加工余量参数表
数控切削参数表
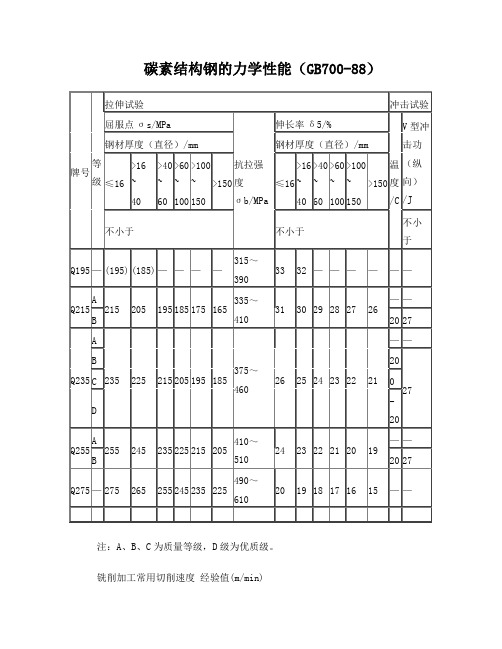
碳素结构钢的力学性能(GB700-88)注:A、B、C为质量等级,D级为优质级。
铣削加工常用切削速度经验值(m/min)铣削时的切削速度铣削加工每齿进给量推荐值 (mm/z)数控铣削每齿进给量经验值H13~H7孔加工方式余量(孔长度小于5倍直径)注:当孔径≤30mm、直径余量≤4mm和孔径>30~80mm、直径余量≤6mm时,采用一次扩孔或一次镗孔。
H7与H8级精度孔加工方式及余量(在实体材料上加工) (mm)注:在铸铁上加工直径为30mm与32mm的孔可用Ф28与Ф30钻头钻一次。
按H7与H8级精度加工已预先铸出或热冲出的孔 (mm)注:1.如果铸出的孔有很大的加工余量时,则第一次粗镗可分为两次或多次; 2.如果只进行一次半精镗,由其加工余量为表中“半精镗”和“粗铰或二次半精镗”加工余量之和。
平面精铣、磨削加工方式余量(mm)注:1. 精铣时,最后一次行程前留的雨量应该≥0.5mm。
2. 热处理零件磨削的加工余量系将表中值乘以1.2。
高速钢钻头加工钢件的切削用量高速钢钻头加工铝件的切削用量高速钢钻头扩孔、钻孔的切削用量 (mm/r)高速钢铰刀铰孔的切削用量攻螺纹切削速度 (m/min)钻孔的进给量镗孔切削用量硬质合金端面铣刀的铣削用量不锈钢的铣削用量不锈钢的铣削用量硬质合金车刀粗车外圆及端面的进给量注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=0.75~0.85;2、在无外皮加工时,表内进给量应乘第数K=1.1;3、加工耐热钢及其合金时,进给量不大于1mm/r;4、加工淬硬钢时,进给量应减小。
当钢的硬度为44~56HRC时,乘系数K=0.8;当钢的硬度为57~62HRC时,乘系数K=0.5。
5、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
硬质合金外圆车刀半精车的进给量(参考值) mm/r注:rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
机械零件加工成本计算报价大全

1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本 *3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为1.0~3.0**工件直径为上道工序所留尺寸**当加工孔径较大时,ap取大值;加工孔径较小,且加工精度要求较高时,ap取小值切削参数选择原则:切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的一制订切削用量时考虑的因素切削加工生产率在切削加工中,金属切除率与切削用量三要素ap、f、v均保持线性关系,即其中任一参数增大一倍,都可使生产率然而由于刀具寿命的制约,当任一参数增大时,其它二参数必须减小。
因此,在制订切削用量时,三要刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量加工表面粗糙度精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命一般分最高生产率刀具寿命和最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最选择刀具寿命时可考虑如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高生产效率,刀具寿命可选得低对于装刀、换刀和调刀比较复杂的多刀机床、组合机床与自动化加工刀具,刀具寿命应选得高些,尤应车间内某一工序的生产率限制了整个车间的生产率的提高时,该工序的刀具寿命要选得低些;当某工序大件精加工时,为保证至少完成一次走刀,避免切削时中途换刀,刀具寿命应按零件精度和表面粗糙度三切削用量制定的步骤背吃刀量的选择进给量的选择切削速度的确定校验机床功率四提高切削用量的途径采用切削性能更好的新型刀具材料;在保证工件机械性能的前提下,改善工件材料加工性;改善冷却润滑条件;改进刀具结构,提高刀具制造质量。
实用CNC加工参数设置标准
倍数(l/d)
参数比例
转数S 100%70%60%50%↓
进给率F 100%70%60%50%↓
Ar(切深)100%70%60%50%↓
A 级
B 级
C 级
D 级
E 级
F 级
0.00250.01外观型腔面非外观型腔
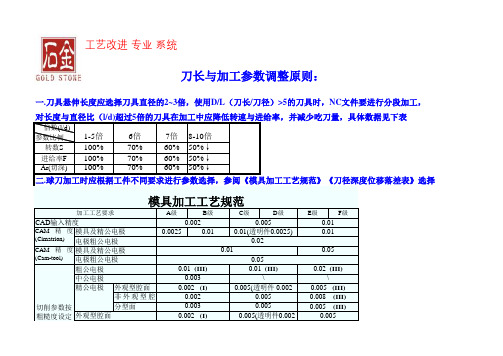
