量规仪器MSA评估计划一览表
MSA分析计划表

MSA分析计划编号: 零件过 程编号 1 过程名称操作描述 收料 编制日期: 分析方法 是否进 参与分析 量测仪器名称型号 量测仪器编号 行MSA描 重复性与 分析日期 人员 小样法 述 再现性 无量测仪器 数字电桥TH2811C 2 进料检验 数显卡卡尺 3 4 5 6 7 8 9 10 11 12 13 物料入库 发料 锡膏保存 印锡站 SMT贴片 过回流焊 外观QC 插件 波峰焊接 外观QC 测试电压 收音测试 14 收音测试 收音测试 读碟测试 15 读碟测试 16 焊蓝牙、RCA座 毫伏表 无量测仪器 无量测仪器 无量测仪器 无量测仪器 外观目测 无量测仪器 外观目测 外观目测 无量测仪器 外观目测 外观目测 电压表 毫伏表 高频信号发生器 示波器 示波器 HG107107032M 是 是 是 是 是 是 是 是 是 是 √ √ √ √ √ √ √ √ √ √
是 是
√ √
是
√
A:王绿叶 B:谢连秀
17
焊导航模块 蓝牙测试 导航测试
无量测仪器 毫伏表 毫伏表 HG107107042M HD105909023G 是 是 √ √
A:黄翠翠 B:魏晓燕 A:黄翠翠 B:魏晓燕
20 32 34
35 38 39 20 21 22 23 24 25 26 27 28 29 30 31 40 41 42 43 44 45
A:袁道燕 B:高雪粉 A:柯秋丽 B:高雪粉 A:柯秋丽 B:高雪粉
外观目测
是
√
A:李远飞 B:李 芬
HD107109143V HD107109141V HD107109156V HD118609005V HD118609010V HD107109148V HD118609015V
MSA数据收集及分析表

n=part k=men r=time
ANOVA Table With Operator*Part Interaction
ANOVA Table Without Operator*Part Interaction
0.S05ource
DF
SS
MS
Ø36.8(0,-0.2)
规格上限 Upper limit
22.8
测量人员 Operator C
试验次数
Trials
36.704000
14. 均值Mean 36.76333 36.68333 36.65333 36.70667 36.69667 36.72333 36.67333 36.75000 36.70667 36.68667
X C = 36.704333
Sum C 110.29 110.05 109.96 110.12 110.09 110.17 110.02 110.25 110.12 110.06 1101.13
C
Total
-1
#DIV/0!
Range chart
Gauge R&R With Operator*Part Interaction
Source
VarComp Stdev %Contribution %TV
0.02Total Gauge R&R #DIV/0! #DIV/0! #DIV/0! #DIV/0!
Total Gauge R&R Repeatability
#DIV/0! #DIV/0!
#DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0!
MSA标准表
零件名称:
零件编号:
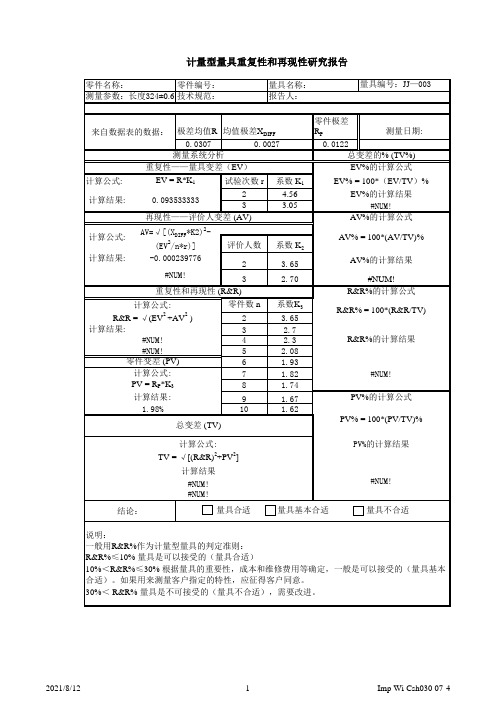
测量参数:长度324±0.6 技术规范:
量具名称: 报告人:
量具编号:JJ—003
来自数据表的数据: 极差均值R 均值极差XDIFF
0.0307
0.0027
测量系统分析
重复性——量具变差(EV)
计算公式: 计算结果:
EV = R*K1 0.093533333
试验次数 r 2 3
系数 K1 4.56 3.05
再现性——评价人变差 (AV)
计算公式: 计算结果:
AV=√[(XDIFF*K2)2(EV2/n*r)]
-0.000239776
#NUM!
