注胶与穿条隔热系统的性价比分析
注胶与穿条隔热系统的性价比分析
注胶与穿条隔热系统的性价比分析近一段时间有很多的议题围绕着我们,其中有两个问题需要我们特别关注。
其一是2005年新投产的发电机组在6840万至7000万千瓦之间,全社会用电量将达到24220亿千瓦时,全年电力供应的最大缺口将达到2300万千瓦,比去年明显降低。
在现有的用电结构中,夏季空调用电占了三分之一。
其二是政府对于全国房价增长过快现象的多项调控政策。
我们看到政府已经将建筑节能作为了国家发展的重中之重。
对于房地产开发商和门窗幕墙公司而言,一种高效隔热节能而成本适中的门窗幕墙隔热技术应该是最好的选择。
现在的建筑市场上,存在两种主要的隔热铝门窗技术。
一种是源于欧洲的穿条式隔热技术,另外一种是来自于北美的注胶式隔热技术。
目前大家普遍说到的“断热冷桥技术”一般是指穿条式隔热技术。
而对于注胶式隔热技术,大部分人不了解该技术的特点。
事实上,注胶式与穿条式都属于“断热冷桥技术”范畴。
而注胶式隔热技术的技术雏形早在1937年就在美国诞生。
到了七十年代,第一套注胶式隔热铝材生产线也从香港引入了中国广东,所以说注胶式隔热技术对于我们并不陌生。
那么,是不是所有的隔热节能铝窗和幕墙产品都是具有隔热性能,但成本较高的节能产品呢?是不是随着房价的不断调整,隔热铝窗和幕墙产品就要被开发商慎重选用了呢?我们的答案是否定的。
美国的“节能之星”计划和日本建设工业部牵头实施的“低息贷款建筑门窗节能计划”都被指定采用注胶式隔热技术来完成。
这充分说明了注胶式隔热技术是一种符合国际建筑节能标准,且成本适中的先进结构隔热技术。
下面,我们仅从几点来分析注胶式隔热技术和穿条式隔热技术的差异。
一、隔热性能优异对于隔热铝材来讲,隔热材料的K值对于整个铝材的隔热性能有着至关重要的影响。
注胶式隔热铝材的核心-隔热胶的K值是0.12,而穿条式隔热铝材的核心—PA66+空气(或条形填充物)的K值比隔热胶大一些,从而使得注胶隔热铝材和隔热门窗的U值均低于穿条式型材隔热铝材和隔热门窗。
“穿条式”VS“浇注式”隔热铝型材的区别
“穿条式”VS“浇注式”隔热铝型材的区别随着人们生活水平的不断提高,对住宅门窗的要求也越来越高,除了安全舒适外,还要求门窗的品质和个性化,要求环保节能。
这样给门窗建材提出了更高的要求,“第二代铝合金门窗建材”的出现使问题得到了解决。
根据"十五"规划和2010年的发展计划,有关部门预测,在本世纪的头10年,我国将建设村镇住宅50亿平方米,建设公共建筑10亿平方米,而10年中的城市住宅建设量为33.5亿平方米。
这样巨大的建筑市场,就需要大量的门窗,若按15%的建筑面积来计算窗面积,按11%的建筑面积来计算门的面积,窗的年平均需求量为2亿平方米,门为1.47亿平方米。
随着建筑市场的发展,有关部门提出了建筑节能50%的目标。
并且2003年10月1日起建设部发布的行业标准《夏热冬暖地区居住建筑节能设计标准》正式实施,该《标准》的出台,意味着今后的住宅从设计时就要考虑到节能问题。
因此,国内门窗生产厂家把发展新型节能门窗作为实现节能的主要途径。
节能门窗主要是通过框体及玻璃这两部分,结构性能的改造,来阻止热损失的三种形式的进行。
其中“第二代铝合金建材”中的断热冷桥型材是环保节能建材精品中的精品。
其有两种形式:“穿条工艺”和“浇注工艺”。
“穿条工艺”是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。
它是来源于欧洲的技术,在市场上较为常见,据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
“浇注工艺”隔热节能技术起源于美国,1937年10月,第一个描述铝合金材料如何被进行隔热处理的专利诞生了。
它的主要思想是将一种类似密封蜡的混合物浇注到门窗用铝材的中间,来进行隔热。
与此同时,有关聚氨酯的专利在德国出现了。
1952年,另一个专利被公开发布。
该专利的发明者的想法是用粘结或机械力压紧的方法将某种未成型的高分子绝热聚合物固定在铝合金型材专用的断热槽中。
铝合金门窗穿条与注胶的差别
穿条式与注胶式隔热铝型材在门窗行业中以铝型材制造的门窗具有强度高、重量轻、加工便利、外型美观等优良特性,但由于其保温、隔热性能的欠佳一度被市场冷落。
随着铝型材隔热技术的成熟和逐步推广,我们可以在酒店、商用建筑以及民用住宅等地方看到铝型材隔热技术存在。
在国外,通过不断研究和开发,注胶隔热技术陆续在全世界推广开来。
1990年,纽约帝国大厦在庆祝它六十岁生日之际,将原有的窗户全部更换为注胶式隔热铝型材生产的节能铝窗,这标志着注胶隔热技术已成为国际节能铝门窗发展的时代趋势。
我国隔热铝型材市场起步较晚,但是自从1997年开始引进美式注胶隔热技术以来,市场发展迅速。
经过多年的发展,目前在隔热冷桥的设计、隔热材料的选择、生产工艺的控制、门窗制作安装等领域已经处于较为成熟的阶段,而且许多方面的技术已经超过国外同类产品水平。
下面对注胶隔热技术作以简单介绍,注胶隔热技术是将选用特殊配方制得的浇注胶A组分(P料)和B组分(I料)两液体物质组分按照一事实上比例混合后,发生交联反应,最终产生高分子隔热聚合物。
此种物质由软链段和硬链段嵌段组成,这种特殊结构既保证了高质量的机械强度、粘接强度,又具有一定韧性以及与铝合金型材相近的热膨胀系数,从而可代替铆钉、螺栓等形式来进行铝型材的连接,并且可以长时间承受静、动载荷。
表一为国产浇注胶性能与进口产品参照:表一注胶式隔热铝型材优点从事隔热型材及铝门窗加工制造行业者都了解,复合隔热铝型材分为两种,一种是穿条型材,另一种是注胶型材;穿条型材主要使用尼龙66材料的隔热条。
注胶型材就是把高分子聚氨酯隔热材料注入到铝合金型材的中间槽口里,经固化后形成隔热层,达到保温节能的目的。
目前市场份额较大的隔热门窗型材是穿条型材,而浇注式型材由于以前进口浇注设备及浇注胶价格较贵,使得浇注式隔热门窗的成本较高,从而造成在国内市场份额较少,只能在一些高档窗及出口型材应用。
目前由国内相关公司自主研发出最新的浇注设备和浇注胶在性能上已达到国外进口产品水品,价格却便宜很多,浇注出的型材能达到甚至超过国家2005年3月正式颁布实行的隔热铝型材标准。
穿条式与浇筑式铝型材的区别