面分型面1-5倍6倍7倍8-10倍一.刀具悬伸长度应选择刀具直径的2~3倍,使用D/L (刀长/刀径)>5的刀具时,NC 文件要进行分段加工,二.球刀加工时应根据工件不同要求进行参数选择,参阅《模具加工工艺规范》《刀径深度位移落差表》选择
模具加工工艺规范
加工工艺要求CAD 输入精度
0.0020.0050.01CAM 精度(Cimatrion)模具及精公电极0.01(透明件0.0025)
0.01电极粗公电极
0.02CAM 精度(Cam-tool)模具及精公电极0.01
0.05电极粗公电极
0.05切削参数按
粗糙度设定平优化)粗公电极
0.01 (III)0.01 (III)精公电极0.002 (I)0.005(透明件 0.002
0.0030.0050.005 (III)0.0020.0050.008 (III)0.02 (III)中公电极
0.003\\0.005 (III)外观型腔面
0.002 (I) 0.005(透明件0.0020.005
刀长与加工参数调整原则:
工工艺改进专业系统
四.切削参数计算常用公式。
各种机加工工时计算表
1200.00 0.833333333
0.2-0.3 0.15 26.0 1379
>>>>>>>往复式平面粗磨理论工时计算<<<<<<<
零件参数
砂轮、机床参数
工件材料
淬火钢 砂轮直径 mm
400
磨削形式
零件装置在夹具中或用千 分表校准
**当加工孔径较大 时,ap取大值;加 工孔径较小,且加 工精度要求较高 时,ap取小值
钢、铸钢 刀具材料 精镗 刀具类型 5 刀具直径 mm 20 推荐切削参数范围 0.6-1.2 1.00 8 509 请输入实际切削参数 3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
>>>>>>>高速钢铰刀铰孔理论工时计算<<<<<<<
零件参数
材料种类
材料性能
孔直径 mm
铰
刀具直径 mm 待加工孔深度 mm
切削深度 mm 铰削余量 mm 实际每转进给量 实际主轴转速 理论工时 min
推荐切削参数 中硬铸铁 铰削余量 mm
175HBS 每转进给量 f mm 6.00 切削速度 m/min 6.0 主轴转速 10.0
材料种类 孔直径 mm
深度 mm
钻
零件参数
不锈钢 刀具直径 mm
12.50 每转进给量 mm
20.00
切削速度 主轴转速
m/min
请输入实际切削参数
推荐切削参数范围 8 ~ 20
车床加工基本时间计算参考表

工时定额的组成:1.批量加工的单件加工工时=基本时间+辅助时间+布置工作地时间+休息与生理需要的时间2.单件加工时:在以上的基础上加上相应的准备时间3.单件工时定额Td:单件时间td=tj+tf+tb+tx◆ 基本时间tj: 直接改变对象尺寸、开关、相对位置、状态或材料性质所用时间;◆ 辅助时间tf: 为实现工艺过程必须进行的各种辅助动作所用时间。
如装卸工件、操作要、改变切削用量、试切和测量工件、引进及退回刀具等动作所用时间。
辅助时间的的确定方法随生产类型不同而不同。
大批大量生产时,为了使辅助时间规定得合理,须将辅助动作分解成单一动作,再分别查表求得各分解动作的时间,最后予以综合;对于中批生产则可根据以往的统计资料确定;在单件小批生产中,一般用基本时间的百分比进行估算。
基本时间和辅助时间的总和称为作业时间◆ 布置工地时间tb:作班内照管工作地所耗的时间,调整更换刀具、修整砂轮、润滑擦试机床、清理切屑等。
一般按作业时间的2%~5%估算。
◆ 休息和生理时间tx:工作班内满足生理需要所耗的时间。
一般按作业时间的2%估算。
以上四部分时间总和就是单件时间td=tj+tf+tb+tx注意:因本厂每天有30分钟的休息时间,所以休息与生理需要时间tx不需计算在内;布置工地时间tb:车工,铣工按4%计算。
所以单件时间td=tj+tf+tb 组成在成批生产中,每一批工件的开始和终了时,工人需要做以下工作:A、开始时,要熟悉工艺文件,领取毛坯、材料,领取和安装刀具和夹具,调整机床及其他工艺装备等;B、终了时,要拆下和归还工艺装备,送交成品等。
这两部分所用时间叫做准备时间tz,设有N件产品,那分摊到每一个工件上的准备时间为tz/N,将这部分时间加到单件时间上去。
成批生产的单件核算时间:th=td+tz/N大批大量生产时,每个工作地始终完成某一道固定工序,tz/N接近0,故不考虑。
th=td。
4.缩减辅助时间。
在单件时间中占的比重较大。
JDPaint5.50加工余量的使用
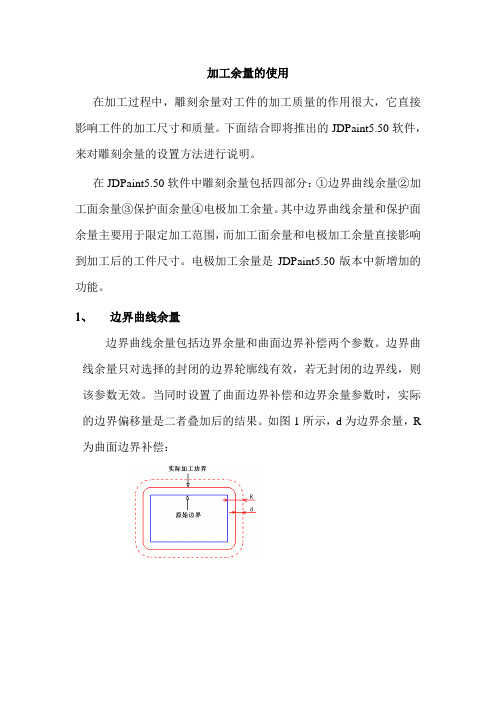
加工余量的使用在加工过程中,雕刻余量对工件的加工质量的作用很大,它直接影响工件的加工尺寸和质量。
下面结合即将推出的JDPaint5.50软件,来对雕刻余量的设置方法进行说明。
