磨工(中级)理论知识标准比重表鉴定要素细目表
鉴定要素细目表
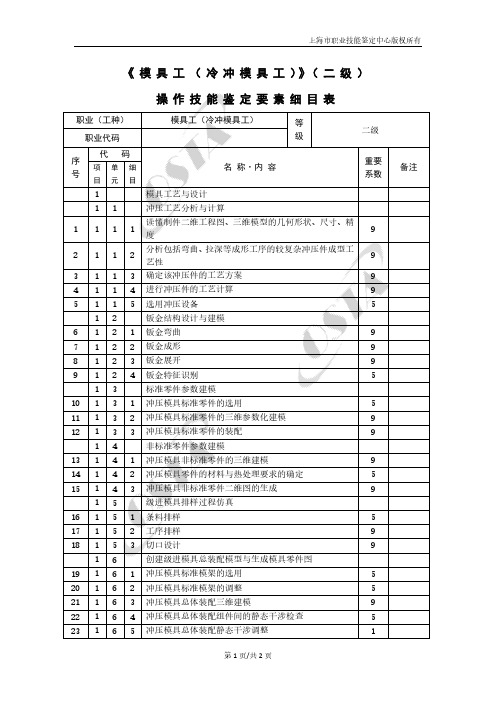
《模具工(冷冲模具工)》(二级)操作技能鉴定要素细目表职业(工种)模具工(冷冲模具工)等级二级职业代码序号代码名称·内容重要系数备注项目单元细目1 模具工艺与设计1 1 冲压工艺分析与计算1 1 1 1 读懂制件二维工程图、三维模型的几何形状、尺寸、精度92 1 1 2 分析包括弯曲、拉深等成形工序的较复杂冲压件成型工艺性93 1 1 3 确定该冲压件的工艺方案94 1 1 4 进行冲压件的工艺计算95 1 1 5 选用冲压设备 51 2 钣金结构设计与建模6 1 2 1 钣金弯曲97 1 2 2 钣金成形98 1 2 3 钣金展开99 1 2 4 钣金特征识别 51 3 标准零件参数建模10 1 3 1 冲压模具标准零件的选用 511 1 3 2 冲压模具标准零件的三维参数化建模912 1 3 3 冲压模具标准零件的装配91 4 非标准零件参数建模13 1 4 1 冲压模具非标准零件的三维建模914 1 4 2 冲压模具零件的材料与热处理要求的确定 515 1 4 3 冲压模具非标准零件二维图的生成91 5 级进模具排样过程仿真16 1 5 1 条料排样 517 1 5 2 工序排样918 1 5 3 切口设计91 6 创建级进模具总装配模型与生成模具零件图19 1 6 1 冲压模具标准模架的选用 520 1 6 2 冲压模具标准模架的调整 521 1 6 3 冲压模具总体装配三维建模922 1 6 4 冲压模具总体装配组件间的静态干涉检查 523 1 6 5 冲压模具总体装配静态干涉调整 124 16 6 冲压模具总装配二维图形生成925 167 冲压模具总装配二维图形的修改 526 168 标题栏的制作 127 169 明细表生成 52 冲压模调试与验收2 1 模具调试28 2 1 1 试模材料检查929 2 1 2 模具检查 130 2 1 3 压力机准备 531 2 1 4 试件尺寸检查932 2 1 5 试件缺陷检查933 2 1 6 试模过程修整 52 2 模具验收34 2 2 1 模具外观验收 535 2 1 2 模具结构验收 536 2 2 3 试模过程记录 1(注:将“操作技能鉴定要素细目表”和“理论知识鉴定要素细目表”组合成为《鉴定要素细目表》)。
鉴定要素细目表(教材部分)
1.1.1..4.2
岗位规范的基本内容和格式
Y
1.1.1..4.3
工作说明书的内容
X
1.1.1.44
岗位规范与工作说明书的区别
Z
1.1.1.45
起草和修改工作说明书的具体步骤
X
1.1.1..5
工作岗位分析的程序
X
1.1.2第二单元 工作岗位分析
1.121
工作岗位存在的前提
Z
1.122
工作岗位设计的基本原则
X
最低工资的给付
X
工资支付保障
Y
第六节劳动安全卫生管理
第一单兀劳动安全卫生保护
编制职业安全卫生预算
X
建立职业安全卫生防护用品管理台帐
X
组织岗位安全教育
Y
第二单元工伤管理
工伤事故管理
Y
组织工伤伤残评定
X
工伤保险待遇
Yபைடு நூலகம்
Y
1.123
改进冈位设计的基本内容
Y
1.1.2.4
改进工作岗位设计的意义
Z
1.1.2.5
工作岗位设计的基本方法
X
1.1.2.5.1
传统的方法研究技术
X
1.1.2.5.2
现代工效学的方法
X
1.1.2.5.3
其他方法
Y
第二节 企业劳动定员管理
1.2.1第一单兀企业定员人数的核算方法
1.2.1.1
企业定员的基本概念
15
第一节劳动关系的调整方式
劳动关系的含义
X
劳动法律关系
X
劳动法律关系的含义
X
劳动法律关系的特征
Y
劳动法律关系的构成
鉴定要素细目表(中级技能)
07
乡村零售客户经营指导
X
08
重点指导对象的周期性经营指导
X
Y
05
货源定位模型
Z
06
确定品项的安全库存量和最低库存量
X
07
前置期管理
Y
08
需求满足率指标
X
09
存销比指标
X
10
履:02:01)
40
A
品牌分析与定位
(06:01:00)
15
01
卷烟品牌价值传递分析
Y
02
卷烟品牌市场表现分析
X
03
卷烟品牌竞争前景分析
X
04
目标市场策略
X
05
X
03
调研数据的编码
Y
04
