漆包线检测报告样本
漆包线检验标准模板

漆包線檢驗標準規範一.目的:針對多家漆包線供應商品質不一,建立規範化的漆包線入料檢驗標準二.铜线检验主要項目1. 外观:1-1、检测工具: 10倍放大镜1-2、检测方法: 对于直径等于或大于1.83mm的漆包线, 其外观质量用正常目力检验, 对于直径小于1.83mm的漆包线采用放大倍数不超过10倍的放大镜检查。
1-3、漆包线表面品质要求漆包线线表面光滑、色彩均匀、应无起珠、漆瘤、黑斑、黑线、氧化、开裂、碰伤划痕、裸线线花等不良缺陷、常温下不粘着、排线均匀。
以目视,手触,指甲法等检查,A有无伤痕或污损;B表面之光滑度,光泽,颜色是否均匀;C以指甲刮擦,漆膜是否易脱落.2. 尺寸檢測: (內徑和外徑與及膜厚)2-1、检验工具: 0.001mm普通外径千分尺、0.001mm千分尺、火機2-2、检验方法: 漆包线外径在相距1000mm的位置上, 每个圆周均匀颁点三处进行测量, 取两个位置六个测量值的平均值作为测量结果, 然后在测量漆包线外径处用火烧去导体上附着的漆膜, 用和上面相同的方法测量导体直径, 漆包线外径与导体直径之差即为漆包线的漆膜厚度。
2-3、品质要求:A漆包线导体线径必须在公差允许范围内, 不允许有偏大或偏小现象;B漆包线完成外径必须控制在标准范围内, 不允许有偏大或偏小现象;C漆膜厚度不允许有偏小现象, 且具有耐压性。
3. 針孔试验: (三层绝缘线針孔为0个,TC/TR漆包線要求为0个)检验工具: 针孔试验仪、水盆、剪刀、提钩、温湿两用温度计、玻璃杯3-1、检验原料: 食盐、酝酿、清水3-2、检验方式: 成品检验、性能检验每种规格各抽检2轴以不弯曲,不伸长之状态,将试料大约15cm之部份浸入温度60±3℃的二甲苯溶液中浸泡30分钟,取出以目视检查漆膜上有无起泡或膨胀..接着对导体外徑0.19以下者采用指甲法(用指甲尖端摩擦该线);导体外徑0.20以上者采用铅笔法(将2H之铅笔削成刃形,并对试料以约60度角及约500gf之作用力刮擦一次).再以目视检查漆膜上是否有产生气泡或凸起,但浸渍于溶剂之端部及液面之下部20mm不做为试验之对象.注:红字部份只针对漆包线,不包括三层绝缘线5. 直焊性:同一线轴上取试样长约150mm共3条,分别将其一端40mm浸入锡炉(锡条按CNS247中规定的软焊料Sn50:Pb50)中焊锡,所深入部份应均匀完全上锡(浸渍部份上端10mm处不做试验之对象),而且不能有碳化之黑屑.漆包线导体外徑(mm) 漆包线焊锡温度380±5℃焊锡时间(s)三层绝缘线导体外徑(mm) 三层绝缘线焊锡温度420±5℃焊锡时间(s)0.32以下 2 0.20~0.40 40.35~0.50 3 0.45~0.70 60.55~1.00 4 0.75~1.00 10 1.10~1.50 56. 导体电阻测试: (漆包线,三層绝缘线)用惠登或交流电桥法测定试料之电阻,并算出温度为20℃时线长1Km之电阴,须符合附表之规定值.计算公式:R(Ω/km)=1米之电阻*1000*温度系数导体电阴温度数表(标准温度为20℃)温度℃系数温度℃系数温度℃系数10 1.041 19 1.004 28 0.97011 1.037 20 1.000 29 0.96612 1.033 21 0.996 30 0.96213 1.028 22 0.992 31 0.959200.21 549.0 15 0.45 114.2200.22 498.4 15 0.50 91.43 200.23 454.5 15 0.55 78.15 200.24 416.2 15 0.60 65.26 200.25 382.5 15 0.65 55.31 200.26 358.4 15 0.70 47.47 200.27 331.4 15 0.75 41.19 200.28 307.3 15 0.80 36.08 250.29 285.7 20 0.85 31.87 250.30 262.9 20 0.90 28.35 250.32 230.0 20 0.95 25.38 250.35 191.2 20 1.00 23.33 250.37 170.67. 伸长率:取长约400mm之试片,在其中央部份做250mm之标线距离,以305±25mm/min之速率拉伸至断裂,试片在标线之外拉断,该次试验视为无效,连接断裂部份后测量标线间长度,依下列公式算出伸长率: 伸长率(%)={连接断裂部份标线间长度(mm) –原标点距离(mm)} ÷原标点距离(mm)标准规格(mm) 最小伸长率(%) 标准规格(mm) 最小伸长率(%) 标准规格(mm) 最小伸长率(%)0.050 10 0.200 21 0.500250.060 10 0.210 21 0.550260.070 13 0.230 22 0.600270.080 14 0.250 22 0.650280.090 15 0.260 22 0.700280.100 16 0.270 22 0.750280.110 17 0.290 23 0.800280.120 17 0.300 23 0.850。
