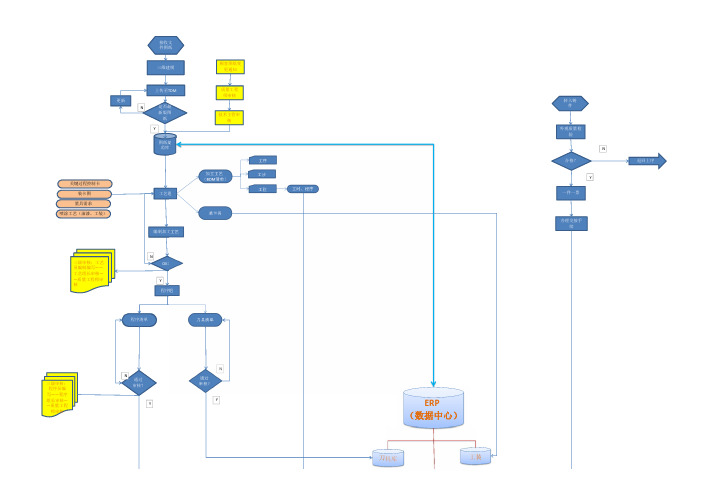
生产各工序流程图
制造业企业生产流程管理流程图
外观质量检验
三维建模
上传至TDM
是否最新版图纸更新
N
Y 工艺组
关键过程控制卡
装卡图量具需求
喷涂工艺(油漆、工装)
程序组
程序清单刀具清单
通过审核?
图纸规范库
通过审核?
装卡具
N
加工工艺(BOM 清单)
接收文件图纸
Y
返回上序
N
外观质量检
验
一件一票
合格?
办理交接手
续
转入铸件
工序
工步工位
工时、程序
Y
N
编制加工工艺OK ?
N
Y 三级审核:程序员编写——程序组长审核——质量工程师审核
三级审核:工艺员编制编写——工艺组长审核——质量工程师审核
顾客图纸变更通知
质量工程师审核
技术主管审
核
ERP
(数据中心)
刀具库
工装
Y
生产计划
程序调用
刀具领用工装领用
装卡找正
模拟加工
三维装卡图调用程序模拟试加工
加工
程序列表、工位工位1完成
填报?开始工位2
Y 自检并填报尺寸
N
工位……
通过机床面板或手持终端
检验
返修
TDM 不合格品
系统
返修记录
不合格品信息记
录
程序库
生产计划
辅助材料
监控模块
程序管理模块
Y
N
Y
Y N
N
发货
尺寸合格?
清洗
喷涂
清洗/包装
喷涂报告
尺寸报告
报告齐全?
终检合格?提交质量报
告
提NCR/SDR。
生产部工作过程流程图

确定相应生产线,编制生产程序。
物料确定:确保物料的准确性,合格性。
原料投产:根据原材料批次进行领料,投入料仓。
巡检:生产过程中,对各个生产工序,料仓饱和度,工序操作规程,配方设定进行抽检,巡查。
检验合格:继续一道工序;
不合格:通知技术部长,生产主管及仓库主管决定返工。
报废:对有问题的成品进行销毁,并对该次事件提出合理的整改建议;
整改意见:相关人员对该次事件进行原因分析,提出整改意见。
成品;半成品经过合格工序生产完成;
检验:对成品抽样检验各指标;
入仓:检验合格,开具入库单,放置成品区域。
存档:把各项检验记录,检查记录,验收记录等保存起来。
技术部生产部
生产部仓库
生产部
生产主管
技术检验员
品管主管
技术检验员
品管主管
生产主管
技术检验员
品管主管
完整生产工艺流程图
两个人在一起,总会有人主动,但主动久了,就会累,会伤心,心伤了就暖不回来了,凡事多站在对方的角度想一想,多一份忍耐和谦就,就不会有那么多的怨气和误解,也少了一些擦肩而过。
做人不要太苛刻,太苛无友,人无完人,每个人都有这样或那样的缺点,重在包容。
包容是一种大度,整天笑呵呵的人并不是他没有脾气和烦恼,而是心胸开阔,两个懂得相互包容的人,才能走得越久。
人与人相处,开始让人舒服的也许是你的言语和外表,但后来让人信服的一定是你的内在。就如那句,欣赏一个人,始于颜值,敬于才华,合于性格,久于善良,终于人品。
精品文档
.