调研数据的录入与清理
X
05
调研数据的逻辑检查
Y
06
调研数据的数学检查
Y
07
检查出错误之后的处理
Y
08
调研数据分析方法的三个层次
X
09
单一答案列表
X
10
多种答案列表
X
11
交叉分组表
X
12
横列表
X
13
线形图的运用
X
14
饼状图的运用
X
15
柱状图的运用
X
16
分析报告的撰写
X
17
片区市场分析
15
01
识别品牌生命周期的方法
X
02
新品导入的品牌卡位策略
X
03
新品导入的宣传推广策略
X
04
新品导入的投放策略
X
05
《鉴定要素细目表》(知识)
容构成
101
006
职业指导教学训练的性质
102
007
职业指导教学训练的特点
103
008
职业指导教学训练课程设置的
模块构成
103
009
职业指导教学训练训练项目实
例列举
105
F
农村剩余劳动力
就业基本特征和
职业指导服务
001
“农村剩余劳动力”的概念
106
002
农村剩余劳动力的成因构成
暗示、说服和劝告技术
219
015
自我暴露技术
220
016
逻辑推理技术
220
C
团体咨询的主要
技术和方法
001
团体咨询的概念
220
002
团体咨询的价值
221
003
团体咨询的局限性
221
004
团体咨询过程的构成
222
005
起始阶段的任务和特征
222
006
过渡阶段的任务和特征
222
007
成熟阶段的任务和特征
172
006
劳动合同的必备条款—-七条
172
007
劳动合同的定义形式
173
008
无效劳动合同
173
009
劳动合同的终止
173
010
劳动合同的解决
173
011
集体合同
173
012
集体合同的主要内容
173
013
标准工时
173
014
法定节假日
174
015
带薪休假
174
磨工(初级)理论知识标准比重表鉴定要素细目表
鉴 定 3
3
ቤተ መጻሕፍቲ ባይዱ
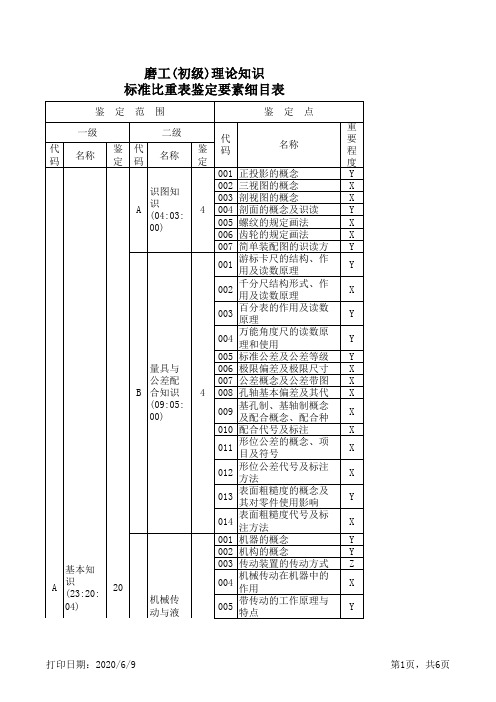
磨工(初级)理论知识 标准比重表鉴定要素细目表
鉴 一级 代 码 名称 鉴 定 定 范 围 二级 代 鉴 名称 码 磨床基 定 本知识 A 6 (05:03: 01) 代 码 005 006 007 008 009 001 002 003 004 005 006 007 008 009 6 010 011 012 013 014 015 001 002 6 003 004 鉴 定 名称 外圆磨床的机械传动 系统 磨床液压传动的基本 概念 无心磨床的运动和传 无心磨床主要部件的 结构性能 磨床润滑的知识 磨削机理及砂轮结构 对砂轮磨料性能的要 砂轮磨料的种类及选 砂轮粒度的概念及选 砂轮结合剂的种类、 特点及选用 砂轮硬度的概念及选 砂轮组织的概念及选 砂轮的形状及选用 砂轮强度和砂轮安全 线速度的概念 砂轮的标记方法及维 护保养 砂轮磨钝的过程及形 修整砂轮的基本方法 砂轮不平衡的原因、 平衡砂轮的意义及静 平衡的方法 砂轮磨削性能的评定 指标 砂轮的耐用度的影响 因素 基准的概念、分类及 一般工件定位基准的 选择原则 机床夹具的概念及分 机床夹具的作用及组 成部分 通用夹具的名称、用 点 重 要 程 度 Y Z X X Y X Y X X X X X Y X X Y X X Z Z X Y Z X
磨工(初级)理论知识 标准比重表鉴定要素细目表
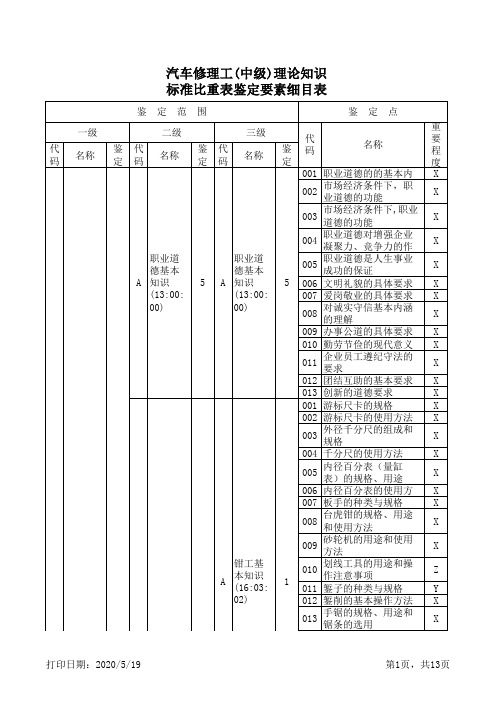
鉴 一级 代 码 名称 鉴 定 代 码 定 范 围 二级 名称 鉴 定 代 码 001 002 003 004 005 006 007 001 002 003 004 量具与 公差配 B 合知识 (09:05: 00) 005 006 007 008 009 010 011 012 013 014 001 002 003 20 004 005 3 第1页,共6页 鉴 定 名称 正投影的概念 三视图的概念 剖视图的概念 剖面的概念及识读 螺纹的规定画法 齿轮的规定画法 简单装配图的识读方 游标卡尺的结构、作 用及读数原理 千分尺结构形式、作 用及读数原理 百分表的作用及读数 原理 万能角度尺的读数原 理和使用 标准公差及公差等级 极限偏差及极限尺寸 公差概念及公差带图 孔轴基本偏差及其代 基孔制、基轴制概念 及配合概念、配合种 配合代号及标注 形位公差的概念、项 目及符号 形位公差代号及标注 方法 表面粗糙度的概念及 其对零件使用影响 表面粗糙度代号及标 注方法 机器的概念 机构的概念 传动装置的传动方式 机械传动在机器中的 作用 带传动的工作原理与 特点 点 重 要 程 度 Y X X Y X X Y Y X Y Y Y X X X X X X X Y X Y Y Z X Y
