焊条牌号、型号对照表
焊条型号和牌号对照表

焊条型号和牌号对照表表12.4 常用焊条型号和牌号对照表2名词解释:E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表示冲击性能有特殊规定的焊条。
例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
例2:E4316,表示低氢钾型焊3条,适用于全位置焊接,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
4项目介绍D502阀门堆焊焊条符合 GB EDCr-A1-03说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
5用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度: (焊后空冷)HRC≥40参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经150℃左右烘焙1h。
全国最全焊条型号、用途对照表

1、Ⅰ类材料
1
15#
J422、H08A+HJ431
2
20#+20g
TIG-J50/J427
3
20#+20g
J427
4
20g
J427
5
20g
TIG-J50/J427
6
20g
H08A+HJ431
7
20g
TIG-J50/J427
8
20R
J427
9
20R
TIG-J50/J427
119
16MnDR+0Cr18Ni9
H1Cr24Ni13、A302
120
16MnDR+16MnR
H10Mn2+E5015-G
121
16MnR+0Cr13
H1Cr24Ni13、A302
122
16MnR+12Cr2Mo
TIG-J50+J507
123
16MnR+14Cr1MoR
J057
124
16MnR+1Cr18Ni9Ti
131
20R/405+奥18-8
A132、A302
132
20R+15CrMoR
16
15CrMo+P11
H13CrMoA+R307
17
P11
H13CrMoA+R307
18
P22
TIG-R40
19
P22
TIG-R40,R407
20
P22+12Cr1MoV
H08CrMoVA/R317
焊条型号与牌号对照表

A402
焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13钢等
E310-15
A407
表12.4常用焊条型号和牌号对照表
型号
牌号
型号
牌号
E4303
结422
E6016
结606
E4316
结426
E6015
结607
E4315
结427
E7015
结707
E5003
结502
E308
奥102
C≤0.04%,良好的耐热、耐腐蚀、抗裂性
A032
E316Cul-16
00Cr19Ni13Mo2Cu
A042
E309Mol-16
00Cr23Ni13Mo2
C≤0.04%,
A052
00Cr18Ni24Mo5
C≤0.04%焊缝耐甲酸、醋酸、氯离子腐蚀性能
A062
E309L-16
00Cr23Ni13
A101
E4315
J427
E5016Байду номын сангаас
J506
H10MnSiH120Mn2
H08Mn2SiA
H10MnSi
16Mn16MnR
E5015
J507
E5515-B1
R207
H13CrMoA
H08CrMoA
12CrMo/12CrMoG
E5515-B2
R307
15CrMo/15CrMoG
E5515-B2-V
R317
H08CrMoVA
常用母材与焊材选用表/焊条型号牌号对照表
国标
厂标
对应埋弧焊丝
对应CO2焊丝
焊条型号大类与焊条牌号大类对照表

压涂在焊芯表面的涂层称为药皮。焊条的药皮在焊接过程中起着极为重要的作用。若采用无药皮的光焊条焊接,则在焊接过程中,空气中的氧和氮会大量侵入熔化金属,将金属铁和有益元素碳、硅、锰等氧化和氮化形成各种氧化物和氮化物,并残留在焊缝中,造成焊缝夹渣或裂纹。而熔入熔池中的气体可能使焊缝产生大量气孔,这些因素都能使焊缝的机械性能(强度、冲击值等)大大降低,同时使焊缝变脆。此外采用光焊条焊接,电弧很不稳定,飞溅严重,焊缝成形很差。
4.焊条的分ห้องสมุดไป่ตู้
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