在JDPaint5.50软件中雕刻余量包括四部分:①边界曲线余量②加工面余量③保护面余量④电极加工余量。
其中边界曲线余量和保护面余量主要用于限定加工范围,而加工面余量和电极加工余量直接影响到加工后的工件尺寸。
电极加工余量是JDPaint5.50版本中新增加的功能。
1、边界曲线余量边界曲线余量包括边界余量和曲面边界补偿两个参数。
边界曲线余量只对选择的封闭的边界轮廓线有效,若无封闭的边界线,则该参数无效。
当同时设置了曲面边界补偿和边界余量参数时,实际的边界偏移量是二者叠加后的结果。
如图1所示,d为边界余量,R 为曲面边界补偿:a)曲面边界补偿自动向外,d>0 b)曲面边界补偿自动向外,d<0图1 曲面边界补偿和边界余量的叠加效果2、加工面余量加工面余量一般包括曲面偏移和曲面抬高。
目前版本中的表面余量值仅表示曲面的偏移量的值;在粗加工和半精加工时需要留表面余量。
根据加工方法、工件材料、刀具长度和材料、加工精度等,粗加工时的表面余量= 5*加工精度+ 刀具变形量,半精加工时的表面余量= 3*加工精度+刀具变形量,以避免路径发生过切现象;精加工时,表面余量设为0。
刀具的伸长量小于等于刀具直径的5倍时,刀具变形量很微小;当刀具伸长量大于刀具直径的5倍时,刀具变形量加剧。
表1和表2所示分别为粗加工和半精加工钢(2738)和紫铜工件时,设定表面余量的经验值:(表中的表面余量均为加工经验值,实际加工时请参照实际加工情况来确定表面余量。
)表1 粗加工时的表面余量刀具(牛鼻刀)钢(型号:2738)紫铜加工吃刀深表面余量加工吃刀深表面余量表2 半精加工时的表面余量零件的表面余量也可以设置为负值,例如一般在加工电极时可以通过设定负的表面余量值来实现放电间隙。
各种刀的参数

各种刀的参数飞刀参数刀具类型加工深度普通长度转速S切削速度F吃刀量ZD100R1.62002505001000 0.2-0.5 D80R1.6 200250500 1000 0.2-0.5 D63R8 180100500-700 1500-1800 0.5-1.5D63R6 140140500-700 1500-1800 0.5-1.5D63R2 300300500-700 1200-1800 0.5-1.5D50R880100500-7001200-1500 0.5-1.5D32R5 1202501200-1500 1000-1500 0.5-1.5D32R2 1002001200-1500 1200-1500 0.5-1D40R0.8 1502501200-1500 1200-1500 0.2-0.5D35R0.8 3003501200-1500 1200-1500 0.2-.5D32R0.8 100-150 2301200-1500 1200-15000.2-0.5D25R4802001000-1500 1000-2000 0.3-0.5D20R0.4 80-120 1501300 15000.3-0.5D16R0.4 60-100 1501200-1500 1000-2000 0.2-0.5D30R15100-160 2301200-1500 1000-1500 0.3-0.6D20R10 80-120 1601000-1200 1000-1500D16R880-120 1601200-1500 1000-1500 0.3-0.5D12R6601001000-15000.-0.5D10R560100>1500100-15000.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S切削速度F 吃刀量125025/7526/100 1800500-1500 0.05-0.5 105022/7025/100 2000 500-1500 0.05-0.5 84519/6015/100 2500 500-1500 0.05-0.5 63013/5015/100 3000500-1500 0.05-0.4 43011/503500 500-1500 0.05-0.3 2258/504000 500-1500 0.05-0.3 1206/50500-1500 0.05-0.15 R67522/7522/100 2000 1000-2000 0.2-17518/7018/00 2000 1000-2000 0.2-1R47514/6014/1002000 1000-2000 0.2-1R37512/5012/100 2500800-1500 0.2-0.8R2.53010/503000 800-1500 0.15-0.6 R2258/50300800-1500 0.15-0.6 R1.5258/503500 800-1500 0.15-0.6R1255/504000 