焊条型号与牌号对照表
常用焊条牌号对照表
常用焊条牌号对照表1.碳钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------J421,适用于焊接碳钢板和低合金结构钢J422,适用于焊接碳钢管道J425,适用于焊接碳钢构件J506,适用于焊接碳钢结构J507,适用于焊接碳钢管道J508,适用于焊接碳钢构件和厚板J509,适用于焊接碳钢二氧化碳气体保护焊J510,适用于焊接分析仪器和仪表设备2.不锈钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------A102,适用于焊接低碳含量的奥氏体不锈钢A107,适用于焊接奥氏体、马氏体不锈钢A132,适用于焊接马氏体不锈钢A143,适用于焊接奥氏体、马氏体不锈钢A167,适用于焊接奥氏体不锈钢装饰构件A182,适用于焊接不锈钢管道3.铝焊条对照表焊条牌号,主要用途-------------,-----------------------------------H111,适用于焊接铝合金构件、车辆制造H112,适用于焊接铝合金厚板H113,适用于焊接铝制家具和装饰构件H131,适用于焊接铝合金船体、航空器制造H151,适用于铝合金船体、航空器制造4.钛焊条对照表焊条牌号,主要用途-------------,-----------------------------------E110,适用于焊接钛合金构件E120,适用于焊接钛合金船体、航空器制造E130,适用于焊接钛合金石油设备、化工设备制造E140,适用于焊接钛合金焊接结构5.镍合金焊条对照表焊条牌号,主要用途-------------,-----------------------------------ENiCrMo-3,适用于焊接镍基合金和其他合金材料ENiCrFe-2,适用于焊接高镍合金、铜合金和其他合金材料ENiCu-7,适用于焊接镍铜合金、钢和其他合金材料总结:焊条作为常用焊接辅助材料,不同的焊条牌号适用于焊接不同材料和工艺需求。
各类焊条型号与牌号对照表
牌号 Z100 Z Z208 Z308 Z408 Z508
E6015-B3
E9015-B3
DT2415
E5515-B3-VNb
E5015-C2L
E7015-C2L
E5515-Cl
E8015-C1
E7015-G
不锈钢焊条
GB(中国)
E5MoV-15
E9Mo-15 E11MoVNi-15
E410-16
E410-15 E410NiMo-16
CHS207 CHS212 CHS222 CHS232 CHS237 CHS302
CHS307 CHS312 CHS402 CHS407 CHS412 CHS437 CHS502 CHS507 CHS29.9 CHS29.9Co CHS2209
牌号 R507 R707 R807 G202 G207
G307 A002
E6016
CHE47
J427
E4315
CHE427
J427
E4315
CHE427T
J427X
E4315
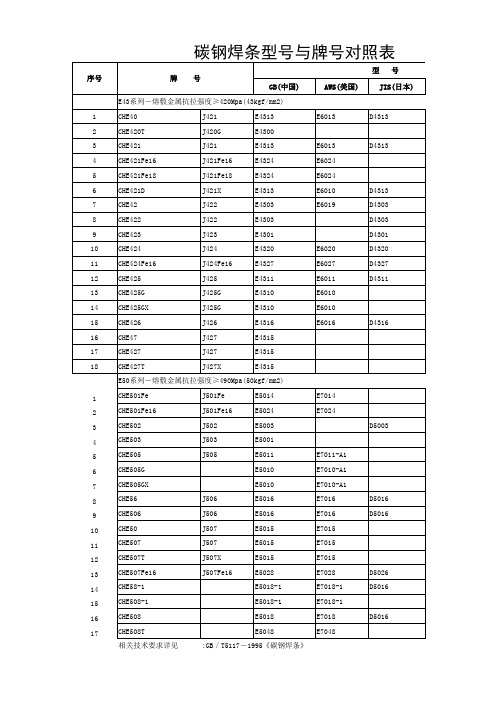
E50系列-熔敷金属抗拉强度≥490Mpa(50kgf/mm2)
CHE501Fe
J501Fe
E5014
E7014
CHE501Fe16
J501Fe16
E5024
E7024
CHE502
J502
E5003
E7015
CHE507T
J507X
E5015
E7015
CHE507Fe16
J507Fe16
E5028
E7028
CHE58-1
E5018-1
E7018-1
CHE508-1
焊条型号和牌号对照表
表12.4 常用焊条型号和牌号对照表1名词解释:E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表示冲击性能有特殊规定的焊条。
例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
例2:E4316,表示低氢钾型焊条,适用于全位置焊接,电流种2类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