按照焊条的用途,有两种表达形式,一为原机械工业部编制的的,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。二为国家标准规定,为碳钢焊条,低合金焊条、不锈钢焊条、堆焊焊条、铸铁焊条、铜及铜合金焊条、铝及铝合金焊条。二者没有原则区别,前者用商业牌号表示,后者用型号表示。
低温钢焊条 结(J)
热(R)
温(W)
3 不锈钢焊条 E GB/T983—95 4 不锈钢焊条
⑴铬不锈钢焊条
⑵铬镍不锈钢焊条
铬(G)
奥(A)
4
5
6
7
8 堆焊焊条
铸铁焊条
镍及镍合金焊条
铜及铜合金焊条
铝及铝合金焊条
- ED
EZ
ENi
焊条型号大类与焊条牌号大类对照表
名词解释:
焊条型号大类与焊条牌号大类对照表
焊条型号大类与焊条牌号大类对照表
焊条型号 焊条牌号
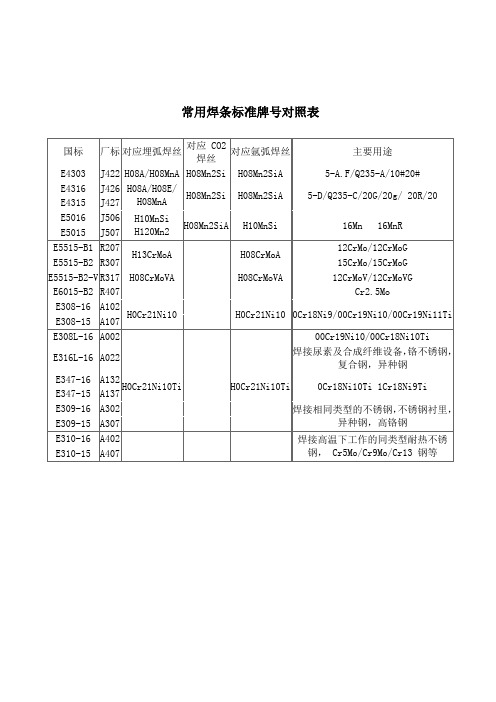
焊条标准牌号对照表
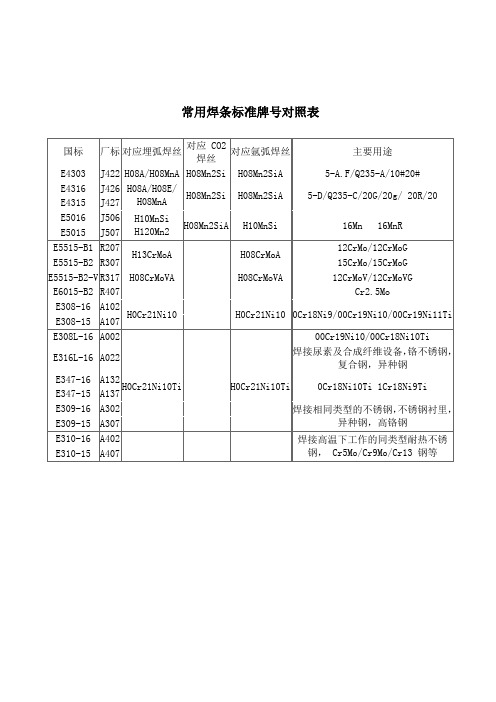
国标
厂标
对应埋弧焊丝
对应 CO2 焊丝
对应氩弧焊丝
主要用途
E4303
J422
H08A/H08MnA
H08Mn2Si
H08Mn2SiA
5-A.F/Q235-A/10#20#
E4316
J426
H08A/H08E/ H08MnA
H08Mn2Si
H08Mn2SiA
5-D/Q235-C/20G/20g/ 20R/20
E316L-16
A022
焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢
E347-16
A132
H0Cr21Ni10Ti
H0Cr21Ni10Ti
0Cr18Ni10Ti 1Cr18Ni9Ti
E347-15
A137
E309-16
A302
焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢
E309-15
A307
E9Mo-15
Cr5Mo 预热300~400℃,730~750℃回火处理
R802
E11MoVNi-16
1Cr11MoV 预热300~400℃,730~750℃回火处理
R807
E11MoVNi-15
R817
E11MoVNiW-15
Cr11MoNiVW预热350~450℃,730~750℃回火处理
R827
Cr11MoNiV; Cr11MoV预热350~450℃,730~750℃回火处理
说明:E5003-A1----碳钼钢;E5503-B1、B2、B3-----含铬量增加,铬钼钢;E5515-C2、C2、C3----含镍量增加,镍钢;
E5518-NM-----镍钼钢;W6015-D1、D2、D3-----含锰量增加,锰钼钢;E××10-G、E××03-G等:其它低合金钢焊条。
焊条型号大类与焊条牌号大类对照表【VIP专享】
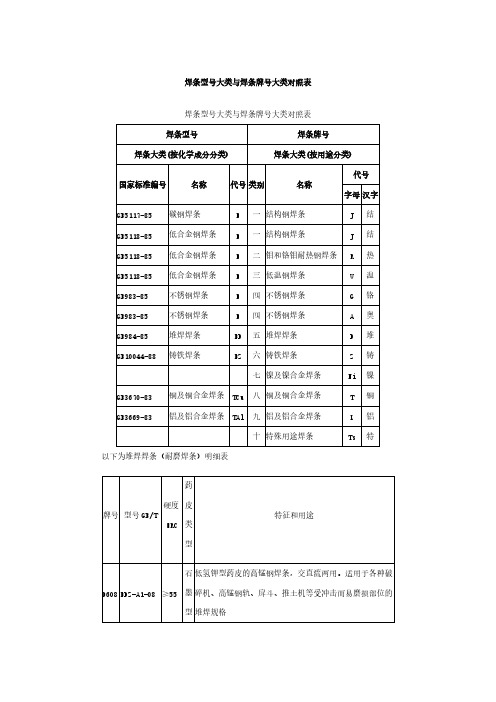
焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表焊条型号焊条牌号焊条大类(按化学成分分类)焊条大类(按用途分类)代号国家标准编号名称代号类别名称字母汉字GB5117-85碳钢焊条E一结构钢焊条J结GB5118-85低合金钢焊条E一结构钢焊条J结GB5118-85低合金钢焊条E二钼和铬钼耐热钢焊条R热GB5118-85低合金钢焊条E三低温钢焊条W温GB983-85不锈钢焊条E四不锈钢焊条G铬GB983-85不锈钢焊条E四不锈钢焊条A奥GB984-85堆焊焊条ED五堆焊焊条D堆GB10044-88铸铁焊条EZ六铸铁焊条Z铸七镍及镍合金焊条Ni镍GB3670-83铜及铜合金焊条TCu八铜及铜合金焊条T铜GB3669-83铝及铝合金焊条TAl九铝及铝合金焊条L铝十特殊用途焊条Ts特以下为堆焊焊条(耐磨焊条)明细表牌号型号GB/T硬度HRC 药皮类型特征和用途D608EDZ-A1-08≥55石墨型低氢钾型药皮的高锰钢焊条,交直流两用。
适用于各种破碎机、高锰钢轨、戽斗、推土机等受冲击而易磨损部位的堆焊规格D618≥58石墨型石墨型药皮的抗磨粒磨损高碳高铬铸铁堆焊焊条,用于堆焊承受较轻微的冲击载荷,但要求有良好的抗磨粒磨损性能的耐磨表面,如锤击式磨煤机锤头D628高铬型≥60石墨型石墨型药皮的高碳高铬铸铁堆焊焊条,用于堆焊承受较轻微的冲击载荷,但要求有良好的抗磨粒磨损性能的耐磨表面,如锤击式磨煤机锤头,风扇式磨煤机冲击板等D638≥60石墨型石墨型药皮的高碳高铬铸铁堆焊焊条,交直流两用。
适用于堆焊抗磨粒磨损的工作面,如料斗、铲刀、泥浆泵、粉碎机、锤头等D678EDZ-B1-08≥50石墨型石墨型药皮的钨型铸铁堆焊焊条,交直流两用。
