爪贴合时,游标上的“0”刻线(简称游标零线)对准主尺上的“0”刻线,此时量爪间的距离为“0”,见图1―2。
当尺框向右移动时,固定量爪与活动量爪之间的距离,就是零件的测量尺寸,见图1―1。
此时零件尺寸的整数部分,可在游标零线左边的主尺刻线上读出来,而零件尺寸的小数部分,可借助游标读数机构来读出。
Vernier caliper readings agency, It is composed of the main scale and vernier two parts .When the active jaw and fixed jaw of bonding, Cursors "0" engraved line aligned with the main scale "0" engraved line, At this point the distance between the jaws is "0", See Figure 1-2。
游标卡尺的正确使用方法和读法

游标卡尺的正确使用方法和读法游标卡尺是一种用于测量长度和直径的常用工具,它可以精确测量小到0.1毫米的尺寸。
正确的使用方法和读法对于保证测量结果的准确性非常重要。
下面将介绍游标卡尺的正确使用方法和读法。
1. 游标卡尺的结构和特点。
游标卡尺由主尺、游标、深度尺和可动夹钳等部分组成。
主尺上标有毫米和厘米的刻度,游标上标有0.02毫米的刻度。
游标卡尺的特点是测量精度高,读数准确,适用于测量内外径、深度等。
2. 游标卡尺的正确使用方法。
首先,确保游标卡尺的刻度清晰可见,无损坏或变形。
然后,将游标卡尺的测头对准被测尺寸的两端,轻轻移动游标卡尺,直到游标卡尺的测头与被测尺寸的两端完全贴合。
最后,读取游标卡尺上游标所指示的数值作为测量结果。
3. 游标卡尺的读法。
游标卡尺的读法是将主尺上最靠近游标的整数毫米值作为主尺读数,再加上游标所指示的0.02毫米的刻度值。
例如,如果主尺读数为3毫米,游标所指示的刻度值为8,则测量结果为3.08毫米。
4. 注意事项。
在使用游标卡尺时,应注意以下几点,首先,测量时要保持游标卡尺垂直于被测尺寸,以确保测量结果准确;其次,避免用力过大或过小,以免损坏游标卡尺或影响测量结果;最后,使用完毕后要将游标卡尺清洁干净并存放在干燥通风的地方,以防止生锈和损坏。
5. 结语。
正确的使用方法和读法对于游标卡尺的测量结果至关重要。
只有掌握了正确的使用方法和读法,才能保证游标卡尺的测量结果准确可靠。
希望本文介绍的内容能够帮助大家更好地掌握游标卡尺的正确使用方法和读法,提高测量的准确性和可靠性。
游标卡尺测量注意事项英语

游标卡尺测量注意事项英语## Precautions for Using a Vernier Caliper.A vernier caliper is a precision measuring instrument used to measure the dimensions of objects accurately. It is a versatile tool that can measure internal and external dimensions, as well as depth measurements. However, to ensure accurate measurements, it is essential to use the vernier caliper correctly and observe certain precautions.Here are some important precautions to keep in mind when using a vernier caliper:1. Clean the caliper before use. Remove any dirt or debris from the jaws and the measuring surfaces to ensure accurate readings.2. Hold the caliper perpendicular to the object being measured. This will ensure that the jaws are parallel tothe surface being measured and that the reading is accurate.3. Apply gentle pressure when closing the jaws. Excessive force can damage the caliper or the object being measured.4. Read the scale from the zero mark. The zero mark on the vernier scale should be aligned with the zero mark onthe main scale before taking a measurement.5. Estimate the fractional part of the measurement. The vernier scale is divided into smaller divisions than the main scale, allowing for more precise measurements.6. Use the appropriate measuring jaws. The vernier caliper has different jaws for measuring external dimensions, internal dimensions, and depth measurements. Select the appropriate jaws for the measurement being taken.7. Handle the caliper with care. The vernier caliper isa precision instrument and should be handled with care to avoid damage.8. Calibrate the caliper regularly. Calibrating the vernier caliper ensures that it is measuring accurately.9. Store the caliper in a safe place. When not in use, store the vernier caliper in a protective case or box to prevent damage.10. Use the vernier caliper for its intended purpose. The vernier caliper is designed for measuring dimensions. Do not use it for other purposes such as cutting or prying.