3项目介绍D502阀门堆焊焊条符合 GB EDCr-A1-03说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
4用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度: (焊后空冷)HRC≥40参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经150℃左右烘焙1h。
全国最全焊条型号、用途对照表

1、Ⅰ类材料
1
15#
J422、H08A+HJ431
2
20#+20g
TIG-J50/J427
3
20#+20g
J427
4
20g
J427
5
20g
TIG-J50/J427
6
20g
H08A+HJ431
7
20g
TIG-J50/J427
8
20R
J427
9
20R
TIG-J50/J427
119
16MnDR+0Cr18Ni9
H1Cr24Ni13、A302
120
16MnDR+16MnR
H10Mn2+E5015-G
121
16MnR+0Cr13
H1Cr24Ni13、A302
122
16MnR+12Cr2Mo
TIG-J50+J507
123
16MnR+14Cr1MoR
J057
124
16MnR+1Cr18Ni9Ti
131
20R/405+奥18-8
A132、A302
132
20R+15CrMoR
16
15CrMo+P11
H13CrMoA+R307
17
P11
H13CrMoA+R307
18
P22
TIG-R40
19
P22
TIG-R40,R407
20
P22+12Cr1MoV
H08CrMoVA/R317
焊条型号与牌号对照表

A402
焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13钢等
E310-15
A407
表12.4常用焊条型号和牌号对照表
型号
牌号
型号
牌号
E4303
结422
E6016
结606
E4316
结426
E6015
结607
E4315
结427
E7015
结707
E5003
结502
E308
奥102
C≤0.04%,良好的耐热、耐腐蚀、抗裂性
A032
E316Cul-16
00Cr19Ni13Mo2Cu
A042
E309Mol-16
00Cr23Ni13Mo2
C≤0.04%,
A052
00Cr18Ni24Mo5
C≤0.04%焊缝耐甲酸、醋酸、氯离子腐蚀性能
A062
E309L-16
00Cr23Ni13
A101
E4315
J427
E5016Байду номын сангаас
J506
H10MnSiH120Mn2
H08Mn2SiA
H10MnSi
16Mn16MnR
E5015
J507
E5515-B1
R207
H13CrMoA
H08CrMoA
12CrMo/12CrMoG
E5515-B2
R307
15CrMo/15CrMoG
E5515-B2-V
R317
H08CrMoVA
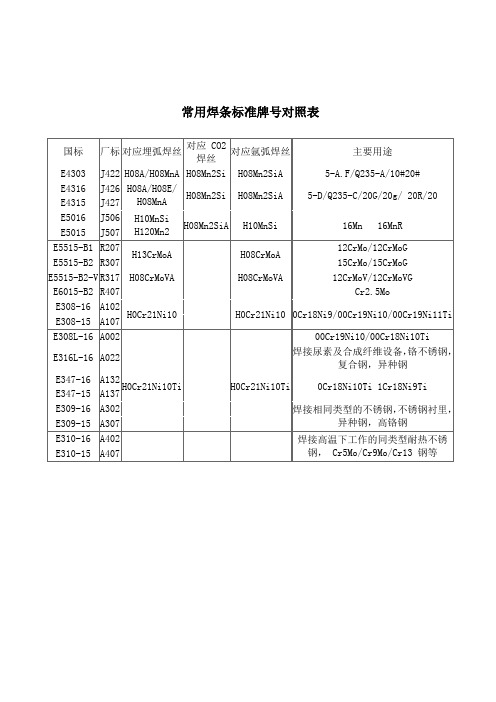
常用母材与焊材选用表/焊条型号牌号对照表
国标
厂标
对应埋弧焊丝
对应CO2焊丝
焊条型号与牌号对照表
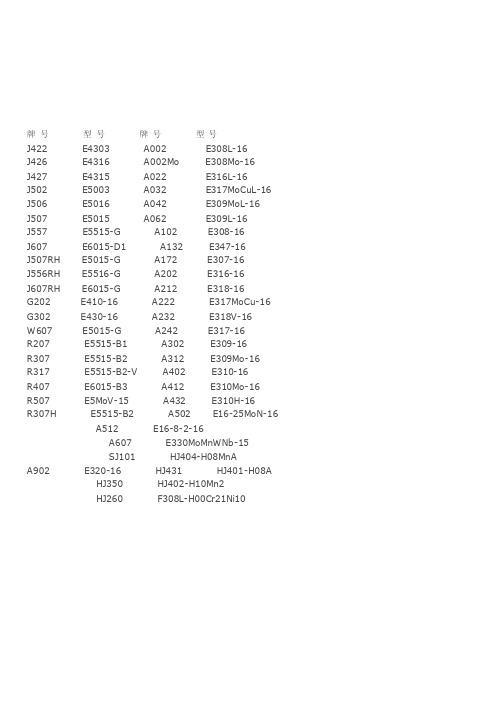
牌号型号牌号型号J422 E4303 A002 E308L-16J426 E4316 A002Mo E308Mo-16J427 E4315 A022 E316L-16J502 E5003 A032 E317MoCuL-16 J506 E5016 A042 E309MoL-16J507 E5015 A062 E309L-16J557 E5515-G A102 E308-16J607 E6015-D1 A132 E347-16J507RH E5015-G A172 E307-16J556RH E5516-G A202 E316-16J607RH E6015-G A212 E318-16G202 E410-16 A222 E317MoCu-16 G302 E430-16 A232 