500-800 0.1-0.2 R0.5 252.5/505000500-8000.025白钢刀刀具类型加工深度普通长度普通加长转速S切削速度F3280-120 60/125 106/186 300-400 500-1000 0.1-12580-12090/166 300-400 500-1000 0.1-12012050/110 75/141 500-700 500-10000.1-11612040/9565/123 500-800 500-1000 0.1-11210030/8053/110 500-1000 500-1000 0.1-1108023/7545/95 800-1000500-1000 0.1-0.8 85020/6528/82 800-1200 500-1000 0.1-0.5 65015/60800-1200 500-1000 0.1-0.5 R88032/9235/140 800-1000500-1000 0.2-0.4 R68026/8326/120 800-1000 500-1000 0.2-0.4 R56020/7220/110 800-1000 500-1100 0.2-0.4 R45019/6320/1001000-1500 500-1000 0.2-0.4R33013/5715/90 1000-1500 500-1000 0.2-0.4注:以P20钢材为中间参考值,切削速度取中间值,硬度于P20调低,硬度低于P20调高。
平磨磨削知识
平面磨削余量的选择 对于我们的立磨,一般磨削长度1570mm,加工宽度200mm,对于粗加工(零件在装置中未经校准)加工余量选择0.6,公差0.15左右相 对合适;对于精加工(零件在装置中经校准)加工余量选择0.4,公差0.15左右相对合适.实用加工工艺手册(陈宏钧)-按照P1211表11184-187 总结经验: 说明:数值为单面加工余量;热处理零件余量乘以1.2修正系数。 一、往复式平面磨ap(圆周磨削、单行程mm,工作台往复行程切削深度乘2) 粗磨切削深度 影响因素:砂轮宽度、纵向进给量、工件速度、工件材料、砂轮直径、工作台充满系数 最大极限深度,不准超过0.066*1.6*1.17=0.12(条件最为宽松时,指铸铁、砂轮窄32直径大600、工件速度低6m/min,纵向进给量比 小0.5、工作台充满系数低0.2) 最小极限深度,不得低于0.0059*0.7*0.71=0.003(条件最为苛刻时,指耐热铁、砂轮宽100直径小320、工件速度高20m/min,纵向进 给量比大0.8、工作台充满系数高1.0) 我们“一般情况切削深度选择0.017左右”(材料淬火或非淬火钢、砂轮处于bs=40-60宽直径450、工件速度12m/min,纵向进给量比大 0.6、工作台充满系数高0.5) 精磨切削深度 影响因素:砂轮宽度、纵向进给量、工件速度、工件材料、砂轮直径、工作台充满系数、加工精度及余量。 最大极限深度,不准超过0.086*2.5*1.75*1.6=0.602(条件最为宽松时,指铸铁、砂轮窄32直径大600、工件速度低5m/min,纵向进给 量小8m/min、工作台充满系数低0.2、加工精度0.08、加工余量0.7) 最小极限深度,不得低于0.0035*0.4*0.56*0.71=0.0006(条件最为苛刻时,指耐热铁、砂轮宽100直径小320、工件速度高20m/min, 纵向进给量比大0.8、工作台充满系数高1.0、、加工精度0.02、加工余量0.12)
加工余量与工序尺寸

加工余量与工序尺寸
目录
contents
加工余量概述 工序尺寸确定 加工余量与工序尺寸的关系 加工余量与工序尺寸的实例分析 加工余量与工序尺寸的未来发展
01
加工余量概述
加工余量的定义
加工余量是指工件在加工过程中,为了去除工件表面的材料或修正误差而预留的额外材料。
它通常由工序前后的尺寸差值来表示,是评价加工精度和工艺水平的重要参数。
偏差
工序尺寸的公差与偏差
03
加工余量与工序尺寸的关系
加工余量对工序尺寸的影响
加工余量决定了工件在加工过程中的尺寸变化,是影响工序尺寸的主要因素之一。
加工余量的大小直接影响到加工精度和表面质量,因此需要合理控制加工余量,以保证工件的质量和性能。
VS
工序尺寸是工件在加工过程中需要达到的尺寸要求,是确定加工余量的重要依据。
智能化控制技术
通过传感器和监测设备,实时获取加工过程中的数据,对加工余量和工序尺寸进行动态调整,确保加工过程的稳定性和一致性。
实时监测与反馈
研发和应用环保、低毒、高效的切削液,减少对环境的污染和对人体的危害。
采用新型的加工设备和工艺,降低能耗和减少废弃物排放,实现
总结词:铣削加工余量与工序尺寸的确定对于提高加工效率和加工质量具有重要意义。
实例三:磨削加工余量与工序尺寸