汽车修理工(中级)理论知识标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
用材料
(14:03:
01)
汽车修理工(中级)理论知识 标准比重表鉴定要素细目表
汽车修理工(中级)理论知识
本知识
标准比重表鉴定要素细目表
:06)
汽车修理工(中级)理论知识 标准比重表鉴定要素细目表
汽车修理工(中级)理论知识 标准比重表鉴定要素细目表
02)
汽车修理工(中级)理论知识 标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
成竣工
标准比重表鉴定要素细目表
打印日期:2013-8-3第11页,共13页
标准比重表鉴定要素细目表
(09:01:
00)
打印日期:2013-8-3第12页,共13页
标准比重表鉴定要素细目表
打印日期:2013-8-3第13页,共13页。
铸造工(中级)理论知识标准比重表鉴定要素细目表
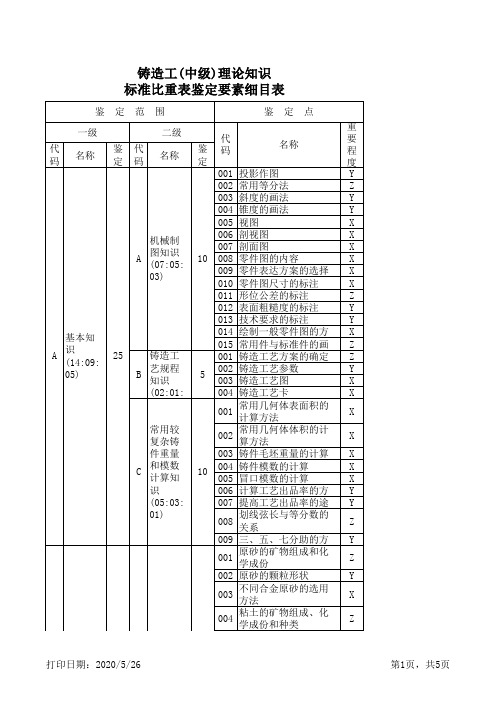
铸铁件 缺陷分 析、检 H 验知识 (03:01: 01) 特种铸 造知识 I (00:04: 00)
5
打印日期:2010-9-1
第3页,共5页
铸造工(中级) 铸造工(中级)理论知识 标准比重表鉴定要素细目表
鉴 一级 代 码 名称 鉴 定 定 范 围 二级 代 名称 码 型知识 J (01:03: 03) 鉴 定 5 代 码 004 005 006 007 001 002 003 2 004 005 006 007 001 002 003 004 005 006 007 008 001 002 003 004 005 006 007 008 009 010 011 012 001 002 003 鉴 定 名称 Z2310造型机的工作原 理 Z2310造型机的工作方 法 Z6312D抛砂机工作原 Z6312D抛砂机工作方 铁素体基本组织 珠光体基本组织 渗碳体基本组织 铁碳相图的主要线段 的意义 铁碳相图的主要点的 意义 白口铁的含碳量及分 钢的含碳量及分类 车削、刨削加工方法 铣削、磨削加工方法 切削刀具的材料 切削刀具的几何参数 切削刀的种类和用途 切削深度 进给量 切削速度 铸铁熔炼设备 铸铁熔炼 铸钢熔炼设备 铸钢熔炼 非铁合金熔炼设备 非铁合金熔炼 铸件退火、正火的目 铸件退火、正火工艺 铸件回火的目的 铸件回火工艺 制造模样的材料 模样的制作方法 生产技术管理 班组建设 设备管理 点 重 要 程 度 Z Y Z Y Y Y Y Z Z Y Y X Z Y Y X X Z Y Y X Y X Y X Y Z Y Z Z Y Z X Y
造型材 料知识 D (06(19:02: 01)
15
专业知 识 B (40:21:
65 F
砂型 (芯) 的烘干 、合型
深圳市职业技能鉴定《磨工》考试大纲
深圳市职业技能鉴定《磨工》考试大纲1、职业概况1.1 职业名称磨工1.2 职业等级本职业共5个等级,初级、中级、高级、技师、高级技师;1.3 基本文化程度初中毕业(含同等学历)1.4 培训要求全日制职业学校教育,根据其培养目标和教学计划确定。
晋级培训期限:初级不少于500标准学时;中级不少于400标准学时;高级不少于300标准学时;技师不少于300标准学时;高级技师不少于200标准学时。
2、鉴定要求从事或准备从事本职业的人员。
2.1报考条件参照《关于印发职业技能鉴定各职业报考条件的补充通知》(深职鉴办〔2013〕15号)执行2、基本要求2.1职业道德2.1.1职业道德基本知识2.1.2职业守则(1)遵守法律、法规和有关规定。
(2)爱岗敬业,具有高度的责任心。
(3)严格执行工作程序、工作规范、工艺文件和安全操作规程。
(4)工作认真负责,团结合作。
(5)爱护设备及工具、夹具、刀具、量具。
(6)着装整洁,符合规定;保持工作环境清洁有序,文明生产。