E318V-16W607 E5015-G A242 E317-16R207 E5515-B1 A302 E309-16R307 E5515-B2 A312 E309Mo-16R317 E5515-B2-V A402 E310-16R407 E6015-B3 A412 E310Mo-16R507 E5MoV-15 A432 E310H-16R307H E5515-B2 A502 E16-25MoN-16A512 E16-8-2-16A607 E330MoMnWNb-15SJ101 HJ404-H08MnAA902 E320-16 HJ431 HJ401-H08AHJ350 HJ402-H10Mn2HJ260 F308L-H00Cr21Ni10不锈钢焊条牌号对照表牌号AWS公称成分备注A001E308L-1500Cr19Ni10C≤0.04%,A002E308L-1600Cr19Ni10C≤0.04%,A022E316L-1600Cr18Ni12Mo2C≤0.04%,良好的耐热、耐腐蚀、抗裂性A032E316Cul-1600Cr19Ni13Mo2CuA042E309Mol-1600Cr23Ni13Mo2C≤0.04%,A05200Cr18Ni24Mo5C≤0.04%焊缝耐甲酸、醋酸、氯离子腐蚀性能A062E309L-1600Cr23Ni13A101E308-160Cr19Ni10C≤0.08%A102E308-160Cr19Ni10C≤0.08 %钛钙型药皮A107E308-150Cr19Ni10C≤0.08%低氢型药皮A132E347-160Cr19Ni10Nb C≤0.08%具有优良的抗晶间腐蚀性能A137E347-150Cr19Ni10NbA201E316-160Cr18Ni12Mo2优良的耐蚀、耐热、抗裂性能和抗氯离子腐蚀性能A202E316-160Cr18Ni12Mo2A207E316-160Cr18Ni12Mo2A212E316 Nb -160Cr18Ni12Mo2 Nb比A202、A207有更好的抗晶间腐蚀性能A222E316 Cu -160Cr19Ni13Mo2 Cu2由于含Cu,所以在硫酸介质中很耐蚀A242E317-160Cr19Ni13Mo3Mo含量高,抗非氧化性酸、有机酸性能佳A302E309-161Cr23Ni13C≤0.15%,异种钢、高铬钢、高锰钢等A307E309-151Cr23Ni13A312E309 Mo-161Cr23Ni13 Mo2A402E310-162Cr26Ni21C≤0.20%,用于硬化性大的铬钢和异种钢A412E310Mo-161Cr26Ni21 Mo2常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应 CO2焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/H08MnA H08Mn2Si H08Mn2SiA5-D/Q235-C/20G/20g/20R/20E4315 J427E5016 J506 H10MnSiH120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoG E5515-B2-VR317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVG E6015-B2 R407 Cr2.5MoE308-16 A102H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132H0Cr21Ni10Ti H0Cr21Ni10Ti0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407表12.4 常用焊条型号和牌号对照表型号牌号型号牌号E4303 结422 E6016 结606E4316 结426 E6015 结607E4315 结427 E7015 结707E5003 结502 E308 奥102E5016 结506 E308L 奥002E5015 结507 E347 奥132E515 结557 E316L 奥022。
焊条牌号、型号对照表.