喷漆件检测报告--样本

5
硬度
铅笔硬度计
6
外观
目测Байду номын сангаас
涂层损坏脱落面积5为合格如百格刀5硬度以hb测试铅笔笔尖前端须磨平荷重300克划于被测面1次距离30毫米以内选定3位置测试完后用橡皮擦拭表面表面不可有明显划痕铅笔硬度计6外观通过观察侧面表面要求不可露底材刮伤压痕污渍起皮针孔焊瘤滴挂凹陷等不良现象
喷漆件检测报告
零件号: 序号 1 2 3 4 附着力 检测项目 漆膜厚度 光泽度 样品数量: 判定标准 底漆+面漆>80 A2类表面光泽度>80GU C类光泽度均匀 用百格刀在被测物表面划成棋盘 状,3M600胶带粘其表面,压紧,45角瞬间 拉起,被剥夺面积不超过一格面积5%。 涂层损坏(脱落)面积≦5%为合格,如 以(HB)测试铅笔(笔尖前端 须磨平)荷重300克划于被测面1次,距 离30毫米以内,选定3位置,测试完后用 橡皮擦拭表面,表面不可有明显划痕 通过观察,侧面表面要求不可露底材、 刮伤、压痕、污渍、起皮、针孔、焊瘤 、滴挂、凹陷等不良现象;表面不粘附 喷涂物;从边开始遮盖区域不超过 2mm;每2500平方厘米内,小于5mm的手 工划伤不超过2处;每2500平方厘米 内,鱼眼或凹坑不超过2处。 百格刀 1 2 检验日期: 检测数量 3 4 5 检验员: 判定 检测工具 漆膜测厚仪 光泽度仪
漆包线检验标准

东莞立亚达电子有限公司
Dong Guan Readore Electronics Co,Ltd ISO 9000 三 阶 文 件
标题
IQC 检验标准细则—02 漆包线
文件编号 版本 页码
生效日期
QA -J- 01 A A
第 4 页 共 17 页
方形漆包线试验方法(金属箔电极法)及规格: a. 取 6mm 宽的薄金属箔置于 13mm 宽的粘胶带中央,并将此种胶带剪成 74mm 长的小段作为电极; b. 取 4 个此种电极,金属箔朝向,导线绝缘层紧密平贴于间距 51mm 的方形导 线棱角处,胶带至少包覆漆包线一圈半; c. 测试电路之漏电流为,电压分别顺次施于各电极与导体间; d. 测试电压从 O 开始以 500(±20%)VAC/1SEC 的速率均匀增加至漆包线被击 穿,最小击穿电压如下:
Film Coating
NEMA
GB
JIS
Heavy
1
2
Quadruple
2
1
4 个电极中 3 个
1000VAC 2000VAC
第 4 个电极
750VAC 1500VAC
e. 若在正常的实验室条件下,高压试验失败,重新取线,使线不受任何外力 及弯曲,在 60±3℃烘干 20±1 分钟,冷却至室温,再按照前面的程序,做 高压测试。
6
>3000~4000
8
>4000~7000
10
>7000~10000
12
10000 以上
13
注: 上表中 O/1 表示次要缺点之允收/拒收。
漆包线耐压试验:
次要缺点允收/拒收
0/1
0/1 0/1 0/1 1/2 1/2 1/2 2/3 2/3 2/3
漆包线样品承认单
□有條件承認
□不承認
工程部 審核
核准
GP確認
品管部 XRF確認
核准
備註: FORM NO.:
FORM NO.:
HSF零件承认所附文件清单
样品名称
漆包線
料号
0
日期
供应商
供应商料号
0
材质
NO.
文件名称
提供状况 Y/N
报告编号
备注
1
ROHS检验报告
Y
已提供
2
卤素检测报告
3
PFOS或PFOS调查表
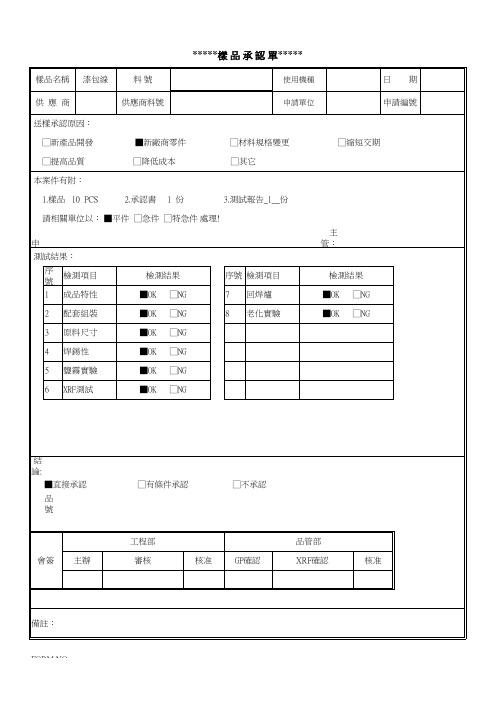
*****樣 品 承 認 單*****
樣品名稱 漆包線
料號
使用機種
日期
供應商
供應商料號
申請單位
申請編號
送樣承認原因: □新產品開發
■新廠商零件
□材料規格變更
□縮短交期
□提高品質
□降低成本
□其它
本案件有附: 1.樣品 10 PCS
2.承認書 1 份
3.測試報告_1__份
請相關單位以: ■平件 □急件 □特急件 處理!
