“穿条式”VS“浇注式”隔热铝型材的区别
铝合金门窗穿条与注胶的差别
穿条式与注胶式隔热铝型材
在门窗行业中以铝型材制造的门窗具有强度高、重量轻、加工便利、外型美观等优良特性,但由于其保温、隔热性能的欠佳一度被市场冷落。随着铝型材隔热技术的成熟和逐步推广,我们可以在酒店、商用建筑以及民用住宅等地方看到铝型材隔热技术存在。在国外,通过不断研究和开发,注胶隔热技术陆续在全世界推广开来。1990年,纽约帝国大厦在庆祝它六十岁生日之际,将原有的窗户全部更换为注胶式隔热铝型材生产的节能铝窗,这标志着注胶隔热技术已成为国际节能铝门窗发展的时代趋势。
我国隔热铝型材市场起步较晚,但是自从1997年开始引进美式注胶隔热技术以来,市场发展迅速。经过多年的发展,目前在隔热冷桥的设计、隔热材料的选择、生产工艺的控制、门窗制作安装等领域已经处于较为成熟的阶段,而且许多方面的技术已经超过国外同类产品水平。
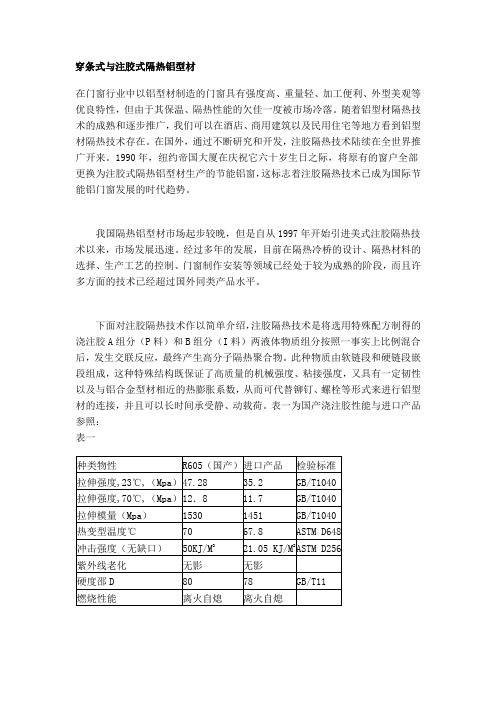
下面对注胶隔热技术作以简单介绍,注胶隔热技术是将选用特殊配方制得的浇注胶A组分(P料)和B组分(I料)两液体物质组分按照一事实上比例混合后,发生交联反应,最终产生高分子隔热聚合物。此种物质由软链段和硬链段嵌段组成,这种特殊结构既保证了高质量的机械强度、粘接强度,又具有一定韧性以及与铝合金型材相近的热膨胀系数,从而可代替铆钉、螺栓等形式来进行铝型材的连接,并且可以长时间承受静、动载荷。表一为国产浇注胶性能与进口产品参照:
表一
注胶式隔热铝型材优点
从事隔热型材及铝门窗加工制造行业者都了解,复合隔热铝型材分为两种,一种是穿条型材,另一种是注胶型材;穿条型材主要使用尼龙66材料的隔热条。注胶型材就是把高分子聚氨酯隔热材料注入到铝合金型材的中间槽口里,经固化后形成隔热层,达到保温节能的目的。
. 铝合金隔热型材抗拉强度、抗剪轻度检测知识讲解
2、结果和表示 纵向剪切试验
按公式(1)计算各试样单位长度上所能承受的最大剪切力,
二、检测依据及标准要求
1、检测依据 《铝合金建筑型材 第6部分:隔热型材》 GB5237.6-2012
2、技术要求见下表1
试验项目 复合方式
纵向剪切试验 横向剪切试验
穿条式 浇筑式
试验结果
纵向抗剪特征值 (N/mm)
室温 低温 高温
横向抗拉特征值 (N/mm)
室温 低温 高温
≥ 24 ≥ 24 ≥ 24 ≥ 24 ≥ 24 ≥ 24
A类隔热型材试样需先通过室温纵向剪切失效(隔热型材与 铝型材间出现2.0mm的剪切滑移。)再做横向拉伸试验,B类隔 热型材试样不通过室温纵向剪切失效直接做横向拉伸试验。
七、试样方法
1、试验步骤
纵向剪切试验:用夹具将试样夹好,试样在试验温度 下放置10min后,以1mm/min~5mm/min的加载速度加载进 行剪切试验,所加的荷载和相应的剪切位移做记录,直至 最大荷载出现,或隔热材料与铝型材出现2.0mm的剪切滑移 量(此时称剪切生效)。滑移量应直接在试样上测量。
穿条式与浇筑式铝型材的区别
“穿条式”VS“浇注式”隔热铝型材的区别
资讯来源:中国幕墙网发布日期:2008-4-7 点击次数:
热门关键词:铝合金铝合金型材铝板铝材铝锭氧化铝
随着人们生活水平的不断提高,对住宅门窗的要求也越来越高,除了安全舒适外,还要求门窗的品质和个性化,要求环保节能。这样给门窗建材提出了更高的要求,“第二代铝合金门窗建材”的出现使问题得到了解决。根据"十五"规划和2010年的发展计划,有关部门预测,在本世纪的头10年,我国将建设村镇住宅50亿平方米,建设公共建筑10亿平方米,而10年中的城市住宅建设量为33.5亿平方米。这样巨大的建筑市场,就需要大量的门窗,若按15%的建筑面积来计算窗面积,按11%的建筑面积来计算门的面积,窗的年平均需求量为2亿平方米,门为1.47亿平方米。随着建筑市场的发展,有关部门提出了建筑节能50%的目标。并且2003年10月1日起建设部发布的行业标准《夏热冬暖地区居住建筑节能设计标准》正式实施,该《标准》的出台,意味着今后的住宅从设计时就要考虑到节能问题。因此,国内门窗生产厂家把发展新型节能门窗作为实现节能的主要途径。节能门窗主要是通过框体及玻璃这两部分,结构性能的改造,来阻止热损失的三种形式的进行。其中“第二代铝合金建材”中的断热冷桥型材是环保节能建材精品中的精品。