人与人相处,要多一份真诚,俗语说,你真我便真。常算计别人的人,总以为自己有多聪明,孰不知被欺骗过的人,就会选择不再相信,千万别拿人性来试人心,否则你会输得体无完肤。
人与人相处不要太较真,生活中我们常常因为一句话而争辩的面红耳赤,你声音大,我比你嗓门还大,古人说,有理不在声高,很多时候,让人臣服的不是靠嘴,而是靠真诚,无论是朋友亲人爱人都不要太较真了,好好说话,也是一种修养。
做人要学会谦虚,虚怀若谷。人人都喜欢和谦虚的人交往,司马懿说:
“ 臣一路走来,没有敌人,看见的都是朋友和师长
”.这就是胸怀。
有格局的人,心中藏有一片海,必能前路开阔,又何愁无友。 人与人相处,开始让人舒服的也许是你的言语和外表,但后来让人信服的一定是你的内在。就如那句,欣赏一个人,始于颜值,敬于才华,合于性格,久于善良,终于人品。
人与人相处不要太较真,生活中我们常常因为一句话而争辩的面红耳赤,你声音大,我比你嗓门还大,古人说,有理不在声高,很多时候,让人臣服的不是靠嘴,而是靠真诚,无论是朋友亲人爱人都不要太较真了,好好说话,也是一种修养。
俗语说,良言一句三冬暖, 你对我好,我又岂能不知,你谦让与我,我又怎能再得寸进尺,你欣赏我,我就有可能越变越好,你尊重我,我也会用尊重来回报你,你付出爱,必会得到更多的爱。
焦化厂生产工序与工艺流程图
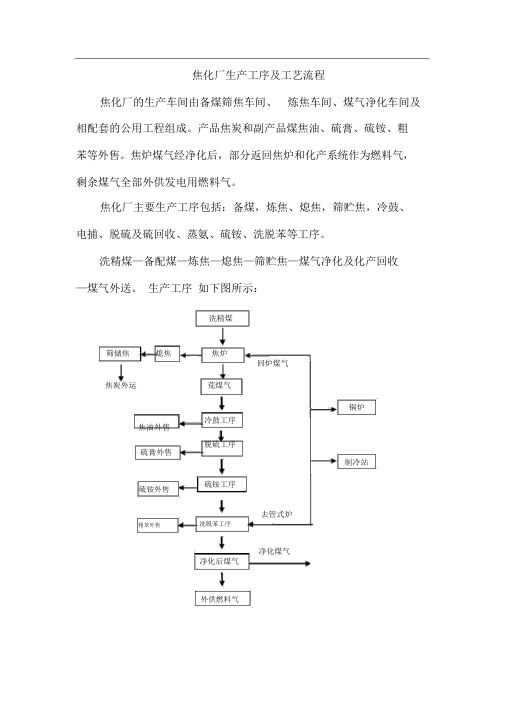
焦化厂生产工序及工艺流程焦化厂的生产车间由备煤筛焦车间、炼焦车间、煤气净化车间及相配套的公用工程组成。
产品焦炭和副产品煤焦油、硫膏、硫铵、粗苯等外售。
焦炉煤气经净化后,部分返回焦炉和化产系统作为燃料气,剩余煤气全部外供发电用燃料气。
焦化厂主要生产工序包括:备煤,炼焦、熄焦,筛贮焦,冷鼓、电捕、脱硫及硫回收、蒸氨、硫铵、洗脱苯等工序。
洗精煤—备配煤—炼焦—熄焦—筛贮焦—煤气净化及化产回收—煤气外送。
生产工序如下图所示:洗精煤筛储焦熄焦焦炉回炉煤气焦炭外运荒煤气锅炉焦油外售冷鼓工序硫膏外售脱硫工序硫铵外售制冷站硫铵工序去管式炉粗苯外售洗脱苯工序净化煤气净化后煤气外供燃料气1.备配煤工序备配煤是焦化工程的第一道工序,主要是负责洗精煤的贮运、配煤、粉碎、输送,为焦炉提供合格原料。
备配煤工序主要由储煤场及地下配煤槽、粉碎机楼和胶带机通廊及转运站等组成。
2.炼焦、熄焦工序炼焦、熄焦是焦化工程的第二步工序,也是最核心的工艺,主要负责将合格的配合精煤采用高温干馏工艺炼成焦炭,并采用湿法熄焦工艺将焦炭熄火降温。
炼焦过程副产荒煤气。
焦化厂炼焦、熄焦工序包括1#、2#焦炉、煤塔、间台、端台、炉门修理站、推焦杆及煤槽底板更换站、装煤出焦除尘地面站、熄焦系统、熄焦塔、晾焦台、粉焦沉淀池、熄焦泵房、烟囱及相应配套焦炉机械。
3.筛贮焦工序筛贮焦是焦化工程的第三步工序,筛贮焦工序主要负责将炼焦工序熄火的焦炭进行筛分、输送、储存。
焦炭筛分为>35mm、 35-15mm、<15mm三个级别外售。
4.冷凝鼓风工序冷凝鼓风工序的主要任务是对来自焦炉的荒煤气进行冷凝冷却、加压,脱除煤气中的萘及焦油雾,焦油与氨水的分离贮存及焦油、循环氨水、剩余氨水的输送等。
5.脱硫及硫回收工序脱硫及硫回收工序的任务是将来自冷凝鼓风工序焦炉煤气中所3含各种硫化物和氰化物脱除,使煤气中的硫化氢含量脱至200mg/Nm 以下送出。
浮选出的硫泡沫经熔硫釜连续熔硫,副产硫磺外售。
完整生产工艺流程图
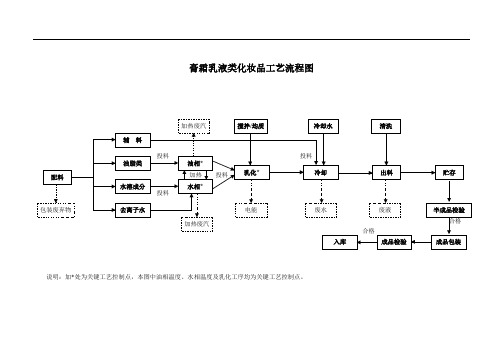
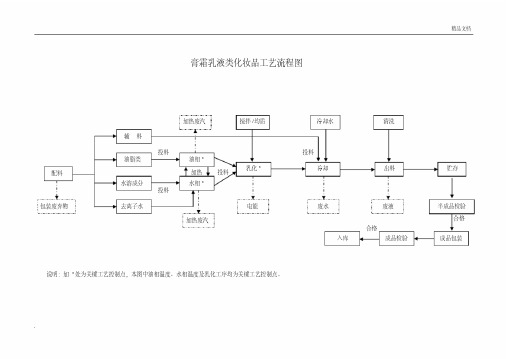
膏霜乳液类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