## Additional Tips for Using a Vernier Caliper.In addition to the precautions listed above, here are some additional tips to help you use a vernier caliper effectively:Use a magnifying glass for more precise readings. A magnifying glass can help you read the vernier scale more accurately, especially for fractional measurements.Take multiple measurements and average the results.This will help to reduce the effects of any errors in the measurement process.Familiarize yourself with the vernier scale before using the caliper. Understanding how the scale works will help you take more accurate measurements.Practice using the caliper on objects of known dimensions. This will help you develop your skills and improve your accuracy.By following these precautions and tips, you can ensure that you are using the vernier caliper correctly and obtaining accurate measurements.。
游标卡尺的特点及使用方法(中英文)
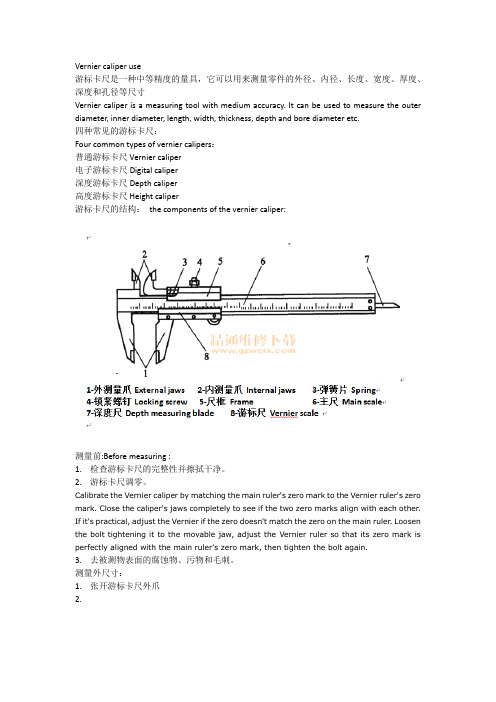
Vernier caliper use游标卡尺是一种中等精度的量具,它可以用来测量零件的外径、内径、长度、宽度、厚度、深度和孔径等尺寸Vernier caliper is a measuring tool with medium accuracy. It can be used to measure the outer diameter, inner diameter, length, width, thickness, depth and bore diameter etc.四种常见的游标卡尺:Four common types of vernier calipers:普通游标卡尺Vernier caliper电子游标卡尺Digital caliper深度游标卡尺Depth caliper高度游标卡尺Height caliper游标卡尺的结构:the components of the vernier caliper:测量前:Before measuring :1.检查游标卡尺的完整性并擦拭干净。
2.游标卡尺调零。
Calibrate the Vernier caliper by matching the main ruler's zero mark to the Vernier ruler's zero mark. Close the caliper's jaws completely to see if the two zero marks align with each other. If it's practical, adjust the Vernier if the zero doesn't match the zero on the main ruler. Loosen the bolt tightening it to the movable jaw, adjust the Vernier ruler so that its zero mark is perfectly aligned with the main ruler's zero mark, then tighten the bolt again.3.去被测物表面的腐蚀物、污物和毛刺。
高度游标卡尺的使用方法
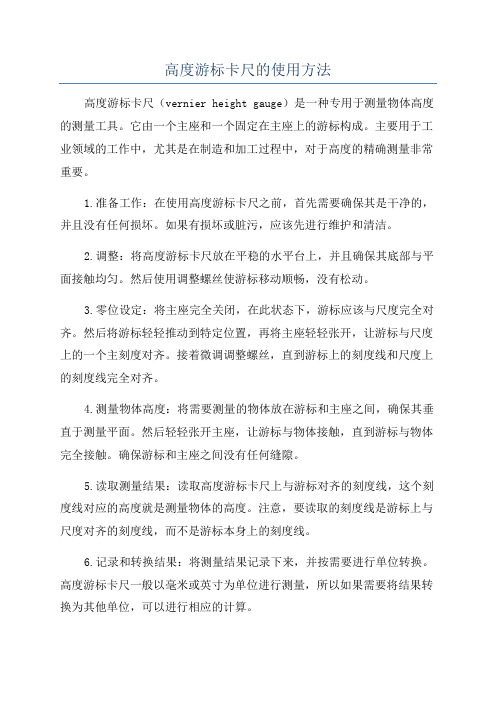
高度游标卡尺的使用方法高度游标卡尺(vernier height gauge)是一种专用于测量物体高度的测量工具。
它由一个主座和一个固定在主座上的游标构成。
主要用于工业领域的工作中,尤其是在制造和加工过程中,对于高度的精确测量非常重要。
1.准备工作:在使用高度游标卡尺之前,首先需要确保其是干净的,并且没有任何损坏。
如果有损坏或脏污,应该先进行维护和清洁。
2.调整:将高度游标卡尺放在平稳的水平台上,并且确保其底部与平面接触均匀。
然后使用调整螺丝使游标移动顺畅,没有松动。
3.零位设定:将主座完全关闭,在此状态下,游标应该与尺度完全对齐。
然后将游标轻轻推动到特定位置,再将主座轻轻张开,让游标与尺度上的一个主刻度对齐。
接着微调调整螺丝,直到游标上的刻度线和尺度上的刻度线完全对齐。
4.测量物体高度:将需要测量的物体放在游标和主座之间,确保其垂直于测量平面。
然后轻轻张开主座,让游标与物体接触,直到游标与物体完全接触。
确保游标和主座之间没有任何缝隙。
5.读取测量结果:读取高度游标卡尺上与游标对齐的刻度线,这个刻度线对应的高度就是测量物体的高度。
注意,要读取的刻度线是游标上与尺度对齐的刻度线,而不是游标本身上的刻度线。
6.记录和转换结果:将测量结果记录下来,并按需要进行单位转换。
高度游标卡尺一般以毫米或英寸为单位进行测量,所以如果需要将结果转换为其他单位,可以进行相应的计算。
7.清洁和保养:使用完高度游标卡尺后,应及时清洁和保养。
使用软布轻轻擦拭卡尺的各个部分,确保其干净和无尘。
如果有需要,可以加入少量润滑剂以保持卡尺的可靠性和顺畅性。
总结起来,高度游标卡尺的使用方法主要包括准备工作、调整、零位设定、测量物体高度、读取测量结果、记录和转换结果以及清洁和保养。
在使用过程中要注意使用正确的方法,并保持卡尺的干净和可靠性,以确保测量的准确性和精确性。
游标卡尺,千分尺(棒),比较仪,角度计和量块的使用说明(中英文)
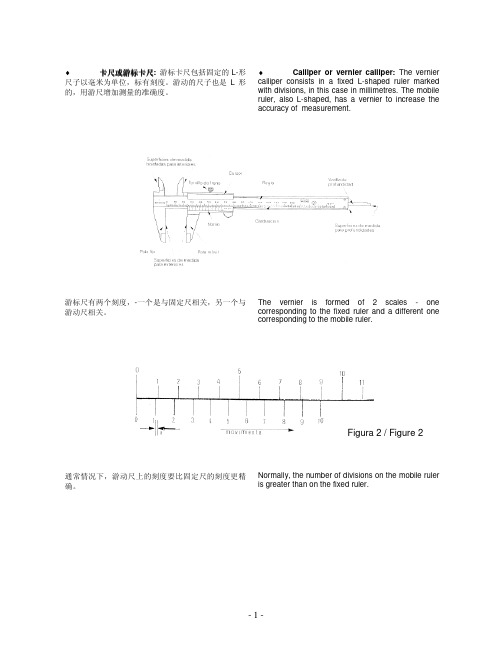
♦卡尺或卡尺或游标卡尺游标卡尺: 游标卡尺包括固定的L-形尺子以毫米为单位,标有刻度。
游动的尺子也是L形的,用游尺增加测量的准确度。
♦Calliper or vernier calliper: The vernier calliper consists in a fixed L-shaped ruler marked with divisions, in this case in millimetres. The mobile ruler, also L-shaped, has a vernier to increase the accuracy of measurement.游标尺有两个刻度,-一个是与固定尺相关,另一个与游动尺相关。
The vernier is formed of 2 scales - one corresponding to the fixed ruler and a different one corresponding to the mobile ruler.通常情况下,游动尺上的刻度要比固定尺的刻度更精确。
Normally, the number of divisions on the mobile ruler is greater than on the fixed ruler.Figura 2 / Figure 2游标尺的精确度是由它测量的最小单位决定的。
通常是由游动尺按需要轻微移动,以使游标尺的游动尺和固定尺的刻度重合。