“穿条式”VS“浇注式”隔热铝型材的区别资讯来源:中国幕墙网发布日期:2008-4-7 点击次数:热门关键词:铝合金铝合金型材铝板铝材铝锭氧化铝随着人们生活水平的不断提高,对住宅门窗的要求也越来越高,除了安全舒适外,还要求门窗的品质和个性化,要求环保节能。
这样给门窗建材提出了更高的要求,“第二代铝合金门窗建材”的出现使问题得到了解决。
根据"十五"规划和2010年的发展计划,有关部门预测,在本世纪的头10年,我国将建设村镇住宅50亿平方米,建设公共建筑10亿平方米,而10年中的城市住宅建设量为33.5亿平方米。
这样巨大的建筑市场,就需要大量的门窗,若按15%的建筑面积来计算窗面积,按11%的建筑面积来计算门的面积,窗的年平均需求量为2亿平方米,门为1.47亿平方米。
随着建筑市场的发展,有关部门提出了建筑节能50%的目标。
并且2003年10月1日起建设部发布的行业标准《夏热冬暖地区居住建筑节能设计标准》正式实施,该《标准》的出台,意味着今后的住宅从设计时就要考虑到节能问题。
因此,国内门窗生产厂家把发展新型节能门窗作为实现节能的主要途径。
节能门窗主要是通过框体及玻璃这两部分,结构性能的改造,来阻止热损失的三种形式的进行。
其中“第二代铝合金建材”中的断热冷桥型材是环保节能建材精品中的精品。
其有两种形式:“穿条工艺”和“浇注工艺”“穿条工艺”是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。
它是来源于欧洲的技术,在市场上较为常见,据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
“浇注工艺” 隔热节能技术起源于美国,1937年10月,第一个描述铝合金材料如何被进行隔热处理的专利诞生了。
它的主要思想是将一种类似密封蜡的混合物浇注到门窗用铝材的中间,来进行隔热。
与此同时,有关聚氨酯的专利在德国出现了。
幕墙“穿条式”VS“浇注式”隔热铝型材的区别与应用2800字

幕墙“穿条式”VS“浇注式”隔热铝型材的区别与应用2800字摘要:随着经济的发展,能源消耗逐渐增多,节能减排成为时代发展的趋势。
本文从断热冷桥铝型材的穿条工艺和浇注工艺进行分析,阐述断热冷桥铝的设计原则,穿条工艺型材和浇注工艺型材隔热材料的使用,分析穿条工艺型材与浇注工艺型材的设备,对比穿条工艺型材与浇注工艺型材的性能,并核算铝型材的成本,进而指明节能铝合金建材的发展方向,为节能减排提供参考依据。
关键词:隔热铝材穿条工艺浇注工艺1 概述随着经济的发展,能源消耗增加,全球变暖趋势不断加强,二氧化碳排放量逐渐进入人们的视野。
而建筑业在能源消耗中所占比重较大,因此,建筑物方面进行节能减排意义重大。
作为为外墙装饰的行业,特别是对采用幕墙形式的建筑物,在考虑到美观的同时,建筑的节能也是重点之一。
从建筑市场的发展的角度来看,特别是《公共建筑节能设计标准》GB50189-2005正式实施,该《标准》的出台,意味着今后的大型公共场所从设计时就要考虑到节能问题。
因此,国内幕墙生产厂家把发展新型节能幕墙作为实现节能的主要途径。
节能幕墙通过框体及玻璃的结构性能的改造,进而阻止热损失。
断热冷桥铝型材作为环保节能建材:有穿条工艺和浇注工艺。
2 产品概论及设计原则2.1 “穿条工艺”型材与“浇注工艺”型材的概述①所谓穿条工艺是将铝型材内外两部分通过两个隔热条连接起来,阻断铝型材热量的传导,进而实现节能目的。
②浇注工艺隔热是通过在门窗用铝材的中间浇注一种类似密封蜡的混合物,实现隔热目的。
2.2 “穿条工艺”型材与“浇注工艺”型材工艺对比①穿条工艺型材穿条式隔热铝型材一般分开齿、穿条、滚压三道工序。
a开齿:借助设备在铝型材上将穿隔热条的部分滚出齿来。
b穿条:在型材上穿隔热条,将内外两部分型材进行连起,为滚压作准备。
c滚压:分为导向及预夹紧、主要夹紧、校直三步,确保成品型材的紧密度和垂直度。
②浇注工艺型材铝型材的隔热槽通过浇注头方时,隔热材注入隔热槽内,凝固后进行切桥。
穿条注胶对比

隔热复合型材比较Page 1Page 2目录1、材料的热传导2、热导率3、隔热系统的连续性4、隔热性能5、铝材用料6、其它方面双色系统热变形温度生产流程配套厂商材料的热传导材料的热传导Page 5材料的热导率2、材料的热导率热导率(导热系数)λ[W/(m•K)]:或称“导热系数”。
是物质导热能力的量度。
符号为λ。
其定义为:在物体内部垂直于导热方向取两个相距1米,面积为1平方米的平行平面,若两个平面的温度相差1K ,则在1秒内从一个平面传导至另一个平面的热量就规定为该物质的热导率,其单位为瓦特每米·开[W/(m·K )]。
热导率λ很大的物体是优良的热导体;而热导率小的是热的不良导体或为热绝缘体。
λ值受温度影响,随温度增高而稍有增加。
若物质各部之间温度差不很大时,在实用上对整个物质可视λ为一常数。
对于目前市场上铝型材的两种隔热方式:穿条式选用的是PA66GF25(聚酰胺66加25%玻璃纤维),注胶式选用的材料是PU (聚胺脂)。
其热导率见ISO 10077-2:2003《门、窗和百叶窗的热工性能—传热系数的计算—第2部分:框的数值计算》。
材料的热导率摘自ISO10077-2:2003Page 7材料的热导率所以注胶式隔热型材的隔热材料(PU )并不是有些公司所说的0.121W/m·K 。
隔热系统的连续性几款典型的穿条式隔热型材系统隔热系统的连续性隔热性能Page 10隔热性能Page 11隔热性能Page 12Page 13隔热性能穿条式隔热型材热工性能Uf ≤2,8 W/m²*K Uf ≤2,0 W/m²*KPage 14Uf ≤1,6 W/m²*K隔热性能穿条式隔热型材热工性能这些对于注胶来说几乎是不可能完成的任务!铝材用料Page 16其它方面------双色系统注胶双色系统工艺:方案一:方案二:Page 17其它方面------双色系统穿条双色系统:简单、方便Page 18其它方面------热变形温度隔热条(PA66GF25)的热变形温度大于235℃,而隔热胶(PU )的热变形温度不到80℃。
穿条注胶对比