其有两种形式:“穿条工艺”和“浇注工艺”
“穿条工艺”是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。它是来源于欧洲的技术,在市场上较为常见,据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
“穿条式”VS“浇注式”隔热铝型材的区别
“穿条式”VS“浇注式”隔热铝型材的区别
随着人们生活水平的不断提高,对住宅门窗的要求也越来越高,除了安全舒适外,还要求门窗的品质和个性化,要求环保节能。这样给门窗建材提出了更高的要求,“第二代铝合金门窗建材”的出现使问题得到了解决。根据"十五"规划和2010年的发展计划,有关部门预测,在本世纪的头10年,我国将建设村镇住宅50亿平方米,建设公共建筑10亿平方米,而10年中的城市住宅建设量为33.5亿平方米。这样巨大的建筑市场,就需要大量的门窗,若按15%的建筑面积来计算窗面积,按11%的建筑面积来计算门的面积,窗的年平均需求量为2亿平方米,门为1.47亿平方米。随着建筑市场的发展,有关部门提出了建筑节能50%的目标。并且2003年10月1日起建设部发布的行业标准《夏热冬暖地区居住建筑节能设计标准》正式实施,该《标准》的出台,意味着今后的住宅从设计时就要考虑到节能问题。因此,国内门窗生产厂家把发展新型节能门窗作为实现节能的主要途径。节能门窗主要是通过框体及玻璃这两部分,结构性能的改造,来阻止热损失的三种形式的进行。其中“第二代铝合金建材”中的断热冷桥型材是环保节能建材精品中的精品。
其有两种形式:“穿条工艺”和“浇注工艺”
“穿条工艺”是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。它是来源于欧洲的技术,在市场上较为常见,据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
“浇注工艺”隔热节能技术起源于美国,1937年10月,第一个描述铝合金材料如何被进行隔热处理的专利诞生了。它的主要思想是将一种类似密封蜡的混合物浇注到门窗用铝材的中间,来进行隔热。与此同时,有关聚氨酯的专利在德国出现了。1952年,另一个专利被公开发布。该专利的发明者的想法是用粘结或机械力压紧的方法将某种未成型的高分子绝热聚合物固定在铝合金型材专用的断热槽中。然后,就象今天大家看到的那样,将铝合金型材槽底连接部分切除,这种方法就是今天“浇注工艺”技术的雏形。目前,国内有不少厂家引进了浇注设备,其中包括进口和国产的,这些厂家大多是有进穿条式设备的同时引进浇注式设备的。
注胶与穿条隔热型材性能对比分析
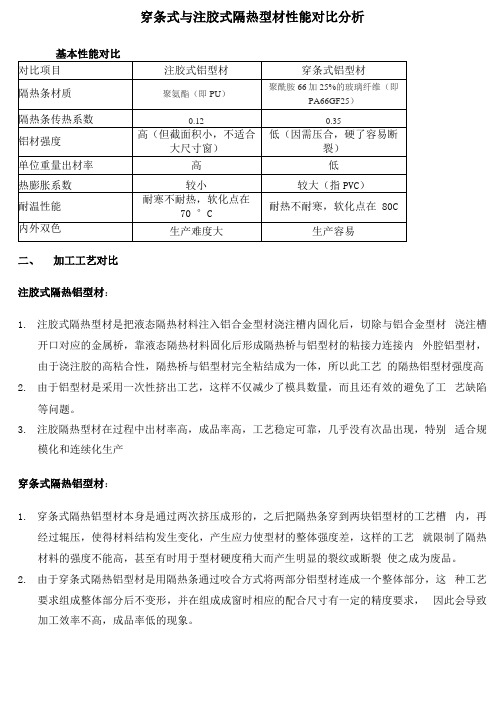
穿条式与注胶式隔热型材性能对比分析
基本性能对比
二、加工工艺对比
注胶式隔热铝型材:
1.注胶式隔热型材是把液态隔热材料注入铝合金型材浇注槽内固化后,切除与铝合金型材浇注槽
开口对应的金属桥,靠液态隔热材料固化后形成隔热桥与铝型材的粘接力连接内外腔铝型材,由于浇注胶的高粘合性,隔热桥与铝型材完全粘结成为一体,所以此工艺的隔热铝型材强度高2.由于铝型材是采用一次性挤出工艺,这样不仅减少了模具数量,而且还有效的避免了工艺缺陷
等问题。
3.注胶隔热型材在过程中出材率高,成品率高,工艺稳定可靠,几乎没有次品出现,特别适合规
模化和连续化生产
穿条式隔热铝型材:
1.穿条式隔热铝型材本身是通过两次挤压成形的,之后把隔热条穿到两块铝型材的工艺槽内,再