因此图2游标尺的精确度为:a=1-9/10=1/10=0,1图三的精确度为:a=2-9/5=1/5=0,2以下是用游标尺测量的各种不同的方法: The accuracy of the vernier is the smallest measurement that it is able to take. This is always the smallest movement of the mobile ruler in its direction of movement that is necessary so that the first division of the mobile scale coincides with one of the divisions of the fixed scale.Therefore the accuracy of the vernier in figure 2 is:a=1-9/10=1/10=0.1and that of figure 3 is:a=2-9/5=1/5=0.2Below are various ways to take measurements with the vernier calliper:随着电子科学技术的发展,人们研制出了电子游标尺。
游标卡尺使用说明书

游标卡尺使用说明书游标卡尺的结构游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。
若从背面看,游标是一个整体。
游标与尺身之间有一弹簧片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。
尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。
量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐,如图2.3-2。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。
这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。
同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。
在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
游标卡尺的使用用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。
如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如图2.3-3所示。
量具中英文对照

量具中英文对照量具中英文对照卡尺类1.游标卡尺vernier caliper2.带表卡尺dial caliper3.电子数显卡尺calliper with electronic digital display4.深度标游卡尺depth vernier caliper5.电子数显深度卡尺depth caliper with electronic digital display6.带表高度卡尺dial height calliper7.高度游标卡尺height vernier caliper8.电子数显高度卡尺height caliper with electronic digital display9.焊接检验尺calliper for welding inspection 千分尺类1.测微头micrometer head2.外径千分尺external micrometer3.杠杆千分尺micrometer with dial comparator4.带计数器千分尺micrometer with counter5.电子数显外径千分尺micrometer with electronic digital display6.小测头千分尺small anvil micrometer7.尖头千分尺point micrometer8.板厚千分尺sheet metal micrometer9.壁厚千分尺tube micrometer10.叶片千分尺blade micrometer11.奇数沟千分尺odd fluted micrometer12.深度千分尺depth micrometer13.内径千分尺internal micrometer14.单杆式内径千分尺single-body internal micrometer15.表式内径千分尺dail internal micrometer16.三爪式内径千分尺three point internal micrometer17.电子数显三爪式内径千分尺three point internal micrometer18.内测千分尺inside micrometer长度测量器具量具类1.量块gauge block2.光滑极限量规plain limit gauge3.塞规plug gauge4.环规ring gauge 卡规snap gauge5.塞尺feeler gauge6.钢直尺steel gauge7.精密玻璃线纹尺precision glass linear scale8.精密金属线纹尺precision metal linear scale9.半径样板radius template测量器具术语1.实物量具示值误差error of indication of a material measure2.测量仪器示值误差error of indication of a measuring instrument3.重复性误差repeatability error of a measuring instrument4.回程误差hysteresis error5.测量力变化variation of measuring force6.测量力落差hysteresis of measuring force7.偏移误差bias error (of a measuring instrument)8.允许误差maximum permissible errors(of measuring instruments)9.跟踪误差tracking error (of a measuring instrument)10.响应率误差response-law error (of a measuring instrument)11.量化误差quantization error (of a measuring instrument)12.基值误差datum error (of a measuring instrument)13.零值误差zero error (of a measuring instrument)14.影响误差influence error15.引用误差fiducial error16.位置误差position error17.线性误差linear error18.响应特性曲线response characteristic curve19.误差曲线error curve20.校准曲线calibration curve21.修正曲线correction curve测量器具术语1.标称值nominal value2.示值indication(of a measuring instrument)3.标尺范围scale range4.标称范围nominal range5.标尺长度scale length6.标尺分度scale division7.分度值value of a scale division8.