隔热复合型材比较Page 1Page 2目录1、材料的热传导2、热导率3、隔热系统的连续性4、隔热性能5、铝材用料6、其它方面双色系统热变形温度生产流程配套厂商材料的热传导材料的热传导Page 5材料的热导率2、材料的热导率热导率(导热系数)λ[W/(m•K)]:或称“导热系数”。
是物质导热能力的量度。
符号为λ。
其定义为:在物体内部垂直于导热方向取两个相距1米,面积为1平方米的平行平面,若两个平面的温度相差1K ,则在1秒内从一个平面传导至另一个平面的热量就规定为该物质的热导率,其单位为瓦特每米·开[W/(m·K )]。
热导率λ很大的物体是优良的热导体;而热导率小的是热的不良导体或为热绝缘体。
λ值受温度影响,随温度增高而稍有增加。
若物质各部之间温度差不很大时,在实用上对整个物质可视λ为一常数。
对于目前市场上铝型材的两种隔热方式:穿条式选用的是PA66GF25(聚酰胺66加25%玻璃纤维),注胶式选用的材料是PU (聚胺脂)。
其热导率见ISO 10077-2:2003《门、窗和百叶窗的热工性能—传热系数的计算—第2部分:框的数值计算》。
材料的热导率摘自ISO10077-2:2003Page 7材料的热导率所以注胶式隔热型材的隔热材料(PU )并不是有些公司所说的0.121W/m·K 。
隔热系统的连续性几款典型的穿条式隔热型材系统隔热系统的连续性隔热性能Page 10隔热性能Page 11隔热性能Page 12Page 13隔热性能穿条式隔热型材热工性能Uf ≤2,8 W/m²*K Uf ≤2,0 W/m²*KPage 14Uf ≤1,6 W/m²*K隔热性能穿条式隔热型材热工性能这些对于注胶来说几乎是不可能完成的任务!铝材用料Page 16其它方面------双色系统注胶双色系统工艺:方案一:方案二:Page 17其它方面------双色系统穿条双色系统:简单、方便Page 18其它方面------热变形温度隔热条(PA66GF25)的热变形温度大于235℃,而隔热胶(PU )的热变形温度不到80℃。
两种隔热方式(穿条和注胶)的性能比较

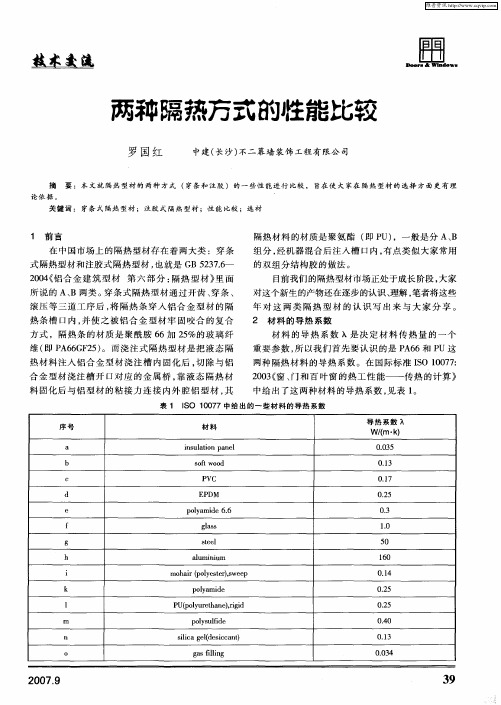
在中国市场上的隔热型材存在着两⼤类:穿条式隔热型材和注胶式隔热型材,也就是GB5237.6《铝合⾦建筑型材第六部分:隔热型材》⾥⾯所说的A、B两类。
穿条式隔热型材的通过开齿、穿条、滚压等三道⼯序后,将隔热条穿⼊铝合⾦型材的隔热条槽⼝内,并使之被铝合⾦型材牢固咬合的复合⽅式,隔热条的材质是聚酰胺66加25%的玻璃纤维(即PA66GF25)。
⽽浇注式隔热型材是把液态隔热材料注⼊铝合⾦型材浇注槽内固化后,切除与铝合⾦型材浇注槽开⼝对应的⾦属桥,靠液态隔热材料固化后与铝型材的粘接⼒连接内外腔铝型材,其隔热材料的材质是聚氨酯(即PU),⼀般是分A、B组份,经机器混合后注⼊槽⼝内,有点类似⼤家常⽤的双组分结构胶的做法。
⽬前我们的隔热型材市场正处于成长阶段,⼤家对这个新⽣的产物还在逐步的认识、理解。
所以我就将这些年我对这两类隔热型材的认识写出来与⼤家分享。
1、材料的热导率材料的热导率λ是决定材料传热量的⼀个重要参数。
2、材料的热传导在热传导的性能⽅⾯,穿条式的隔热型材要好于注胶的3、隔热系统的连续性所谓隔热系统的连续性就是通过合理设计⽤玻璃、隔热型材的隔热材料和主密封胶条等把隔热型材的内、外完全给界定开,使得外腔与内腔在热流⽅⾯不再直接相互影响,从⽽降低通过型材的热流量。
对于穿条式隔热型材,可以通过隔热条的截⾯形状设计来达到这⽅⾯的要求,但是对于|来源|考试|⼤|⼀级建造师|注胶式隔热型材,因其⽣产的特点决定了其不可能满⾜这⽅⾯的要求。
4、铝型材⽤料5、双⾊系统双⾊系统就是隔热型材的内外腔型材采⽤不同的颜⾊,作成门窗后,其外侧能够与外装饰⾯相协调,⽽内侧⼜能够与室内装饰协调,从⽽丰富了隔热门窗的多样性,满⾜客户的个性需求。
对于穿条式隔热型材,这点做起来⾮常简单。
因为其内外腔型材是分别挤压、分别表⾯处理,然后再经过复合⼯艺做成隔热型材。
但是对于注胶式隔热型材,因为其⽣产⼯艺的限制,使得其很实现双⾊系统。
即使按照⼀些材料供应商提出来的解决⽅案,⽣产的困难程度也是⾮常的⼤的。
两种隔热方式的性能比较
在 中 国市 场上 的 隔热 型材存在 着 两大类 :穿 条 式 隔热型 材和注胶 式隔 热型 材 , 就是 G 2 76 也 B53 . —
20 ( 0 4 铝合 金 建 筑 型 材 第六 部 分 : 热 型 材 》 面 ( 隔 里
所说 的 A、 B两类 。 条式 隔热 型材 通过 开齿 、 穿 穿条 、 滚压 等 三道 工序 后 , 隔 热条 穿 入 铝合 金 型 材 的 隔 将 热条 槽 口内 , 使 之被 铝合 金 型材 牢 固 咬合 的 复合 并 方式 ,隔热 条 的材 质是 聚 酰胺 6 6加 2 %的玻璃 纤 5 维 ( P 6 F 5 。而 浇注 式 隔热 型 材是 把 液态 隔 即 A6 G 2 ) 热材 料 注入 铝合 金 型材 浇 注槽 内 固化后 , 除 与铝 切 合 金 型材 浇注 槽 开 口对 应 的金 属 桥 , 液态 隔热 材 靠 料 固化 后 与铝 型 材 的粘 接力 连 接 内外 腔 铝 型 材 , 其
p lsl d oyuf e i
02 . 5
0.0 4
n
0
siagl ei at ic e( s c n l d c )
g sfl n a il g i
01 . 3
00 4 .3
2 0 . 0 79
39
维普资讯
在 这 里 我 们 可 以看 到 P 6 A 6的 导 热 系 数 入是
材 料 的 导 热 系 数 是 决 定 材 料 传 热 量 的一 个 重要 参数 , 以我们 首先 要认识 的是 P 6 所 A 6和 P U这 两种 隔热 材料 的 导热 系数 。在 国际标 准 IO 1 0 7 S 0 7 :
20 ( 、 0 3 窗 门和 百 叶窗 的热工 性 能—— 传 热 的计 算 》 (
穿条隔热和注胶

穿条与注胶隔热穿条工艺,是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。
据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
浇注工艺和穿条工艺都有很好的隔热性能,都是节能铝合金建材的发展方向,对此国家也明确指出发展断热冷桥的必要性。