申
測試結果:
序 號
檢測項目
1 成品特性
2 配套組裝
3 原料尺寸
4 焊錫性
5 鹽霧實驗
6 XRF測試
檢測結果 ■OK □NG ■OK □NG ■OK □NG ■OK □NG ■OK □NG ■OK □NG
序號 檢測項目 7 回焊爐 8 老化實驗
主 管:
檢測結果 ■OK □NG ■OK □NG
結 論:
■直接承認 品 號
-----
已提供
-----
已提供
-----
已提供
漆包线检验标准报告
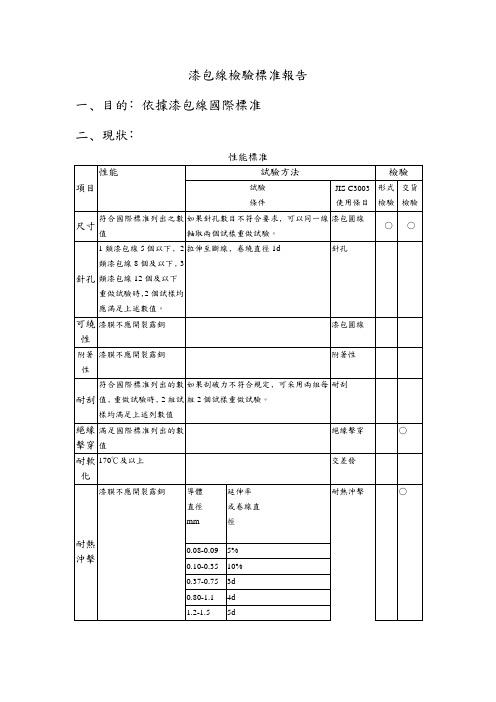
一﹑目的﹕依據漆包線國際標准
二﹑現狀﹕
性能標准
項目
性能
試驗方法
檢驗
試驗
條件
JIS C3003
使用條目
形式
檢驗
交貨
檢驗
尺寸
符合國際標准列出之數值
如果針孔數目不符合要求﹐可以同一線軸取兩個試樣重做試驗。
漆包圓線
○
○
針孔
1類漆包線5個以下﹐2類漆包線8個及以下﹐3類漆包線12個及以下
重做試驗時﹐2個試樣均應滿足上述數值。
核准﹕ 審核﹕ 制作﹕
拉伸至斷線﹐卷繞直徑1d
針孔
可繞性
漆膜不應開裂露銅
漆包圓線
附著性
漆膜不應開裂露銅
附著性
耐刮
符合國際標准列出的數值﹐重做試驗時﹐2組試樣均滿足上述列數值
如果刮破力不符合規定﹐可采用兩組每組2個試樣重做試驗。
耐刮Biblioteka 絕緣擊穿滿足國際標准列出的數值
絕緣擊穿
○
耐軟化
170℃及以上
交差發
耐熱沖擊
漆膜不應開裂露銅
導體
±0.013
±0.016
最大完成外經(mm)
Φ0.140(Max)
Φ0.130(Max)
Φ0.156(Max)
絕緣擊穿電壓(V)
<2000V
3500V/3S
3500V/3S
最大導體電阻Ω/Km(20℃)
2647Ω
4091Ω
2647Ω
針孔實驗
取以上四色漆包線各5M﹐將漆包線的一端邊接在GPR-7510HD電源供給器正極(將電源供給器調至于12V)﹐其餘中間部分置入酚汰溶液中﹐另一端邊置于酚汰溶液之外﹐(此溶液之配方比例﹕濃度爲3%的酚汰酒精溶液﹐再加入到濃度爲0.2%的食鹽水中)﹐負極放於酚汰溶液內﹐觀察1分鐘后﹐無小孔(氣泡)等不良現象。
漆包线检验报告 模板
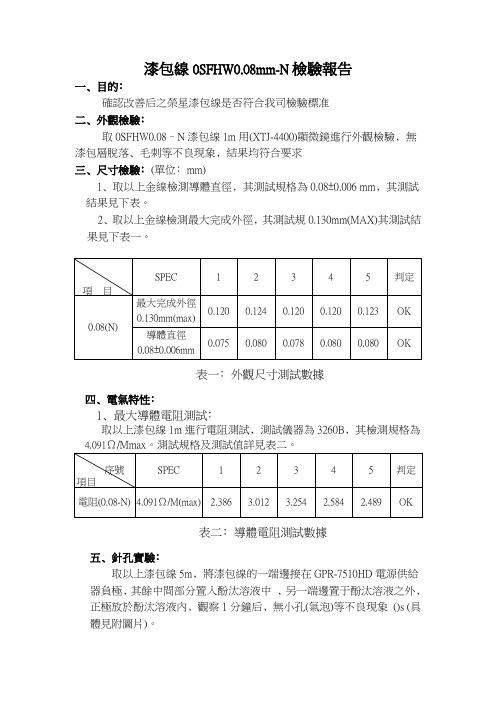
漆包線0SFHW0.08mm-N檢驗報告
一﹑目的﹕
確認改善后之榮星漆包線是否符合我司檢驗標准
二﹑外觀檢驗﹕
取0SFHW0.08–N漆包線1m用(XTJ-4400)顯微鏡進行外觀檢驗﹐無漆包層脫落﹑毛刺等不良現象﹐結果均符合要求
三﹑尺寸檢驗﹕(單位﹕mm)
1﹑取以上金線檢測導體直徑﹐其測試規格為0.08±0.006 mm﹐其測試結果見下表。
2﹑取以上金線檢測最大完成外徑﹐其測試規0.130mm(MAX)其測試結果見下表一。
表一﹕外觀尺寸測試數據
四﹑電氣特性﹕
1﹑最大導體電阻測試﹕
取以上漆包線1m進行電阻測試﹐測試儀器為3260B﹐其檢測規格為4.091
表二﹕導體電阻測試數據
五﹑針孔實驗﹕
取以上漆包線5m﹐將漆包線的一端邊接在GPR-7510HD電源供給器負極﹐其餘中間部分置入酚汰溶液中﹐另一端邊置于酚汰溶液之外﹐正極放於酚汰溶液內﹐觀察1分鐘后﹐無小孔(氣泡)等不良現象()s(具體見附圖片)。
0.08mm-N
六﹑耐溫實驗﹕
1﹑取漆包線15cm﹐中間10cm絞線(30個結)﹐放進烤箱烘烤5分鐘(溫度為265-270℃)﹐后做耐壓測試﹑針孔實驗。
2﹑耐壓測試﹕其測試規格為3500V/3s﹐無不耐壓現象﹐依以上針孔實驗進行﹐結果均符合要求(絞線針孔實驗附圖片)。
0.08mm-N
七﹑結論
綜上述檢驗步驟﹐可以確認改善后之榮星漆包線符合我司檢驗標准。
核准﹕審核﹕檢驗員﹕。
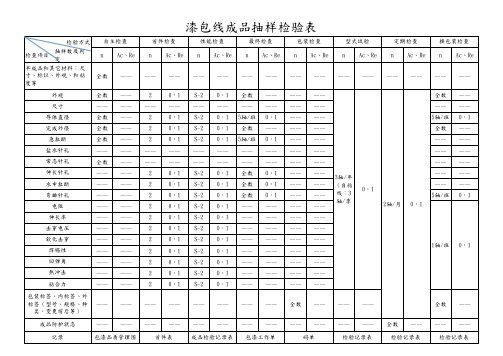
漆包线成品抽样检验表
电阻
—— ——
伸长率
—— ——
击穿电压
—— ——
软化击穿
—— ——
焊锡性
—— ——
回弹角
—— ——
热冲击
—— ——
粘合力
—— ——
包装标签、内标签、外 标签(型号、规格、种
类、变更前后等)
——
——
首件检查 n Ac、Re
—— ——