适于矿山和破碎机零件等受磨粒磨损部分的堆焊D687EDZCr-D-15≥58低氢钠型低氢钠型药皮,铸造含硼高铬合金铸铁焊芯的高铬铸铁堆焊焊条,直流反接。
用于强烈耐磨损的场合,如牙轮钻头小轴、煤孔挖搅器、戽斗、破碎机辊、混合器叶片等D698EDZ-B2-08≥60石墨型石墨型药皮的CrW铸铁堆焊焊条,交直流两用。
焊条牌号与型号对照表
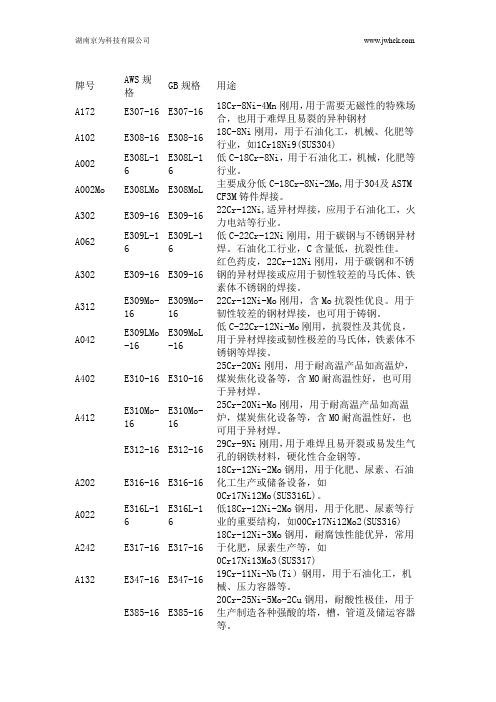
牌号AWS规格GB规格用途A172 E307-16 E307-16 18Cr-8Ni-4Mn刚用,用于需要无磁性的特殊场合,也用于难焊且易裂的异种钢材A102 E308-16 E308-16 18C-8Ni刚用,用于石油化工,机械、化肥等行业,如1Cr18Ni9(SUS304)A002 E308L-16E308L-16低C-18Cr-8Ni,用于石油化工,机械,化肥等行业。
A002Mo E308LMo E308MoL 主要成分低C-18Cr-8Ni-2Mo,用于304及ASTM CF3M铸件焊接。
A302 E309-16 E309-16 22Cr-12Ni,适异材焊接,应用于石油化工,火力电站等行业。
A062 E309L-16E309L-16低C-22Cr-12Ni刚用,用于碳钢与不锈钢异材焊。
石油化工行业,C含量低,抗裂性佳。
A302 E309-16 E309-16 红色药皮,22Cr-12Ni刚用,用于碳钢和不锈钢的异材焊接或应用于韧性较差的马氏体、铁素体不锈钢的焊接。
A312 E309Mo-16E309Mo-1622Cr-12Ni-Mo刚用,含Mo抗裂性优良。
用于韧性较差的钢材焊接,也可用于铸钢。
A042 E309LMo-16E309MoL-16低C-22Cr-12Ni-Mo刚用,抗裂性及其优良,用于异材焊接或韧性极差的马氏体,铁素体不锈钢等焊接。
A402 E310-16 E310-16 25Cr-20Ni刚用,用于耐高温产品如高温炉,煤炭焦化设备等,含MO耐高温性好,也可用于异材焊。
A412 E310Mo-16E310Mo-1625Cr-20Ni-Mo刚用,用于耐高温产品如高温炉,煤炭焦化设备等,含MO耐高温性好,也可用于异材焊。
E312-16 E312-1629Cr-9Ni刚用,用于难焊且易开裂或易发生气孔的钢铁材料,硬化性合金钢等。
A202 E316-16 E316-16 18Cr-12Ni-2Mo钢用,用于化肥、尿素、石油化工生产或储备设备,如0Cr17Ni12Mo(SUS316L)。
各种焊条型号对照表
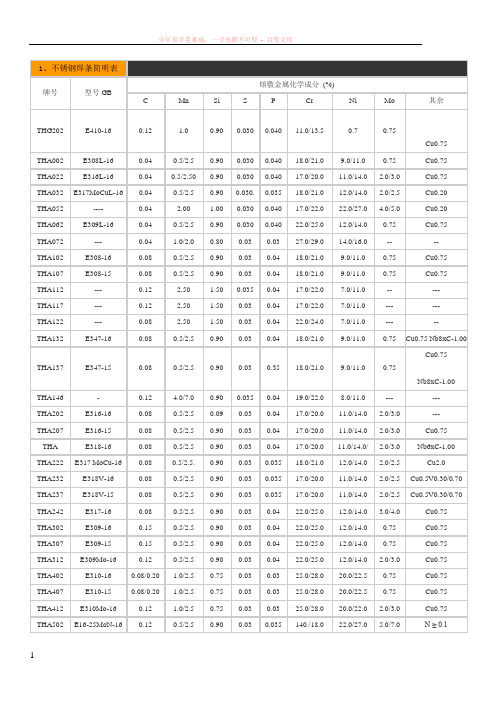
1、不锈钢焊条简明表熔敷金属主要成分 / 熔敷金属力学性能/ 主要用途熔敷金属化学成分(%)牌号型号GBC Mn Si S P Cr Ni Mo 其余THG202 E410-16 0.12 1.0 0.90 0.030 0.040 11.0/13.5 0.7 0.75Cu0.75THA002 E308L-16 0.04 0.5/2.5 0.90 0.030 0.040 18.0/21.0 9.0/11.0 0.75 Cu0.75THA022 E316L-16 0.04 0.5/2.50 0.90 0.030 0.040 17.0/20.0 11.0/14.0 2.0/3.0 Cu0.75THA032 E317MoCuL-16 0.04 0.5/2.5 0.90 0.030. 0.035 18.0/21.0 12.0/14.0 2.0/2.5 Cu0.20THA052 ---- 0.04 2.00 1.00 0.030 0.040 17.0/22.0 22.0/27.0 4.0/5.0 Cu0.20THA062 E309L-16 0.04 0.5/2.5 0.90 0.030 0.040 22.0/25.0 12.0/14.0 0.75 Cu0.75THA072 --- 0.04 1.0/2.0 0.80 0.03 0.03 27.0/29.0 14.0/16.0 -- --THA102 E308-16 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75THA107 E308-15 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75THA112 --- 0.12 2.50 1.50 0.035 0.04 17.0/22.0 7.0/11.0 -- ---THA117 --- 0.12 2.50 1.50 0.03 0.04 17.0/22.0 7.0/11.0 --- ---THA122 --- 0.08 2.50 1.50 0.03 0.04 22.0/24.0 7.0/11.0 --- --THA132 E347-16 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75 Nb8xC-1.00Cu0.75THA137 E347-15 0.08 0.5/2.5 0.90 0.03 0.35 18.0/21.0 9.0/11.0 0.75Nb8xC-1.00 THA146 - 0.12 4.0/7.0 0.90 0.035 0.04 19.0/22.0 8.0/11.0 --- ---THA202 E316-16 0.08 0.5/2.5 0.09 0.03 0.04 17.0/20.0 11.0/14.0 2.0/3.0 ---THA207 E316-15 0.08 0.5/2.5 0.90 0.03 0.04 17.0/20.0 11.0/14.0 2.0/3.0 Cu0.75THA E318-16 0.08 0.5/2.5 0.90 0.03 0.04 17.0/20.0 11.0/14.0/ 2.0/3.0 Nb6xC-1.00 THA222 E317 MoCu-16 0.08 0.5/2.5. 0.90 0.03 0.035 18.0/21.0 12.0/14.0 2.0/2.5 Cu2.0THA232 E318V-16 0.08 0.5/2.5 0.90 0.03 0.035 17.0/20.0 11.0/14.0 2.0/2.5 Cu0.5V0.30/0.70 THA237 E318V-15 0.08 0.5/2.5 0.90 0.03 0.035 17.0/20.0 11.0/14.0 2.0/2.5 Cu0.5V0.30/0.70 THA242 E317-16 0.08 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 3.0/4.0 Cu0.75THA302 E309-16 0.15 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 0.75 Cu0.75THA307 E309-15 0.15 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 0.75 Cu0.75THA312 E309Mo-16 0.12 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 2.0/3.0 Cu0.75THA402 E310-16 0.08/0.20 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.5 0.75 Cu0.75THA407 E310-15 0.08/0.20 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.5 0.75 Cu0.75THA412 E310Mo-16 0.12 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.0 2.0/3.0 Cu0.75THA502 E16-25MoN-16 0.12 0.5/2.5 0.90 0.03 0.035 140./18.0 22.0/27.0 5.0/7.0 N ≥ 0.1THA507 E16-2MoN-15 0.12 0.5/2.5 0.90 0.03 0.035 14.0/18.0 22.0/27.0 5.0/7.0 N ≥ 0.1 THA802 --- 0.10 2.5 1.00 0.03 0.035 18.0/21.0 17.0/19.0 3.0/5.0 Cu1.5/2.52、堆焊焊条简明表堆焊金属主要成分/ 堆焊层硬度/ 主要用途牌号型号GB堆焊金属化学成分(%)C Mn Si S P 其他THD107 EDPMn2-15 0.20 3.50 -- -- -- --THD112 EDPCrMo-A1-03 0.25 -- -- -- -- Mo1.50 Cr2.00 THD127 相当于EDPMn4-15 0.20 4.20 -- -- -- --THD132 EDPCrMo-A2-03 0.50 - -- -- -- Mo1.50 Cr3.00 THD146 