经过辊压,使得材料结构发生变化,产生应力使型材的整体强度差,这样的工艺就限制了隔热材料的强度不能高,甚至有时用于型材硬度稍大而产生明显的裂纹或断裂使之成为废品。
2.由于穿条式隔热铝型材是用隔热条通过咬合方式将两部分铝型材连成一个整体部分,这种工艺
要求组成整体部分后不变形,并在组成成窗时相应的配合尺寸有一定的精度要求,因此会导致加工效率不高,成品率低的现象。
三、强度对比
从加工工艺上看,注胶式隔热铝型材是采用一性挤压成形,并用高粘合性隔热胶固化后将型材粘成一体,其单根型材上看强度要高于穿条式隔热铝型材,但是正是由于该加工工艺的限制,其横截面积不能设计于过大,否则会影响型材模具的使用寿命、生产的难度以及铝型材的强度,因此在组装较大尺寸门窗时不宜推荐用注胶隔热铝材。
四、成本对比
穿条式隔热型材和注胶式隔热型材的比较解读
穿条式隔热型材和注胶式隔热型材的比较
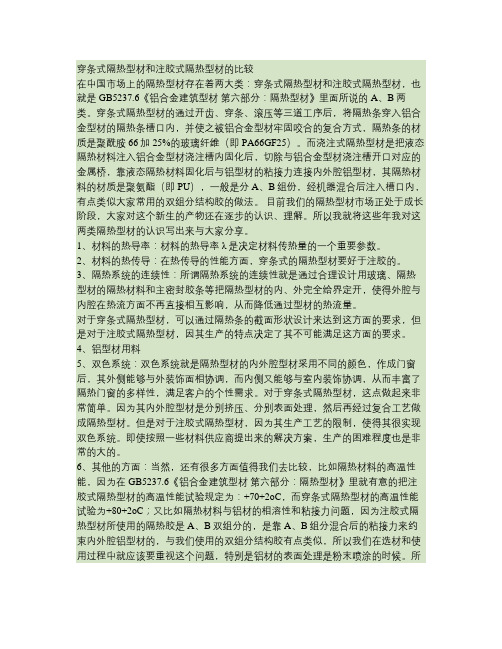
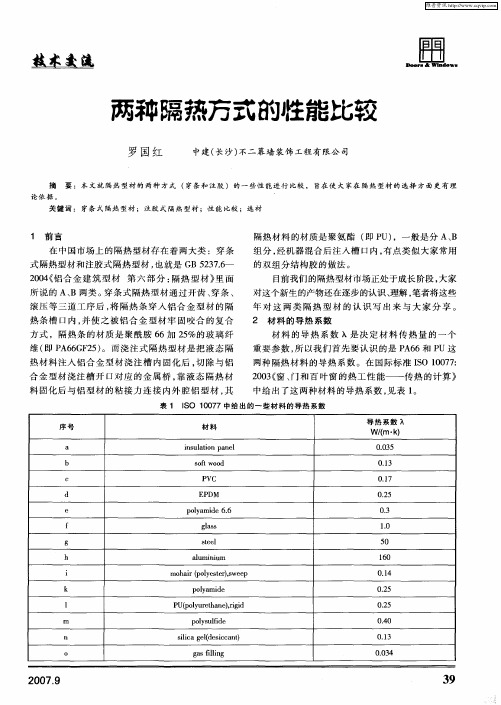
在中国市场上的隔热型材存在着两大类:穿条式隔热型材和注胶式隔热型材,也就是GB5237.6《铝合金建筑型材第六部分:隔热型材》里面所说的A、B两类。穿条式隔热型材的通过开齿、穿条、滚压等三道工序后,将隔热条穿入铝合金型材的隔热条槽口内,并使之被铝合金型材牢固咬合的复合方式,隔热条的材质是聚酰胺66加25%的玻璃纤维(即PA66GF25)。而浇注式隔热型材是把液态隔热材料注入铝合金型材浇注槽内固化后,切除与铝合金型材浇注槽开口对应的金属桥,靠液态隔热材料固化后与铝型材的粘接力连接内外腔铝型材,其隔热材料的材质是聚氨酯(即PU),一般是分A、B组份,经机器混合后注入槽口内,有点类似大家常用的双组分结构胶的做法。目前我们的隔热型材市场正处于成长阶段,大家对这个新生的产物还在逐步的认识、理解。所以我就将这些年我对这两类隔热型材的认识写出来与大家分享。
1、材料的热导率:材料的热导率λ是决定材料传热量的一个重要参数。
2、材料的热传导:在热传导的性能方面,穿条式的隔热型材要好于注胶的。
3、隔热系统的连续性:所谓隔热系统的连续性就是通过合理设计用玻璃、隔热型材的隔热材料和主密封胶条等把隔热型材的内、外完全给界定开,使得外腔与内腔在热流方面不再直接相互影响,从而降低通过型材的热流量。
对于穿条式隔热型材,可以通过隔热条的截面形状设计来达到这方面的要求,但是对于注胶式隔热型材,因其生产的特点决定了其不可能满足这方面的要求。
4、铝型材用料
5、双色系统:双色系统就是隔热型材的内外腔型材采用不同的颜色,作成门窗后,其外侧能够与外装饰面相协调,而内侧又能够与室内装饰协调,从而丰富了隔热门窗的多样性,满足客户的个性需求。对于穿条式隔热型材,这点做起来非常简单。因为其内外腔型材是分别挤压、分别表面处理,然后再经过复合工艺做成隔热型材。但是对于注胶式隔热型材,因为其生产工艺的限制,使得其很实现双色系统。即使按照一些材料供应商提出来的解决方案,生产的困难程度也是非常的大的。
注胶铝材与穿条铝材的优劣
注胶铝材与穿条铝材的优劣
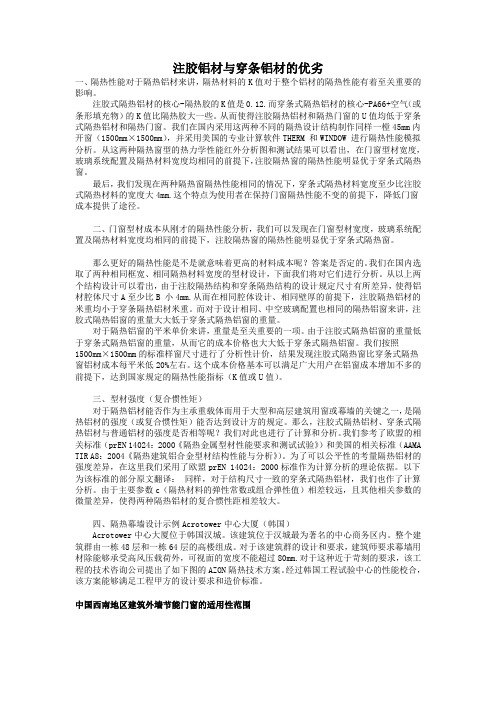
一、隔热性能对于隔热铝材来讲,隔热材料的K值对于整个铝材的隔热性能有着至关重要的影响。
注胶式隔热铝材的核心-隔热胶的K值是0.12.而穿条式隔热铝材的核心-PA66+空气(或条形填充物)的K值比隔热胶大一些。从而使得注胶隔热铝材和隔热门窗的U值均低于穿条式隔热铝材和隔热门窗。我们在国内采用这两种不同的隔热设计结构制作同样一樘45mm内开窗(1500mm×1500mm),并采用美国的专业计算软件THERM 和WINDOW 进行隔热性能模拟分析。从这两种隔热窗型的热力学性能红外分析图和测试结果可以看出,在门窗型材宽度,玻璃系统配置及隔热材料宽度均相同的前提下,注胶隔热窗的隔热性能明显优于穿条式隔热窗。
最后,我们发现在两种隔热窗隔热性能相同的情况下,穿条式隔热材料宽度至少比注胶式隔热材料的宽度大4mm.这个特点为使用者在保持门窗隔热性能不变的前提下,降低门窗成本提供了途径。