并将在今年推出铝合金隔热建筑型材的国家标准。
到时隔热节能型材的市场就会变得更加明朗。
工艺对比:一、“穿条式”VS“浇注式”工艺对比(1)生产工序穿条式隔热铝型材一般分开齿、穿条、滚压三道工序,现在也有设备厂家把开齿和穿条放在一台设备上来完成,称为“二步法”。
开齿:是用一台带有硬质滚齿轮的设备将铝型材上要穿隔热条的部分滚出齿来。
目的是通过滚齿使型材的粗糙度增加从而提高组合后型材的剪切力。
由于型材分为内外两个部分,根据生产的需要,开齿设备一般是两台。
穿条:是把隔热条穿到型材上,把内外两部分型材连起来,为下一步滚压作好准备。
一台设备即可。
滚压:该工序又分为导向及预夹紧、主要夹紧、校直(水平方向、垂直方向)三个工步,是确保成品型材的紧密度和垂直度的关键。
(2)生产工序“浇注工艺”是把表面处理好的铝型材通过行走系统做直线运动,使铝型材的隔热槽经过浇注机的浇注头下方时,液体隔热材料流到隔热槽内,经过一段时间的凝固后再进行切桥。
二、隔热材料(1)“穿条工艺”的隔热材料是隔热条,目前正规的隔热条是聚酰胺66(即Polyamide66,俗称尼龙66),它的生产方法有两种:硬顶法和牵引法。
硬顶法结构紧、外观好但比较“脆”,牵引法生产的韧性好但外观差,侧面有工艺凹陷。
为了追求表面美观和精度,用PA66尼龙加超细玻璃纤维是国外隔热条的共同特点(极少用其它材料)。
由于用的是超细玻璃纤维,抗拉强度差只有60N/mm,而且价格昂贵。
以泰诺风? 保泰公司的926900(I12)为例,一米大约2.5元左右,一吨大约是24000米,用在一根型材(6米)上的隔热条成本在30元上下。
注胶、穿条铝型材技术优势及性能对比
注胶、穿条铝型材技术优势及性能对比一、注胶、穿条铝型材技术优势注胶原理:1、首先,在门窗或幕墙的铝型材上设计一个隔热槽。
2、将双组分聚氨酯隔热胶注到隔热槽中。
3、隔热胶快速反应生成坚固的聚合物后,将隔热槽底部的临时桥切除,铝门窗幕墙型材被隔热胶分为内外两个部门,达到阻断热量交换的目的。
穿条原理:穿条工艺,是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。
注胶与穿条铝型材技术优势:注胶与穿条铝合金门窗,具有重量轻、比强度高、刚性好、采光面积大、密封防水和隔音性能好、使用寿命长等特点,能显著减少建筑物内外的热交换,起到明显的隔热节能和良好的环保效果。
注胶与穿条项目是利用本公司的技术优势和现有的生产场地设施,引进具有世界先进水平设备技术,生产新型注胶断热冷桥高性能建筑铝合金型材。
项目产品可以根据室内外环境要求选择相应性能的材料,以增加门窗的实用性和装饰性,满足不同消费阶层装饰装修的需要二、注胶、穿条铝型材性能对比复合隔热铝型材分为两种,一种是穿条型材,另一种是注胶型材;穿条型材又分为尼龙66和PVC穿条两种。
注胶型材就是把高分子聚氨酯隔热材料注入到铝合金型材的中间槽口里,经固化后形成隔热层,达到保温节能的目的。
用上述两类型材加工成的门窗和幕墙,称为保温节能门窗和幕墙。
目前市场份额较大的隔热门窗型材是穿条型材,而注胶式型材由于以前进口聚氨酯注胶设备及聚氨酯胶价格较贵,使得注胶式隔热门窗的成本较高,致使在国内市场占有份额较少,只能在一些高档窗及出口型材应用。
目前由国内相关公司自主研发出最新的注胶设备和聚氨酯胶在性能上已达到国外进口产品水品,价格却便宜很多,浇注出的型材能达到甚至超过国家正式颁布实行的隔热铝型材标准,在性能和成本方面都具有了极强的竞争优势。
下边就把这种浇注式型材与穿条式型材作个综合的对比。
(一)、隔热型材成本分析 注胶式型材横截面积比穿条型材小,而且穿条式型材为保证型材强度,穿条槽口设计必须较宽,一方面做出的窗透光面积小,另一方面型材单位长度用铝量较多。
铝合金门窗穿条与注胶的差别
穿条式与注胶式隔热铝型材在门窗行业中以铝型材制造的门窗具有强度高、重量轻、加工便利、外型美观等优良特性,但由于其保温、隔热性能的欠佳一度被市场冷落。
随着铝型材隔热技术的成熟和逐步推广,我们可以在酒店、商用建筑以及民用住宅等地方看到铝型材隔热技术存在。
在国外,通过不断研究和开发,注胶隔热技术陆续在全世界推广开来。
1990年,纽约帝国大厦在庆祝它六十岁生日之际,将原有的窗户全部更换为注胶式隔热铝型材生产的节能铝窗,这标志着注胶隔热技术已成为国际节能铝门窗发展的时代趋势。
我国隔热铝型材市场起步较晚,但是自从1997年开始引进美式注胶隔热技术以来,市场发展迅速。
经过多年的发展,目前在隔热冷桥的设计、隔热材料的选择、生产工艺的控制、门窗制作安装等领域已经处于较为成熟的阶段,而且许多方面的技术已经超过国外同类产品水平。
下面对注胶隔热技术作以简单介绍,注胶隔热技术是将选用特殊配方制得的浇注胶A组分(P料)和B组分(I料)两液体物质组分按照一事实上比例混合后,发生交联反应,最终产生高分子隔热聚合物。
此种物质由软链段和硬链段嵌段组成,这种特殊结构既保证了高质量的机械强度、粘接强度,又具有一定韧性以及与铝合金型材相近的热膨胀系数,从而可代替铆钉、螺栓等形式来进行铝型材的连接,并且可以长时间承受静、动载荷。
表一为国产浇注胶性能与进口产品参照:表一注胶式隔热铝型材优点从事隔热型材及铝门窗加工制造行业者都了解,复合隔热铝型材分为两种,一种是穿条型材,另一种是注胶型材;穿条型材主要使用尼龙66材料的隔热条。
注胶型材就是把高分子聚氨酯隔热材料注入到铝合金型材的中间槽口里,经固化后形成隔热层,达到保温节能的目的。
目前市场份额较大的隔热门窗型材是穿条型材,而浇注式型材由于以前进口浇注设备及浇注胶价格较贵,使得浇注式隔热门窗的成本较高,从而造成在国内市场份额较少,只能在一些高档窗及出口型材应用。
目前由国内相关公司自主研发出最新的浇注设备和浇注胶在性能上已达到国外进口产品水品,价格却便宜很多,浇注出的型材能达到甚至超过国家2005年3月正式颁布实行的隔热铝型材标准。
注胶与穿条隔热技术系统的性价比最优化分析

注胶与穿条隔热技术系统的性价比最优化分析提纲:1. 胶和穿条隔热技术系统的原理和特点2. 性价比最优化分析的方法和指标选取3. 比较论证胶和穿条隔热技术系统的性价比差异4. 实际应用中胶和穿条隔热技术系统的适用性和优缺点5. 市场趋势和发展前景分析1. 胶和穿条隔热技术系统的原理和特点胶隔热系统是通过一系列胶层粘合多层复合材料组成的内隔热层,使建筑外墙形成隔热屏障,起到保温降能的作用。