2.2.基础知识2.1基础理论知识(1)识图知识。
(2)公差与配合。
(3)常用金属材料及热处理知识。
(4)常用非金属材料知识。
2.2机械加工基础知识(1)机械传动知识。
(2)机械加工常用设备知识(分类、用途、基本结构及维护保养方法)。
(3)金属切削常用刀具知识。
(4)典型零件(主轴、箱体、齿轮等)的加工工艺。
(5)设备润滑及切削液的使用知识。
(6)气动及液压知识。
(7)工具、夹具、量具的使用与维护知识。
2.3钳工基础知识(1)划线知识。
(2)钳工操作知识(錾、锉、锯、钻、绞孔、攻螺纹、套螺纹)。
2.4电工知识(1)通用设备常用电器的种类及用途。
(2)电力拖动及控制原理基础知识。
(3)安全用电知识。
2.5安全文明生产与环境保护知识(1)现场文明生产要求。
(2)环境保护知识。
(3)安全操作与劳动保护知识。
2.6质量管理知识(1)企业的质量方针。
(2)岗位的质量要求(3)岗位的质量保证措施与责任。
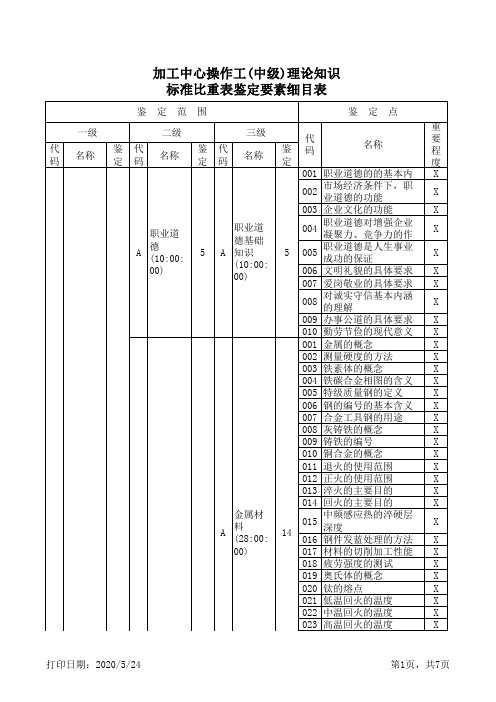
加工中心操作工(中级)理论知识标准比重表鉴定要素细目表
定
鉴
定 名称
点 重 要 程 度 X X X X X X X X X X X X X X X X X X X X X X X X X X
二级 名称
程序编 制 B (40:00: 打印日期:2013-8-3 00)
20
程序编 制 A (40:00: 00)
016 017 20
支承钉限制的自由度 数量 短圆柱轴限制的自由 度数量 长圆柱轴限制的自由 度数量 圆柱心轴限制的自由 度数量 圆锥销限制的自由度 数量 短V形架限制的自由度 数量 长V形架限制的自由度 数量 短套限制的自由度数 长套板限制的自由度 数量 手工编程的定义 机床坐标系原点的概 工件坐标系原点的概 程序结构组成 程序段符号的格式 绝对方式指定的指令 快速进给的指令 程序暂停的指令 刀具半径补偿功能的 概念 刀具长度偏置外补偿 使用 子程序返回主程序的 指令 定循环指令的使用 镜像指令的使用 进刀方式的选择 直线与直线交点计算 方法 直线插补的指令 极坐标的指令
15
打印日期:2013-8-3
10
10
第6页,共7页
加工中心操作工(中级)理论知识 标准比重表鉴定要素细目表
鉴 一级 代 码 名称 鉴 定 代 码 定 范 围 三级 鉴 定 代 码 名称 鉴 定 代 码 009 010 011 012 013 014 015 016 017 018 019 020 001 002 003 维护与 保养 E (10:00: 00) 5 A (10:00: 00) 维护与 保养 5 004 005 006 007 008 009 010 鉴 定 名称 技术测量的基本要点 孔的内径检验工具 孔的外径检验工具 孔的深度检验工具 轴径的检验工具 凸轮坐标尺寸的检验 工具 空间距的检验工具 负载轮廓形状的检验 工具 外径千分尺使用 三坐标测量机的使用 表面粗糙度测量仪的 使用 深度千分尺的使用 加工中心日常维护与 保养的执行要点 加工中心日检项目的 检查 加工中心周检项目的 检查 加工中心月检项目的 检查 加工中心半年检项目 的检查 加工中心油压过高过 低现象的检查 加工中心油泵不喷油 现象检查 加工中心气压系统异 常现象检查 加工中心日常保养规 程要点 加工中心日常检查项 目 点 重 要 程 度 X X X X X X X X X X X X X X X X X X X X X X 二级 名称
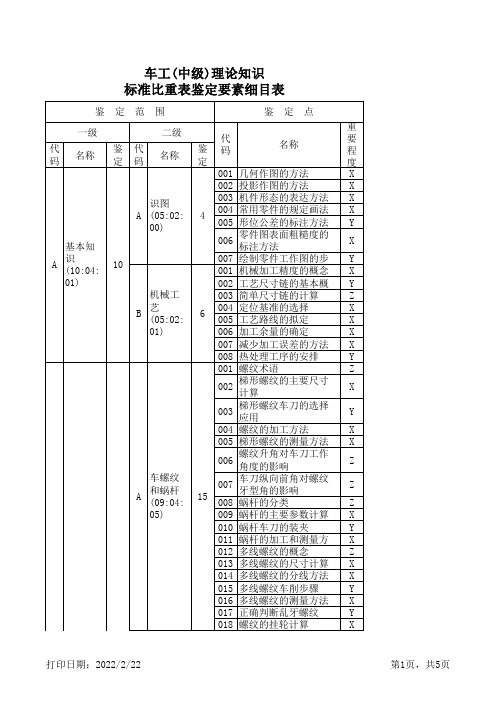
车工(中级)理论知识标准比重表鉴定要素细目表
(05:06:
05)
05)
打印日期:2022/2/22
第4页,共5页
车工(中级)理论知识 标准比重表鉴定要素细目表
鉴定范围
鉴定点
一级
代 码C
相关知 识名称
(05:06:
05)
机加二工级
鉴 定9
代码B
基本知 识名称 (00:02:
05)
代 鉴定3 码
名称
006
刨(插)削加工一般 知识
007 镗削加工一般知识
001 机械设备安全技术
X
A
明生产 知识
3
002 消防知识 003 一般起吊安全知识
X Y
(03:01:
004 文明生产知识
X
001 磨削的特点
Z
相关知 识 C
9