二、门窗型材成本从刚才的隔热性能分析,我们可以发现在门窗型材宽度,玻璃系统配置及隔热材料宽度均相同的前提下,注胶隔热窗的隔热性能明显优于穿条式隔热窗。
那么更好的隔热性能是不是就意味着更高的材料成本呢?答案是否定的。我们在国内选取了两种相同框宽、相同隔热材料宽度的型材设计,下面我们将对它们进行分析。从以上两个结构设计可以看出,由于注胶隔热结构和穿条隔热结构的设计规定尺寸有所差异,使得铝材腔体尺寸A至少比B 小4mm.从而在相同腔体设计、相同壁厚的前提下,注胶隔热铝材的米重均小于穿条隔热铝材米重。而对于设计相同、中空玻璃配置也相同的隔热铝窗来讲,注胶式隔热铝窗的重量大大低于穿条式隔热铝窗的重量。
两种隔热方式的性能比较
热 系数 A、 平壁 的表 面 面积 A 及 两侧表 面 的温差 (。 t 一
t 成正 比 , 2 ) 与平壁 的厚度 成 卜 . f 加图 1 , 昕示 。
图3 注 胶 5 0系列 ( B槽 ) 热型 材 热 流 B 隔
模 拟 = 5 W / m。K) 4.9 ( ・
图 1 热 传 导 与 面 积 A 和 壁 厚 5 的 关 系
系数 也 证 明 了这 一点 , 图 3 图 5 如 ~ 。
通 过平壁 一维稳 态导 热热流 量 ;
好 。而且 计算 机二维 热 流模拟 计算 隔热 型材的传 热
A —— 平壁 的导热 系数 ;
A — 平壁 的表 面面积 ; —
平 壁 的厚 度 。
一
这说 明平壁 一维稳 态导 热的热 流量 与材料 的导
用 注胶 的 B B槽 ( 度 是 1.8 m, 面 积 A 厚 4 r 截 4a
是 107 m ) I1 . 隔热 条f 0 .r 2 48的 a 与 厚度 8是 1 .r 48 m, a 截 面积 A是 3 rm ) 行 比对 , 同样 的 温差 下 , 5 2 a 进 在 把
相应 的数据代 入热 流的 计算 公式 , 我们 会发 现 : 注胶 B B槽是 :.5 1071 . = . 5 I1 . 隔热 条 02  ̄ 0 ./44 1 7 , 48的 8 7
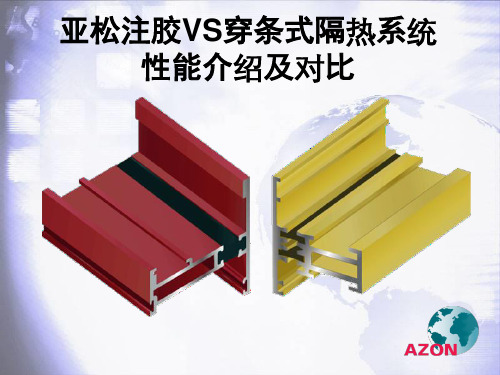
注胶式隔热铝型材和穿条式铝型材对比

注胶式隔热铝型材和穿条式铝型材对比当今世界最为普及的两种隔热铝型材是使用聚氨酯隔热胶的注胶式和使用尼龙玻璃纤维隔热条的穿条式 。这两种隔热系统的隔热性能和建筑结构性能差异很大。注胶式隔热系统的隔热性能是穿条式隔热系统的1.25倍。建筑结构性能对比:对于高层建筑和幕墙来说,高风压要求隔热材料同时具备良好的隔热性能和建筑结构性能。隔热材料在高效隔热的同时还必须具备足以抗风压的高抗剪强度。注胶式隔热系统正是满足了各种严格的要求,其抗剪强度式穿条式隔热系统的4倍。此外,注胶式隔热系统还具有更高的抗挠曲、抗冲击和抗拉伸强度。30多年来,注胶式隔热系统广泛的用于民用和商用住宅,品质优良,高效节能,在业内建立了良好的声誉。与穿条式相比,注胶式隔热产品生产更简便,成本更经济。 此外,注胶式隔热系统是唯一提供长期质量控制指导和鉴定体系的,可以避免产品质量产生重大问题。 注胶式隔热系统具有世界上最优秀的隔热和建筑结构性能。目前隔热铝型材主要有两种形式:穿条式隔热铝型材和注胶式隔热铝型材。 注胶式隔热铝型材技术起源于美国,目前在国际节能门窗市场上已得到广泛的应用,它是把具有优异隔热性能的高分子材料浇注到铝合金型材槽口内经断桥后在型材的中央构成一道隔热层(通常被称作隔热桥),由此达到良好的隔热效果。这种工艺制出隔热铝型材整体强度高,隔热效果好,不会出现虹吸现象,截面积小,美观精巧,特别适合住宅建筑门窗及高层建筑门窗使用。 以下主要对注胶式与穿条式隔热铝型材作性能对比分析: 一.基本性能对比 1.强度 注胶式隔热铝型材,由于铝型材是采用一次性挤出工艺,这样不仅减少了模具数量,而且还有效的避免了工艺缺陷等问题。铝型材硬度允许达到钳式硬度13以上,而穿条工艺的铝型材硬度允许在钳式硬度10左右。注胶式隔热铝型材是一次性把浇注胶浇注到铝型材隔热槽内固化形成隔热桥,由于浇注胶的高粘合性,隔热桥与铝型材完全粘结成为一体,所以此工艺的隔热铝型材强度高。 穿条式隔热铝型材本身是通过两次挤压成形的,之后把隔热条穿到两块铝型材的工艺槽内,再经过辊压,使得材料结构发生变化,产生应力使型材的整体强度差,这样的工艺就限制了隔热材料的强度不能高,甚至有时用于型材硬度稍大而产生明显的裂纹或断裂使之成为废品。 2.型材横截面积注胶式隔热铝型材
