天然石材常见的表面加工
火烧工艺
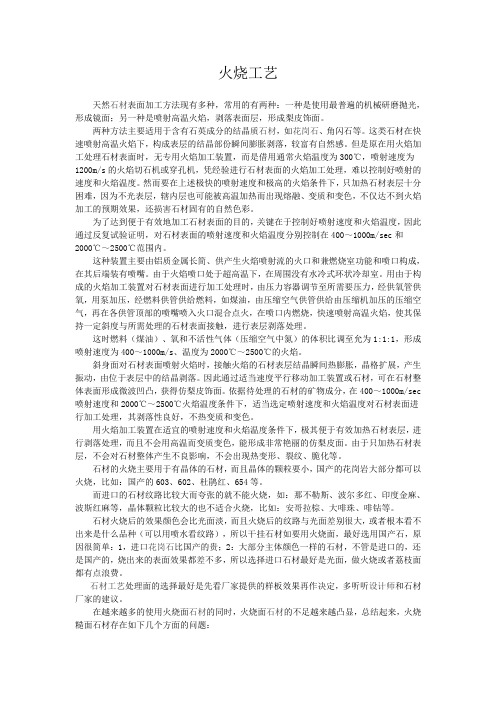
火烧工艺天然石材表面加工方法现有多种,常用的有两种:一种是使用最普遍的机械研磨抛光,形成镜面;另一种是喷射高温火焰,剥落表面层,形成梨皮饰面。
两种方法主要适用于含有石英成分的结晶质石材,如花岗石、角闪石等。
这类石材在快速喷射高温火焰下,构成表层的结晶部份瞬间膨胀剥落,较富有自然感。
但是原在用火焰加工处理石材表面时,无专用火焰加工装置,而是借用通常火焰温度为300℃,喷射速度为1200m/s的火焰切石机或穿孔机,凭经验进行石材表面的火焰加工处理,难以控制好喷射的速度和火焰温度。
然而要在上述极快的喷射速度和极高的火焰条件下,只加热石材表层十分困难,因为不光表层,辖内层也可能被高温加热而出现熔融、变质和变色,不仅达不到火焰加工的预期效果,还损害石材固有的自然色彩。
为了达到便于有效地加工石材表面的目的,关键在于控制好喷射速度和火焰温度,因此通过反复试验证明,对石材表面的喷射速度和火焰温度分别控制在400~1000m/sec和2000℃~2500℃范围内。
这种装置主要由铝质金属长简、供产生火焰喷射流的火口和兼燃烧室功能和喷口构成,在其后端装有喷嘴。
由于火焰喷口处于超高温下,在周围没有水冷式环状冷却室。
用由于构成的火焰加工装置对石材表面进行加工处理时,由压力容器调节至所需要压力,经供氧管供氧,用泵加压,经燃料供管供给燃料,如煤油,由压缩空气供管供给由压缩机加压的压缩空气,再在各供管顶部的喷嘴喷入火口混合点火,在喷口内燃烧,快速喷射高温火焰,使其保持一定斜度与所需处理的石材表面接触,进行表层剥落处理。
这时燃料(煤油)、氧和不活性气体(压缩空气中氮)的体积比调至允为1:1:1,形成喷射速度为400~1000m/s、温度为2000℃~2500℃的火焰。
斜身面对石材表面喷射火焰时,接触火焰的石材表层结晶瞬间热膨胀,晶格扩展,产生振动,由位于表层中的结晶剥落。
因此通过适当速度平行移动加工装置或石材,可在石材整体表面形成微波凹凸,获得仿梨皮饰面。
石材深加工常见的加工方式
石材的二次加工,也叫石材的深加工,通常是指对经过桥剪后的板材(规格板)进行二次加工,常指天然石材的异形加工或手加工。
目前在行业中,提高石材深加工水平、提高石材的利用率等要领来增加利润点的原理已成广泛共识。
石材的二次加工(深加工)常见的加工方式有:定厚、磨边(小口磨)、切角、切欠、开槽、粘接、倒系面、倒角、R面、钻孔、喷沙、火烧、挖孔、小段加工\拼接、拼花、转角等。
A.定厚:是指对板材的一边或几条边的背面定厚,使其达到指定的厚度。
也有的是要全面定厚。
B.小段加工(小段欠切):是指板材的正面定厚一定的尺寸或是说板材的小口按加工尺寸切掉一部分。
(小段加工一般要磨光或加工成与大面一样的表面)C.磨边(小口磨):对板材的小口进行磨光抛光处理等。
一般直边用大磨拼磨(因为这样没有水波纹),不能拼磨的就用水磨磨(如棋子边、法国边等)。
大理石磨料:60#——400#——800#——1200#——抛光花岗岩磨料:50#——200#——400#——500#——800#——1500#——抛光D.切角(变出):按指定的角度切斜,有正切(撇面)与背切(撇底)还有八角。
E.切欠:按加工单要求根据图纸或模板将板材的一部分切掉,使其成为需要的形状。
(如一般平面切欠与R切欠)F.开槽:根据一定的深度在指定的位置拉沟。
有正面开槽(如楼梯板的防滑槽)与背面开槽(如滴水槽),还有小口开槽(如干挂槽)。
G.粘接:就是将两片或以上的板用胶水粘接在一起。
有切角粘接与定厚粘接,还有平面粘接。