EDPMn4-16 0.20 4.50 -- -- -- 其它元素总量:2.00 THD167 EDPMn6-15 0.45 6.50 1.00 -- -- --THD172 EDPCrMo-A3-03 0.50 - -- -- -- Mo2.50 Cr2.50 THD207 EDPCrMnSi-15 0.50/1.00 2.50 1.00 0.035 0.035 Cr3.50THD212 EDPCrMo-A4-03 0.30/0.60 - -- -- -- Mo4.00 Cr5.00 THD256 EDMn-A-16 1.10 11.00/16.00 1.30 ---- -- 其他元素总量:5.00 THD266 EDMn-B-16 1.10 11.00/18.00 0.30/1.30 -- -- Mo2.50THD276 EDCrMn-B-16 0.80 11.00/16.00 0.80 -- Cr13.00/17.00THD307 EDD-D-15 0.70/1.00 --- -- 0.035 0.035 V1.00/1.50 Cr3.80/4.50 W17.00/19.50THD322 EDRCrMoWV-A1-03 0.50 --- -- 0.035 0.035Mo2.50V1.00 Cr5.00 W7.00/10.00THD327 EDRCrMoWV-A1-15 0.50 --- -- 0.035 0.035Mo2.50V1.00 Cr5.00 W7.00/10.00THD337 EDRCrW-15 0.25/0.55 --- -- 0.035 0.035Cr2.00/3.50W7.00/10.00 THD397 EDRCrMnMo-15 ≤ 0.60 ≤ 2.50 ≤ 1.00 0.035 0.035 Mo1.00 Cr2.00 THD512 EDCr-B-03 ≤ 0.25 -- 0.035 0.035 Cr10.00/16.00 THD516M EDCrMn-A-16 0.25 0.60/8.00 1.00 -- -- Cr12.00/14.00 ThD516F 相当于EDCrMn-A-16 0.25 8.0/10.0/1.00 1.00 -- Cr12.00/14.00 THD517 EDCr-B-15 0.25 - - - - Cr10.00/16.00THD547Mo EDCr-B-15 0.18 0.60/5.00 3.80/6.50/3.8 0.030 0.040 Cr14.00/21.00Mo3.50/7.00 Ni6.50/12.00THD608 EDZ-A1-08 2.50/4.50 - - - - Mo3.00/5.00 Cr3.00/5.00THD642 EDZCr-B-03 1.50/3.50 1.00 -- -- -- Cr22.00/32.00他元素总量:7.00THD667 EDZCr-C-15 2.50/5.00 8.00 1.00/4.80 -- --Cr25.00/32.00Ni3.00/5.00 3、铸铁焊条简明表牌号型号GB堆焊金属化学成分(%)特点与用途C Mn Si Ni Fe S P 其余THZ116 EZV 0.25 1.50 0.07 --- 余量0.040 0.040 V8/13 用于铸铁件缺陷的补焊,如汽车缸体等,也可焊补高强度铸铁及球墨铸铁件,焊件可不预热THZ208 EZC 2.00/4.00 0.75 2.5/6.5 - 余量0.10 0.15 -- 用于灰口铸铁件缺陷的补焊THZ238 EZCQ 3.20/4.20 0.80 3.20/4.00 -- 余量0.10 0.15球化剂0.04/0.15用于球墨铸铁件的补焊THZ308 EZNi-1 2.00 1.00 2.50 90 8 0.30 -- 1.00 重要灰口铸铁薄壁件和加工面补焊THZ408 EZNiFe-1 2.00 1.80 2.50 45/60 余量0.030 -- 1.00 高强度灰口铸铁及球墨铸铁的补焊THZ508 EZNICu-1 1.00 2.50 0.80 60/70 6 0.025 -- Cu24/35 强度要求不高灰口铸铁补焊4、低合金高强度焊条熔敷金属主要成分/ 熔敷金属力学性能/ 主要用途牌号型号GB熔敷金属化学成分(%)C Mn Si S P 其余THJ502WCu E5003-G 0.12 0.30/0.90 0.40 0.030 0.035 Cu0.20/0.50 W0.20/0.50 THJ50 2NiCu E5003-G 0.12 0.30/0.90 0.35 0.030 0.035 