总结词:磨削加工余量与工序尺寸的确定对于提高零件的耐磨性和疲劳强度至关重要。
05
加工余量与工序尺寸的未来发展
加工余量与工序尺寸的智能化控制
利用人工智能、机器学习等技术,实现加工余量和工序尺寸的智能预测和控制,提高加工精度和效率。
经验法
根据加工理论、材料力学和热力学等理论知识,结合加工工艺参数,计算出工序尺寸。理论法具有较高的精度和可重复性,但需要扎实的理论基础和计算能力。
各种机械加工工时计算公式E cel表格
砂轮耐用度(T) S
900
加工面长度 mm
400.00 纵向进给量与砂轮宽度比值
0.6
加工面宽度 mm
300.00 工作台充满系数
0.25
平面磨
工件速度 m/min
6
推荐磨削参数
磨削余量 mm
0.3
磨削公差 f mm
0.15
单行程磨削深度
0.042000
理论工时 min
5.2
**时间为工作台单
行程
磨削深度修正系数 K1=
1、该表 中每一种 加工方式 的理论工 时为单道 工步的切 削时间, 仅用于参 考,总的 切削时间 为所有工 步切削时 间的总和
2、总加 工成本可 以参考以 下计算公 式: C总 = 单位时 间机床的 切削成本 * 切削时 间 + 单位 时间机床 非切削成 本 * 所有 装夹、换 刀等动作 时间 + 其 它非加工 费用
零件参数
刀具、机床参数
灰铸铁 刀具类型
镶齿立铣刀
230-290 刀具可选直径范围 平面 刀具齿数
20-25 3
1500.00 步距 ae mm
5.0
5.00 切削深度ap mm
推荐铣削参数
0.05 10 159 请输入实际切削参数
20.0 0.12 200.00 62.5
2.0
0.10 18 286
5.00 切削深度ap mm
推荐铣削参数
0.16 12 637 请输入实际切削参数
0.2 800.00 14.0625
2.0
0.24 25 1326
算<<<<<<<
推荐切削参数
铰削余量 mm 每转进给量 f mm 切削速度 m/min
CIMATRON E中的加工参数设定

CIMATRON E中的加工参数设定(1)Volume Milling 3D(WCUT)的加工参数设置在表格中单击右键,然后在子菜单中不选Show Prefered Only可以显示所有的加工参数,如落刀点的设置,螺旋下刀的角度等。
1.APPROACH &RETRACT 在XY平面上的进退刀方式2.CLEARANCE PLANE 设定G00的安全平面4.Offset & Tolerance 加工余量和加工精度,5.Tool Trajectory 走刀参数6.层间优化的加工方式A.NONE,层间不优化,粗加工时使用。
B.CONSTANT Z:层间等高优化。
可以应用于半精加工中,其中的参数设置如下表:C.ON SURFACE:常用的半精加工层间优化方式,比CONSTANT Z.增加顶部水平区域的环绕加工。
D.Horizental:层间采用投影精加工的水平优化,加工水平或者接近水平的区域。
其独有的选项为:(2)Surface Milling, By Layers(WCUT FINISH)的加工参数设置本加工方式用于曲面精加工,适用与比较陡峭的零件,即接近于垂直的面比较多的零件,一般型腔零件出于安全考虑都应该使用此加工方法。
在精加工时应该设定较小的加工步距和较高的加工精度,以保证加工的质量。
平面上的进退刀方式沿法向进刀沿切向进刀是精加工中独有的选层间螺旋下刀2.CLEARANCE PLANE 设定G00的安全平面同其他加工方式3.Entry & End Point Z方向落刀的方式同其他加工方式4.Offset & Tolerance 加工余量和加工精度,同其他加工方式5.Tool Trajectory 走刀参数,与其他加工方式不同的参数有:7.层间优化的加工方式,这是因为我们是在精加工,所以尽管几种选项都存在,我们还是只应该选用Horizental选项。
下面介绍其中的参数设置,我们选用其中常用的PARALLEL CUT方式:。
12.4 加工余量和工序尺寸的确定_配机械制造基础(第2版)
ES2 = EI1+ES0 = -0.15+0 = −0.15 mm;
由公式EI0 = EI2−ES1 得: EI2 = ES1+EI0 = −0.05+(−0.15) =- 0.2 mm; 因此A2= 6 0 0 .1 5 0 .2
mm
6 0 0 .2
0 .1 5
mm
列竖式法解尺寸链 口诀:封闭环、增环照抄;减环取反,上下偏差对调。 方法:求组成环各项之和等于封闭环。
尺寸链(环)
基 本 尺 寸
-10 (60) 50
上偏差ES
0.15 ( - 0.15) 0
下偏差EI
0.05 (−0.2) −0.15
A1 A2 A0
6 0 0 .2
0 .1 5