标尺间距scale spacing9.线性标尺linear scale10.非线性标尺non-linear scale11.标尺标数scale numbering12.测量仪器的零位zero of a measuring instrument13.量程span14.测量范围measuring range15.额定工作条件vated operating conditions16.极限条件reference condition17.标准条件reference condition18.仪器常数instrument constant19.响应特性response characteristic20.灵敏度senstivity21.鉴别力discrimination22.分辨力resolution(of an indicating device)23.死区dead band24.准确度accuracy of a measuring instruments25.准确度等级accuracy class26.重复性repeatability of a measuring instrument27.示值变动性varation of indication28.稳定度stability29.可靠性reliability30.回程hysteresis31.漂移drift32.响应时间response time33.测量力(简称“测力”)measuring force几何量测量器具术语1.几何量具测量器具dimensional measuring instruments2.长度测量器具length measuring instruments3.角度测量器具angle measuring instruments4.坐标测量机coordinate measuring machine5.形状和位置误差测量器具form and position error measuring instruments6.表面质量测量器具surface quality measuring instruments7.齿轮测量器具gear measuring instruments8.实物量具(简称“量具”)material measure9.测量仪器(简称“量仪”)measuring instruments10.测量链measuring chain11.测量装置measuring system 12.指示式测量仪器indicating(measuring ) instrument13.记录式测量仪器recording(measuring)instrument14.累计式测量仪器totalizing(measuring) instrument15.积分式测量仪器integrating(measuring) instrument16.模拟式测量仪器analogue(measuring)instrument17.数字式测量仪器digital(measuring)instrument18.测量变换器measuring transducer19.传感器sensor20.指示装置indicating device21.记录装置recording device22.记录载体recording medium23.标尺标记scale mark24.指示器index25.标尺scale26.度盘dail一般术语:1.几何量 geometrical product2.量值value(of a quantity)3.真值true value(of a quantity)4.约定真值conventional true value(of a quantity)5.单位unit(of measurement)6.测量measurement7.测试measurement and test8.检验inspecte9.静态测量static measurement10.动态测量dynamic measurement11.测量原理principle of measurement12.测量方法method of measurement13.测量程序measurement procedure14.被测量measurand15.影响量influence quantity16.变换值transformed value(of a measurand)17.测量信号measurement signal18.直接测量法direct method of measurement19.间接测量法indirect method of measurement20.定义测量法definitive method of measurement 21.直接比较测量法direct-comparison method of measurement22.替代测量法substitution method of measurement23.微差测量法differential method ofmeasurement24.零位测量法nulll method of measurement25.测量结果result of a measurement26.测得值measured value27.实际值actual value28.未修正结果uncorrected result(of a measurement)29.已修正结果corrected result(of a measurement)30.测量的准确度accuracy of measurement31.测量的重复性repeatability of measurement 32.测量复现性reproducibility of measurements 33.实验标准偏差experimental standard deviation 34.测量不确定度uncertainty of measurement 35.测量绝对误差absolute error of measurement 36.相对误差relative error37.随机误差random error38.系统误差systematic error39.修正值correction40.修正系数correction factor41.人员误差personal error42.环境误差environmental error43.方法误差error of method44.调整误差adjustment error45.读数误差reading error46.视差parallax error47.估读误差interpolation error48.粗大误差parasitic error49.检定verification50.校准calibration51.调准gauging52.调整adjustment1.刀口型直尺:knife straigjht edge2.刀口尺: knife straigjht edge3.三棱尺three edges straigjht edge4.四棱尺four edges straigjht edge5.条式和框式水平仪bar form and square levels6.合像水平仪imaging level meter7铸铁平板cast iron surface plate8.岩石平板 granite surface plate9.铸铁平尺cast iron straigjht edge10.钢平尺和岩石平尺steel and granite straigjht edge11.圆度仪 roundness measuring instrument12.电子水平仪electronic level meter13.