Cu0.20/0.50 Ni0.20/0.50 ThJ506NiCu E5016-G 0.12 0.30/0.90 0.70 0.030 0.035 Cu0.20/0.50 Ni0.20/0.50 THJ506R E5016-G 0.10 1.00 0.40 0.030 0.035 Ni ≥ 0.50 THJ507R E5015-G 0.10 1.00 0.75 0.035 0.035 N ≥ 0.40THJ507CuP E5015-G 0.12 1.00 0.50 0.035 0.06/ 0.12 Cu0.20/0.50THJ507 MoNb E5015-G 0.12 0.60/1.20 0.65 0.035 0.036 Mo0.30/0.60 Nb0.03/0.15THJ507Mo WNbB E5015-G 0.10 0.85 0.45 0.035 0.035Nb0.01/0.04 B0.005/0.0015Mo0.40/0.60 W0.10/0.20THJ556R E5516-G 0.11 1.00 0.60 0.030 0.035 Ni ≥ 0.40 Ti0.02/0.05 B0.0018/0.0026THJ606 E6016-D1 0.12 1.25/1.75 0.60 0.035 0.035 Mo0.25/0.45THJ607 E6015-D1 0.12 1.25/1.75 0.60 0.035 0.035 Mo0.25/0.45THJ707 E7015-D2 0.15 1.65/2.00 0.60 0.035 0.035 Mo0.25/0.45THJ807 E8015-G 0.20 1.20/1.80 0.80 0.035 0.035 Mo0.60/1.00THJ807A E8015-G 0.09 2.00 0.40 0.030 0.030 Mo0.80/1.0THJ907 E9015-G 0.20 1.40/2.60 0.40/0.80 0.035 0.035 Mo0.80/1.20THJ907Cr E9015-G 0.12 1.40/2.00 0.5 0.035 0.035Cr0.70/1.10Mo 0.50/1.00 V0.05/0.15 THJ107 E1005-G 0.20 1.50/2.30 0.40/0.80 0.035 0.035 Mo0.08/1.40THJ107Cr E1005-G 0.15 1.40/2.00 0.50 0.035 0.035Cr1.5/2.2 Mo0.4/0.8 V0.08/0.16V840 E9015-G 0.085 0.09/1.50 0.45 0.030 0.030 Mo0.60 Ni2.80 Cr1.00THJ557R E5515-G 0.11 1.00/1.40 0.60 0.030 0.035 Ni0.40/0.80 5、低温钢焊条耐热钢焊条熔敷金属化学成分熔敷金属力学性能特点与用途牌号型号GB熔敷金属化学成分(% )C Mn Si S P 其余THR107 E50515-A1 0.12 0.90 0.60 0.035 0.035 Mo0.40/0.65THR207 E5515-B1 0.05/0.12 0.90 0.60 0.035 0.035 M.o0.40./0.65 Cr0.40/0.65 THR307 E5515-B2 0.05/0.12 0.90 0.60 0.035 0.035 Mo0.40/0.65 Cr0.80/1.50 THR317 E5515-B2-V 0.05/0.12 0.90 0.60 0.035 0.035Mo0.40/0.65 Cr0.80/1.50V0.10/035THR317B20 E6015-G 0.08/0.15 1.00 0.60 0.035 0.035Mo0.90/1.30 Cr0.90/1.30Ni=0.40 V0.20/0.35THR337 E5515-B2-VNb 0.05/0.12 0.90 0.60 0.035 0.035Mo0.70/1.00 Cr0.80/1.50Nb0.10/0.25 V0.15/0.40 THR347 E5515-B3-VWB 0.05/0.12 1.00 0.60 0.035 0.035Mo0.30/0.80 Cr1.50/2.50W0.20/0.60 B0.001/0.003 THR407 E6015-B53 0.05/0.12 0.90 0.60 0.035 0.035 Cr2.00/2.50 Mo0.90/1.20 THR507 E5MoV-15 0.12 0.50/0.90 0.50 0.035 