mm
A1
A 0 6 0 .1 5
0 .1
A 2 1 0 0 .0 3
0 .0 5
A 3 2 0 0 .0 3
0 .1
mm,按入体原则表示为A2 = 20.1 0 0 . 4 mm。 0 .3
2)测量基准与设计基准不重合的尺寸换算
加工一轴承座,设计尺寸为A1和A0。由于设计尺寸A0加工时无法直接测量,只 好通过测量A2尺寸来间接保证它,求A2的工序尺寸和公差。
A0为封闭环,A1为减环,A2为增环。 由公式A0 = A2−A1 得: A2 = A1+A0 = 10+50 = 60 mm; 由公式ES0 = ES2−EI1得:
2、尺寸链极值法计算的基本公式
1)封闭环的基本尺寸 封闭环的基本尺寸等于所有增环基本尺寸之和减去所有减 环基本尺寸之和,即:
m n
A0
加工余量参数表
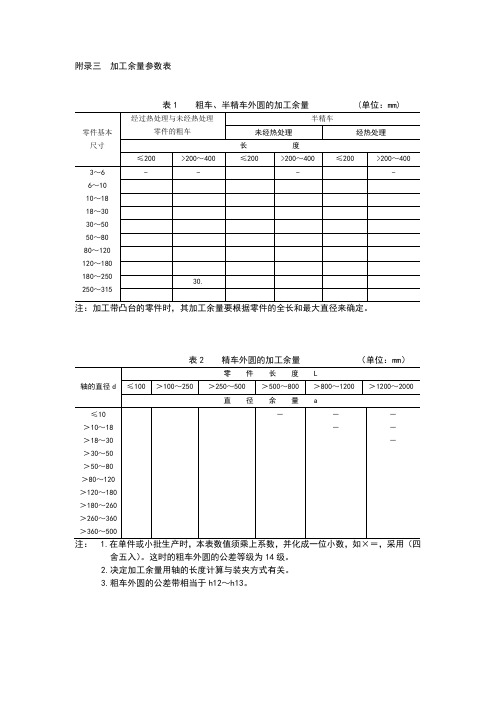
附录三加工余量参数表表1 粗车、半精车外圆的加工余量 (单位:mm)注: 1.在单件或小批生产时,本表数值须乘上系数,并化成一位小数,如×=,采用(四舍五入)。
这时的粗车外圆的公差等级为14级。
2.决定加工余量用轴的长度计算与装夹方式有关。
3.粗车外圆的公差带相当于h12~h13。
表3 磨削外圆的加工余量 (单位:mm)舍五入)。
2.决定加工余量用轴的长度计算与装夹方式有关。
3.磨前加工公差相当于h11。
注:1.加工有台阶的轴时,每台阶的加工余量应根据该台阶的d及零件的全长分别选用。
2.表中的公差系指尺寸L的公差。
表5 磨端面的加工余量 (单位:mm)注:1.加工有台阶的轴时,每台阶的加工余量应根据该台阶的d及零件的全长分别选用。
2.表中的公差系指尺寸L的公差。
2.在铸铁上加工直径为30到32mm的孔时,仅用直径为28与30mm的钻头钻一次。
3.用磨削作为孔的最后加工方法时,精镗以后的直径根据表1-23查得。
4.用金刚石细镗作为孔的最后加工方法时,精镗以后的直径根据表1-24查得。
5.如仅用一次铰孔,则铰孔的加工余量为本表中粗铰与精铰的加工余量总和。
2.在铸铁上加工直径为30、32mm的孔时,仅用直径为28、30mm的钻头钻一次。
3.用磨削作为孔的最后加工方法时,精镗以后的直径根据表1-23查得。
4.用金刚石细镗作为孔的最后加工方法时,精镗以后的直径根据表1-24查得。
5.如仅用一次铰孔,则铰孔的加工余量为本表中粗铰与精铰的加工余量总和。
注:1.当加工在热处理极易变形的、薄的轴套及其他零件时,应将表中的加工余量数值乘以。
2.如被加工孔在以后必须作为基准孔时,其公差应按7级公差来制定。
3.在单件、小批生产时,本表的数值应乘以,并化成一位小数。
例如×=,采用(四舍五入)。
表9 平面加工余量 (单位:mm)注:1.如几个零件同时加工时,长度及宽度为装置在一起的各零件长度或宽度及各零件间的间隙之总和。
热处理零件的预先热处理和预留加工余量
0. 40 0. 35~
0. 45 0. 40~
0. 50 0. 50~
0. 60 0. 60~
0. 70 0. 70~
0. 90
长 度
51~100 101~200 201~300
0. 45~
0. 55 0. 40~
0. 50 0. 35~
0. 45 0. 30~
0. 40 0. 35~
0. 50~ 0. 60~ 0. 65~ 0. 80~ 0. 85~
0. 75
0. 90
1. 00
1. 10
1. 30
0. 70~ 0. 80~ 0. 90~ 1. 05~ 1. 15~
1. 00
1. 20
1. 35
1. 50
1. 75
注 : 1. 碳素钢工件一般均用水或水 - 油淬 ,孔变形较大 ,应
451~ 600
0. 50~ 0. 60
0. 40~ 0. 50
0. 40~ 0. 50
0. 50~ 0. 60
601~ 800
0. 55~ 0. 65 0. 50~ 0. 60 0. 50~ 0. 60 0. 60~ 0. 70
801~ 1000
0. 60~ 0. 70
0. 55~ 0. 65
0. 65~ 0. 75
零件热处理时不可避免地会产生变形 ,因此 ,零 件在加工过程中必须留有合理的加工余量 ,既简化 热处理操作 ,又不至于加大机加工时的工作量 。我 厂编制的工艺标准 ( ZHC511 - 84) 给出了各类热处 理零件的预留加工余量 ,可供参考 。
1. 调质件的预留量 轴类调质件在淬火时会有变形 、氧化 、脱碳等现 象 。因此无论是原材料还是锻件 ,调质前必须留有 加工余量 。表 1 为轴类调质件径向的加工余量 。
加工余量参数表
附录三加工余量参数表表1 粗车、半精车外圆的加工余量 (单位:mm)注: 1.在单件或小批生产时,本表数值须乘上系数,并化成一位小数,如×=,采用(四舍五入)。