表面粗糙度比较样块铸造表面roughness comparison specimens cast surface 14.表面粗糙度比较样块磨、车、铣、插及刨加工表面Roughness comparisonspecimens-ground,turned, bored,milled,shape and planed15.表面粗糙度比较样块电火花加工表面roughness comparison specimens spark-erostion machining surfaces16.表面粗糙度比较样块抛光加工表面roughness comparison specimens pollshed surfaces17.接触式仪器的标称特性18.轮廓profiles19.轨迹轮廓 traced profile20.基准轮廓 reference profile21.总轮廓 total profile22.原始轮廓 primary profile23.残余轮廓residual profile24.触针式仪器stylus instrument25.感应位移数字存储触针式量仪displacement sensitive,digitally storing stylus instrument 26.触针式仪器的部件stylus instrument components27.测量环measurement loop28.导向基准renfence guide29.驱动器drive unit30.测头(传感器)probe(pick-up)31.拾取单元tracing element32.针尖stylus tip33.转换器transducer34.放大器amplifier35.模/数转换器analog-to-digital converter36.数据输入data input37.数据输出data output38.轮廓滤波和评定profile filtering and evaluation39.轮廓记录器profile recorder40.仪器的计量特性metrological characteristics of the instrument 41.静测力的变化change of static measuring force42.静态测力 static measuring force43.动态测量力dynamic measuring force44.滞后hysteresis45.测头的测量范围transmission function for the sine waves46.仪器的测量范围measuring range of the instrument47.模数转换器的量化步距quantization step of the ADC48.仪器分辨力 instrument resolution49.量程分辨力比range-to-resolution ratio50.测头线性偏差probe linearity deviation51.短波传输界限short-wave transmission limitation52.轮廓垂直成分传输vertical profile component transmission53表面粗糙度比较样块抛丸、喷砂加工表面roughness comparison specimens shot blasted and blasted surfaces 54产品结构几何量计术规范(GPS)geometrical product specifications(GPS) 55表面结构surface texture56接触式仪器的标称特性nominal characteristics of contact instruments57公法线千分尺micrometer for mearsuring root tangent lenghths of gear teeth58最大允许误差maximum permissible error59圆柱直齿渐开线花键量规gauges for straight cylindrical involute splines60齿厚游标卡尺Gear tooth vernier calipers61齿轮渐开线样板the involute master of gear62齿轮螺旋线样板the helix master of gear63矩形花键量规gauges for straight –sided splines64测量蜗杆 master worm65万能测齿仪universal gear measuring instrument66万能渐开线检查仪universal involute measuring instrument67齿轮齿距测量仪gear circular pictch measuring instrument68万能齿轮测量机Universal gear measuring machine69齿轮螺旋线测量仪gear helix measuring instrument70便携式齿轮齿距测量仪manual gear circular pitch measuring instrument71便携式齿轮基节测量仪manual gear base pitch measuring instrument 72立式滚刀测量仪vertical hob measuring instrument73齿轮双面啮合综合测量仪Gear dual-flank measuring instrument74齿轮单面啮合整体误差测量仪Gear single-flank meshing integrated error measuring instrument75梯形螺纹量规gauges for metric trapezoidal screw threads76工作螺纹量规work gauges for metric trapezoidal screw threads77校对螺纹量规check gauges for metric trapezoidal screw threads78.梯形螺纹量规型式与尺寸Types and dimensions of metric trapezoidal screw threads79.普通螺纹量规型式与尺寸 Types and dimensions of gauges purpose screw threads80.非螺纹密封的管螺纹量规Gauges for pipe threads prcessure-tight joints are not made on the threads81.螺纹千分尺Screw thread micrometer82.最大允许误差maximum permissible error83.间隙螺纹量规Clearance screw gauge84.量针Bar gauge85.螺纹样板 Screw thread template86.用螺纹密封的管螺纹量规Gauges for pipe threads where pressure-tight joints are made on the threads87.刀具预调测量仪精度Accuracy of the presetting instrument88.薄膜式气动量仪Membrane type pneumatic measuring instrument 89.光栅线位移测量系统Grating linear displacement measuring system 90.光栅角位移测量系统Grating angular displacement measuring system 91.