0.035Cr4.50/6.00 Mo0.40/0.70V0.10/0.35THW707NIi E5515-C1 0.12 1.25 0.60 0.035 0.035 Ni2.00/2.75THW107NIi - 0.08 0.5 0.30 0.020 0.020 Ni4.0/5.5 Mo0.30 Cu0.50 6、特殊用途焊条简明表牌号焊条名称药皮类型焊接电源特点与用途THT202 水下焊条钛钙型直流一般结构的水下焊接THT304 水下割条氧化铁型直流用于水下切割THT404 开槽焊条氧化铁型交直流铸铁焊补前开坡口用704 切割条切割条氧化铁型交直流用于厚钢板切割7、碳钢焊条简明表熔敷金属化学成分力学性能/特点与用途牌号型号GB熔敷金属化学成分(%) 熔敷金属力学性能C Mn Si S P 其余σs/σ0.2MPaσb MPaδ5 % A KV JJ421 E4313 0.10 0.32/0.55 0.30 0.035 0.04 - 330 420 17 0℃27 THJ421X E4313 0.10 0.32/0.55 0.30 0.035 0.040 - 330 420 17 0℃27 THJ422 E4303 0.10 0.32/0.55 0.25 0.035 0.040 - 330 420 22 0℃27 THJ422GM E4303 0.10 0.32/0.55 0.25 0.035 0.040 - 330 420 22 0℃27 THJ423 E4301 0.10 0.32/0.55 0.30 0.035 0.040 - 330 420 22 -20℃27 THJ425X E4310 0.20 30/0.60 0.30 0.035 0.040 - 330 420 22 -30 ℃27 THJ426 E4316 0.10 1.25 0.90 0.035 0.040 - 330 420 22 -30 ℃27 THJ427 E4315 0.10 1.25 0.90 0.035 0.040 - 330 420 22 -30 ℃27Mo0.30THJ50IFe15 E5024 0.12 0.80/1.40 0.90 0.035 0.040400 490 17 0 ℃27V0.08Mo0.30400 490 17 0 ℃27 ThJ50IFe18 E5024 0.10 1.25 0.65 0.035 0.040V0.08THJ502 E5003 0.10 0.50/1.25 0.30 0.035 0.040 - 400 490 20 0 ℃27 THJ505X E5010 0.20 50/1.00 0.30 0.035 0.040 - 400 490 20 -30 ℃27 THJ506 E5016 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 THJ506-1 E5016-1 0.10 0.85/1.40 . 65 0.030 0.030 Ni0.3.0 400 490 22 -46 ℃27 THJ506Fe-1 E5018-1 0.10 1.60 0.75 0.030 0.035 - 400 490 22 -46 ℃27 THJ506D E5016 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 THJ506X E5016 0.12 1.60 0.75 0.035 0.040 400 490 22 -30 ℃27 THJ506Fe E5018 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 ThJ506Fe13 E5028 0.10 1.60 0.90 0.035 0.040 - 400 490 22 -20 ℃27 THJ506Fe16 E5028 0.10 1.60 0.035 0.035 0.040 - 400 490 -20 ℃27 THJ507 E5015 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30℃27。
常用焊条型号表
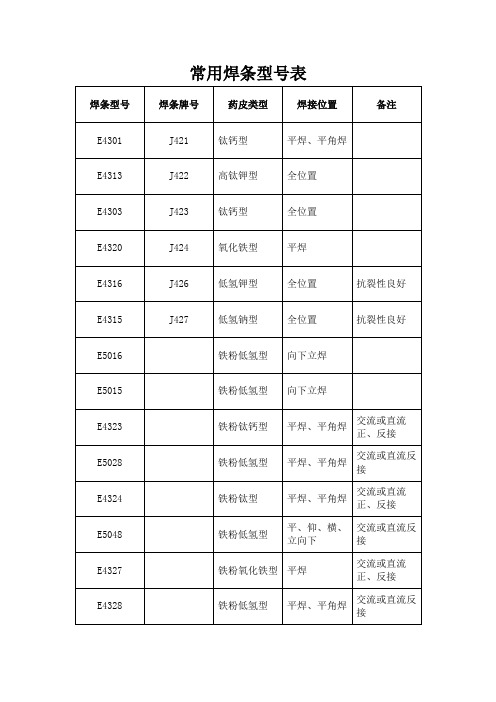
向下立焊
E4323
铁粉钛钙型
平焊、平角焊
交流或直流正、反接
E5028
铁粉低氢型
平焊、平角焊
交流或直流反接
E4324
铁粉钛型
平焊、平角焊
交流或直流正、反接
E5048
铁粉低氢型
平、仰、横、立向下
交流或直流反接
E4327
铁粉氧化铁型
平焊
交流或直流正、反接