穿条隔热系统使用多个垂直和水平的支架穿过外墙,并与墙体连接,隔热材料固定在支架上,形成墙外隔热结构。
两种技术的共同特点是均可实现墙体的隔热,提高建筑的节能效果。
而胶隔热技术可以形成更加整体、连续的隔热层,具有防水、防水汽渗透等优点,穿条隔热技术需要加强防护措施,因为外面有一些构建支撑物。
2. 性价比最优化分析的方法和指标选取性价比最优化分析主要可以采用成本效益分析(CBE)方法,对于建筑隔热技术来说,其成本和效益指标具体应如何选取呢?应当考虑成本因素,包括材料、工艺、施工时机等多个方面的成本,另外还应当考虑节约能源、节约保养等多个方面的效益。
常见指标包括:(1)保温性能:低于一定温度时,保证建筑材料表面不凝露,避免冷桥的产生。
(2)保温效果:更高的隔热能力,可以降低采暖或制冷费用。
(3)耐久性:即保温材质使用寿命。
(4)安全性:隔热材料不会产生环保问题,不会产生对人体有害物质等。
(5)施工周期:安装隔热材质的维修时间和费用专业后期的管理周期等。
3. 比较论证胶和穿条隔热技术系统的性价比差异相比较而言,建筑隔热系统中,胶和穿条的隔热技术在效果和成本上各有优劣,进行比较,应从以下方面考虑。
(1)成本分析:这是最重要的一个因素,穿条隔热系统需要配备大量支撑材料,且需要施工更多的人工,因此总的建筑隔热系统的成本要高于胶隔热。
在多数情况下,胶被更广泛地应用于商业和家庭建筑领域。
对于较高层建筑,则需考虑二者的共同使用。
(2)保温性能和效果:胶隔热技术的连续性更好,保温效果更突出、更稳定。
注胶与穿条隔热型材性能对比分析
穿条式与注胶式隔热型材性能对比分析一、基本性能对比二、加工工艺对比注胶式隔热铝型材:1. 注胶式隔热型材是把液态隔热材料注入铝合金型材浇注槽内固化后,切除与铝合金型材浇注槽开口对应的金属桥,靠液态隔热材料固化后形成隔热桥与铝型材的粘接力连接内外腔铝型材,由于浇注胶的高粘合性,隔热桥与铝型材完全粘结成为一体,所以此工艺的隔热铝型材强度高2. 由于铝型材是采用一次性挤出工艺,这样不仅减少了模具数量,而且还有效的避免了工艺缺陷等问题。
3. 注胶隔热型材在过程中出材率高,成品率高,工艺稳定可靠,几乎没有次品出现,特别适合规模化和连续化生产穿条式隔热铝型材:1. 穿条式隔热铝型材本身是通过两次挤压成形的,之后把隔热条穿到两块铝型材的工艺槽内,再经过辊压,使得材料结构发生变化,产生应力使型材的整体强度差,这样的工艺就限制了隔热材料的强度不能高,甚至有时用于型材硬度稍大而产生明显的裂纹或断裂使之成为废品。
2. 由于穿条式隔热铝型材是用隔热条通过咬合方式将两部分铝型材连成一个整体部分,这种工艺要求组成整体部分后不变形,并在组成成窗时相应的配合尺寸有一定的精度要求,因此会导致加工效率不高,成品率低的现象。
三、强度对比从加工工艺上看,注胶式隔热铝型材是采用一性挤压成形,并用高粘合性隔热胶固化后将型材粘成一体,其单根型材上看强度要高于穿条式隔热铝型材,但是正是由于该加工工艺的限制,其横截面积不能设计于过大,否则会影响型材模具的使用寿命、生产的难度以及铝型材的强度,因此在组装较大尺寸门窗时不宜推荐用注胶隔热铝材。
四、成本对比相同腔体设计,相同壁厚的前提下,注胶式隔热铝型材米重均小于穿条式隔热铝型材,从而相同尺寸、相同中空玻璃配置的情况下,注胶式的隔热铝成窗重量也大大低于穿条式隔热铝穿重量,以我司现设计的93系列隔热推拉窗为例:壁厚1.4mm,窗尺寸1500×1500mm,注胶式隔热的平方米重为6.05 kg/m2, 原868穿条式隔热平方米重为7.35 kg/m2 ,一般注胶隔热窗每平方米要比穿条隔热窗节省1公斤料,因些注胶式成本大大低于穿条式隔热铝材五、内外双色由于穿条式隔热铝型材的铝合金部分是经过两次挤出的,铝型材内外两部分单独进行表面处理,再经过开齿、穿条、辊压可以完成双色结构,因此对于穿条式隔热型材,这点做起来非常简单。
节能门窗首选注胶式隔热铝合金门窗
四项 铝工业新 技术通过鉴定
近 日,中国有 色金 属工业协会在京组织科技成 果鉴定会 , “ 富锂氧化铝 的铝 电解节 能技 术开发与应用” 、 “ 七效二段 法 节能蒸发器 的研制 开发” 、 “ 赤泥在高 分子复合材料 中的应用研 究” 、 “ L C D 玻璃基板用氧化铝关键技术 的开发与产业 化 应用 ”四项技 术通过了科技 成果 鉴定 。
数K 值来看 ,隔热胶是最佳 的隔热材料 。 窗户 的保温性 能 由传热 系数 U 表示 ,同样 的门窗 ,且玻 璃系统 配置 也相 同的情 况下 ,塑料 门窗 的u 值 为2 . 2~2 . 9 W/
m K;穿条式隔热铝合 金 门窗 的U 值 为2 . 2 ~2 . 6 W/ m K,而注胶式 隔热铝合金 门窗的u 值要小于穿条式 隔热 窗( 主要体 现在隔 热胶 的K 值更小并且浇注胶在 隔热槽 内为实体 ,不像穿条 式的在两个隔热条之 间是空腔 ,会存 在空气对 流的现象) 。由此可
迟乾洲 。等 :数控车零件机械设计加工全过程仿真实现方法
技术 工程/ 信息报道
A S o f t wa r e Me t ho d t o S i mu l a t e t h e W ho l e Co u r s e o f La t h e Ma nu f a c t u r e
Ab s t r a c t :Th e wh o l e c o u r s e o f l a t h e ma n u f a c t u r e i n c l u d i n g t h e d e s i g n , t e c h n o l o g y a n d ma n u f a c t u r e c a n b e s i mu l a t e d u s i n g t h e s o f t wa r e o f t h e C AXA l a t h e a n d VNUC NC s i mu l a t i o n . I t c a n s i mu l a t e t h e e x a c t r e s u h s wh e n t h e t o o l s , ma t e r i a l s a n d p a r a me t e r s c h a n g e a n d i f n d t h e wr o n g i n t h e NC p r o g r a m. T h e me t h o d c a n r e d u c e t h e c o s t o f e n t e r p r i s e . Ke y wo r d s :C AXA l a t h e ; VNUC s o f t w a r e ; l a t h e ma n u f a c t u r e ; s i mu l a t i o n o f t h e wh o l e c o u r s e
