焊工考试项目编号与国家规定的考试项目代号对照表(2020年10月整理).pdf
焊工考试项目代号

焊工考试项目代号Revised on November 25, 2020焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:① - ② - ③ - ④ / ⑤ - ⑥ - ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:① - ② - ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“ / ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
焊工代码

焊工考试项目编号与国家规定的考试项目代号对照表
.锅炉压力容器压力管道焊工,须持质检部门发的证,此证原称"锅炉压力容器焊工合格证"现称"特种设备作业人员证",依据办法是国质检锅[2002]109号《锅炉压力容器压力管道焊工考试与管理规则》,合格项目有效期一般为3年;
2.除了上面的证外,焊工还须持“特种作业操作证”,依据办法是国家经济贸易委员会13号令《特种作业人员安全技术培训考核管理办法》,此证一般每2年复审1次,由安监局发证;但现在质检部门也要办类似的证,包括对特种设备承压力焊及结构焊作业在内,证书名也是"特种设备作业人员证",每2年一复审,依据是国家质检总局令第70号《特种设备作业人员监督管理办法》;
3.对于船舶、电力及军工产品焊接的焊工,其焊工证又有其行业部门各自的一套要求办法;
4.老外一般不认上面这些证,如果是执行国外标准的工程项目或设备焊接,焊工要按他的办法考试发证。
焊工考试项目代号
焊工考试项目代号,应按每个焊工、每种焊接方法分别表示;㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:N及试件母材厚度;②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号;异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:K;④试件焊缝金属厚度;⑤试件外径;⑥焊条类别代号,见表2;⑦焊接要素代号,见表5;考试项目中不出现某项时,则不填;㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:N及试件母材厚度;②试件形式代号,见表4,带衬垫代号加:K;③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开;考试项目中不出现该项时,则不填;㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1GK-12-F3J;⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5GK-5/60-F3J;⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透;项目代号:GMAW-Ⅱ-3G-10;⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09;⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAWN10 -Ⅱ-2G-86-F4;⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FGK05/07/09;⑺S290钢管外径为320mm,壁厚为12mm,水平固定位置,使用EXX10焊条向下焊打底,背面没有衬垫,焊缝金属厚度为4mm,然后采用药芯焊丝自动焊,焊机无自动跟踪,进行多层多道焊填满坡口;项目代号为:SMAW-Ⅱ-5GX-4/320-F2和FCAW-5GK-07/09;⑻板厚为16 mm的0Cr19Ni9钢板,采用埋弧自动焊平焊,背面加焊剂垫,焊机无自动跟踪,焊丝为H0Cr21Ni10Ti,焊剂为HJ260,单面施焊二层,填满坡口,项目代号为:SAW-1GK-07/09;㈤焊机操作工采用管材对接焊缝试件和管板角接接头试件考试时,管外径自定,经焊接操作技能考试合格后,适用于管材对接焊缝焊件外径和管板角接头焊件管外径的最小值为试件外径,最大值不限;耐蚀堆焊:1、手工焊焊工和焊机操作工采用堆焊试件考试合格后,适用于焊件的堆焊层厚度不限,适用焊件母材厚度范围见表10;2、焊接不锈钢复合钢的复层之间焊缝及过渡焊缝的焊工,应取得耐蚀堆焊资格;表1 焊接方法及代号表2 焊条类别、代号及适用范围表5 焊接要素及代号表7 手工焊对接焊缝试件适用于对接焊缝焊件焊缝金属厚度范围mm表8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围mm注:管材向下焊试件注:当S0板材厚度≥12时,t焊缝金属厚度应不小于12 mm,且焊缝不得小于3层表10 堆焊试件适用焊件母材厚度范围mm表11 试件适用焊件焊接位置2、板材对接焊缝试件考试合格后,适用管材对接焊缝焊件时,管外径应≥76mm;。
焊工考试项目代号.doc

焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
焊工考试项目代号

焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:① - ② - ③ - ④ / ⑤ - ⑥ - ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:① - ② - ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“ / ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
焊工考试项目代号
焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
焊工考试项目代号

焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
(完整收录)核级焊工考试项目编号与国家规定考试项目代号对照表

焊工考试项目编号与国家规定的考试项目代号对照表
.锅炉压力容器压力管道焊工,须持质检部门发的证,此证原称"锅炉压力容器焊工合格证"现称"特种设备作业人员证",依据办法是国质检锅[2002]109号《锅炉压力容器压力管道焊工考试与管理规则》,合格项目有效期一般为3年;
2.除了上面的证外,焊工还须持“特种作业操作证”,依据办法是国家经济贸易委员会13号令《特种作业人员安全技术培训考核管理办法》,此证一般每2年复审1次,由安监局发证;但现在质检部门也要办类似的证,包括对特种设备承压力焊及结构焊作业在内,证书名也是"特种设备作业人员证",每2年一复审,依据是国家质检总局令第70号《特种设备作业人员监督管理办法》;
3.对于船舶、电力及军工产品焊接的焊工,其焊工证又有其行业部门各自的一套要求办法;
4.老外一般不认上面这些证,如果是执行国外标准的工程项目或设备焊接,焊工要按他的办法考试发证。
焊工考试项目代号

焊工考试项目代号标准化工作室编码[XX968T-XX89628-XJ668-XT689N]焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:① - ② - ③ - ④ / ⑤ - ⑥ - ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X /X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:① - ② - ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“ / ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
焊工考试项目代号

焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:① - ② - ③ - ④ / ⑤ - ⑥ - ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:① - ② - ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“ / ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
焊工考试项目代号

焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
焊工考试项目代号

焊工考试项目代号 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:① - ② - ③ - ④ / ⑤ - ⑥ - ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:① - ② - ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“ / ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
焊工考试项目代号

焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:① - ② - ③ - ④ / ⑤ - ⑥ - ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:① - ② - ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“ / ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