注胶、穿条铝型材技术优势及性能对比
注胶、穿条铝型材技术优势及性能对比
一、注胶、穿条铝型材技术优势
注胶原理:
1、首先,在门窗或幕墙的铝型材上设计一个隔热槽。
2、将双组分聚氨酯隔热胶注到隔热槽中。
3、隔热胶快速反应生成坚固的聚合物后,将隔热槽底部的临时桥切除,铝门窗幕墙型材被隔热胶分为内外两个部门,达到阻断热量交换的目的。
穿条原理:
穿条工艺,是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。
注胶与穿条铝型材技术优势:
注胶与穿条铝合金门窗,具有重量轻、比强度高、刚性好、采光面积大、密封防水和隔音性能好、使用寿命长等特点,能显著减少建筑物内外的热交换,起到明显的隔热节能和良好的环保效果。
注胶与穿条项目是利用本公司的技术优势和现有的生产场地设施,引进具有世界先进水平设备技术,生产新型注胶断热冷桥高性能建筑铝合金型材。项目产品可以根据室内外环境要求选择相应性能的材料,以增加门窗的实用性和装饰性,满足不同消费阶层装饰装修的需要
二、注胶、穿条铝型材性能对比
复合隔热铝型材分为两种,一种是穿条型材,另一种是注胶型材;穿条型材又分为尼龙66
和PVC穿条两种。注胶型材就是把高分子聚氨酯隔热材料注入到铝合金型材的中间槽口里,经固化后形成隔热层,达到保温节能的目的。用上述两类型材加工成的门窗和幕墙,称为保温节能门窗和幕墙。
目前市场份额较大的隔热门窗型材是穿条型材,而注胶式型材由于以前进口聚氨酯注胶设备及聚氨酯胶价格较贵,使得注胶式隔热门窗的成本较高,致使在国内市场占有份额较少,只能在一些高档窗及出口型材应用。目前由国内相关公司自主研发出最新的注胶设备和聚氨酯胶在性能上已达到国外进口产品水品,价格却便宜很多,浇注出的型材能达到甚至超过国家正式颁布实行的隔热铝型材标准,在性能和成本方面都具有了极强的竞争优势。下边就把这种浇注式型材与穿条式型材作个综合的对比。
3. 铝合金隔热型材抗拉强度、抗剪轻度检测
铝合金隔热型材抗拉强度、抗剪轻度检测
一、概述
铝合金隔热型材是组成节能铝合金门窗的主要材料, 是以隔热材料连接铝合金型材而制成的具有隔热功能的复 合型材,按复合方式分为穿条式和浇筑式隔热型材。
穿条式是通过开齿、穿条、滚压工序,将条形隔热材 料穿入铝合金型材穿条槽内,并使之被铝合金型材牢固咬 合的复合方式;浇筑式是把液态隔热材料浇入铝合金型材 浇筑槽内并固化,切除铝合金型材浇筑槽内的临时连接桥 使之断开金属连接,通过隔热材料讲铝合金型材断开的两 部分连接在一起的复合方式。目前市场上大部分隔热型材 为穿条式隔热型材。
横向拉伸试验装置:电子万能试验机(附-60℃和300 ℃ 以下的拉伸附件),试验夹具应能够有效防止试样由于 装夹不当造成的破坏(如在加载初始,型材即发生撕裂等 破坏)。
Thank you
≥ 24 ≥ 24 ≥ 24 ≥ 24 ≥ 24 ≥ 24
百度文库
三、取样数量
每批取2根,每批应由同一牌号和状态的铝合金型材与 同一种隔热材料通过同一种复合工艺制作成的同一类别、 规格和表面处理方式的隔热型材组成。
四、仪器设备
纵向剪切试验装置:电子万能试验机(附-60℃和300 ℃ 以下的拉伸附件),试验夹具应能够有效防止试样在加 载时发生旋转和偏移,作用力宜通过刚性支承传递给型材 截面,即要保证负载的均匀性,又不能与隔热材料相接触。
亚注胶型材介绍(对比穿条)综述资料.