注胶式隔热铝型材和穿条式铝型材对比
注胶式隔热铝型材和穿条式铝型材对比当今世界最为普及的两种隔热铝型材是使用聚氨酯隔热胶的注胶式和使用尼龙玻璃纤维隔热条的穿条式。
这两种隔热系统的隔热性能和建筑结构性能差异很大。
注胶式隔热系统的隔热性能是穿条式隔热系统的1.25倍。
建筑结构性能对比:对于高层建筑和幕墙来说,高风压要求隔热材料同时具备良好的隔热性能和建筑结构性能。
隔热材料在高效隔热的同时还必须具备足以抗风压的高抗剪强度。
注胶式隔热系统正是满足了各种严格的要求,其抗剪强度式穿条式隔热系统的4倍。
此外,注胶式隔热系统还具有更高的抗挠曲、抗冲击和抗拉伸强度。
30多年来,注胶式隔热系统广泛的用于民用和商用住宅,品质优良,高效节能,在业内建立了良好的声誉。
与穿条式相比,注胶式隔热产品生产更简便,成本更经济。
此外,注胶式隔热系统是唯一提供长期质量控制指导和鉴定体系的,可以避免产品质量产生重大问题。
注胶式隔热系统具有世界上最优秀的隔热和建筑结构性能。
目前隔热铝型材主要有两种形式:穿条式隔热铝型材和注胶式隔热铝型材。
注胶式隔热铝型材技术起源于美国,目前在国际节能门窗市场上已得到广泛的应用,它是把具有优异隔热性能的高分子材料浇注到铝合金型材槽口内经断桥后在型材的中央构成一道隔热层(通常被称作隔热桥),由此达到良好的隔热效果。
这种工艺制出隔热铝型材整体强度高,隔热效果好,不会出现虹吸现象,截面积小,美观精巧,特别适合住宅建筑门窗及高层建筑门窗使用。
以下主要对注胶式与穿条式隔热铝型材作性能对比分析:一.基本性能对比1.强度注胶式:隔热铝型材,由于铝型材是采用一次性挤出工艺,这样不仅减少了模具数量,而且还有效的避免了工艺缺陷等问题。
铝型材硬度允许达到钳式硬度13以上,而穿条工艺的铝型材硬度允许在钳式硬度10左右。
注胶式隔热铝型材是一次性把浇注胶浇注到铝型材隔热槽内固化形成隔热桥,由于浇注胶的高粘合性,隔热桥与铝型材完全粘结成为一体,所以此工艺的隔热铝型材强度高。
注胶式和穿条式铝型材的成本对比

型材按20,000元/吨计,PVC隔热条按8,000元/吨,国产PA66隔热条按30,000元/吨,聚氨酯浇注胶按28,800元/吨。
铝的密度为2.7g/cm,PVC的密度为1.4g/cm,PA66密度为1.3g/cm,聚氨酯的密度为1.2g/cm,通常浇注腔的宽度比穿条腔的宽度小0.8cm ,一般型材壁厚为0.14cm,型材长度按600cm计。
1.浇注式铝型材每根比穿条式节省铝材成本为:每根节省铝材重量:0.8cm×0.14×4×600cm×2.7g/cm=725.8g=0.7258kg每根节省铝材成本:0.7258kg×20元/kg=14.52元/根2.穿条用量为:条厚为0.2cm,条宽为1.5cm,长为600cm(1)每根铝型材PVC穿条用量:(0.2×1.5) ×2×600×1.4g/cm=504g=0.5kg每根铝型材PVC穿条成本:0.5kg ×8.00元/kg=4.00元/根(2)每根铝型材PA66穿条用量:(0.2 ×1.5)×2 ×600 ×1.3g/cm=468g=0.47kg每根铝型材PA66穿条成本:0.47kg ×30元/kg=14.1元/根3.聚氨酯的用量为:每根铝型材聚氨酯用量(AA槽):0.71cm² ×1.2g/cm ×600cm/根=511.2g=0.5112kg/根每根铝型材聚氨酯成本:0.5112kg/根×28.8元/kg=14.72元/根4.浇注式铝型材比PVC穿条式每根节省:14.52元/根—(14.72元/根—4.00元/根)=3.8元/根5.浇注式铝型材比尼龙66穿条式每根节省:14.52元/根—(14.72元/根—14.1元/根)=13.9元/根。
亚注胶型材介绍(对比穿条)

平开窗
窗框料,w=50
同等隔热效果的亚松注胶式隔热型材单价比穿条式隔热型材低19
%。
平开窗
窗扇料,w=50
同等隔热效果的亚松注胶式隔热型材单价比穿条式隔热型材低20
%。
平开窗
中梃料,w=50
同等隔热效果的亚松注胶式隔热型材单价比穿条式隔热型材低24
%。
隔热性能对比
常年在紫外线和高温下的科威 特”酒杯楼”
• 抗震性能优越
亚松胶利用特殊的相区分布和立方体结构,与铝材结合面保持着 优越的粘弹性力学结合,且隔热胶本身的断裂伸长率达65%。此 结合方式可保证当地震造成的建筑侧向位移 对隔热铝材进行作用时,隔热胶本身及其与 铝材的粘弹性结合部能够传递和吸收由此产 生的能量,使得隔热铝材不会发生断裂。
加工步骤
为了达到这个目的: • 首先,需要在设 计型材时,加入 一个隔热槽。 • 然后,将隔热胶 注入隔热槽内。 • 最后,切去隔热 槽底部的临时桥。
灵活多样
• 亚松隔热技术 的工艺比较简 单,对铝型材 没有特殊要求, 断面精巧,设 计的随意性大。
亚松注胶式隔热铝材加工过程
注胶式隔热系统是先将混合好的聚氨酯隔热胶 注到隔热槽内,后通过胶自身的放热反应而成型; 整个能耗为保持马达的正常运转。
抗剪切强度
检测标准:AAMA TIR-A8 (100mm) 单位:N
抗弯强度
载荷Βιβλιοθήκη 检测标准:ASTM D 790 单位:N/mm^2
力学强度对比表
隔热型材组合惯性矩
普通铝型材惯性矩 549217.4mm^4 亚松注胶式隔热铝型材惯 性矩 513379.2mm^4 约为普通铝型材的93.5% 穿条式隔热铝型材惯性矩 327441.2mm^4 约为普通铝型材的59.6%
门窗玻璃安装打胶与密封条施工工艺的优缺点