机加工 基本知 B识 (00:02:
002 内外圆磨削基本知识
003 平面磨削形式
3
004 光整加工基本内容 005 铣削加工一般知识
Y Z Y Z
008 刃倾角的选择
X
009 切削要素
Y
010 金属切削过程
Y
011 积屑瘤
X
012 加工硬化
Z
013
切削时各分力的实际 意义
Y
014 影响切削力的因素
X
015 切削功率的计算
X
切削原 理和刀 B具 (17:09: 07)
016 切削热
017 刀具磨损的形式
20
018 刀具的磨钝标准 019 刀具寿命
008 热处理工序的安排
Y
001 螺纹术语
Z
002
梯形螺纹的主要尺寸 计算
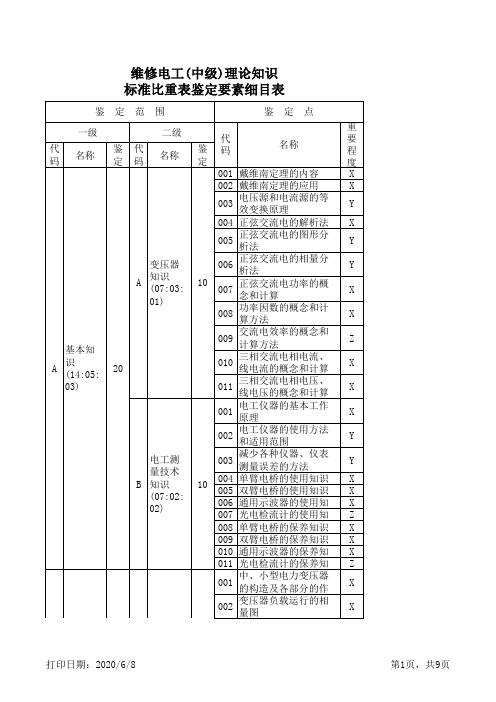
维修电工(中级)理论知识标准比重表鉴定要素细目表
20
第6页,共9页
维修电工(中级)理论知识 标准比重表鉴定要素细目表
鉴 一级 代 码 名称 鉴 定 代 码 定 范 围 二级 名称 鉴 定 代 码 鉴 定 名称 点 重 要 程 度 Y Y Y Y Z Z Z Y Y Y Y X X X X X X X
电力拖 动自动 控制知 D 识 (18:15: 04)
额定电压为10KV以下 008 的隔离开关耐压试验 的目的、方法 额定电压为10KV以下 009 的互感器耐压试验的 目的、方法 额定电压为10KV以下 010 的油断路器耐压试验 的耐压标准规范 额定电压为10KV以下 011 的负荷开关的耐压试 验的耐压标准规范 额定电压为10KV以下 012 的隔离开关耐压试验 的耐压标准规范 额定电压为10KV以下 013 的互感器耐压试验的 耐压标准规范 额定电压为10KV以下 014 的油断路器耐压试验 中绝缘击穿的原因 额定电压为10KV以下 015 的负荷开关的耐压试 验中绝缘击穿的原因 额定电压为10KV以下 016 的隔离开关的耐压试 验中绝缘击穿的原因 额定电压为10KV以下 017 的互感器等耐压试验 中绝缘击穿的原因 常用低压电器交流灭 018 弧装置的灭弧原理 常用低压电器交流灭 019 弧装置的作用和构造 常用低压电器直流灭 020 弧装置的灭弧原理 常用低压电器直流灭 021 弧装置作用和构造
10
基本知 识 A (14:05: 03)
20
电工测 量技术 B 知识 (07:02: 02)
10
001 戴维南定理的内容 002 戴维南定理的应用 电压源和电流源的等 003 效变换原理 004 正弦交流电的解析法 正弦交流电的图形分 005 析法 正弦交流电的相量分 006 析法 正弦交流电功率的概 007 念和计算 功率因数的概念和计 008 算方法 交流电效率的概念和 009 计算方法 三相交流电相电流、 010 线电流的概念和计算 三相交流电相电压、 011 线电压的概念和计算 电工仪器的基本工作 001 原理 电工仪器的使用方法 002 和适用范围 减少各种仪器、仪表 003 测量误差的方法 004 单臂电桥的使用知识 005 双臂电桥的使用知识 006 通用示波器的使用知 007 光电检流计的使用知 008 单臂电桥的保养知识 009 双臂电桥的保养知识 010 通用示波器的保养知 011 光电检流计的保养知 中、小型电力变压器 001 的构造及各部分的作 变压器负载运行的相 002 量图
焊工(中级)理论知识标准比重表鉴定要素细目表
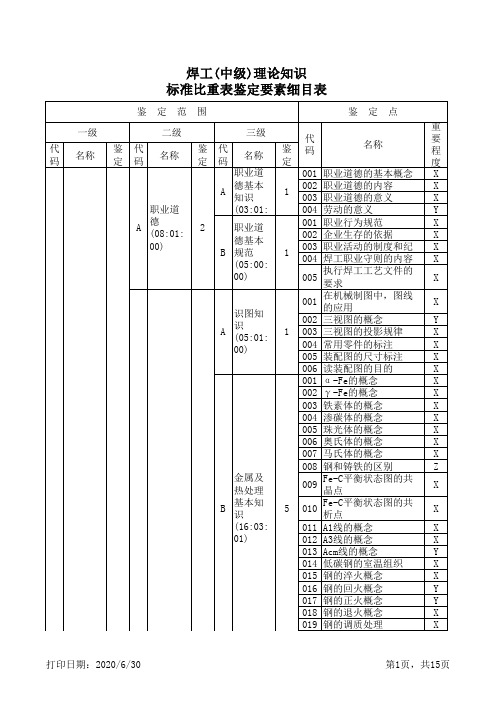
焊工(中级)理论知识 标准比重表鉴定要素细目表
焊工(中级)理论知识 标准比重表鉴定要素细目表
热处理基本知识 (16:03:
01)
(04:01:
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
备
(08:01:
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
(13:03:
01)
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
弧焊与
切割
焊工(中级)理论知识
标准比重表鉴定要素细目表
头的组织和性能 (16:05:
01)
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