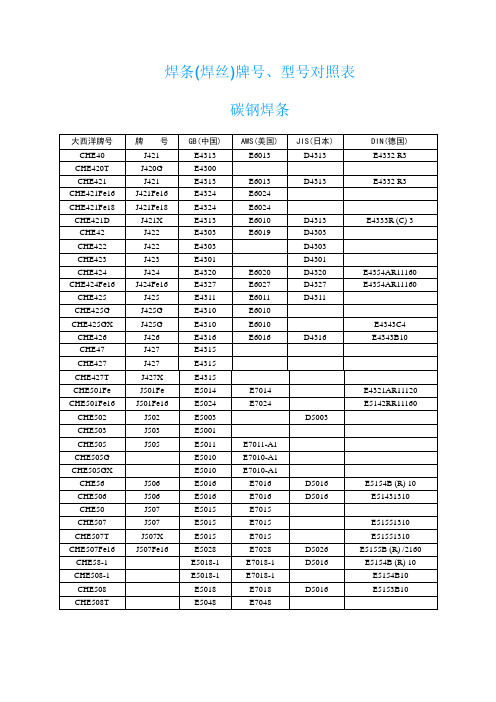
焊条(焊丝)牌号、型号对照表碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条铜及铜合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂* 前面带CH为大西洋焊材公司的牌号。
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1h 0Cr19Ni10、0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14Mo2;A032 E00-19-13Mo2-Cu2-16 E317Mo-CuL-16 0Cr18Ni12Mo2Cu2;A042 E00-23-13Mo2-16 E309MoL-16 00Cr23Ni13Mo2;A062 E00-23-13-16 E309L-16 00Cr23Ni13;A101 E0-19-10-16 E308-16 1Cr19Ni9、Cr19Ni10、0Cr19Ni11;A102 E0-19-10-16 E308-16 0Cr19Ni9、0Cr19Ni11Ti;A107 E0-19-10-15 E308-15 250℃×1h 0Cr19Ni9;A132 E0-19-10Nb-16 E347-16 150℃×1h Cr19Ni11Ti;A137 E0-19-10Nb-15 E347-15 250℃×1h 0Cr19Ni11Ti;A201 E0-18-12Mo2-16 E316-16 250℃×1h(禁反复烘) 0Cr18Ni12Mo2;A202 E0-18-12Mo2-16 E316-16 150℃×1h 0Cr18Ni12Mo2;A207 E0-18-12Mo2-15 E316-15 250℃×1h 0Cr18Ni12Mo2、Cr13、Cr17;A242 E0-19-13Mo3-16 E317-16 150℃×1h Cr19Ni13Mo3;A302 E1-23-13-16 E309-16 Cr23Ni13;A307 E1-23-13-15 E309-15 250℃×1h Cr23Ni13;A312 E1-23-13Mo2-16 E309Mo-16 150℃×1h Cr23Ni13Mo2;A402 E2-26-21-16 E310-16 Cr25Ni20;A407 E2-26-21-15 E310-15 250℃×1h Cr25Ni20;A412 E1-21-21Mo2-16 E310Mo-16 150℃×1h Cr26Ni21Mo2;A422 Cr25Ni20Si2;说明:15、25—碱性,直流反接;16、17、26—钛钙型,交流或直流反接。
焊条牌号与型号对照表
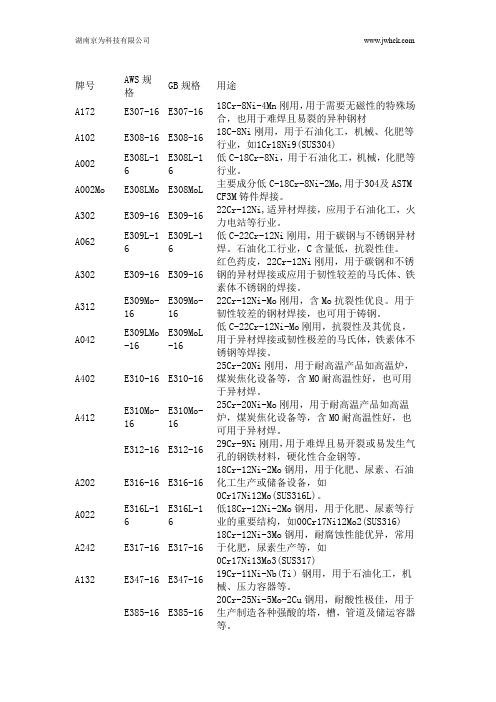
牌号AWS规格GB规格用途A172 E307-16 E307-16 18Cr-8Ni-4Mn刚用,用于需要无磁性的特殊场合,也用于难焊且易裂的异种钢材A102 E308-16 E308-16 18C-8Ni刚用,用于石油化工,机械、化肥等行业,如1Cr18Ni9(SUS304)A002 E308L-16E308L-16低C-18Cr-8Ni,用于石油化工,机械,化肥等行业。
A002Mo E308LMo E308MoL 主要成分低C-18Cr-8Ni-2Mo,用于304及ASTM CF3M铸件焊接。