2 ——
2 2 2 —— —— 2 2 2 2 2 2 2 2 2 2 2
—— —— 码单
—— —— 检验记录表
全数 —— 检验记录表
—— —— 检验记录表
责任人
挡车工
检验员
注1:定期检查是指对仓库成品的定期抽查。 2.水中拉断和伸长盐水针孔根据标准要求确定是否抽样检验。
批准:
检验员 审核:
检验员
包装工
检验员
检验员
制表:
检验员
漆包线成品抽样检验表
检验方式
Hale Waihona Puke 检查项目抽样数及判 定半成品和其它材料:尺 寸、标识、外观、和粘 度等
自主检查 n Ac、Re
全数 ——
外观
全数 ——
尺寸
—— ——
导体直径
全数 ——
完成外径
全数 ——
急拉断
全数 ——
盐水针孔
—— ——
常态针孔
全数 ——
伸长针孔
—— ——
水中拉断
—— ——
弯曲针孔
—— ——
0,1 —— 0,1 0,1 0,1 —— —— 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1
聚酰胺酰亚胺实验报告.

天恒达中试试验室实验报告实验日期:2014年4月27 日交报告日期:2014年4月29日参与人员:高继仕、宋孝飞、王小青、李忠良实验名称:聚酰胺酰亚胺漆包线漆的合成一、实验目的1. 根据聚酰胺酰亚胺工艺配方合成聚酰胺酰亚胺漆包线漆。
2. 以偏苯三酸酐(TMA)和二异氰酸酯(MDI)为原料,N一甲基吡咯烷酮(NMP)和二甲苯为溶剂,控制反应温度、时间,适时添加苯甲酸、苯甲醇等助剂控制反应进程、聚合度等,制备性能优良的耐高温聚酰胺酰亚胺绝缘漆。
二、反应机理以偏苯三酸酐(TMA)和二异氰酸酯(MDI)为原料,在N一甲基吡咯烷酮(NMP)和二甲苯混合液中进行缩合反应,适时添加苯甲酸、苯甲醇等助剂,生成聚酰胺酰亚胺。
反应机理如下:三、仪器与试剂1. 仪器2. 试剂四、实验装置图及步骤1、向反应釜中加入NMP(80%左右),预留部分NMP(20%左右)洗泵,取样测含水率(含水率≦1%),含水率合格后加入TMA,升至70-75℃。
2、取样检查TMA是否溶解,一旦TMA完全溶解,降温。
3、当温度降至60℃时,加苯甲酸,继续降温。
4、5分钟后,加MDI,加完后用预留的NMP洗泵,继续降温。
5、当温度降至40℃时降低搅拌速度(转数10-15rpm左右)。
6、自加MDI始计时,降温维持16小时。
7、16小时后,加快搅拌速度,一小时内升温至85℃(25-30 rpm左右)。
8、85℃维持3小时。
注意观察釜中反应情况,必要时在维持结束后取样测粘度。
9、升温至120℃。
加快搅拌速度(40-45 rpm左右),当温度至120℃时,取样测粘度。
粘度合格值为85-90S(20-25℃,4号杯)。
【DDJ-79测粘度合格标准700cp-1100cp】10、若粘度不合格,则根据测得的粘度值来确定在120℃下应维持多长时间然后再测,120℃维持的总时间为3小时。
若粘度仍不合格,则升温至135℃,加快搅拌速度(40-45 rpm左右),取样测粘度,若不合格,维持一段时间再测,直至粘度合格为止。
漆包线类检验标准

A01A02損傷N GO K定義:來料漆包線出現漆包層脫落﹐露銅敘述:來料漆包線未出現漆包層脫落﹐露銅,冲伤﹑刮伤﹑折伤等伤痕或致露铜材或致断开﹐判為合格。
檢驗方法:顯微鏡檢驗(40X)/承認實物樣品檢驗方法:30cm處目視/顯微鏡檢驗(40X)/承認實物樣品敘述:來料材料與承認樣品實物比對﹐來料與承認樣品一樣時﹐為合格。
敘述:1.來料材料與承認樣品實物比對﹐發現來料與承認樣品不一樣時﹐為不合格。
2.來料實物標識與規范要求不符﹐為不合格。
例﹕左圖中來料漆包線線徑為0.08mm﹐但承認規格直徑為0.10mm 與承認書不相符﹐判為不合格。
漆包線混料N GO K定義:來料漆包線與實物樣品不相符(外觀檢驗取樣標准﹕每批每種顏色各取1米長)敘述:來料漆包線有出現漆包層脫落﹐露銅,冲伤﹑刮伤﹑折伤等伤痕或致露铜材或致断开﹐影响产品性能﹐判為不合格。