E4328
铁粉低氢型
平焊、平角焊
交流或直流反接
常用焊条型号表
焊条型号
焊条牌号
药皮类型
焊接位置
备注
E4301
J421
钛钙型
平焊、平角焊
E4313
J422
高钛钾型
全位置
E4303
J423
钛Hale Waihona Puke 型全位置E4320
J424
氧化铁型
平焊
E4316
J426
低氢钾型
全位置
抗裂性良好
E4315
J427
低氢钠型
全位置
抗裂性良好
E5016
铁粉低氢型
向下立焊
E5015
焊条型号对照表

E199NbR26
CHS137
A137
E347-15
E347-15
D347-15
E199NbB26
CHS157Mn
CHS202
A202
E316-16
E316-16
D316
E19123R26
CHS207
A207
E316-15
E316-15
E19123B20+
CHS212
A212
E318-16
CHCu307
T307
ECuNi-B
ECuNi
气体保护焊、埋弧焊、气焊焊丝
牌号
焊接形式
GB(中国)
AWS(美国)
DIN(德国)
JIS(日本)
CHW-40CNH
气体保护焊
TB/T H08MnSiCuCrNiⅡ
HL107
W107
E5015-C2L
E7015-C2L
HL707
W707
E5515-Cl
E8015-C1
HL907
E7015-G
不锈钢焊条
大西洋牌号
牌号
GB(中国)
AWS(美国)
JIS(日本)
DIN(德国)
CHH507
R507
E5MoV-15
E502-15
DT2516
EkbCrMo520+
CHH707
G307
E430-15
E430-15
D430
E17B20+
CHS002
A002
E308L-16
E308L-16
D308L
E199ncR23
CHS002A
焊条标准牌号对照表
说明:E5003-A1----碳钼钢;E5503-B1、B2、B3-----含铬量增加,铬钼钢;E5515-C2、C2、C3----含镍量增加,镍钢;
E5518-NM-----镍钼钢;W6015-D1、D2、D3-----含锰量增加,锰钼钢;E××10-G、E××03-G等:其它低合金钢焊条。
四、常用碳钢焊条新旧牌号对照及适用范围
国家标准
GB980-77
国家标准GB5117-95
使用电源
烘干温度及时间
℃×h
适用于焊接钢材
J421
E4320
交流或直流正接
150—200×1
A3、Q235A、Q235F、10、20钢的平焊及夹角焊
J422
E4303
交流或直流正接
150—200×1
A3、Q235A、Q235F、10、20
国家标准GB982-77
国家标准GB5118-95
烘干
适用于焊接钢材
W707
350℃×1 h
09Mo2V; 09MnTiCuXi
W707Ni
E5515-C1
09Mo2V;16MnVAl;3.5Ni钢等
W907Ni
E5515-C2
3.5Ni钢 预热150℃,600~650℃回火处理
W107Ni
06AlNbCuN;16MnNb; 3.5Ni钢
J423
E4301
交流或直流正接
150—200×1
A3、Q235A、Q235F、10、20
J427
E4315
直流反接
350—400×2
Q235B、C、D、20R、20g
常用碳钢焊条新旧牌号对照及适用范围
常用碳钢焊条新旧牌号对照及适用范围
包括:
新旧牌号对照
一、新旧牌号对照
1.ER50-6:ER49-6
2.ER70-6:ER70-6
3.ER80-6:ER80-6
4.ER100-6:ER100-6
5.ER120-6:ER120-6
6.ER160-6:ER150-6
7.ER220-6:ER220-6
8.ER308-16:ER308-16
9.ER316-16:ER318-16
10.ER430-16:ER430-16
11.ER510-16:ER510-18
二、常用碳钢焊条牌号历史和变化
ER50-6焊条,是指含碳量约0.04-0.06%,Mn含量0.45-0.65%,Si 含量约0.85-1.15%,Cr含量为0.45-0.65%,Mo含量0.07-0.12%,Ni含量0.50-0.80%的焊接电极。
历史上该牌号在我国曾为ER49-6牌号,如今
更名为ER50-6,改名的主要原因在于:1.受我国政府机构对焊接电极牌号的驱使;2.此类焊接电极拥有优良的焊接性能,可应用于较大强度的钢结构的弹性焊接;3.设计其焊接电极的化学成分,以保证其使用寿命和焊接性能,与ER49-6相比,ER50-6特殊调整了Ni、Cr及Mo的含量,使焊接电极性能更稳定。