A302 E309-16 E309-16 22Cr-12Ni,适异材焊接,应用于石油化工,火力电站等行业。
A062 E309L-16E309L-16低C-22Cr-12Ni刚用,用于碳钢与不锈钢异材焊。
石油化工行业,C含量低,抗裂性佳。
A302 E309-16 E309-16 红色药皮,22Cr-12Ni刚用,用于碳钢和不锈钢的异材焊接或应用于韧性较差的马氏体、铁素体不锈钢的焊接。
A312 E309Mo-16E309Mo-1622Cr-12Ni-Mo刚用,含Mo抗裂性优良。
用于韧性较差的钢材焊接,也可用于铸钢。
A042 E309LMo-16E309MoL-16低C-22Cr-12Ni-Mo刚用,抗裂性及其优良,用于异材焊接或韧性极差的马氏体,铁素体不锈钢等焊接。
A402 E310-16 E310-16 25Cr-20Ni刚用,用于耐高温产品如高温炉,煤炭焦化设备等,含MO耐高温性好,也可用于异材焊。
A412 E310Mo-16E310Mo-1625Cr-20Ni-Mo刚用,用于耐高温产品如高温炉,煤炭焦化设备等,含MO耐高温性好,也可用于异材焊。
E312-16 E312-1629Cr-9Ni刚用,用于难焊且易开裂或易发生气孔的钢铁材料,硬化性合金钢等。
A202 E316-16 E316-16 18Cr-12Ni-2Mo钢用,用于化肥、尿素、石油化工生产或储备设备,如0Cr17Ni12Mo(SUS316L)。
焊条型号大类与焊条牌号大类对照表

焊条型号大类与焊条牌号大类对照表
焊条型号大类与焊条牌号大类对照表
以下为堆焊焊条(耐磨焊条)明细表
堆焊焊条使用说明:
执行GB984-2001标准
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。
对修复和提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。
堆焊工作及工作条件十分复杂,堆焊时必须根据不同要求选用合适的焊条。
不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。
堆焊中最常碰到的问题是开裂,防止开裂的主要方法是:
1、焊前预热,控制层间温度,焊后缓冷。
2、焊后进行消除应力热处理。
3、避免多层堆焊时开裂,采用低氢型堆焊焊条。
4、必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。
开裂与工件及焊缝熔敷金属的含碳量、合金元素之间有直接关系,所以预热温度一般依据所用焊条的碳当量来估算。
碳当量公式如下:
Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni
此估算公式适宜于低、中、高碳钢和低合金钢材料。
高锰钢及奥氏体不锈钢,可不预热。
高合金钢预热温度大于400℃。
堆焊效果指焊层硬度、耐磨及耐热等性能,其性能高低与下列因素有关:
1.焊接电流大小、电弧长短。
电流大、电弧长,合金元素易烧损,反之,有利合金元素过渡。
2.预热温度、缓冷条件决定堆焊层的质量。
3.某些堆焊金属用不同的热处理方法可以得到不同的硬度。
堆焊层的硬度和化学成分指堆焊三层以上的堆焊金属。
焊条标准牌号对照表
说明:E5003-A1----碳钼钢;E5503-B1、B2、B3-----含铬量增加,铬钼钢;E5515-C2、C2、C3----含镍量增加,镍钢;