實際來料承認樣品直徑0.10mm直徑0.08mmNG OK第 1 頁A03A04A05漆包線變色O K檢驗方法:30cm處目視/顯微鏡檢驗(40X)/承認實物樣品敘述﹕來料漆包線有出現 发黑﹑发黄﹑发白等氧定義:來料漆包線有出現漆包層變色定義:來料漆包線有出現漆包層脫落敘述:來料漆包線無漆包層脫落,判為合格。
定義:來料漆包線有出現臟污現象敘述:來料漆包線有出現漆包層脫落,判為不合格。
N G敘述:來料漆包線有出現臟污,. 沾油渍﹑异物等杂质不能去除﹐影响制程作业判為不合格。
O K 敘述:1.來料漆包線無臟污﹑沾油渍﹑异物等杂物﹐判為合格。
2.來料漆包線有出現臟污,但不影響使用,判為合格。
漆包層脫落臟污檢驗方法:30cm處目視/顯微鏡檢驗(40X)/承認實物樣品檢驗方法:顯微鏡檢驗(40X)/承認實物樣品N G漆包線類檢驗標准敘述:來料漆包線無漆包層變色,判為不合格。
來料漆包線有出現 发黑﹑发黄﹑发白等氧化变色﹐或與承認樣品顏色差異明顯,或顏色不易分辨﹐ 影响产品性能﹑制程作业﹐判為不合格。
漆包线检验记录
7982
7725
7570
7209
21
热冲击 绝缘漆膜无开裂 %, mm, ℃
0/0/0 0
0/0/0 0
22 润滑油含量
3~20
23
耐刮
最小值≥
平均值≥
≤ mg/m2 N
OK
OK
留样处 留样处
留样处 留样处
3.59
7.93
备注
判定结果
PASSED
检验(签章):
审核:
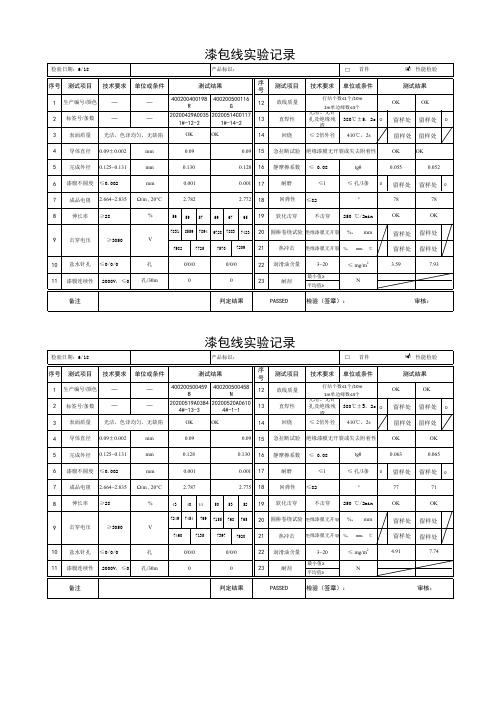
漆包线实验记录
检验日期:6/18
产品标识:
°
77
71
8
伸长率 ≥28
%
43 40 44
50 53 52 19
软化击穿
不击穿 250 ℃/2min
OK
OK
9 击穿电压
≥3050
10 盐水针孔 ≤0/0/0 11 漆膜连续性 2000V,≤0
V
孔 孔/30m
7249 7454 769 7155 768 765 20 圆棒卷绕试验 绝缘漆膜无开裂 %, mm
序号 测试项目 技术要求 单位或条件
测试结果
序 号
1 生产编号/颜色
—
—
400200500459 400200500458
B
N
12
2 标签号/条数
—
—
20200519A0384 20200520A0610
4#-13-3
4#-1-1
13
3 表面质量 光洁,色泽均匀,无缺陷
OK
OK
14
测试项目 放线质量 直焊性
OK
OK
5 完成外径 0.125~0.131
mm
漆 包 线 检 测

線時可能被拉斷;韌煉過度,延伸率過大,容易拉細截面,造成電阻增大。
漆膜烘焙過老,漆包線漆膜彈性下降,在繞線時的彎曲力矩作用下,造成漆膜開裂,喪失絕緣性能;如烘焙不夠,則嵌線時容易擦傷漆膜,造成電机繞組短路。
因此,在模擬使用要求的基礎上,建立各項机械性能試驗是十分必要的。
1.伸長率試驗伸長率是模擬漆包線繞線工藝而建立的,目的是控制導線對纏繞線圈的適應性,保証作業順利進行。
漆包線經過拉伸后,其附著力、耐刮性、彈性、熱衝擊、耐溶劑性都會下降。
影響漆包線伸長率的因素:鉍、硫、鐵、鋁、銻、氧等元素的介入,將導致銅材脆化。
這些雜質元素(氧以氧化亞銅的共晶体形式)分布于晶粒之間的界面上,阻礙了漆包線伸長時內部晶格的滑動趨勢,使晶格不易變形而破坏,導致導線在伸長率不大的情況下即被拉斷。
另外,在壓延過程中,銅杆有時帶進夾雜、卷邊、刮傷、裂縫等缺陷,也是造成伸長率不高的因素。
在漆包過程中,如果涂漆道次和回線次數太多,在導輪直徑不夠大的情況下,導線兩面不斷受到拉伸和壓縮的交遞變形,造成晶格的歪扭,在伸長時,容易拉斷。
漆包机運轉時,導線承受過大的張力將使線材拉細,由于晶格上原子或离子因滑動而產生的位移,形成了殘余內部應力,線材脆性提高伸長率下降。
特別是放線机構的靈活性和收線張力的大小直接影響伸長率。
® 韌煉程度与伸長率大小有很大關系。
伸長率在一定范圍內隨著退火溫度提高而提高,但超過一定溫度后,反而會下降。
伸長率試驗中,高速拉伸伸長率將下降。
2.回彈角試驗漆包線的柔軟度是使用中的一個重要指標。
在骨架上繞成的線圈,如漆包線因柔軟度不好而回彈變形,線圈直徑變大,骨架內容納不下;繞制矩形線圈,由于回彈作用會從槽中回跳出來。
柔軟度直接影響線圈繞組的加工質量和勞動生產率。