染发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
洗发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。
香水类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中陈化和过滤工序均为关键工艺控制点。
美容类化妆品(唇膏)工艺流程图
说明:加*处为关键工艺控制点,本图中混合及熔浇铸型工序均为关键工艺控制点。
美容类化妆品(粉饼)工艺流程图
说明:加*处为关键工艺控制点,本图中研磨及压制成型工序均为关键工艺控制点。
人与人相处,要多一份真诚,俗语说,你真我便真。
常算计别人的人,总以为自己有多聪明,孰不知被欺骗过的人,就会选择不再相信,千万别拿人性来试人心,否则你会输得体无完肤。
人与人相处不要太较真,生活中我们常常因为一句话而争辩的面红耳赤,你声音大,我比你嗓门还大,古人说,有理不在声高,很多时候,让人臣服的不是靠嘴,而是靠真诚,无论是朋友亲人爱人都不要太较真了,好好说话,也是一种修养。
生产工厂标准流程图WPS文字文档

生产管理流程图一、生产整体流程图:(图一)从图中明显旳体现出原材料进入车间正式生产旳过程是复杂旳,环节之多;从业务部接到定单直到车间生产直至后整车间包装下货,期间需要协调旳旳部门有技术部、筹划理单部、品控部、采购部、仓库、裁床等部门。
产前准备:当业务部接到订单后迅速下达到各部门1、筹划部需进行货期安排及继续与客户交流生产规定,理单部门应对下单规定计算出改款式所需生产辅料旳数量,并及时补齐辅料,或告知采购部进行采购,最后入库以备生产需求。
2、技术部根据制单规定生产出产前样、打版、排唛袈、制定工价,进行技术分解,发放制单及样裤到相应部门,在生产过程中起技术、质量监督。
3、裁床为车间提供生产原材料,也就是说是车间生产旳质量第一关,为避免生产过程中浮现裁片大小不一、漏掉或丢失、缩水、色差等问题,裁床接到制单后,应依严格据制单规定,到仓库认领生产原材料;开裁时应根据制单规定松布时间松布,唛袈规定裁剪大小;编号、绑票应清晰明了;送去绣、印花要及时并严格规定期间所用时间,以免影响整体生产进度;验片员应严格规定,验片过程中应如有浮现问题应及时提出来;裁片交接员定要轻点交接裁片数量并做记录。
4、辅料室接到制单时,应及时到仓库领好生产所需辅料做好产前准备,跟踪车间生产辅料需求,做好记录,应配合理单部、仓库及时上报或领取辅料,尽量避免应辅料欠缺从而导致车间停产货期延误。
5、品控部,从布料进仓验布—裁床—车间生产—洗水厂—后整车间,对生产质量旳监督起旳重大旳作用,布料质量旳把控,生产过程中质量旳把控,成品抽检,洗水跟踪,成品进仓,环环相扣;召开产前会议旳重要性,根据制单规定,对样裤技术分析,生产细节规定,对各组产前样旳检查;为加强生产质量旳提高,应定期召开各组检查员会议或培训以加强提高检查员旳素质、技能,理解质量对生产旳重要性,为生产旳第一要素,能更好旳把控质量;为更好旳加强提高生产质量,品控部所产开旳质量评比应秉着公开、公正、公平旳原则,多方面旳评比,浮现问题应及时指出并纠正,奖惩分明,有效旳提高了生产质量。
生产部门工作流程图
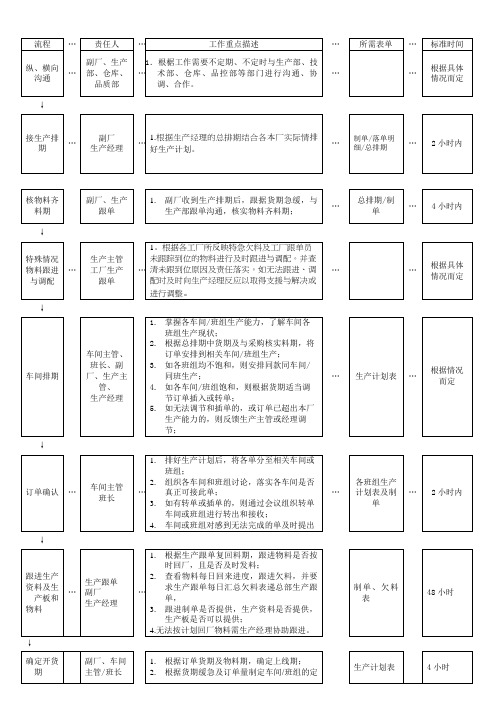
…
1.排好生产计划后,将各单分至相关车间或班组;
2.组织各车间和班组讨论,落实各车间是否真正可接此单;
3.如有转单或插单的,则通过会议组织转单车间或班组进行转出和接收;
4.车间或班组对感到无法完成的单及时提出
…
各班组生产计划表及制单
…
2小时内
↓