不锈钢
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
陷分析。
职业技能鉴定-鉴定要素细目表样表
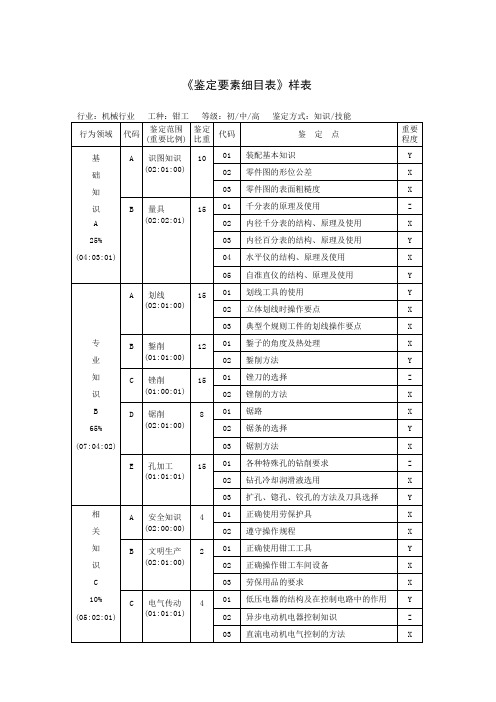
02 零件图的形位公差
知
03 零件图的表面粗糙度
识
B 量具
15 01 千分表的原理及使用
A
(02:02:01)
02 内径千分表的结构、原理及使用
25%
03 内径百分表的结构、原理及使用
(04:03:01)
04 水平仪的结构、原理及使用
05 自准直仪的结构、原理及使用
A 划线
15
(02:01:00)
01 划线工具的使用 02 立体划线时操作要点
03 典型个规则工件的划线操作要点
专
B 錾削
12 01 錾子的角度及热处理
业
(01:01:00)
02 錾削方法
知
C 锉削
15 01 锉刀的选择
识
(01:00:01)
02 锉削的方法
B
D 锯削
8 01 锯路
65%
(02:01:00)
02 锯条的选择
(07:04:02)
03 锯割方法
E 孔加工
15
(01:01:01)
011501各种特殊孔的钻削要求z02钻孔冷却润滑液选用x03扩孔锪孔铰孔的方法及刀具选择y相a安全知识02
《鉴定要素细目表》样表
行业:机械行业 工种:钳工 等级:初/中/高
行为领域
代码
鉴定范围 (重要比例)
鉴定 比重
代码
鉴定方式:知识/技能 鉴定点
基
A 识图知识 10 01 装配基本知识
础
(02:01:00)
(05:02:01)
(01:01:01)
01 低压电器的结构及在控制电路中的作用 02 异步电动机电器控制知识
03 直流电动机电气控制的方法
深圳职业技术鉴定磨工考试大纲
深圳市职业技术鉴定《磨工》考试大纲1、职业概况1.1 职业名称磨工1.2 职业品级本职业共5个品级,低级、中级、高级、技师、高级技师;1.3 大体文化程度初中毕业(含同样学历)1.4 培训要求全日制职业学校教育,按照其培育目标和教学计划肯定。
晋级培训期限:低级很多于500标准学时;中级很多于400标准学时;高级很多于300标准学时;技师很多于300标准学时;高级技师很多于200标准学时。
二、鉴定要求从事或预备从事本职业的人员。
报考条件参照《关于印发职业技术鉴定各职业报考条件的补充通知》(深职鉴办〔2013〕15号)执行2、大体要求职业道德2.1.1职业道德大体知识2.1.2职业守则(1)遵遵法律、法规和有关规定。
(2)爱岗敬业,具有高度的责任心。
(3)严格执行工作程序、工作规范、工艺文件和安全操作规程。
(4)工作认真负责,团结合作。
(5)珍惜设备及工具、夹具、刀具、量具。
(6)着装整洁,符合规定;维持工作环境清洁有序,文明生产。
.基础知识基础理论知识(1)识图知识。
(2)公差与配合。
(3)常常利用金属材料及热处置知识。
(4)常常利用非金属材料知识。
机械加工基础知识(1)机械传动知识。
(2)机械加工常常利用设备知识(分类、用途、大体结构及保护保养方式)。
(3)金属切削常常利用刀具知识。
(4)典型零件(主轴、箱体、齿轮等)的加工工艺。
(5)设备润滑及切削液的利用知识。
(6)气动及液压知识。
(7)工具、夹具、量具的利用与保护知识。
钳工基础知识(1)划线知识。
(2)钳工操作知识(錾、锉、锯、钻、绞孔、攻螺纹、套螺纹)。
电工知识(1)通用设备常常利用电器的种类及用途。
(2)电力拖动及控制原理基础知识。
(3)安全用电知识。
安全文明生产与环境保护知识(1)现场文明生产要求。
(2)环境保护知识。
(3)安全操作与劳动保护知识。
质量管理知识(1)企业的质量方针。
(2)职位的质量要求(3)职位的质量保证办法与责任。
相关法律、法规知识(1)劳动法相关知识。
国家职业标准:磨工
国家职业标准:磨工1. 职业概况1.1 职业名称磨工。
1.2 职业定义操作磨床,进行工件磨削加工的人员。
1.3 职业等级本职业共设五个等级,分别为:初级(国家职业资格五级)、中级(国家职业资格四极)、高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。
1.4 职业环境室内,常温。
1.5 职业能力特征具有较强的计算能力、空间感、形体知觉和色觉,手指手臂灵活,动作协调。