影響回彈角的因素:退火程度。
在充分退火的導線里,內部沒有或很少有殘余內應力,做回彈試驗時,材料只依靠試驗本身所引起的應變勢能進行回彈,所以回彈角較小。
在拉伸過程中,進行中間退火的工藝比直接拉伸工藝回彈角小5~6°車速越快,回彈角越大。
漆包线检测报告样本

4
5 6 刮漆
热冲击 软化击穿 最小
7
平均 8 9 耐溶剂 电阻来自有限公司产品试验报告产品名称:180级聚酯亚胺漆包铜圆线 编号:2012-03 型号:QZY-2/180 执行标准:GB/T6109.5-2008 序号 检测项目 导体尺寸 f值 1 尺寸 漆膜厚度 外径 2 3 伸长率 回弹角 柔韧性附着 力 圆棒卷绕 急拉断 % 度 mm 0.063≥ 1.094≤ 30≥ 45≤ 1D圆棒卷绕应不开裂 2m/s的速度拉伸漆膜应不开 裂 2.240mm试棒200℃不开裂 300℃/2min应不击穿 N N 9.2≥ 10.9≥ 在标准溶剂中浸泡后漆膜硬 度不小于“H” Ω /m 室温 10 击穿电压 高温 11 12 13 备注: 检验结论 检验员 合格 审核 主管 日期 2012.07.10 漆膜连续性 外观 温度指数 kv 个 kv 0.02176 5个试样至少有4个试样击穿 电压不低于5.0 5个试样至少有4个试样击穿 电压不低于3.8 30m内缺陷数不大于5 光滑、连续、无斑纹、无气 泡及杂质 180 0.089 1.09 39 37 不开裂 不开裂 不开裂 不击穿 15.2 16.1 4 0.02157 10.8 10.6 9.7 9.9 11.5 8.4 8.0 9.1.8.5 8.3 0 符合 符合 单位 规格: 1.000 mm 生产批号:20120215(1) 生产日期:2012.02.15 标 准 要 求 1.000±0.010 0.010≤ 检测结果 1.001 0.003 单项结论
漆包线检验报表
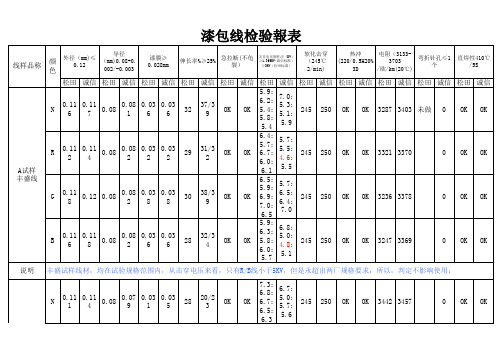
245
250
OK
OK 3321 3370
0 OK OK
G
0.11 8
0.12
0.08
0.08 2
0.03 8
0.03 8
30
38/3 9
OK
OK
6.5; 5.9; 6.9; 7.0; 6.5
5.7; 6.5; 6.4; 7.0
245
250
OK
OK 3236 3378
0 OK OK
B
0.11 6
0.11 8
OK
OK
10.7 ;8.6 ;9.6 ;8.4 ;8.4
6.1; 6.0; 5.9; 6.0
245
250
OK
OK 3501 3593
0 OK OK
B
0.11 4
0.11 4
0.08
0.07 9
0.03 4
0.03 5
31
33/3 5
OK
OK
6.0; 7.0; 6.5; 5.8; 6.0
5.5; 5.7; 5.6; 5.5
说明
金明现场白轴线,外径及导径和漆膜均超过规格,所以,此线用于帛汉铁芯可能较小,因会影响到穿线的效率;而且较粗易发现不良,混用机 率较小
N
0.12 8
0.13
0.08
0.08 2
0.04 8
0.04 8
38
43/4 0
OK
OK
12.3 ;9.5 ;8.6 ;9.5 ;8.1
8.6; 9.1; 8.4; 8.7
245
250
OK
OK 3551 3349
0 OK OK
RБайду номын сангаас
漆包线全尺寸 电气性能检验报告表
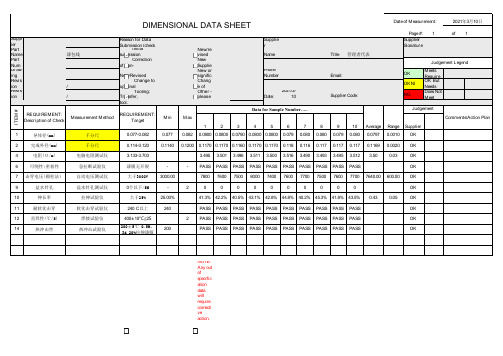
Judgement
Range Supplier 0.0010 OK
Comments/Action Plan
2
完成外径(mm)
千分尺
0.114-0.120
0.1140 0.1200 0.1170 0.1170 0.1160 0.1170 0.1170 0.118 0.116 0.117 0.117 0.117 0.1169 0.0020 OK
0.080 0.079 0.080 0.0797
Date of Measurement:
Page #: 1 Supplier Signature
2021年3月10日 of 1