E5518-NM-----镍钼钢;W6015-D1、D2、D3-----含锰量增加,锰钼钢;E××10-G、E××03-G等:其它低合金钢焊条。
四、常用碳钢焊条新旧牌号对照及适用范围
国家标准
GB980-77
国家标准GB5117-95
使用电源
烘干温度及时间
℃×h
适用于焊接钢材
J421
E4320
交流或直流正接
150—200×1
A3、Q235A、Q235F、10、20钢的平焊及夹角焊
J422
E4303
交流或直流正接
150—200×1
A3、Q235A、Q235F、10、20
国家标准GB982-77
国家标准GB5118-95
烘干
适用于焊接钢材
W707
350℃×1 h
09Mo2V; 09MnTiCuXi
W707Ni
E5515-C1
09Mo2V;16MnVAl;3.5Ni钢等
W907Ni
E5515-C2
3.5Ni钢 预热150℃,600~650℃回火处理
W107Ni
06AlNbCuN;16MnNb; 3.5Ni钢
J423
E4301
交流或直流正接
150—200×1
A3、Q235A、Q235F、10、20
J427
E4315
直流反接
350—400×2
Q235B、C、D、20R、20g
焊条型号和牌号对照表共55页文档
表12.4 常用焊条型号和牌号对照表第 1 页名词解释:E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。
前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。
第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。
2表示焊条适用于平焊和平角焊。
4表示向下立焊。
第3位和第4位数字组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表示冲击性能有特殊规定的焊条。
例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
例2:E4316,表示低氢钾型焊条,适用于全位置焊接,电流种第 2 页类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
项目介绍D502阀门堆焊焊条符合 GB EDCr-A1-03说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬第 3 页特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度: (焊后空冷)HRC≥40参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经150℃左右烘焙1h。
焊条型号与牌号对照表
1.焊条型号与【2 】商标
焊条型号是国度标准中划定的焊条代号.焊接构造临盆中运用最广的碳钢焊条和低合金钢焊条,响应的国度标准是GB/T5117和GB/T5118.标准划定,碳钢焊条型号由字母E和四位数字构成.如:“E4301”,其寄义如下:
在我国已颁布的碳钢焊条型号中,代表熔敷金属抗拉强度最小值的数字仅有:“43”和“50”系列两种.
焊条商标是焊条临盆行业同一的焊条代号.表4.2.1为焊条用处不同的分类对应商标.焊条商标前的字母表示焊条类别,“×××”代表数字,前两位数字代表焊缝金属抗拉强度等级.末尾数字表示焊条的药皮类型和焊接电流种类(表4.2.2).表4.2.3列举出部
分常用碳钢焊条型号与对应的商标及数字意义.