门窗玻璃安装打胶与密封胶条施工工艺的优缺点根据用户自身需求进行选择,皮条美观,玻璃固定更紧,要根据自己情况进行选择。
打胶密封性更好,但是得看工人的技术,技术不好的就打的难看。
如果师傅技术好,商家配的胶水也不错,那建议打胶。
好的工人不多而且毕竟美观度不稳定,所以很多门窗选择了用压皮条,工艺稳定,但是有压皮条的窗户一定要选择有一定档次的,不然排水系统不好的话皮条老化之后型材里面就会积水,窗户就容易渗水。
门窗的选购相信是在家中装修中,最让人感觉到纠结的地方,毕竟门窗会直接关系到我们日后居住环境的舒适度。
特别是在门窗挑选的过程中,面对各种各样材质和款式的门窗,很多商家会告诉你,他们是用了几道密封,用的是什么牌子的密封胶?不少消费者都很困惑,不知道该怎么做选择?门窗密封有三个部位的密封很重要。
第一:玻璃和扇及框之间的密封,第二:门板和窗框之间的密封,第三:框和扇之间的密封。
今天我要给大家讲的是第一道密封,玻璃和扇及框之间的密封。
目前市场上门窗的玻璃装配,主要以打玻璃胶和压密封胶条两种为主,不管是用哪一种,都是为了起防水、密封及节能的重要作用;同时还可起到隔音、防尘、防冻、保暖的作用。
这几年玻璃装配的安装工艺,我从几个方面给大家分析一下原因:从安装施工角度来看玻璃胶的优势除了密封效果以外,还有粘接固定的作用,缺点是传统打胶更多注重连接强度而忽视型材玻璃产生的热桥效应,不可规避出现内部渗水。
而且对安装工人打胶水平要求非常高,人工成本较高。
密封条的施工工艺较为简单操作,没有技术含量,成本较低,方便快捷施工,而且后期更换也比较方便。
主要施工起来更加安全。
对高层住户的门窗安装来说,施工的工人不需要再挂着安全带悬挂在半空中从室外打胶,施工的风险和成本都低了很多。
缺点是密封胶条是挤压进去的,没有粘结的作用,对于楼高超过75米以上楼层,由于受到风压影响,会出现玻璃移位的情况。
但是好的三元乙丙橡胶密封条具有良好的延展性和耐候性,在玻璃与型材之间有一个柔性连接,隔音效果更佳。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注胶与穿条隔热系统的性价比分析近一段时间有很多的议题围绕着我们,其中有两个问题需要我们特别关注。
其一是2005年新投产的发电机组在6840万至7000万千瓦之间,全社会用电量将达到24220亿千瓦时,全年电力供应的最大缺口将达到2300万千瓦,比去年明显降低。
在现有的用电结构中,夏季空调用电占了三分之一。
其二是政府对于全国房价增长过快现象的多项调控政策。
我们看到政府已经将建筑节能作为了国家发展的重中之重。
对于房地产开发商和门窗幕墙公司而言,一种高效隔热节能而成本适中的门窗幕墙隔热技术应该是最好的选择。
现在的建筑市场上,存在两种主要的隔热铝门窗技术。
一种是源于欧洲的穿条式隔热技术,另外一种是来自于北美的注胶式隔热技术。
目前大家普遍说到的“断热冷桥技术”一般是指穿条式隔热技术。
而对于注胶式隔热技术,大部分人不了解该技术的特点。
事实上,注胶式与穿条式都属于“断热冷桥技术”范畴。
而注胶式隔热技术的技术雏形早在1937年就在美国诞生。
到了七十年代,第一套注胶式隔热铝材生产线也从香港引入了中国广东,所以说注胶式隔热技术对于我们并不陌生。
那么,是不是所有的隔热节能铝窗和幕墙产品都是具有隔热性能,但成本较高的节能产品呢?是不是随着房价的不断调整,隔热铝窗和幕墙产品就要被开发商慎重选用了呢?我们的答案是否定的。
美国的“节能之星”计划和日本建设工业部牵头实施的“低息贷款建筑门窗节能计划”都被指定采用注胶式隔热技术来完成。
这充分说明了注胶式隔热技术是一种符合国际建筑节能标准,且成本适中的先进结构隔热技术。
下面,我们仅从几点来分析注胶式隔热技术和穿条式隔热技术的差异。
一、隔热性能优异对于隔热铝材来讲,隔热材料的K值对于整个铝材的隔热性能有着至关重要的影响。
注胶式隔热铝材的核心-隔热胶的K值是0.12,而穿条式隔热铝材的核心—PA66+空气(或条形填充物)的K值比隔热胶大一些,从而使得注胶隔热铝材和隔热门窗的U值均低于穿条式型材隔热铝材和隔热门窗。
前不久,亚松公司中国总部在国内采用这两种不同的隔热设计结构制作同样一樘45mm内开窗(1500mm×1500mm),并采用美国的专业计算软件THERM5.2 和WINDOW 5.2进行隔热性能模拟分析。
从这两种隔热窗型的热力学性能红外分析图和测试结果可以看出,在门窗型材宽度、玻璃系统配置及隔热材料宽度均相同的前提下,注胶式型材隔热窗的U 值为2.83W/m2•K,穿条式隔热窗的U值为2.98W/m2•K,注胶式隔热窗的隔热性能优于穿条式隔热窗。
同时,我们发现在两种隔热窗隔热性能相同的情况下,穿条式隔热材料腔体宽度至少比注胶式隔热材料的腔体宽度大4mm。
这个特点为使用者在保持门窗隔热不变的前提下,降低门窗成本提供了途径。
二.节省门窗型材成本从刚才的隔热性能分析,我们可以发现在门窗型材宽度,玻璃系统配置及隔热材料宽度均相同的前提下,注胶式隔热窗的隔热性能明显优于穿条式隔热窗。
那么更好的隔热性能是不是就意味着更高的材料成本呢?答案是否定的。
由于注胶隔热结构和穿条隔热结构的设计规定尺寸有所差异,在相同腔体设计、相同壁厚的前提下,注胶隔热铝材的米重均小于穿条隔热铝材米重。
而对于设计相同、中空玻璃配置也相同的隔热铝窗来讲,注胶式隔热铝窗的重量大大低于穿条式隔热铝窗的重量。
对于隔热铝窗的平米单价来讲,重量是至关重要的一项。
由于注胶式隔热铝窗的重量低于穿条式隔热铝窗的重量,从而它的成本价格也大大低于穿条式隔热铝窗。
我们按照1500mm×1500mm的标准样窗尺寸进行了分析性计价,结果发现注胶式隔热窗比穿条式隔热窗铝材成本每平米低20%左右。
这个成本价格基本可以满足广大用户在铝窗成本增加不多的前提下,达到国家规定的隔热性能指标(K 值或U值)。
三.型材强度高对于隔热铝材能否作为主承重载体而用于大型和高层建筑用窗或幕墙的关键之一,是隔热铝材的强度(或复合惯性矩)能否达到设计方的规定。
那么,注胶式隔热铝材、穿条式隔热铝材与普通铝材的强度是否相等呢?我们对此也进行了计算和分析。
我们参考了欧盟的相关标准(《隔热金属型材性能要求和测试试验》)和美国的相关标准(AAMA TIR A8:2004《隔热建筑铝合金型材结构性能与分析》)。