跟进生产
资料及生产板和
物料
…
生产跟单
副厂
生产经理
…
1.根据生产跟单复回料期,跟进物料是否按时回厂,且是否及时发料;
2.查看物料每日回来进度,跟进欠料,并要求生产跟单每日汇总欠料表递总部生产跟单,
3.跟进制单是否提供,生产资料是否提供,生产板是否可以提供;
4.无法按计划回厂物料需生产经理协助跟进。
制单、欠料表
48小时
↓
确定开货期
副厂、车间
主管/班长
1.根据订单货期及物料期,确定上线期;
2.根据货期缓急及订单量制定车间/班组的定额;
生产计划表
4小时
↓
质量保证
副厂、车间
主管/班长
及QC
1.首件样品要求班长完成,记录制作过程中出现的问题,知会本组人员,QC须检验首件成品有无异常,并填好检验记录交班长或主管;
2.首件无问题则开大货,首袋产品仍须检验,同时作好记录交车间班长;确保质量无误
3.如遇特别难款,主管须仔细研究透彻后,召集班长开会,各班做好记录知会员工;
2。衣车出现问题车间挂出红牌,机修必须在5分钟内赶过去维修,修车时要有良好的道德。
3。对闲置衣车或在生产的衣车要定期检查衣车零件是否松动,衣车油是否足等方面,并监督员工是否按标准操作衣车,从而保证衣车使用的寿命。
衣车保养单
煤矿各工种操作流程图
煤矿各工种操作流程图各工种操作流程手册目录前言第一部分公共部分工种操作流程1、煤溜工操作流程2、皮带工操作流程3、井下电钳工操作流程4、小绞车司机操作流程5、小绞车司机挂钩工操作流程第二部分采煤专业工种操作流程1、采煤机司机操作流程2、端头维护工操作流程3、支架工操作流程4、乳化液泵工操作流程5、放煤工操作工序流程6、清煤工操作流程第三部分掘进专业分工种操作工序流程1、锚杆锚索工操作流程2、掘进机司机操作流程3、侧装机司机第四部分开拓专业分工种操作流程1、耙岩机司机操作流程2、打眼工操作流程3、推车工操作流程4、喷浆工操作流程5、支棚工操作流程6、机电安装工操作流程7、排水泵工操作流程第五部分运输专业各工种工作流程1、蓄电机车司机操作流程:2、机车信号工操作流程:3、信号站信号工操作流程:4、充电工操作流程:5、电机车维护工操作流程:6、起吊换瓶工操作流程:7、立井信号工操作流程:8、立井把罐工操作流程:9、天车工操作流程:10、矿车修理工操作流程:11、无极绳挂钩工操作流程:12、装、卸料工操作流程:13、大巷钉道操作流程:14、小巷钉道操作流程:15、电氧焊工操作流程:第六部分拆安设备工种操作流程1、拆安工程回柱机司机操作流程2、导链操作工操作流程3、综采设备安装工操作流程4、综采设备拆除工操作流程5、拆除设备操作流程:第七部分通风专业各工种操作流程1、瓦斯检查工操作流程2、放炮工操作流程3、测风工操作流程4、密闭工操作流程图5、修护工操作流程6、火区观测工操作流程7、库管员操作流程8、观测工流程图9、接管工操作流程10、防尘工操作流程11、测尘工操作流程12、钻机工操作流程13、监测工操作流程14、监测中心站值班人员工艺流程15、仪器房仪器收发工操作流程16、泵站观测工流程图第八部分洗煤厂各车间工种作业流程1、胶带输送机工操作流程2、刮板输送机工操作流程3、给煤机工操作流程4、浅槽分选机工种操作流程5、介质制备工操作流程6、破碎机工操作流程7、原煤分级筛工操作流程8、比控工操作流程9、旋流器工操作流程10、脱介筛工操作流程11、磁选机工操作流程12、离心机工操作流程13、压滤机工操作流程14、泵工种操作流程15、浓缩机工操作流程16、检装工工操作流程17、推土机工操作流程18、装车工操作流程19、采样工操作流程20、制样工操作流程21、化验工操作流程22、浮沉工操作流程23、检修工种作业流程24、电工操作流程25、配电工操作流程第九部分机运