穿条式隔热铝材加工过程
穿条隔热系统是先将尼龙66与玻璃纤维在近 2800C情况下进行混合造粒;冷却后进行高 温成型(2800C),出模后马上用近180C的
冷却水定型;再进行型材的复合;整个能耗 为“两高、一冷”,还有维持高压挤出的马达 运行及型材复合的马达运行,能耗相当高。
我们将从以下几个方面对两者进行对比:
亚松注胶型材优点
• 隔热性能好
亚松隔热胶的k值仅为0.12W/mk,使用亚松隔热技术制作的隔热 铝门窗或幕墙均可达到国内外各级保温性能要求。
• 力学强度高
亚松隔热型材的有效惯性矩相当于同等 截面设计普通型材的93.5%,特别适用 于大型超高层建筑。【亚松最高应用案 例——102层的纽约帝国大厦、 110层的 芝加哥第一高楼西尔斯塔(幕墙)】
按照8级抗震能力建造的中国国家会议中心
总结及建议
亚松注胶式隔热型材,侧重于保温、成本、强度、抗震、抗老 化等决定铝合金隔热型材性能的各主要方面。在不考虑 “双色” 铝合金隔热型材的情况下(由于工艺特点限制,注胶技术做“双色” 型材技术复杂、成本较高),亚松注胶式隔热系统无疑具有明显的 性价比优势。如果您希望得到一种高品质、低沉本的铝合金隔热断 桥方式,其不失为最佳选择。
加工步骤
为了达到这个目的: • 首先,需要在设
计型材时,加入 一个隔热槽。 • 然后,将隔热胶 注入隔热槽内。 • 最后,切去隔热 槽底部的临时桥。
隔热断桥铝合金的原理是在铝型材中间穿入隔热条
隔热断桥铝合金的原理是在铝型材中间穿入隔热条隔热断桥铝合金的原理是在铝型材中间穿入隔热条,将铝型材断开形成断桥,有效阻止热量的传导。这样制成门窗框扇,配装上中空玻璃、五金件、隐形纱窗、玻璃胶、发泡胶、密封条等,这样加工制作成的门户窗,称之为断桥铝门窗。
一、断桥铝型材:断桥铝型材成品窗很大的比重。就拿栋梁断桥铝来说吧白色或彩色栋梁断桥铝型材 22000元/吨,深色香槟栋梁断桥铝型材 23000 元 / 吨,浅色香槟栋梁断桥铝型材24000元/吨。22000每吨铝材大概可以做固定窗130平米、100平开窗平米、平开门70平米、推拉窗90平米。
二、五金件: 五金配件的优劣在很大程度上影响了窗户的价格。比如进口五金件与国产五金件质量差异就非常大,进口五金件一般使用 20000 次无故障,市场上美驰等高档门窗的五金件均为德国进口产品,好一些的厂家在关键部位使用进口产品,一般部位则使用国产产品;一些小厂家生产的窗户则使用国产产品,那么表现在价格上至少要便宜一半以上。国产平开窗五金150元/套,平开上悬窗五金280元/套,平开门五金580进口平开窗五金240元/套,平开上悬窗五金360元/套,平开门五金720元/套。推拉窗的五金80元套。三、中空玻璃:断桥铝的门窗用的都是浮法的中空玻璃。每平米的 5+12+5 中空玻璃大概是 60 元 / 平米左右。使用高强度高气密性复合粘结剂,将玻璃片与内含干燥剂的铝合金框架粘结,制成的高效能隔音隔热玻璃。有良好的隔热、隔音性能。既能满足现代办公及居家的需求,又有效地节约能源。
3. 铝合金隔热型材抗拉强度、抗剪轻度检测-文档资料
三、源自文库样数量
每批取2根,每批应由同一牌号和状态的铝合金型材与 同一种隔热材料通过同一种复合工艺制作成的同一类别、 规格和表面处理方式的隔热型材组成。
四、仪器设备
纵向剪切试验装置:电子万能试验机(附 -60℃和 300 ℃ 以下的拉伸附件),试验夹具应能够有效防止试样在加 载时发生旋转和偏移,作用力宜通过刚性支承传递给型材 截面,即要保证负载的均匀性,又不能与隔热材料相接触。 横向拉伸试验装置:电子万能试验机(附 -60℃和 300
合的复合方式;浇筑式是把液态隔热材料浇入铝合金型材 浇筑槽内并固化,切除铝合金型材浇筑槽内的临时连接桥 使之断开金属连接,通过隔热材料讲铝合金型材断开的两 部分连接在一起的复合方式。目前市场上大部分隔热型材 为穿条式隔热型材。
二、检测依据及标准要求
1、检测依据 《铝合金建筑型材 第6部分:隔热型材》 GB5237.6-2019
℃ 以下的拉伸附件),试验夹具应能够有效防止试样由于 装夹不当造成的破坏(如在加载初始,型材即发生撕裂等 破坏)。
五、环境条件
1、试样状态调节 试样需在室温(23℃±2℃),50%±10%湿度的试验室内
存放48h。
2、试验温度 穿 条 式 产 品 试 验 温 度 : 室 温 (23℃±2℃) 、 低 温 (20℃±2℃)、高温(80℃±2℃) 浇 注 式 产 品 试 验 温 度 : 室 温 (23℃±2℃) 、 低 温 (-
[精品]铝合金门窗穿条与注胶的差别
![[精品]铝合金门窗穿条与注胶的差别](https://img.taocdn.com/s3/m/d717fd35580102020740be1e650e52ea5518cebd.png)
穿条式与注胶式隔热铝型材
在门窗行业中以铝型材制造的门窗具有强度高、重量轻、加工便利、外型美观等优良特性,但由于其保温、隔热性能的欠佳一度被市场冷落。随着铝型材隔热技术的成熟和逐步推广,我们可以在酒店、商用建筑以及民用住宅等地方看到铝型材隔热技术存在。在国外,通过不断研究和开发,注胶隔热技术陆续在全世界推广开来。1990年,纽约帝国大厦在庆祝它六十岁生日之际,将原有的窗户全部更换为注胶式隔热铝型材生产的节能铝窗,这标志着注胶隔热技术已成为国际节能铝门窗发展的时代趋势。