OK OKNI NG
Judgement Legend
Meets Require OK But Needs Does Not Meet
0.00
OK
7 击穿电压(圆柱法)
自动电压测试仪
大于3000V
3000.00
7800 7600 7500 8000 7400 7600 7700 7500 7600 7700 7640.00 600.00 OK
9
盐水针孔
盐水针孔测试仪
0个以下/5M
-
2
0
0
0
0
0
0
0
0
0
0
0.00
OK
10
伸长率
拉伸试验仪
/
New/Revised Change to
optional Tooling:
Tranosrfeard,ditional
tool.
REQUIREMENT: Description of Check
漆包线表面漆包膜附着力测试 计数型表格
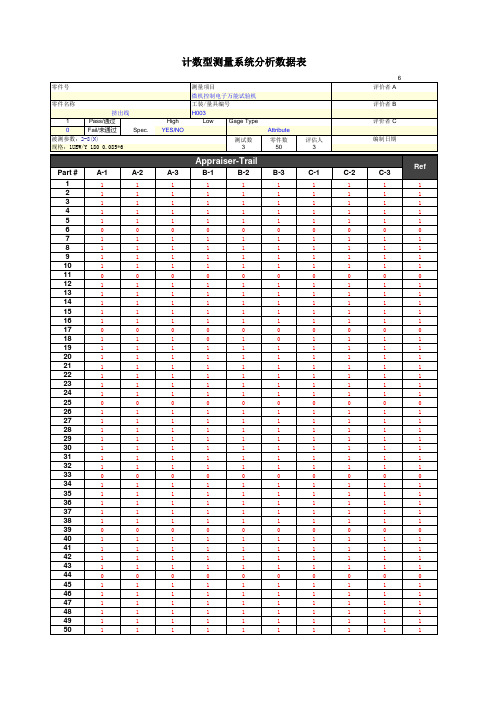
零件号
零件名称
挤出线
1
Pass/通过
0
Fail/未通过
Spec.
被测参数:2-8(N)
规格:1UEW/Y 180 0.085*6
汇总数据
A*B
0*0
21
1*0
2
0*1
0
1*1
127
High YES/NO
测量项目
微机控制电子万能试验机
工装/量具编号
H003
Low
Gage Type
测试数 3
Attribute 零件数
1
1
19
1
1
20
1
1
21
1
1
22
1
1
23
1
1
24
1
1
25
0
0
26
1
1
27
1
1
28
1
1
29
1
1
30
1
1
31
1
1
32
1
1
33
0
0
34
1
1
35
1
1
36
1
1
37
1
1
38
1
1
39
0
0
40
1
1
41
1
1
42
1
1
43
1
1
44
0
0
45
1
1
46
1
1
47
1
1
48
1
1
49
1
1
50
漆包线检测
漆包线检测漆包线是电机、电器、仪表和电讯行业的一个关键材料。
漆包线的性能应满足电气产品的设计要求、加工要求和运行要求。
漆包线的使用单位要求漆包线的质量能通过一种严肃的制度和科学的手段来保证。
一、几何尺寸1.裸导线直径的允许公差裸导线的允许公差是指裸导线直径的实际值与规定值之间的允许偏差。
从使用的角度来说,希望公差越小越好,有利于设计时电阻、圈数等方面的计算。
但制造时模具的模孔在拉伸过程中要磨损变形,如果公差要求过严,就要经常调换模具,造成工艺操作上和模具供应方面的困难。
制订标准时使用单位的实际要求和生产单位的技朮可能性要做到“物尽其用”。
2.截面不圆度指导线同一截面直径最大测量值与最小测量值之差。
不圆度不合格会造成漆包线颜色发花(阴阳面)。
3最大外径及最小漆膜厚度最大外径超差,会使线圈尺寸加大,绕线圈时容纳不下。
漆膜过薄,会产生针孔、耐电压、耐刮、耐化学性能、耐老化等性能下降或造成废品。
4.检验工具:千分尺,精度应符合下列规定:用表头示值误差为1μ的杠杆千分尺。
5.测量时2点相距1米3面,6个测量值的平均值为测量结果。
尺寸是否合格皆以平均值与标准比较进行判断。
二、机械性能漆包线绕制线圈时,在电机线圈的嵌线工艺以及在用电气产品的运行过程中,都有机械力作用于漆包线上,例如绕制时有拉伸力、摩擦力和弯曲力矩;在嵌线工艺中有摩擦力;运转中有因振动而引起的匝间摩擦。
如果漆包线的芯线或漆膜达不到要求,则上述这些机械力都会对漆包线带来不同程度的损伤。
如导线韧炼不足,使延伸率过小,细线在绕线时可能被拉断;韧炼过度,延伸率过大,容易拉细截面,造成电阻增大。
漆膜烘焙过老,漆包线漆膜弹性下降,在绕线时的弯曲力矩作用下,造成漆膜开裂,丧失绝缘性能;如烘焙不够,则嵌线时容易擦伤漆膜,造成电机绕组短路。
因此,在模拟使用要求的基础上,建立各项机械性能试验是十分必要的。
1.伸长率试验伸长率是模拟漆包线绕线工艺而建立的,目的是控制导线对缠绕线圈的适应性,保证作业顺利进行。
漆包线完成外径测试 重复性和再现性 新

CLR
0.000 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 LCLR