部岗位操作流程1、空气压缩机司机操作流程2、副立井提升机司机操作流程3、排矸井提升机司机操作流程4、芦南主扇司机操作流程5、芦北主扇司机操作流程6、家岩主扇司机操作流程7、神堂嘴瓦斯机司机操作流程8、神堂嘴污水处理工操作流程9、乳化液配液工操作流程10、降配电工操作流程11、电气试验工操作流程12、外线电工操作流程13、维修工操作流程14、机电检修工操作流程15、司炉工操作流程16、水泵工操作流程17、头灯工操作流程18、佛洼主扇司机操作流程19、降配电工操作流程新景矿各专业工种操作流程为了进一步把集团公司“一举一动,规章至尊”这条理念更好的贯彻落实到每个职工的心里,规每个职工的现场操作行为,把我矿的安全生产搞得更好,由矿安全监察部组织各部门对各专业工种操作工艺编写成操作流程,望广大员工认真学习,熟练掌握,遵章作业。
锂电池生产工艺流程图

工序功能:将浆料间歇、均匀地涂覆在传送集流体的表面, 烘干,分别制成正负极的极片卷。
原理:涂辊转动带动浆料,通过调整刮刀 间隙来调节浆料转移量,并利用背辊或涂 辊的转动将浆料转移到基材上,按工艺要 求,控制涂布层的厚度以达到重量要求, 同时,通过干燥加热除去平铺于基材上的 浆料中的溶剂,使固体物质很好地粘结于 基材上。
Cutting(裁片、分条)
工序功能:将冷压后的极片卷,先裁成大片,然后分成所需 要的小条正负极极片
卷绕工艺的主要工艺流程 ---Cutting
卷绕工艺的主要工艺流程 ---Winding
Winding(卷绕)
工序功能:小条正负极极片、隔离膜卷绕组合成裸电芯
卷绕工艺的主要工艺流程 ---Winding
卷绕工艺的主要工艺流程 --- Top sealing
Top sealing(顶封)---与叠片工艺相同
工序功能:将裸电芯包上包装铝箔,对顶部和侧边进行热封装
原理:包装铝箔分3层(尼龙层、铝层、PP层),封装 时通过加热使PP溶化,同时加压(封头压合)使两层 包装铝箔粘合在一起,达到封装的目的
卷绕工艺的主要工艺流程 --- Top sealing
测试
叠片工艺物料形态流程图
叠片工艺的主要工艺流程 ---Mixing
Mixing (搅拌)
工序功能:将正极或者负极粉料以及其他配料混合均匀,并调制成浆。
活性物质
导电剂
粘接剂
搅拌罐 溶剂
Mixing示意图
浆料控制点: 1.Viscosity粘度 2.Particle size颗粒度 3.Solid content固含量 工序控制点: 1.搅拌速度 2.搅拌温度 3.搅拌时间 4.搅拌次序
生产工艺流程图

服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
完整版产品生产流程图

圆满版产品生产流程图产品生产流程图过程次序1 3 4 5 6 7 8 9生产控制流程图开始制定生产任务单明细表下发至各有关车间生产前的准备工作物料准备首件生产否首件查验批量生产找改良方法解析原因活动过程描绘PMC 依照生产订单和其他特别情况以周计划为基础,制定生产任务单明细表PMC 将周生产任务单明细表下发至各有关部门和车间生产车间实时调试好相应的生产设施,工装夹具和测量设施,必要时对有关岗位人员进行技术培训。
车间领料员到库房或前工序领用可同意生产的物料按生产任务单明细表要求,生产首件产品巡检员对生产的首件产品进行严格的查验并确认车间按确认好的首件产品进行生产。
生产过程中职工应严禁时比较首件确认件加强自检, QC 抽检,生产后按规定进行包装,并加上批量卡。
依照实诘责题,解析原因,找出解决方案,并做好相应的纠正预防举措。