评价人数
2 3
系数 K2 3.65 2.70
重复性和再现性 (R&R)
计算公式:
R&R = √(EV2 +AV2 ) 计算结果:
#NUM! #NUM! 零件变差 (PV) 计算公式:
零件数 n
2 3 4 5 6 7
系数K3
3.65 2.7 2.3 2.08 1.93 1.82
PV = RP*K3 计算结果:
1.98%
8
1.74
9
1.67
10
1.62
总变差 (TV)
零件极差 RP
0.0122
测量日期:
总变差的% (2
1
Imp Wi Csh030 07-4
EV% = 100*(EV/TV)%
EV%的计算结果
#NUM!
AV%的计算公式
AV% = 100*(AV/TV)%
AV%的计算结果
#NUM! R&R%的计算公式
MSA分析计划模板

线宽 线宽 检查
≧8级 ME-009
MI 7.9-8.9 20-25Be°
MI MI QA-004
400倍显微镜 钳表
孔铜测厚仪 PH计 比重计
60倍放大镜 60倍 放大镜 目视放大镜
V-CUT
V-CUT深度
V槽量度要求 成形尺寸
工程图纸 工程图纸
V-cut剩厚测量仪 卡尺
量具编号
179# 106# 181# 157# 102# 157# 173# 112# 177# 97# NCR-48 103# 109# 检查员 197#
05#
档位
量程 (mm) 0-25 0-2000
精度 (mm)
计数型
计量型
MSA 日期
小样法 稳定性 GR&R 线性 偏倚 计 划 实 际
0.001
1
0-600
0.5
0-600
0.5
0-2.5
2.5um
A 200-1000A 0.1A
N/A
0.01um
0-14
0.01
20-30Be° 1Be°
0-2.0
计数型
计量型
MSA 日期
小样法 稳定性 GR&R 线性 偏倚 计 划 实 际
0.0001
10g
测试
针点数 符合客户资料
测试机
MAC-011-044
板03mm V-cut剩厚测量仪
终检
板曲试验
EG-QA-014
云石台 针规
钢尺
外观检查
无缺陷
放大镜
成品板厚
MI
千分尺
0.02
0-2.0
0.02
0-12.7 N/A
MSA规定

1. 目的保证公司有效展开测量系统分析(MSA)工作,保证测量设备、仪器测量的可靠性,提高数据的测量质量,并为改进提供机会。
2. 适用范围适用于本公司新购的和受控在用的测量设备和仪器,但不包括具有破坏性测试的检测设备,如耐压仪、匝间机等。
3. 在以下情况下需进行MSA分析3.1 新购检测设备、仪器在鉴定之后3.2 检测设备、仪器重新鉴定之后3.3 检测设备、仪器在维修之后4. 职责4.1 质量部门4.1.1 负责制定MSA分析计划,并下发到相关部门4.1.2 负责监督检测设备使用部门提供的MSA分析数据取样的可靠性和准确性。
4.1.3 负责本部门检测设备的MSA的分析。
4.1.4 对分析结果提供改进机会4.1.5 负责提供已进行MSA分析的检测设备的标识及其方法。
4.2 检测设备使用部门4.2.1 负责根据质量部门的MSA分析计划按时对检测设备进行MSA分析4.2.2 按质量部门提供的标识要求对已进行MSA分析的检测设备进行进行标识。
5. 5. MSA分析(Gage R&R)判断标准5.1 5.1 当R&R%≤ 20%时,检测设备可正常使用;5.2 5.2 当R&R%≥ 30%时,检测设备须停止使用,并采取措施进行改进。
5.3 5.3 当20%<R&R%<30%时,检测设备可使用,但同时须采取措施进行改进。
6. MSA分析程序:6.1 质量部门根据所需进行MSA分析的测量设备、仪器制定分析计划,并下发到相应部门。
6.2 各检测设备使用部门根据MSA分析计划,按时对分析数据进行取样,并记录。
然后根据表WXF7-086和WXF-087进行MSA分析,即检测设备的重复性和再现性(Gage R&R)分析。
分析结果由检测设备使用部门保存。
数据取样的具体要求为:6.2.1 测试前要求确保采集数据的量具已检定且具有足够的分辨率,对确达不到要求但要做MSA分析量具,可在提供数据表中注明相关信息。
MSA分析计划
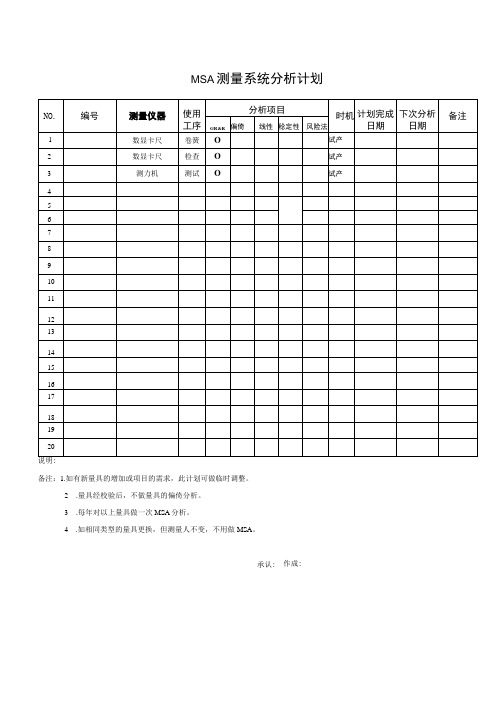
NO.