磁栅线位移测量系统Magnet-grid linear displacement measuring system92.量块附件Accessories for gauge blocks93.V形架Vee blocks94.比较仪座Comparator stand95.磁性表座Magnetic stand96.万能表座Universal stand for dial indicator1.刀口型直尺:knife straigjht edge2.刀口尺: knife straigjht edge3.三棱尺three edges straigjht edge4.四棱尺four edges straigjht edge5.条式和框式水平仪bar form and square levels6.合像水平仪imaging level meter7铸铁平板cast iron surface plate8.岩石平板granite surface plate9.铸铁平尺cast iron straigjht edge10.钢平尺和岩石平尺steel and granite straigjht edge11.圆度仪roundness measuring instrument12.电子水平仪electronic level meter13.表面粗糙度比较样块铸造表面roughness comparison specimens cast surface14.表面粗糙度比较样块磨、车、铣、插及刨加工表面roughness comparison specimens-ground,turned,bored,milled,shape and planed 15.表面粗糙度比较样块电火花加工表面roughness comparison specimens spark-erostion machining surfaces16.表面粗糙度比较样块抛光加工表面roughness comparisonspecimens pollshed surfaces17.接触式仪器的标称特性18.轮廓profiles19.轨迹轮廓traced profile20.基准轮廓reference profile21.总轮廓total profile22.原始轮廓primary profile23.残余轮廓residual profile24.触针式仪器stylus instrument25.感应位移数字存储触针式量仪displacement sensitive,digitally storing stylus instrument 26.触针式仪器的部件stylus instrument components27.测量环measurement loop28.导向基准renfence guide29.驱动器drive unit30.测头(传感器) probe(pick-up)31.拾取单元tracing element 32.针尖stylus tip33.转换器transducer34.放大器amplifier35.模/数转换器analog-to-digital converter36.数据输入data input37.数据输出data output38.轮廓滤波和评定profile filtering and evaluation39.轮廓记录器profile recorder40.仪器的计量特性metrological characteristics of the instrument41.静测力的变化change of static measuring force42.静态测力static measuring force43.动态测量力dynamic measuring force44.滞后hysteresis45.测头的测量范围transmission function for the sine waves46.仪器的测量范围measuring range of the instrument47.模数转换器的量化步距quantization step of the ADC48.仪器分辨力instrument resolution49.量程分辨力比range-to-resolution ratio50.测头线性偏差probe linearity deviation51.短波传输界限short-wave transmission limitation52.轮廓垂直成分传输vertical profile component transmission139表面粗糙度比较样块抛丸、喷砂加工表面roughness comparison specimens shot blasted and blasted surfaces 40产品结构几何量计术规范(GPS)geometrical product specifications(GPS)41表面结构surface texture42接触式仪器的标称特性nominal characteristics of contact instruments43公法线千分尺micrometer for mearsuring root tangent lenghths of gear teeth44最大允许误差maximum permissible error45圆柱直齿渐开线花键量规gauges for straight cylindrical involute splines46齿厚游标卡尺Gear tooth vernier calipers47齿轮渐开线样板the involute master of gear62齿轮螺旋线样板the helix master of gear63矩形花键量规gauges for straight–sided splines64测量蜗杆master worm65万能测齿仪universal gear measuring instrument66万能渐开线检查仪universal involute measuring instrument67齿轮齿距测量仪gear circular pictchmeasuring instrument68万能齿轮测量机Universal gear measuring machine69齿轮螺旋线测量仪gear helix measuring instrument70便携式齿轮齿距测量仪manual gear circular pitch measuring instrument71便携式齿轮基节测量仪manual gear base pitch measuring instrument72立式滚刀测量仪vertical hob measuring instrument73齿轮双面啮合综合测量仪Gear dual-flank measuring instrument74齿轮单面啮合整体误差测量仪Gear single-flank meshing integrated error measuring instrument75梯形螺纹量规gauges for metric trapezoidal screw threads 76工作螺纹量规work gauges for metric trapezoidal screw threads77校对螺纹量规check gauges for metric trapezoidal screw threads76.梯形螺纹量规型式与尺寸Types and dimensions of metric trapezoidal screw threads77.普通螺纹量规型式与尺寸Types and dimensions of gauges purpose screw threads78.