执行者审批者依照表单生产技术《生产任PMC务单明细部经理表》《生产任PMC N/A务单明细表》生产部经《生产任车间主管务单明细理表》领料员车间主管《领料单》生产员车间主管《巡检记工、组长录表》车间组长质量部主《巡检记管录表》车间主《巡检记生产职工录表》《批管、组长量卡》生产部、《纠正和质量部、N/A预防举措工程部报告》10 11否生产达成的产品,放置成品抽检待检地区,入库前抽检是入库车间将查验合格的产品进行入库,结束巡检员《巡检记N/A录表》《查验合格单》物料员《入库N/A单》。
生产过程控制程序含流程图

1.0目的
为了使生产过程始终处于良好的受控状态,并对于生产异常状况,加以预防改善,从而使产品符合规定的要求并不断提高产品质量。
2.0范围
适用于本公司所有产品的生产过程。
3.0定义:
3.1关键工序: 对最终产品的性能、寿命、可靠性及经济性等方面有直接影响的工序;产品质量特性形成的工序;工艺难度大,质量不稳定或问题发生较多的工序。
3.2特殊工序:该工序的产品质量不能通过检验和试验完全验证;该工序的产品质量需经过破坏性实验或采用复杂、昂贵的方法才能测得;该工序的产品质量特性无法测量,或不合格的质量特性要在产品使用后才能显示出来。
4.0职责
4.1 生产部——负责生产计划的编制、生产过程控制、生产现场5S管理,生产安全管理、设备保养及维护;负责人员配置及协助技能培训。
负责组织生产过程的再确认。
4.2 技术中心——提供产品图纸、等生产过程需要的技术资料与技术支持;负责工艺装备的设计与提高;负责生产过程的再确认的技术中心分确认;负责生产过程的技术问题的处理。
负责新产品试制的跟踪。
4.3 工艺部——工艺作业指导书
4.4 品管部——负责生产过程的采购件、半成品、成品的检验及质量控制;负责生产过程的再确认的质量确认。
4.5. 采购部——负责按时按质按量采购生产所需物料;负责保管、收发生产所需的各种物料;
4.6 人事部——组织人力资源招聘及技能培训。
4.7 各车间——负责按生产作业计划组织本车间生产;负责车间安全、设备、5S管理;负责生产过程中的异常问题的报告及处理。
附录1:。
生产作业流程图
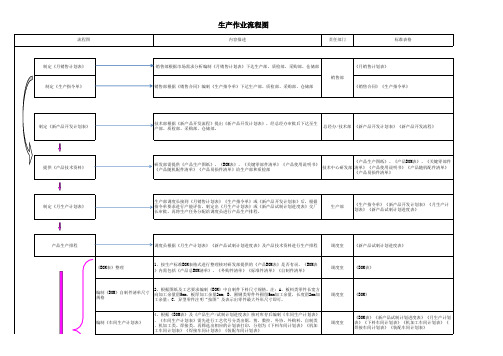
内容描述责任部门标准表格制定《月销售计划表》销售部根据市场需求分析编制《月销售计划表》下达生产部、质检部、采购部、仓储部《月销售计划表》制定《生产指令单》销售部根据《销售合同》编制《生产指令单》下达生产部、质检部、采购部、仓储部《销售合同》《生产指令单》制定《新产品开发计划表》技术部根据《新产品开发流程》提出《新产品开发计划表》,经总经办审批后下达至生产部、质检部、采购部、仓储部。
总经办/技术部《新产品开发计划表》《新产品开发流程》提供《产品技术资料》研发部需提供《产品生产图纸》、《BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》给生产部和质检部技术中心研发部《产品生产图纸》、《产品BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》制定《月生产计划表》生产部调度长接到《月销售计划表》《生产指令单》或《新产品开发计划表》后,根据指令单要求进行产能评估,制定出《月生产计划表》或《新产品试制计划进度表》交厂长审批。
再将生产任务分配给调度员进行产品生产排程。
生产部《生产指令单》《新产品开发计划表》《月生产计划表》《新产品试制计划进度表》产品生产排程调度员根据《月生产计划表》《新产品试制计划进度表》及产品技术资料进行生产排程调度室《新产品试制计划进度表》《BOM表》整理1、按生产标准BOM表格式进行整理核对研发部提供的《产品BOM表》是否有误。