编号
测量仪器
使用工序
分析项目
时机
计划完成日期
下次分析日期
备注
GR&R
偏倚
线性
稔定性
风险法
1
数显卡尺
卷簧
O
试产
2
数显卡尺
检查
O
试产
3
测力机
测试
O
试产
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
说明:
备注:1.如有新量具的增加或项目的需求,此计划可做临时调整。
2.量具经校验后,不做量具的偏倚分析。
-
-
-
-
-
-
合格
2备注:1.如有新量具的增加或项目的需求,此计划可做临时调整。源自3.量具经校验后,不做量具的偏倚分析。
4.每年对以上量具做一次MSA分析。
5.如相同类型的量具更换,但测量人不变,不用做MSA。
作成:
3.每年对以上量具做一次MSA分析。
4.如相同类型的量具更换,但测量人不变,不用做MSA。
作成:
MSA
NO.
编号
测量仪器
使用工序
分析项目
判断
备注
GR&R
结果
偏倚
结果
线性
结果
风险法
结果
1
数显卡尺
卷簧
O
9.8855%
-
-
-
-
一
合格
2
数显卡尺
检查
O
9.1147%
理解及实施MSA点检表大全
理解和实施MSA点检表大全目录测量系统分析(MSA) (3)第一节测量系统概念 (3)一、对测量系统及其重要性的理解 (3)二、测量系统研究的目的 (3)三、测量系统变差的类型 (4)四、测量系统分辨力 (5)五、偏倚的理解 (6)六、线性的理解 (6)七、稳定性的理解 (7)八、敏感度 (7)九、一致性 (7)十、均一性 (8)十一、重复性(EV)的理解 (8)十二、再现性(AV)的理解 (9)十三、测量系统变异性的因素 (9)十四、测量系统评价可接受的准则 (10)十五、测量系统分析的时机 (10)十六、溯源性 (11)十七、变差来源 (11)十八、测量系统统计特征 (12)十九、测量不确定度的理解 (13)二十、测量问题分析步骤 (13)第二节测量系统开发 (14)一、测量的策略和计划 (14)二、测量系统设计和开发的有关问题 (16)三、测量系统制造有关问题(设备、标准、仪器) (17)四、测量系统实施有关问题(过程) (18)五、测量系统开发考虑项目(测量资源方面) (18)六、量具的预防性维护 (20)七、测量系统需求的文件 (20)八、在测量系统供应商处确认事项 (21)九、测量系统装运 (22)十、在组织场所处确认事项 (22)十一、基准协调 (23)十二、接收量具的评估内容 (23)十三、量具的可追溯性 (23)24252525262728292930303131四、测量方法—确定偏倚指南(独立样件法) (33)五、测量方法—确定线性的指南 (35)六、测量方法—确定重复性和再现性的指南(极差法) (38)七、测量方法—确定重复性和再现性的指南(平均值与极差法) (39)八、测量方法—小样法 (43)九、测量方法—大样法 (43)第五节测量不满足的原因 (45)一、偏倚大的可能原因 (45)二、不稳定性的可能原因 (46)三、线性误差的可能原因 (46)四、重复性差的可能原因 (47)五、再现性差的可能原因 (47)测量系统分析(MSA)第一节测量系统概念一、对测量系统及其重要性的理解定义/说明/要求/目的:测量是指:赋值(或数)给具体事物以表示它们之间关于特定性的关系。