1.6 基本文化程度初中毕业。
1.7 培训要求1.7.1 培训期限全日制职业学校教育,根据其培养目标和教学计划确定。
晋级培训期限:初级不少于500标准学时;中级不少于400标准学时;高级不少于300标准学时;技师不少于300标准学时;高级技师不少于200标准学时。
1.7.2 培训教师培训初、中、高级磨工的教师应具有本职业技师以上职业资格证书或本专业中级以上专业技术职务任职资格;培训技师的教师应具有本职业高级技师职业资格证书或本专业高级专业技术职务任职资格;培训高级技师的教师应具有本职业高级技师职业资格证书2年以上或本专业高级专业技术职务任职资格。
1.7.3 培训场地设备满足教学需要的标准教室和磨床及必要的刀具、夹具、量具等辅助设备。
1.8 鉴定要求1.8.1 适用对象从事或准备从事本职业的人员。
1.8.2 申报条件——初级(具备以下条件之一者)(1)职业初级正规培训达规定标准学时数,并取得毕(结)业证书。
(2)在本职业连续见习工作2年以上。
(3)本职业学徒期满。
(4)取得经劳动保障行政部门审核认定的、以初级技能为培养目标的中等以上职业学校本职业毕业证书。
——中级(具备以下条件之一者)(1)取得本职业初级职业资格证书后,连续从事本职业工作3年以上,经本职业中级正规培训达规定标准学时数,并取得毕(结)业证书。
(2)取得本职业初级职业资格证书后,连续从事本职业工作5年以上。
(3)取得经劳动保障行政部门审核认定的、以中级技能为培养目标的中等以上职业学校本职业毕业证书。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
打印日期:2013-8-7
第5页,共5页
专业知 识 B (42:29: 11)
打印日期:2013-8-7 磨削工
第3页,共5页
专业知 识 B (42:29: 11)
70
磨工(中级)理论知识 标准比重表鉴定要素细目表
定 范 围 二级 鉴 定 代 码 名称 鉴 定 代 码 030 031 032 磨削工 艺知识 B 45 (34:23: 09) 033 034 035 036 037 038 039 040 041 042 043 044 045 046 047 048 049 050 051 052 053 054 鉴 定 名称 拉刀的组成部分及其 作用 平面拉刀的刃磨方法 圆拉刀前角的刃磨方 圆拉刀后角分屑槽的 刃磨方法及质量检验 插齿刀的结构及用途 插齿刀的的刃磨方法 剃齿刀的刃磨方法 丝锥的种类、结构及 几何角度 丝锥的刃磨方法 形状复杂工件的定位 和装夹方法 偏心工件的概念、加 工要求及磨削时须注 意的问题 偏心工件的装夹、找 正方法 曲轴磨床的知识 曲轴的磨削方法 高精度细表面粗糙度 磨削的概念及特点 精密超精密磨削时砂 轮的选择 精密超精密磨削时砂 轮修整 精密超精密磨削时磨 削用量的选择 高精度细表面粗糙度 磨削对机床的要求 高精度细表面粗糙度 磨削时应注意的问题 高速磨削的概念及特 高速磨削时砂轮的选 强力磨削的概念及特 强力磨削时砂轮的选 恒力磨削的概念及特 点 重 要 程 度 Y X X X Z X X Z Z X X X Z Y X Y X X Y X X Y X Y X
相关工 A 种工艺 知识 生产技 B 术管理
5 5
055 砂带磨削的知识 表面超精加工的基本 056 概念 057 研磨的概念及分类 研磨剂、研磨液、辅 058 助材料的种类及用途 对研具的要求及研具 059 的选用 060 珩磨的基本概念及特 珩磨头的结构及油石 061 的选择和使用 062 抛光的基本知识 063 光传播的基本知识 064 常用光学元件及其用 常用仪器中的光学系 065 统及其工作原理 066 光屏放大图的绘制方 001 车削加工工件的装夹 002 车削加工工艺特点 003 铣削加工工艺特点 001 车间生产管理 002 车间技术管理
磨工(中级)理论知识 标准比重表鉴定要素细目表