这时的粗车外圆的公差等级为14级。
2.决定加工余量用轴的长度计算与装夹方式有关。
3.粗车外圆的公差带相当于h12~h13。
表3 磨削外圆的加工余量 (单位:mm)舍五入)。
2.决定加工余量用轴的长度计算与装夹方式有关。
3.磨前加工公差相当于h11。
注:1.加工有台阶的轴时,每台阶的加工余量应根据该台阶的d及零件的全长分别选用。
2.表中的公差系指尺寸L的公差。
表5 磨端面的加工余量 (单位:mm)注:1.加工有台阶的轴时,每台阶的加工余量应根据该台阶的d及零件的全长分别选用。
2.表中的公差系指尺寸L的公差。
2.在铸铁上加工直径为30到32mm的孔时,仅用直径为28与30mm的钻头钻一次。
3.用磨削作为孔的最后加工方法时,精镗以后的直径根据表1-23查得。
4.用金刚石细镗作为孔的最后加工方法时,精镗以后的直径根据表1-24查得。
5.如仅用一次铰孔,则铰孔的加工余量为本表中粗铰与精铰的加工余量总和。
2.在铸铁上加工直径为30、32mm的孔时,仅用直径为28、30mm的钻头钻一次。
3.用磨削作为孔的最后加工方法时,精镗以后的直径根据表1-23查得。
4.用金刚石细镗作为孔的最后加工方法时,精镗以后的直径根据表1-24查得。
5.如仅用一次铰孔,则铰孔的加工余量为本表中粗铰与精铰的加工余量总和。
注:1.当加工在热处理极易变形的、薄的轴套及其他零件时,应将表中的加工余量数值乘以。
2.如被加工孔在以后必须作为基准孔时,其公差应按7级公差来制定。
3.在单件、小批生产时,本表的数值应乘以,并化成一位小数。
例如×=,采用(四舍五入)。
表9 平面加工余量 (单位:mm)注:1.如几个零件同时加工时,长度及宽度为装置在一起的各零件长度或宽度及各零件间的间隙之总和。
数控加工参数表

数控加工参数表 The manuscript was revised on the evening of 2021一、主轴转速n(r/min)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V(单位:m/min)二、进给速度V f (mm/min)Vf = fz×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,f z越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,f z就越小。
1.铣削加工表2 铣刀每齿进给量f z (单位:mm/齿)2.镗削加工表3 镗孔切削用量3、攻螺纹攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(~)P式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度- d表4 攻普通螺纹前的底孔直径表5 攻英制螺纹前的底孔直径表6 攻螺纹切削速度(单位:m/min)4、钻孔加工表7 用高速钢钻头钻孔切削用量(f单位:mm/r)5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为~底孔直径=铰刀直径-(~)mm铰削加工时切削速度V取3~15m/min进给量f取~r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
cnc镗刀参数设置表
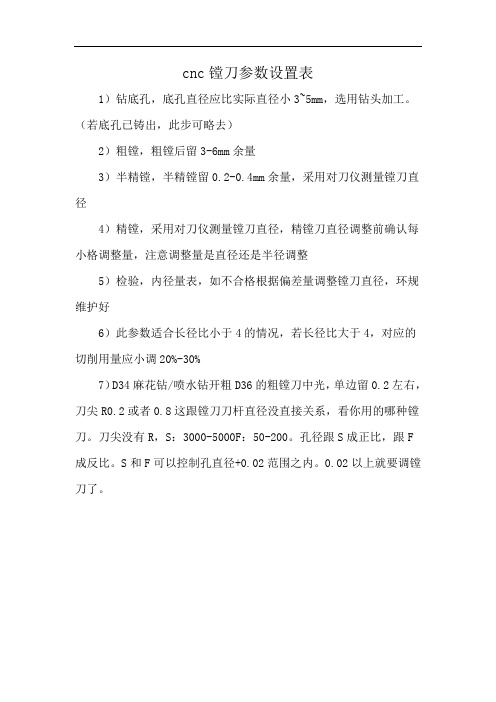
cnc镗刀参数设置表
1)钻底孔,底孔直径应比实际直径小3~5mm,选用钻头加工。
(若底孔已铸出,此步可略去)
2)粗镗,粗镗后留3-6mm余量
3)半精镗,半精镗留0.2-0.4mm余量,采用对刀仪测量镗刀直径
4)精镗,采用对刀仪测量镗刀直径,精镗刀直径调整前确认每小格调整量,注意调整量是直径还是半径调整
5)检验,内径量表,如不合格根据偏差量调整镗刀直径,环规维护好
6)此参数适合长径比小于4的情况,若长径比大于4,对应的切削用量应小调20%-30%
7)D34麻花钻/喷水钻开粗D36的粗镗刀中光,单边留0.2左右,刀尖R0.2或者0.8这跟镗刀刀杆直径没直接关系,看你用的哪种镗刀。
刀尖没有R,S:3000-5000F:50-200。
孔径跟S成正比,跟F
成反比。
S和F可以控制孔直径+0.02范围之内。
0.02以上就要调镗刀了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录三加工余量参数表
表 1 粗车、半精车外圆的加工余量(单位:mm)
注:加工带凸台的零件时,其加工余量要根据零件的全长和最大直径来确定。
表 2 精车外圆的加工余量(单位:mm)
1.