分析:极差图被用来确定过程是否受控。原因是不论测量误差可能有多大,控制 线将包含该误差。因所有的极差均受控界限内,则说明所有的评价人都进行了 相同的工作。
品名 料号 范围 规格
漆包线
0.180±0.005
量具名 称量具编 号量具规 格量具精 度
量具重复性及再现性分析
千分尺 65324343 0-25mm
0.001
公司 实验者
审核 制作
测量时
间测量数
量测量次
10
数测量人
3
数
3
操作人员/实验
序号
【1】 【2】
A
1
0.1750 0.174020.1750 0.1740
0.1750 0.1760 0.1850 0.1760
0.1750 0.1770 0.1860 0.1750
0.1753 0.1767 0.1853 0.1753
0.0010 0.0010 0.0010 0.0010
0.1752 0.1768 0.1846 0.1753
( 0.001 +0.001
0.1776
3
0.1750 0.1740
均值 0.1750 0.1740
极差 0.0000 0.0000
B
1
0.1760 0.1740
2
0.1750 0.1740
3
0.1750 0.1740
均值 0.1753 0.1740
极差 0.0010 0.0000
C
1
1730聚酯漆包线漆 检测报告

1730聚酯漆包线漆检测报告
《中国聚酯漆包线漆数据监测报告》是基于中经先略市场咨询中心对聚酯漆包线漆市场深入、广泛的调查,并结合国家统计局、商务部、工商部门、海关、行业协会等官方权威数据,由中国产业发展研究网专家团队共同完成。
本报告重点对聚酯漆包线漆市场宏观市场及微观企业的相关数据进行监测,主要包括:产量数据统计、进出口贸易市场数据、产销状况监测、市场财务运行监测(资产负债、资产运营、成本费用、盈利能力)、重点企业竞争力及关键性数据等。
本报告充分体现数据性特点,主要以定量的数据方式体现聚酯漆包线漆市场运行情况,为企事业客户提供及时准确的一手及分析数据。
由聚酯化合物加入甲酚,二甲苯溶剂,稀释而成,耐热等级为B 级,130级,具有好的电绝缘性、耐磨性和耐溶剂性,适用于涂制温度指数为130℃包线。
1730聚酯漆包线绝缘漆
技术条件:
外观:均匀透明,无机械杂质
热冲击(155℃±3℃,1h):7d
弹性(园棒卷绕):1d不裂
单向刮漆(平均值):≥11.9N
线样有效长度500mm≥100mm次
耐溶剂(标准溶剂,铅笔硬度):H不破
线样有效长度350mm≥70mm次。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7
平均 8 9 耐溶剂 电阻
有限公司产品试验报告
产品名称:180级聚酯亚胺漆包铜圆线 编号:2012-03 型号:QZY-2/180 执行标准:GB/T6109.5-2008 序号 检测项目 导体尺寸 f值 1 尺寸 漆膜厚度 外径 2 3 伸长率 回弹角 柔韧性附着 力 圆棒卷绕 急拉断 % 度 mm 0.063≥ 1.094≤ 30≥ 45≤ 1D圆棒卷绕应不开裂 2m/s的速度拉伸漆膜应不开 裂 2.240mm试棒200℃不开裂 300℃/2min应不击穿 N N 9.2≥ 10.9≥ 在标准溶剂中浸泡后漆膜硬 度不小于“H” Ω /m 室温 10 击穿电压 高温 11 12 13 备注: 检验结论 检验员 合格 审核 主管 日期 2012.07.10 漆膜连续性 外观 温度指数 kv 个 kv 0.02176 5个试样至少有4个试样击穿 电压不低于5.0 5个试样至少有4个试样击穿 电压不低于3.8 30m内缺陷数不大于5 光滑、连续、无斑纹、无气 泡及杂质 180 0.089 1.09 39 37 不开裂 不开裂 不开裂 不击穿 15.2 16.1 4 0.02157 10.8 10.6 9.7 9.9 11.5 8.4 8.0 9.1.8.5 8.3 0 符合 符合 单位 规格: 1.000 mm 生产批号:20120215(1) 生产日期:2012.02.15 标 准 要 求 1.000±0.010 0.010≤ 检测结果 1.001 0.003 单项结论