鉴 一级 代 码 名称 鉴 定 代 码 定 范 围 二级 名称 鉴 定 代 码 001 002 003 004 005 006 007 001 金属切 削原理 与刀具 B 知识 (03:04: 00) 002 5 003 004 005 006 007 001 基本知 识 A (17:12: 02) 机制工 艺基础 及夹具 C 知识 (07:02: 00) 002 5 003 004 005 006 007 008 009 001 002 003 004 5 005 006 007 鉴 定 名称 几何作图的方法 组合体作图方法、步 机件外形表达方法 机件内形表达方法 螺纹的画法 齿轮画法 识读一般零件图的要 常用刀具材料的种类 、牌号基本要求 刀具结构及刀具几何 角度 切削力的产生及影响 切削热及切削温度 刀具的磨损和寿命 砂轮磨粒及磨削过程 磨屑厚度及影响 机械加工精度的概念 及内容 尺寸链的概念、特点 及组成 尺寸链计算、应用 工件定位的概念和原 定位误差分析 定位的方法及定位元 常用夹紧机构及元件 常用磨床夹具 组合夹具的特点及应 液压传动的工作原理 及特点 液压传动系统的组成 液压油的物理性质 液压油的选用 静止液体的性质、静 压力传递概念及计算 流动液体流速概念及 计算 流动液体流量概念及 计算 点 重 要 程 度 Z X X X Y Y X Y X X X Y Y Y Y X X X X X Y X X X Y Y Z Y X X
机械制 图知识 A (04:02: 01)
5
20
液压传 动知识 D (03:04: 01)
打印日期:2013-8-7
第1页,共5页
磨工(中级)理论知识 标准比重表鉴定要素细目表 液压传
鉴 一级 代 码 名称 鉴 定 代 码 定 范 D 动知识 围 (03:04: 01) 二级 名称 5 代 码 008 001 002 003 004 005 006 007 磨床知 识 A (08:06: 02) 008 25 009 010 011 012 013 014 015 016 001 002 003 004 鉴 定 名称 液压系统的功和功率 的概念及计算 普通万能外圆磨床的 液压传动系统 普通万能外圆磨床砂 轮架的结构及调整 普通万能外圆磨床的 头架结构及调整 普通万能外圆磨床横 向进给机构及调整 普通万能外圆磨床内 圆磨具的结构及调整 内圆磨床的主要规格 参数 普通内圆磨床的传动 系统 普通内圆磨床的工作 台及工作台手摇机构 普通内圆磨床砂轮修 整器的结构 普通内圆磨床的横向 进给机构 平面磨床的主要规格 及机械传动系统 平面磨床的液压传动 系统 平面磨床磨头的结构 及调整 平面磨床立柱的结构 及垂直进给机构 磨床机械部分常见故 障及排除方法 磨床液压系统中常见 故障及排除方法 薄壁件的特点 防止薄壁件变形的方 电磁无心磨削法的概 精密薄片件的特点 点 重 要 程 度 Y X X X X Y Y Y X Y X Y X X Y Z Z Y X X Y
鉴 一级 代 码 名称
打印日:2013-8-7
第4页,共5页
磨工(中级)理论知识 标准比重表鉴定要素细目表
鉴 一级 代 码 名称 鉴 定 代 码 定 范 围 二级 名称 鉴 定 代 码 鉴 定 名称 点 重 要 程 度 Z Y X Y Y X Y X Y Y Y X X Y Y Y Y
相关知 识 C (01:04: 00) 10
鉴 定
打印日期:2013-8-7
第2页,共5页
磨工(中级)理论知识 标准比重表鉴定要素细目表
鉴 一级 代 码 名称 鉴 定 代 码 定 范 围 二级 名称 鉴 定 代 码 005 006 007 008 009 010 011 012 013 014 015 016 017 018 019 020 021 022 70 023 024 025 026 027 028 029 鉴 定 名称 防止精密薄片件变形 的方法 细长轴的概念及特点 细长轴的磨削方法 细长轴磨削时注意的 问题 深孔套的概念及特点 深孔套的磨削方法 丝杠的分类、特点 丝杠的结构工艺特点 及精度要求 精密丝杠的磨削方法 精密丝杠磨削时的温 度控制 螺纹磨床的展成运动 系统 螺纹磨削时对刀和螺 距校正方法 花键轴的种类和定心 方式 花键轴的磨削方法 在花键磨床上磨削花 键轴注意的问题 花键磨削时误差分析 及精度检验 齿轮磨削的基本知识 铣刀的种类和特点 圆柱铣刀的几何角度 及参数 圆柱铣刀的刃磨方法 错齿三面刃铣刀的结 构、几何角度 错齿三面刃铣刀的刃 磨方法 立铣刀的开刃方法 直槽铲齿铣刀的刃磨 方法 齿轮滚刀的刃磨方法 点 重 要 程 度 X X X X X X Z Y X Y Z Y Z X X Y Z Y Y X Y X Y X X