非螺纹密封的管螺纹量规Gauges for pipe threads prcessure-tight joints are not made on the threads79.螺纹千分尺Screw thread micrometer80.最大允许误差maximum permissible error81.间隙螺纹量规Clearance screw gauge82.量针Bar gauge83.螺纹样板Screw thread template84.用螺纹密封的管螺纹量规Gauges for pipe threads where pressure-tight joints are made on the threads85.刀具预调测量仪精度Accuracy of the presetting instrument 88.薄膜式气动量仪Membrane type pneumatic measuring instrument 89.光栅线位移测量系统Grating linear displacement measuring system 90.光栅角位移测量系统Grating angular displacement measuring system 91.磁栅线位移测量系统Magnet-grid linear displacement measuring system92.量块附件Accessories for gauge blocks93.V形架Vee blocks94.比较仪座Comparator stand95.磁性表座Magnetic stand96.万能表座Universal stand for dial indicator。
游标卡尺及万能角度尺地使用说明书(有图示)

一、游标卡尺的使用说明利用游标原理对两测量面相对移动分隔的距离进行读数的测量器具。
游标卡尺(简称卡尺)。
游标卡尺可以测量产品的内、外尺寸(长度、宽度、厚度、内径和外径),孔距,高度和深度等。
游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。
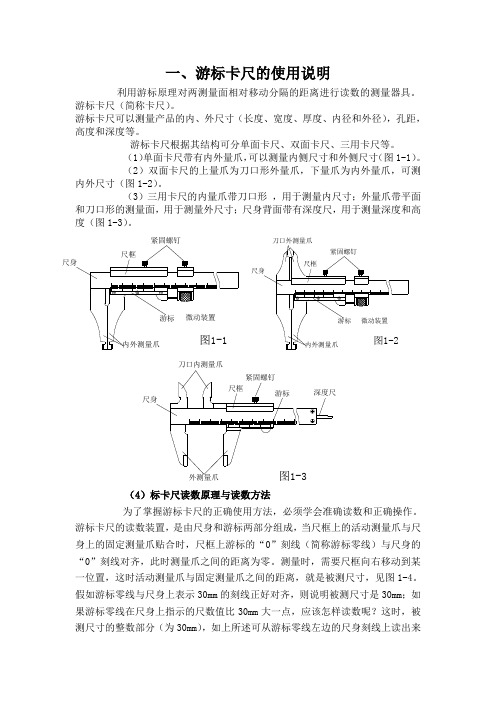
(1)单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1)。
(2)双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1-2)。
(3)三用卡尺的内量爪带刀口形 ,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度(图1-3)。
(4)标卡尺读数原理与读数方法为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。
游标卡尺的读数装置,是由尺身和游标两部分组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0”刻线(简称游标零线)与尺身的“0”刻线对齐,此时测量爪之间的距离为零。
测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。
假如游标零线与尺身上表示30mm 的刻线正好对齐,则说明被测尺寸是30mm ;如果游标零线在尺身上指示的尺数值比30mm 大一点,应该怎样读数呢?这时,被测尺寸的整数部分(为30mm ),如上所述可从游标零线左边的尺身刻线上读出来刀口内测量爪尺身尺框紧固螺钉游标深度尺外测量爪图1-3紧固螺钉尺框游标刀口外测量爪尺身内外测量爪图1-2微动装置紧固螺钉尺框游标尺身内外测量爪图1-1微动装置(图中箭头所指刻线),而比1mm小的小数部分则是借助游标读出来的(图中●所指刻线,为0.7mm),二者之和被测尺寸是30.7mm,这是游标测量器具的共同特点。
由此可见,游标卡尺的读数,关键在于小数部分的读数。
图1-4:游标卡尺测量尺寸游标的小数部分读数方法是首先看游标的哪一条线与尺身刻线对齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即游标的读数=游标读数值X游标对齐刻线的顺序数游标卡尺读数时可分三步:A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分;B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数);C、得出被测尺寸——把上面两次读数的整数部分和小数部分相加,就是卡尺的所测尺寸。
FAME实用指南
FAME(Fully Automated Microplate Elisa analyzer)实用指南目录第一章系统的硬件介绍第二章实验方法的编辑第三章批号的编辑第四章指定编辑第五章板架的编辑第六章工作表的模拟第七章实验的运行第八章仪器的维护第一章系统的硬件介绍一进入孵育模块进板系统:进板升降架,进板架,微板条码扫描头。
孵育系统:前孵育塔(室温),后孵育塔(25-45度)。
二孵育模块孵育系统:前孵育塔(25-70度),后孵育塔(25-70度)。
三洗板\分配模块洗板系统:洗板头(吸掖针,注液针,线路连接板),洗板头冲洗槽,洗站(洗液桶,洗液连接管头),废液桶(废液桶盖子),真空泵溢气桶。
分配系统:分配器,试剂旋转架,试剂槽,注射器,试剂条码扫描头。
四终止模块酶标系统:酶标仪。
分配系统:试剂分配系统。
第二章实验方法的编辑实验方法的编辑包括方法信息、板图的编辑、实验步骤和文档释放。
方法信息创建新方法方法=》新建=》输入实验方法的名称。
(此名称必须与前加样设备产生的加样文件中的微板名称一致)生产商:试剂的生产商。
参数:方法的实验原理。
条码掩体:微板的识别码。
例条码掩体HCV????,当带有以HCV打头后面为四位流水号的条码的微板进入FAME时,此微板将被识别为编辑条码掩体HCV????的方法。
条码信息效期:从加样完成到进入FAME的允许时间。
(建议300分)加样延迟:微板从加样设备移至FAME的时间。
(建议0分)读操作:可浏览此方法的操作员级别。
写操作:可修改此方法的操作员级别。
修改方法方法=》打开=》选择方法打开修改。
方法的管理方法=》管理=》,可进行方法的重命名、复制、删除、备份、恢复。
(只有相关的板架删除后,方法才能删除)板图编辑微板尺寸的定义配置=》板尺寸设置=》用随机配置的游标卡尺测量微板的相应尺寸。
增加新的类型孔编辑=》孔类型编辑=》用插入或删除按钮编辑或删除微孔类型。
(缩写栏内要大写,使用栏内可选择,注释栏不重要)板图的定义选择孔类型栏内的类型孔,用标笔填写至微板中的相应孔内。
游标卡尺的使用方法与读数步骤