舍五入)。
这时的粗车外圆的公差等级为14 级。
2. 决定加工余量用轴的长度计算与装夹方式有关。
3. 粗车外圆的公差带相当于h12~h13。
注:1. 在单件或小批生产时,本表的余量值应乘上系数,并化成一位小数,如×=,采用
(四
舍五入)。
2. 决定加工余量用轴的长度计算与装夹方式有关。
3. 磨前加工公差相当于h11。
表 4 精车端面的加工余量(单位:mm)
1. d
2. 表中的公差系指尺寸L 的公差。
表 5 磨端面的加工余量(单位:mm)
注: 1. 加工有台阶的轴时,每台阶的加工余量应根据该台阶的d 及零件的全长分别选用。
2. 表中的公差系指尺寸L 的公差。
加工孔
直
径
钻
用车刀 扩孔钻
粗铰
精铰
的直径
第一次
第二次
镗以后
3
- - - - 3H7 4
- - - - 4H7 5
-
- - - 5H7 6
- - -
-
6H7 8
-
- -
8H7 10
- -
-
10H7
12
-
-
12H7 13
- -
13H7 14
-
-
14H7
15
- -
15H7 16
-
-
16H7
18
- -
18H7 20
-
20H7 22
-
22H7
24
-
24H7 25
-
25H7
26
-
26H7 28
-
28H7
30
28
30H7 32
32H7 35
35H7
38
38H7 40
40H7
42
42H7 45
45H7
48
48H7 50
50H7
60 30
60H7 70 30
70H7
80 30
80H7
90 30
-
90H7 100 30
-
100H7
120 30
-
120H7 140 30
-
140H7
160
30
-
160H7 180 30
-
180H7
注: 1. 在铸铁上加工直径到 15mm 的孔时,不用扩孔钻扩孔。
2. 在铸铁上加工直径为 30 到 32mm 的孔时,仅用直径为 28 与 30mm 的钻头钻一次。
3. 用磨削作为孔的最后加工方法时,精镗以后的直径根据表 1- 23 查得。
4. 用金刚石细镗作为孔的最后加工方法时,精镗以后的直径根据表 1-24 查得。
5. 如仅用一次铰孔,则铰孔的加工余量为本表中粗铰与精铰的加工余量总和。
加工孔的直径
直径
钻用车刀
镗以后
扩孔钻铰第一次第二次
3---3H8
4---4H8
5---5H8
6---6H8
8---8H8
10---10H8
12---12H8
13---13H8
14---14H8
15---15H8
16--16H8
18--18H8
20-20H8
22-22H8
24-24H8
25-25H8
26-26H8
28-28H8
302830H8
3232H8
3535H8
3838H8
4040H8
4242H8
4545H8
4848H8
5050H8
60-60H8
70-70H8
80-80H8
90-90H8
100-100H8
120-120H8
140-140H8
160-160H8
180-180H8注: 1. 在铸铁上加工直径到15mm的孔时,不用扩孔钻扩孔。
2. 在铸铁上加工直径为30、32mm的孔时,仅用直径为28、30mm的钻头钻一次。
3. 用磨削作为孔的最后加工方法时,精镗以后的直径根据表1-23 查得。
4. 用金刚石细镗作为孔的最后加工方法时,精镗以后的直径根据表1-24 查得。
5. 如仅用一次铰孔,则铰孔的加工余量为本表中粗铰与精铰的加工余量总和。
表8 磨孔的加工余量( 单位:mm)
注:1. 当加工在热处理极易变形的、薄的轴套及其他零件时,应将表中的加工余量数值乘以。
2. 如被加工孔在以后必须作为基准孔时,其公差应按7 级公差来制定。
3. 在单件、小批生产时,本表的数值应乘以,并化成一位小数。
例如×=,采用(四舍
五入)。
表8 磨孔的加工余量( 单位:mm)
表9 平面加工余量单位:mm)
1.
间隙之总和。
2. 当精刨或精铣时,最后一次行程前留的余量应≥。
3. 热处理零件的磨前加工余量系将表中数值乘以。
4. 磨削及刮的加工余量和公差用于有公差的表面的加工,其他尺寸按照自由尺寸的公差进
行加工。
5. 公差系根据被测量尺寸制定。