焊工考试项目代号

焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
焊工考试顶目新旧代号对照

13
SMAW-FeⅣ-2FG-12/57-Fef4
SMAW-Ⅳ-2FG-12/57-F4
14
SMAW-FeⅣ-6FG-12/14-Fef4
SMAW-Ⅳ-6FG-12/14-F4
15
SAW-1G(K)-07/09/19
SAW-1G(K)-07/09
16
GTAW-FeⅡ-5G-5/24-Fefs-02/11/12
27
GMAW(N26)-FeⅡ-1G-Fefs-11/15
FCAW(N26)-Ⅱ-1G
28
23
GMAW-FeⅡ-1G-12 -Fefs-11/15
FCAW-Ⅱ-1G-12
24
GMAW-FeⅣ-1G(K)-12 -Fefs-11/15
FCAW-Ⅳ-1G-12
25
SMAW(N14)-FeⅡ-1G-Fef4
SMAW(N14)-Ⅱ-1G-F4
26
SAW(N24)-1G-07/09/19
SAW(N24)-1G-07/09
GTAW-Ⅱ-6G-6/24-02
GTAW-FeⅣ-6G-6/24-Fefs-02/10/12
GTAW-Ⅳ-6G-6/24-02
4
GMAW和FCAW见下:
GMAW(N26)-FeⅡ-1G-Fefs-11/15
GMAW(N26)-Ⅱ-1G-03
FCAW-FeⅡ-2G-12 -Fefs-11/15
FCAW-Ⅱ-2G-12
9
SMAW-FeⅣ-5G-10/49-Fef4
SMAW-Ⅳ-5G-10/49-F4
10
SMAW-FeⅡ-2FG-12/45-Fef3J
SMAW-Ⅱ-2FG-12/45-F3J
焊工合格项目(2020年10月整理).pdf
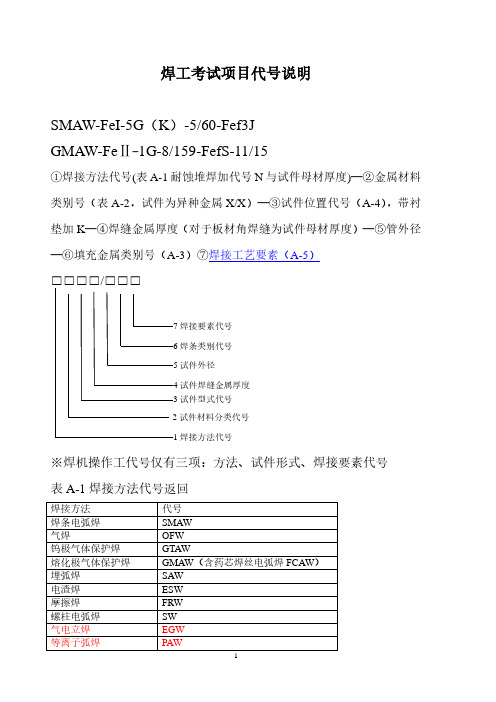
焊工考试项目代号说明SMAW-FeI-5G(K)-5/60-Fef3JGMAW-FeⅡ-1G-8/159-FefS-11/15①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)—②金属材料类别号(表A-2,试件为异种金属X/X)—③试件位置代号(A-4),带衬垫加K—④焊缝金属厚度(对于板材角焊缝为试件母材厚度)—⑤管外径—⑥填充金属类别号(A-3)⑦焊接工艺要素(A-5)※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表A-1焊接方法代号返回表A-2钢号分类及代号返回表A-4试件形式、位置代号表A-6 试件适用于焊缝和焊件位置注A-2:板材对接焊缝试件考试合格后,适用管材对接焊缝试件时,管外径应大于或等于76mm。
注A-3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。
表A-7手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围返回表A-8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围返回注A-4:管材向下焊试件表A-9手工焊管板角接头试件适用于管板角接头焊件范围表A-3填充金属类别、示例与适用范围返回表A-5焊接工艺要素与代号返回SMAW-FeII-1G-12-Fef3J SMAW-FeI-5G(K)5/60-Fef3J GMAW-FeⅡ-1G-8/159-FefS-11/15 SMAW-FeⅡ-6G-5/57-Fef3JSAW-1G(K)-07/09/19焊机操作工操作技能考试项目标识方法①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)②试件位置代号(A-4),带衬垫加K③焊接工艺要素(表A-5)SAW-1G(K)-07/09/19。
焊工考试项目代号

焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02与SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01与GTAW-5FG(K)05/07/09。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
36
OFW-Ⅰ/Ⅱ-5FG-8/51
水平固定
37
OFW-Ⅰ/Ⅱ-6FG-8/51
气焊
45°固定
38
OFW-Ⅰ/Ⅱ-2FG-8/51
垂直 平焊
39
OFW-Ⅰ/Ⅱ-4FG-8/51
固定 仰焊
1.必须年满 18 周岁,(提交身份证复印件一份)
2.身体健康(提交意愿体检表一份)
3.毕业证复印件一份(学历证) 4.照片彩色两寸四张、一寸两张
8
GTAT-Ⅱ-3G-3-02
9
GTAT-Ⅱ-4G-3-02
10
GMAT-Ⅱ-1G-12
11
GMAT-Ⅱ-2G-12
12
GTAT-Ⅱ-3G-12
试件形式、钢号类别
焊接方法 、试件形式 、位置
平焊
焊条电弧焊
横焊 立焊
仰焊
埋弧自动焊
平焊
钨极气体保护横焊ຫໍສະໝຸດ 焊立焊仰焊
平焊
CO2 气体保护 焊
横焊 立焊
仰焊
板材对接(Ⅳ类材料)
62
GTAW-Ⅳ-6FG-8/51-02 63
GTAW-Ⅳ-2FG-8/51-02 64
GTAW-Ⅳ-4FG-8/51-02 65
2
考 试 项 目 代 号 编号
SMAW-Ⅳ-1G-12-F4
40
SMAW-Ⅳ-2G-12-F4
41
SMAW-Ⅳ-3G-12-F4
42
SMAW-Ⅳ-4G-12-F4
43
GTAW-Ⅳ-1G-3-02
44
GTAW-Ⅳ-2G-3-02
45
GTAW-Ⅳ-3G-3-02
46
GTAW-Ⅳ-4G-3-02
47
管材对接(Ⅰ、Ⅱ类材料)
编号
考试项目代号
13
SMAW-Ⅰ-1G-5/51-F1
14
SMAW-Ⅰ-2G-5/51-F1
15
SMAW-Ⅰ-5G-5/51-F1
16
SMAW-Ⅰ-6G-5/51-F1
17
GTAW-Ⅰ-1G-5/51-02
18
GTAW-Ⅰ-2G-5/51-02
19
GTAW-Ⅰ-5G-5/51-02
20
GTAW-Ⅰ-6G-5/51-02
SMAW-Ⅳ-6G-5/51-F4 51
GTAW-Ⅳ-1G-5/51-02 52 GTAW-Ⅳ-2G-5/51-0 2 53 GTAW-Ⅳ-5G-5/51-02 54
GTAW-Ⅳ-6G-5/51-02 55
管板对接(Ⅳ类材料)
1
编号
考试项目代号
焊接方法 、试件形式 、位置
25 SMAW-Ⅰ/Ⅱ-2FRG-12/51-F3J
水平转动
26 SMAW-Ⅰ/Ⅱ-5FG-12/51-F3J
水平固定
27 SMAW-Ⅰ/Ⅱ-6FG-12/51-F3J 焊条电弧焊
45°固定
28 SMAW-Ⅰ/Ⅱ-2FG-12/51-F3J
垂直 平焊
29 SMAW-Ⅰ/Ⅱ-4FG-12/51-F3J
固定 仰焊
30 GTAW-Ⅰ/Ⅱ-2FRG-12/51-02
考 试 项目 代 号
编号
SMAW-Ⅳ-2FRG-8/51-F4 56
SMAW-Ⅳ-5FG-8/51-F4 57
SMAW-Ⅳ-6FG-8/51-F4 58
SMAW-Ⅳ-2FG-8/51-F4 59
SMAW-Ⅳ-4FG-8/51-F4 60
GTAW-Ⅳ-2FRG-8/51-02 61
GTAW-Ⅳ-5FG-8/51-02
焊工考试项目编号与国家规定的考试项目代号对照表
板材对接(Ⅰ、Ⅱ类材料)
编号
考试项目代号
1
SMAW-Ⅱ-1G-12-F3J
2
SMAW-Ⅱ-2G-12-F3J
3
SMAW-Ⅱ-3G-12-F3J
4
SMAW-Ⅱ-4G-12-F3J
5
SAW-1G(K)-07/08(09)
6
GTAT-Ⅱ-1G-3-02
7
GTAT-Ⅱ-2G-3-02
水平转动
31 GTAW -Ⅰ/Ⅱ-5FG-12/51-02
水平固定
钨极气体保护
32 GTAW -Ⅰ/Ⅱ-6FG-12/51-02 焊
45°固定
33 GTAW-Ⅰ/Ⅱ-2FG-12/51-02
垂直 平焊
34 GTAW-Ⅰ/Ⅱ-4FG-12/51-02
固定 仰焊
35 OFW-Ⅰ/Ⅱ-2FRG-8/51
水平转动
焊
固定 向下焊
45°固 向上焊 定 向下焊
水平转动
垂直固定
气焊
水平 向上焊 固定 向下焊
45°固 向上焊 定 向下焊
试件形式、钢号类别
管材对接(Ⅳ类材料) 考 试 项目 代 号
SMAW-Ⅳ-1G-5/51-F4 SMAW-Ⅳ-2G-5/51-F4 SMAW-Ⅳ-5G-5/51-F4
编号 48 49 50
21
OFW-Ⅰ-1G-3/51
22
OFW-Ⅰ-2G-3/51
23
OFW-Ⅰ-5G-3/51
24
OFW-Ⅰ-6G-3/51
管板对接(Ⅰ、Ⅱ类材料)
试件形式、钢号类别
焊接方法 、试件形式 、位置
水平转动
垂直固定
水平 向上焊 焊条电弧焊
固定 向下焊
45°固 向上焊 定 向下焊
水平转动
垂直固定
钨极气体保护 水平 向上焊