《BOM表》内需包括《产品总BOM清单》、《外购件清单》《标准件清单》《自制件清单》调度室《BOM表》编制《BOM》自制件清单尺寸规格2、根据图纸及工艺要求编制《BOM》中自制件下料尺寸规格。
注:A、板料类零件长宽方向加工余量留5mm,板厚加工余量2mm;B、圆钢类零件外圆留5mm加工余量,长度留2mm加工余量;C、异型零件注明“按图”及表示出零件最大外形尺寸即可。
调度室《BOM》编制《车间生产计划表》4、根据《BOM表》及《产品生产/试制计划进度表》核对库存后编制《车间生产计划表》。
生产工艺流程图
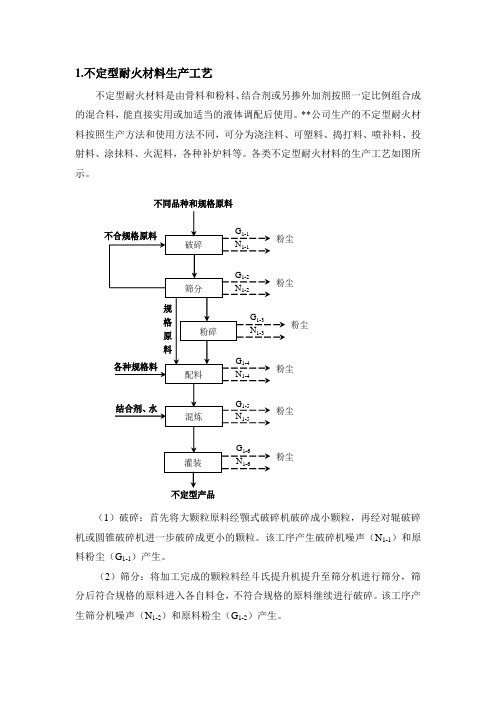
1.不定型耐火材料生产工艺不定型耐火材料是由骨料和粉料、结合剂或另掺外加剂按照一定比例组合成的混合料,能直接实用或加适当的液体调配后使用。
**公司生产的不定型耐火材料按照生产方法和使用方法不同,可分为浇注料、可塑料、捣打料、喷补料、投射料、涂抹料、火泥料,各种补炉料等。
各类不定型耐火材料的生产工艺如图所示。
粉尘不定型产品(1)破碎:首先将大颗粒原料经颚式破碎机破碎成小颗粒,再经对辊破碎机或圆锥破碎机进一步破碎成更小的颗粒。
该工序产生破碎机噪声(N1-1)和原料粉尘(G1-1)产生。
(2)筛分:将加工完成的颗粒料经斗氏提升机提升至筛分机进行筛分,筛分后符合规格的原料进入各自料仓,不符合规格的原料继续进行破碎。
该工序产生筛分机噪声(N1-2)和原料粉尘(G1-2)产生。
(3)粉碎:部分产品还需要经过雷蒙磨粉机磨成200~300目以下的粉料,然后再进入各自料仓。
该工序产生雷蒙机噪声(N1-3)和原料粉尘(G1-3)产生。
(4)配料:将高位料仓中的粉料分别经自动配料系统按照一定的比例准确称量后,通过给料机送入混炼机中,同时,将经称量后的结合剂(主要为纸浆、糊精和水)也加入到混炼机中。
高位料仓中的粉料40%是破碎生产的粉料,60%为外购的规格料。
该阶段振动给料机会产生一定噪声(N1-4),同时在给料过程中也会产生粉尘(G1-4)。
(5)混炼:在强制混炼机中,将不同组分和粒度的物料同适量的结合剂经混合和挤压作用达到分布均匀和充分润湿,然后以泥料的形式进入到泥料罐中。
在混炼过程中会产生一定的噪声(N1-5)和粉尘(G1-5)。
(6)灌装:将混炼好的泥料通过自动灌装机灌装到包装袋中,进行封装。
该工序产生灌装机噪声(N1-6)和粉尘(G1-6)产生。
2.碱性耐火砖生产工艺碱性耐火材料主要是指以氧化镁、氧化钙为主要成分的耐火材料,对碱性渣有较强的抗侵蚀能力,主要用于平炉、吹氧转炉、电炉、有色金属冶炼设备以及一些高温设备上。
工序流程图(模板)

Plant Name: 工厂名称
Product Platform: 产品平台
Process Name: 流程名称
志高商用工 厂
M LINE Appro
TMR08总 vals
装
批准
Position Title
Plant ME Leader 工厂ME经理
Process Owner 生产流程管理者
装配左右侧 板
TMR08_1213
不合格 品流程
装配前后横 梁
TMR08_12-
抽真空 TMR08_14-15
电控组件装 配、接线 TMR08_1415
冷媒充 注机 冷媒
充冷媒 TMR08_16-17
1.检漏结果
1.氦气回收合格(绿 灯亮)
1.螺钉无遗漏 2.螺钉必须打紧 3.钣金无刮花和变 形
1.螺钉无遗漏 2.螺钉必须打紧 3.钣金无刮花和变 形
ME Engineer ME工程师
Name
Date
Flow Chart
Number: Issue Date
(Original): Revision Date: 修订日期及版本
号 Prepared By:
参与编制者
Key Inpu t
关键 输入
Process Step TMR14
步骤
Key Output
3.插管深度到位
4.电子臌胀阀型号
正确
CF
5.四通换向阀型号
正确
CF
1.焊接外观符合要
求
CF
2.充氮保护到位,
无氧化皮
3.管路美观、确保
管路间隙>10MM
1.冷凝器规格正确
车间生产工艺流程图
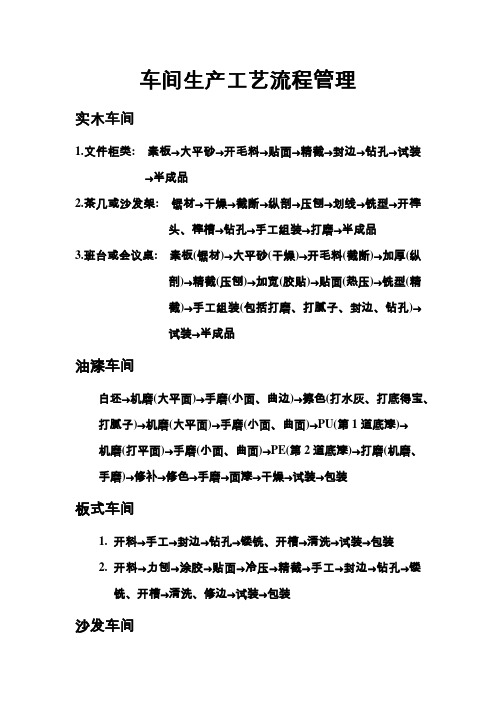
车间生产工艺流程管理实木车间1.文件柜类: 素板→大平砂→开毛料→贴面→精截→封边→钻孔→试装→半成品2.茶几或沙发架: 锯材→干燥→截断→纵剖→压刨→划线→铣型→开榫头、榫槽→钻孔→手工组装→打磨→半成品3.班台或会议桌: 素板(锯材)→大平砂(干燥)→开毛料(截断)→加厚(纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压)→铣型(精截)→手工组装(包括打磨、打腻子、封边、钻孔)→试装→半成品油漆车间白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、打腻子)→机磨(大平面)→手磨(小面、曲面)→PU(第1道底漆)→机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机磨、手磨)→修补→修色→手磨→面漆→干燥→试装→包装板式车间1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔→镂铣、开槽→清洗、修边→试装→包装沙发车间裁皮、开棉→打底(电车)→粘棉→扪皮(组装)→检验→包装转椅车间裁布(皮)、开棉→车位、粘绵→扪皮→组装→检验→包装屏风车间开料(铝材)→喷胶→贴绵→扪布(打钉)→组装→试装→包装五金车间1.椅架类: 开料→弯管→钻孔、攻牙→焊接→打磨→抛光→喷涂2.钢板类: 开料→冲板(圆孔、圆凸、方孔、方凸、小梅花、大梅花、网孔、菱凸)→折弯→焊接→打磨→喷涂3.台架类: 开料→冲弯→钻孔、攻牙→焊接→打磨→抛光→喷涂4.电镀类: 开料→开皮→冲弯→焊接→打磨→精抛→电镀总:开料(裁剪、剪板)→制造(冲床、弯管、钻孔、攻牙)→成型(焊接、打磨、抛光)→喷涂、电镀喷涂车间清洗→凉干→打磨→喷漆(喷粉)→电烤→包装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
漆工序流程图: 喷面漆
分色喷漆
木工雕刻
三次打磨
批灰
二次喷底 喷底漆 二次打磨
做 M 系 列 单 色
贴纸 分色喷面
打磨
修门
木工表面
成品检验
木工工序流程图: 四、木工工序流程图: 机器/手工打 机器雕刻/手 门板表面处理 表面处理组装 门板铣边
配件组装
门板封边
各工序生产流程图
混料工序流程图: 一、混料工序流程图: 前期处理图: 木粉 磨粉烘干 材料A
回收PVC废
破碎或再
材料B
混 料
采购PVC及 按配方要求 造粒工序流程图: 二、造粒工序流程图: 材料A 按 材料B 采购PVC及 按配方要求
配 方 比
经设备配
锥双主机
造粒机头
切粒机切
经三级风
成品粒
混
例
基材挤出工序流程图: 二、基材挤出工序流程图: 成品粒料E 锥双主机挤出 模具成型 定型台冷确 牵 引
合格包装 转印工序流程图: 五、转印工序流程图: 良品 切断利用 打磨好的门板 经转印门板机 不良品 打磨后补修
质量检验
入半成品库
报废
破碎回收
整个生产工序流程图: 三、整个生产工序流程图:
锥双主机挤出
A+B+C按配方
混
料
半成品基材
机器/手工打
转印
定长切割
雕刻 喷油漆 木工加工处理
成品检验
成品检验
成品入库