我国隔热铝型材市场起步较晚,但是自从1997年开始引进美式注胶隔热技术以来,市场发展迅速。经过多年的发展,目前在隔热冷桥的设计、隔热材料的选择、生产工艺的控制、门窗制作安装等领域已经处于较为成熟的阶段,而且许多方面的技术已经超过国外同类产品水平。
下面对注胶隔热技术作以简单介绍,注胶隔热技术是将选用特殊配方制得的浇注胶A组分(P料)和B组分(I料)两液体物质组分按照一事实上比例混合后,发生交联反应,最终产生高分子隔热聚合物。此种物质由软链段和硬链段嵌段组成,这种特殊结构既保证了高质量的机械强度、粘接强度,又具有一定韧性以及与铝合金型材相近的热膨胀系数,从而可代替铆钉、螺栓等形式来进行铝型材的连接,并且可以长时间承受静、动载荷。表一为国产浇注胶性能与进口产品参照:
表一
注胶式隔热铝型材优点
从事隔热型材及铝门窗加工制造行业者都了解,复合隔热铝型材分为两种,一种是穿条型材,另一种是注胶型材;穿条型材主要使用尼龙66材料的隔热条。注胶型材就是把高分子聚氨酯隔热材料注入到铝合金型材的中间槽口里,经固化后形成隔热层,达到保温节能的目的。
幕墙“穿条式”VS“浇注式”隔热铝型材的区别与应用
摘要:随着经济的发展,能源消耗逐渐增多,节能减排成为时代发展的趋势。本文从断热冷桥铝型材的穿条工艺和浇注工艺进行分析,阐述断热冷桥铝的设计原则,穿条工艺型材和浇注工艺型材隔热材料的使用,分析穿条工艺型材与浇注工艺型材的设备,对比穿条工艺型材与浇注工艺型材的性能,并核算铝型材的成本,进而指明节能铝合金建材的发展方向,为节能减排提供参考依据。
关键词:隔热铝材穿条工艺浇注工艺
1概述
随着经济的发展,能源消耗增加,全球变暖趋势不断加强,二氧化碳排放量逐渐进入人们的视野。而建筑业在能源消耗中所占比重较大,因此,建筑物方面进行节能减排意义重大。作为为外墙装饰的行业,特别是对采用幕墙形式的建筑物,在考虑到美观的同时,建筑的节能也是重点之一。
从建筑市场的发展的角度来看,特别是《公共建筑节能设计标准》GB50189-2005正式实施,该《标准》的出台,意味着今后的大型公共场所从设计时就要考虑到节能问题。因此,国内幕墙生产厂家把发展新型节能幕墙作为实现节能的主要途径。节能幕墙通过框体及玻璃的结构性能的改造,进而阻止热损失。断热冷桥铝型材作为环保节能建材:有穿条工艺和浇注工艺。
2产品概论及设计原则
2.1“穿条工艺”型材与“浇注工艺”型材的概述
①所谓穿条工艺是将铝型材内外两部分通过两个隔热条连接起来,阻断铝型材热量的传导,进而实现节能目的。
②浇注工艺隔热是通过在门窗用铝材的中间浇注一种类似密封蜡的混合物,实现隔热目的。
2.2“穿条工艺”型材与“浇注工艺”型材工艺对比
①穿条工艺型材
穿条式隔热铝型材一般分开齿、穿条、滚压三道工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
“穿条式”VS“浇注式”隔热铝型材的区别
随着人们生活水平的不断提高,对住宅门窗的要求也越来越高,除了安全舒适外,还要求门窗的品质和个性化,要求环保节能。这样给门窗建材提出了更高的要求,“第二代铝合金门窗建材”的出现使问题得到了解决。根据"十五"规划和2010年的发展计划,有关部门预测,在本世纪的头10年,我国将建设村镇住宅50亿平方米,建设公共建筑10亿平方米,而10年中的城市住宅建设量为33.5亿平方米。这样巨大的建筑市场,就需要大量的门窗,若按15%的建筑面积来计算窗面积,按11%的建筑面积来计算门的面积,窗的年平均需求量为2亿平方米,门为1.47亿平方米。随着建筑市场的发展,有关部门提出了建筑节能50%的目标。并且2003年10月1日起建设部发布的行业标准《夏热冬暖地区居住建筑节能设计标准》正式实施,该《标准》的出台,意味着今后的住宅从设计时就要考虑到节能问题。因此,国内门窗生产厂家把发展新型节能门窗作为实现节能的主要途径。节能门窗主要是通过框体及玻璃这两部分,结构性能的改造,来阻止热损失的三种形式的进行。其中“第二代铝合金建材”中的断热冷桥型材是环保节能建材精品中的精品。其有两种形式:“穿条工艺”和“浇注工艺”。
“穿条工艺”是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。它是来源于欧洲的技术,在市场上较为常见,据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
“浇注工艺”隔热节能技术起源于美国,1937年10月,第一个描述铝合金材料如何被进行隔热处理的专利诞生了。它的主要思想是将一种类似密封蜡的混合物浇注到门窗用铝材的中间,来进行隔热。与此同时,有关聚氨酯的专利在德国出现了。1952年,另一个专利被公开发布。该专利的发明者的想法是用粘结或机械力压紧的方法将某种未成型的高分子绝热聚合物固定在铝合金型材专用的断热槽中。然后,就象今天大家看到的那样,将铝合金型材槽底连接部分切除,这种方法就是今天“浇注工艺”技术的雏形。目前,国内有不少厂家引进了浇注设备,其中包括进口和国产的,这些厂家大多是有进穿条式设备的同时引进浇注式设备的。
工艺对比