游标卡尺的使用方法与读数步骤英文回答:How to Use and Read a Vernier Caliper.A vernier caliper is a precision measuring instrument used to accurately measure the dimensions of objects. It consists of a graduated scale, a movable jaw, and a vernier scale.Materials:Vernier caliper.Object to be measured.Procedure:1. Choose the Appropriate Scale.For metric measurements, use the millimeter (mm) scale.For imperial measurements, use the inch (in) scale.2. Align the Jaws.Hold the caliper with your thumb and forefinger.Squeeze the jaws together to close them.Place the object to be measured between the jaws and fully insert it.3. Read the Main Scale.Note the whole number graduation mark on the mainscale that aligns with the zero mark on the vernier scale. This is the whole number measurement.4. Read the Vernier Scale.Determine which graduation line on the vernier scalealigns with any line on the main scale.The number corresponding to the aligned line is the fractional measurement.5. Add the Readings.Sum the whole number measurement (from the main scale) and the fractional measurement (from the vernier scale) to obtain the final measurement.Example Reading:Whole number measurement: 5 mm.Fractional measurement: 0.25 mm (0.25th line on the vernier scale aligns with a line on the main scale)。
游标卡尺及万能角度尺的使用说明(有图示)
一、游标卡尺的使用说明利用游标原理对两测量面相对移动分隔的距离进行读数的测量器具。
游标卡尺(简称卡尺)。
游标卡尺可以测量产品的内、外尺寸(长度、宽度、厚度、内径和外径),孔距,高度和深度等。
游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。
(1)单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1)。
(2)双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1-2)。
(3)三用卡尺的内量爪带刀口形 ,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度(图1-3)。
(4)标卡尺读数原理与读数方法为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。
游标卡尺的读数装置,是由尺身和游标两部分组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0”刻线(简称游标零线)与尺身的“0”刻线对齐,此时测量爪之间的距离为零。
测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。
假如游标零线与尺身上表示30mm 的刻线正好对齐,则说明被测尺寸是30mm ;如果游标零线在尺身上指示的尺数值比30mm 大一点,应该怎样读数呢?这时,被测尺寸的整数部分(为30mm ),如上所述可从游标零线左边的尺身刻线上读出来刀口内测量爪尺身尺框紧固螺钉游标深度尺外测量爪图1-3紧固螺钉尺框游标刀口外测量爪尺身内外测量爪图1-2微动装置紧固螺钉尺框游标尺身内外测量爪图1-1微动装置(图中箭头所指刻线),而比1mm小的小数部分则是借助游标读出来的(图中●所指刻线,为0.7mm),二者之和被测尺寸是30.7mm,这是游标测量器具的共同特点。
由此可见,游标卡尺的读数,关键在于小数部分的读数。
图1-4:游标卡尺测量尺寸游标的小数部分读数方法是首先看游标的哪一条线与尺身刻线对齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即游标的读数=游标读数值X游标对齐刻线的顺序数游标卡尺读数时可分三步:A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分;B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数);C、得出被测尺寸——把上面两次读数的整数部分和小数部分相加,就是卡尺的所测尺寸。
游标卡尺及万能角度尺的使用说明(有图示)
一、游标卡尺的使用说明利用游标原理对两测量面相对移动分隔的距离进行读数的测量器具。
游标卡尺(简称卡尺)。
游标卡尺可以测量产品的内、外尺寸(长度、宽度、厚度、内径和外径),孔距,高度和深度等。
游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。
(1)单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1)。
(2)双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1-2)。
(3)三用卡尺的内量爪带刀口形 ,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度(图1-3)。
(4)标卡尺读数原理与读数方法为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。
游标卡尺的读数装置,是由尺身和游标两部分组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0”刻线(简称游标零线)与尺身的“0”刻线对齐,此时测量爪之间的距离为零。
测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。
假如游标零线与尺身上表示30mm 的刻线正好对齐,则说明被测尺寸是30mm ;如果游标零线在尺身上指示的尺数值比30mm 大一点,应该怎样读数呢?这时,被测尺寸的整数部分(为30mm ),如上所述可从游标零线左边的尺身刻线上读出来刀口内测量爪尺身尺框紧固螺钉游标深度尺外测量爪图1-3紧固螺钉尺框游标刀口外测量爪尺身内外测量爪图1-2微动装置紧固螺钉尺框游标尺身内外测量爪图1-1微动装置(图中箭头所指刻线),而比1mm小的小数部分则是借助游标读出来的(图中●所指刻线,为0.7mm),二者之和被测尺寸是30.7mm,这是游标测量器具的共同特点。
由此可见,游标卡尺的读数,关键在于小数部分的读数。
图1-4:游标卡尺测量尺寸游标的小数部分读数方法是首先看游标的哪一条线与尺身刻线对齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即游标的读数=游标读数值X游标对齐刻线的顺序数游标卡尺读数时可分三步:A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分;B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数);C、得出被测尺寸——把上面两次读数的整数部分和小数部分相加,就是卡尺的所测尺寸。