为了可以公平性的考量隔热铝材的强度差异,在这里我们采用了欧盟《隔热金属型材性能要求和测试试验》标准作为计算分析的理论依据。
对于结构尺寸一致的穿条式隔热铝材,我们也作了计算分析。
由于主要参数隔热材料的弹性常数或组合弹性值相差较远,且其他相关参数的微量差异,使得两种隔热铝材的复合惯性距相差较大。
具体结果如下:普通铝型材惯性矩为549219.4mm4;注胶式隔热铝型材惯性矩为:513379.2 mm4 ,约为普通铝型材的94%;穿条式隔热铝型材惯性矩为327441.2 mm4,约为普通铝型材的59.6%。
例如,韩国汉城的一所建筑,整个建筑一栋48层和一栋64层的高楼组成。
建筑师要求幕墙用材除能够承受高风压载荷外,可视面的宽度不能超过80mm。
对于这种近于苛刻的要求,该工程的技术咨询公司提出了采用亚松公司的隔热技术方案。
经过韩国工程试验中心的性能校合,该方案能够满足工程甲方的设计要求和造价标准。
从上面的分析我们可以得出这样一个结论,注胶式隔热铝窗及幕墙产品是真正适应中国现在及未来房地产市场需求的建筑节能产品。
AZON希望为中国的建筑节能奉献我们的技术与经验,同时,我们也建议广大用户在选择门窗幕墙用材时,始终要将产品质量和安全放在首位。
从事隔热型材及铝门窗加工制造行业者都了解,复合隔热铝型材分为两种,一种是穿条型材,另一种是注胶型材;穿条型材又分为尼龙66和PVC穿条两种,而实际上PVC穿条是国家建设部禁止使用的,也没有相应的标准。
注胶型材就是把高分子聚氨酯隔热材料注入到铝合金型材的中间槽口里,经固化后形成隔热层,达到保温节能的目的。
用上述两类型材加工成的门窗和幕墙,称为保温节能门窗和幕墙。
目前市场份额较大的隔热门窗型材是穿条型材,而注胶式型材由于以前进口聚氨酯注胶设备及聚氨酯胶价格较贵,使得注胶式隔热门窗的成本较高,甚至大部分企业不愿意出高价购买进口设备,致使在国内市场占有份额较少,只能在一些高档窗及出口型材应用。
目前由国内相关公司自主研发出最新的注胶设备和聚氨酯胶在性能上已达到国外进口产品水品,价格却便宜很多,浇注出的型材能达到甚至超过国家2005年3月正式颁布实行的隔热铝型材标准(标准参见GB/T5237.6-2004)在性能和成本方面都具有了极强的竞争优势。
下边就把这种浇注式型材与穿条式型材作个综合的对比(*注:以下数据由大连固得、大连华工、南山铝业提供,型材标准及检测标准参照国标GB/T5237.6-2004)。
一、隔热型材成本分析型材类型单位质量胶的浇注长度隔热胶单价(元/kg)每米需浇注胶重量(kg)每米型材浇注胶成本AA型12.25m/kg 30 0.0816 2.54元BB型8.64m/kg300.1157 3.47元注, 注胶式隔热型材(参见GB/T5237.6-2004)穿条式隔热型材国产PA66 I型 1.5元/米型材插条成本3元/米T型 2.4元/米型材插条成本4.8元/米进口PA66 I型3元/米型材插条成本6元/米T型4元/米型材插条成本 8元/米PVC插条I型0.8元/米型材插条成本 1.6元/米T型1元/米型材插条成本 2元/米注胶式型材横截面积小比穿条型材小,而且穿条式型材为保证型材强度,穿条槽口设计必须较宽,一方面做出的窗透光面积小,另一方面型材单位长度用铝量较多。
通常浇注胶槽口宽度比穿条胶宽度小0.8cm,经计算注胶式铝型材比插条吨型材出材率高11.8%左右,制造1000平方米门窗大约比穿条式型材节省约1吨型材。
三、隔热材料性能对比材料性能浇注用隔热胶(参考BB型材尺寸)穿条用尼龙隔热条(参考国外品牌数据)横向拉伸强度N/mm 330 244(两根I型条)水中浸泡试验强度变化324 下降湿热试验强度变化无明显变化下降脆性试验强度变化略增加略增加应力开裂试验合格-热传导率W/m·k 0.12 0.35浸水24h后强好下降隔热材料断裂伸长率10%-65% 4%密度g/cm³ 1.2 1.3四、综合性能分析对比(一)强度聚氨酯注胶式复合铝型材的强度大于尼龙66。
由于聚氨酯浇注到铝型材的隔热槽内固化形成隔热桥是聚氨酯与铝合金粘合为一体的过程,所以铝材的强度高。
穿条式复合铝型材是把隔热条穿到两块铝型材的工艺槽内,再经过辊压使之成为一体。
辊压的过程使得材料的内部结构发生了变化,产生应力使型材的整体强度变差,甚至产生明显的裂纹使之成为废品。
为了防止辊压过程中产生裂纹,型材在挤出时就要控制硬度不宜过高。
这样,在条件要求较高的场合如:体育场馆、幕墙、自然博物馆、沿海及地震发多地带,浇注式型材更显现出突出的优势。
(二)吨型材出材率聚氨酯注胶式复合型材横截面积小。
通常浇注胶宽度比穿条胶宽度小0.8cm,经计算注胶式铝型材比插条吨型材出材率高11.8%左右,制造1000平方米门窗大约比穿条式型材节省约1吨型材。
(三)可塑性聚氨酯注胶式铝型材的可拉弯性比穿条式型材好。
现在的门窗多种多样,异形门窗越来越多,要求型材的可塑性一定要好。
浇注式铝型材易于加工任何形状的门窗,包括号3600的圆弧形。
而穿条式型材由于隔热条与型材的连接不牢固,型材变形大时,隔热条易从铝型材的连接槽内脱出,使可应用窗型受到限制。
(四)隔热效果及内外双色聚氨酯注胶式复合铝型材与尼龙66均可实现双色。
穿条式复合铝型材的铝合金部分是经过两次挤出的,铝型材内外两部分单独进行表面处理;再经过开齿、穿条、辊压可以完成双色结构。
浇注式的双色形成工艺;1、铝型材内外两部分经过两次挤出,分别进行表面处理。
2、将铝型材经过专用设备进行复合—注胶—切桥。
五、门窗厂自注胶和采购成品注胶型材的成本对比及计算方法:浇注式成品型材单价约为:25000元/吨,净料为:25000÷0.94=26600元/吨。
如果门窗厂自己注胶:聚氨酯价格为:30000 元/吨,聚氨酯用量一般为型材的10%,铝型材(指喷涂料含包装)为:22000元/吨,净料为:22000÷0.94=23404元/吨,则自浇注型材净料成本为:(23404+30000×10%)÷1.1=24004元/吨。
每吨差价为:26600元/吨-24004元/吨=2596元/吨。
我们选择自己注胶每吨可以节省2596元,如果每年可加工两万平方米的门窗,每平米用料按照7.5公斤计算,则可以节省:20000×7.5÷1000×2596=389400元(约39万元)。