(1)生产工序穿条式隔热铝型材一般分开齿、穿条、滚压三道工序,现在也有设备厂家把开齿和穿条放在一台设备上来完成,称为“二步法”。
开齿是用一台带有硬质滚齿轮的设备将铝型材上要穿隔热条的部分滚出齿来。目的是通过滚齿使型材的粗糙度增加从而提高组合后型材的剪切力。由于型材分为内外两个部分,根据生产的需要,开齿设备一般是两台。
穿条是把隔热条穿到型材上,把内外两部分型材连起来,为下一步滚压作好准备。一台设备即可。
滚压该工序又分为导向及预夹紧、主要夹紧、校直(水平方向、垂直方向)三个工步,是确保成品型材的紧密度和垂直度的关键。
(2)生产工序“浇注工艺”是把表面处理好的铝型材通过行走系统做直线运动,使铝型材的隔热槽经过浇注机的浇注头下方时,液体隔热材料流到隔热槽内,经过一段时间的凝固后再进行切桥。
隔热材料
(1)“穿条工艺”的隔热材料是隔热条,目前正规的隔热条是聚酰胺66(即Polyamide66,俗称尼龙66),它的生产方法有两种:硬顶法和牵引法。硬顶法结构紧、外观好但比较“脆”,牵引法生产的韧性好但外观差,侧面有工艺凹陷。为了追求表面美观和精度,用PA66尼龙加超细玻璃纤维是国外隔热条的共同特点(极少用其它材料)。由于用的是超细玻璃纤维,抗拉强度差只有60N/mm,而且价格昂贵。以泰诺风·保泰公司的926900(I12)为例,一米大约2.5元左右,一吨大约是24000米,用在一根型材(6米)上的隔热条成本在30元上下。因此,国内把PA66加普通玻璃纤维作为主攻方向,已经取得一定的突破。但有人用PA6、ABS(苯乙烯—丙烯腈—丁二烯三元共聚物)、PP(聚丙烯),甚至有人用PVC等国家有关部门已明确规定不允许使用的只可用作非结构性材料的通用塑料来代替工程塑料PA66制造隔热条,有的用严重影响环保的矿物纤维和石粉。以次充好。严重影响了市场,造成市场的恶性竞争,使得穿条技术在国内
的发展受到了影响。、下表是几种不同材料隔热条的性能指标对比:
序号项目PVC隔热条国产隔热条Technoform隔热条
1 主要材料PVC+钛白粉PA6+硬PVC+GF PA66+GF
2 密度(g/cm³) 1.1~1.4 1.
3 1.3
3 抗拉强度(N/mm²) 20~35 23~50 ≥110
4 弹性模量(N/mm²) 1,960 ——min2,900
5 导热系数(W/m².k)0.17 0.4 0.3
6 热变形温度(ºC)80 120 250
(2)“浇注工艺”的目前隔热材料以聚氨酯隔热胶为主,它的成分一般来说,由树脂组分和异氰酸盐(酯)组分组成。它分国外和国内两大类别,其中国外以美国亚松为代表,它从事这项工作已有很长的一段时间,其性能较完善,但由于原料在美国本土或韩国生产,使其成本增加,价格也偏高。一吨要在4万以上,国内生产这种隔热胶的厂家较少,目前最好的是大连固得聚氨酯开发公司,其产品性能和进口的相比没有什么区别,但价格比进口的要低得多,一吨在2.4万左右。由于这种隔热材料生产的厂商比较少,市场竞争井然有序,不象“穿条工艺”隔热条那样混乱。下面是它的一些基本性能:
序号项目进口隔热材料国产隔热材料
1 密度g/cm³ 1.149 1.2
2 抗拉强度(N/mm²) 38+-7 39
3 弹性模量(N/mm²) 1,650 1600
4 导热系数(W/m².k)0.158 0.12~0.16
5 热变形温度(ºC)90 ≥70
三、设备
(1)穿条设备分为进口设备和国产设备两种。进口设备一般来自德国或是瑞士,其中以瑞士慕勒为例,一套设备包括开齿机、穿条机、滚压机和检测机,总体一套大约至少要80万左右。国产设备的厂家有很多,而且价格不是很规范,大致在20~50万之间。
(2)“浇注工艺”是一种设备和胶密不可分的技术,因而设备的厂家和隔热胶的厂家基本上是一样的,进口以亚松为主,设备是在美国生产运到国内成本比较高,Ⅰ类在140万左右,Ⅱ类在70万左右。其中关于两种原料混合的配比是固定的这样使得厂家就必须选用它的原料,否则无法运作,通用性差。国产设备,大连炼石科技有限公司所生产的设备在与其基本原理相同的基础上,做了较大改动,最关键的一点是所有动作由电脑控制,配比、温度都可以根据需要调整。让用户有了主动性,可以选择更适合的原料供应商。价格一般在30~40万之间。
四、断热型材
聚氨酯浇注式铝型材穿条式铝型材
复合型材强度铝型材一次性挤出,减少了工艺缺陷,聚氨酯一次性浇注到铝型材隔热槽内,固化形成聚氨酯隔热桥,由于聚氨酯的高粘合性,隔热桥与铝型材完全成为一体,所以铝材的强度高. 铝型材通过两次挤压成形后,把隔热条穿到两块铝型材的工艺槽内,经过辊压工艺,此过程使得隔热材料强度不能很高,否则即会断裂,产生废品。强度不宜高。
型材横截面积结构紧凑,小巧美观要经过开齿,滚压工艺,截面大
热膨胀系数和铝型材较接近和铝型材有一定的差距
可塑性可以制成各种异型门窗,包括直径较小的360º的圆弧形窗。由于隔热条与铝型材的机械性连接,铝型材变形大时,隔热条易从铝型材的连接槽内脱出,这样它的窗形就受到限制
制作门窗的挡光面小且清秀美观憨大
五、铝型材成本
铝材按20,000元/吨计,PVC隔热条按8,000元/吨,PA66隔热条按30,000元/吨,聚氨酯浇注胶按24,000元/吨。铝的密度为2.7g/cm³,PVC的密度为1.4g/cm³,PA66密度为1.3g/cm³,聚氨