表4.2.3 部分常用碳钢焊条型号与商标对应表
焊条型号是依据熔敷金属抗拉强度.药皮类型.焊接地位.电流种类及极性划分的,以便供用户选焊条时参考.但同一种焊条型号可能有不同机能的几种焊条商标与之对应.如J427和J427Ni属于同一种焊条型号E4315.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H08CrMoVA
12CrMoV/12CrMoVG
E6015-B2
R407
Cr2.5Mo
E308-16
A102
H0Cr21Ni10
H0Cr21Ni10
0Cr18Ni9/00Cr19Ni10/00Cr19Ni11Ti
E308-15
A107
E308L-16
A002
00Cr19Ni10/00Cr18Ni10Ti
E308-16
0Cr19Ni10
C≤0.08%
A102
E308-16
0Cr19Ni10
C≤0.08 %钛钙型药皮
A107
E308-15
0Cr19Ni10
C≤0.08%低氢型药皮
A132
E347-16
0Cr19Ni10Nb
C≤0.08%具有优良的抗晶间腐蚀性能
A137
E347-15
0Cr19Ni10Nb
E316L-16
A022
焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢
E347-16
A132
H0Cr21Ni10Ti
H0Cr21Ni10Ti
0Cr18Ni10Ti 1Cr18Ni9Ti
E347-15
A137
E309-16
A302
焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢
E309-15
A307
C≤0.04%,良好的耐热、耐腐蚀、抗裂性
A032
E316Cul-16
00Cr19Ni13Mo2Cu
A042
E309Mol-16
00Cr23Ni13Mo2
C≤0.04%,
A052
00Cr18Ni24Mo5
C≤0.04%焊缝耐甲酸、醋酸、氯离子腐蚀性能
A062
E309L-16
00Cr23Ni13
A101
奥102
E5016
结506
E308L
奥002
E5015
结507
E347
奥132
E515
结557
E316L
奥022
不锈钢焊条牌号对照表
牌号Biblioteka AWS公称成分备注
A001
E308L-15
00Cr19Ni10
C≤0.04%,
A002
E308L-16
00Cr19Ni10
C≤0.04%,
A022
E316L-16
00Cr18Ni12Mo2
E4315
J427
E5016
J506
H10MnSi H120Mn2
H08Mn2SiA
H10MnSi
16Mn 16MnR
E5015
J507
E5515-B1
R207
H13CrMoA
H08CrMoA
12CrMo/12CrMoG
E5515-B2
R307
15CrMo/15CrMoG
E5515-B2-V
R317
0Cr19Ni13Mo2 Cu2
由于含Cu,所以在硫酸介质中很耐蚀
A242
E317-16
0Cr19Ni13Mo3
Mo含量高,抗非氧化性酸、有机酸性能佳
A302
E309-16
1Cr23Ni13
C≤0.15%,异种钢、高铬钢、高锰钢等
A307
E309-15
1Cr23Ni13
A312
E309 Mo-16
1Cr23Ni13 Mo2
A402
E310-16
2Cr26Ni21
C≤0.20%,用于硬化性大的铬钢和异种钢
A412
E310Mo-16
1Cr26Ni21 Mo2
E310-16
A402
焊接高温下工作的同类型耐热不锈钢, Cr5Mo/Cr9Mo/Cr13 钢等
E310-15
A407
表12.4 常用焊条型号和牌号对照表
型号
牌号
型号
牌号
E4303
结422
E6016
结606
E4316
结426
E6015
结607
E4315
结427
E7015
结707
E5003
结502
E308
A201
E316-16
0Cr18Ni12Mo2
优良的耐蚀、耐热、抗裂性能和抗氯离子腐蚀性能
A202
E316-16
0Cr18Ni12Mo2
A207
E316-16
0Cr18Ni12Mo2
A212
E316 Nb -16
0Cr18Ni12Mo2 Nb
比A202、A207有更好的抗晶间腐蚀性能
A222
E316 Cu -16
常用母材与焊材选用表/ 焊条型号牌号对照表
国标
厂标
对应埋弧焊丝
对应 CO2 焊丝
对应氩弧焊丝
主要用途
E4303
J422
H08A/H08MnA
H08Mn2Si
H08Mn2SiA
5-A.F/Q235-A/10#20#
E4316
J426
H08A/H08E/ H08MnA
H08Mn2Si
H08Mn2SiA
5-D/Q235-C/20G/20g/ 20R/20