(一般粘接的背面要加力石,有的还要钻孔加钉,以便更牢固)1/2圆边(台面较多),定厚粘接(工程板较多用法)H.钻孔:根据所给孔的大小在相应的位置用钻头钻孔。
有水管孔(如台面板的水管安装孔),PC孔(日本常用的一种干挂孔),背栓孔(一种干挂孔),边孔(干挂孔),螺丝孔(如台面板背面用于固定台盆的螺丝孔)等。
I.挖孔:用挖孔机或角磨机,手切机等按图纸或模板来进行加工(一般孔较大或不规则或钻头无法直接钻出的孔),如加工台面板的盆孔;正方形或长方形的开关盒等J.倒角(面取):就是倒斜边,一般在没有特殊要求情况下为45度倒角K.R面:弧板(内弧与外弧)、圆边。
自然面、荔枝面、火烧面、机切面、蘑菇面、喷砂面等天然石材常见的表面加工方法

⾃然⾯、荔枝⾯、⽕烧⾯、机切⾯、蘑菇⾯、喷砂⾯等天然⽯材常见的表⾯加⼯⽅法荔枝⾯⽯材不是⽕烧⾯的⼀种。
但都是表⾯糙化⽯材的处理⽅式。
表⾯糙化的⽅式还有:1、⾃然霹雳⾯2、蘑菇⾯3、烧⽑⾯4、机刨⾯5、喷砂⾯. 表⾯纹理的区别是:荔枝⾯⽯材就是表⾯的点是凸出来的那种⽯材,(⽕烧⾯⼤多是凹进去的)天然⽯材常见的表⾯加⼯(Surface Finishing)⽅法⽯材的加⼯,包括对岩⽯的锯、切、磨、钻、琢等多种⼯序。
就板材加⼯⽽⾔,主要是锯切。
按照⽯材加⼯⼯艺的不同,可以分为异型产品(包括雕刻、弧板、空⼼柱、实⼼柱、线条、拼花等)、板材产品(包括⼤板、规格板、薄板等);按照使⽤部位,⼜可以分为室内⽯材、室外⽯材;墙⾯(⽴⾯)⽯材、地⾯⽯材;建筑⽯材(如桥墩)、装饰⽯材(如各类饰⾯板材)等等;饰⾯板材加⼯主要指⼤理⽯、花岗⽯饰⾯板材的加⼯,其中⼜可分为⼤理⽯标准(定型)板,花岗⽯标准(定型)板,⼤理⽯薄板,花岗⽯薄板,⼤理⽯或花岗⽯拉⽑(凿⽑、烧⽑、喷砂)板。
此外板⽯的加⼯也归于其中。
⽯材的表⾯处理现在有很多种⽅法,可根据⽤户实际需要或结合现在建筑装饰追求⾃然、返古、实际效能等发挥。
⽯材的表⾯糙⾯处理正是适应这⼀理念,推出了以下多种板⾯:1、⾃然⾯(natural surface):⾃然⾯是指⽤锤⼦等⼯具将⼀块⽯材从中间⾃然分裂开来,形成状如⾃然界⽯头表⾯极度凹凸不平,保持⽯材⾃然机理的加⼯⽅法。
⾃然⾯极为粗犷,⼤量地运⽤在⼩⽅块,路沿⽯等产品上⾯。
⾃然⾯⼜称开裂⾯:其表⾯粗糙,不过不像⽕烧那样粗糙。
这种表⾯处理通常是⽤⼿⼯切割或在矿⼭錾以露出⽯头⾃然的开裂⾯。
2、机切⾯(Machine section):⽯材加⼯时,由切⽯机器⾃然切出⽽产⽣的⽯材表⾯效果。
直接由圆盘锯砂锯或桥切机等设备切割成型,表⾯较粗糙,带有明显的机切纹路。
机切⾯基本上没有产⽣亮度,所以⽐较不能体现出⽯材本⾊实际的⾊泽和花纹情况。
3、抛光⾯(Polished surface) :也叫磨光⾯或镜⾯,⽯材表⾯⾮常的平滑,⾼度磨光,⾼光泽,有镜⾯效果。
花岗岩自然面与荔枝面和火烧面机切面的区别

荔枝面石材不是火烧面的一种。
但都是表面糙化石材的处理方式。
表面糙化的方式还有:1、自然霹雳面2、蘑菇面3、烧毛面4、机刨面5、喷砂面. 表面纹理的区别是:荔枝面石材就是表面的点是凸出来的那种石材,(火烧面大多是凹进去的)天然石材常见的表面加工(Surface Finishing)方法抛光(Polished):表面非常的平滑,高度磨光,有镜面效果,有高光泽。
花岗岩、大理和石灰石通常是抛光处理,并且需要不同的维护以保持其光泽。
亚光(Honed):表面平滑,但是低度磨光,产生漫反射,无光泽,不产生镜面效果,无光污染。
粗磨(Rough-Rubbing):表面简单磨光,把毛板切割过程中形成的机切纹磨没即可,感觉是很粗糙的亚光加工。
机切(Machine-Cut):直接由圆盘锯砂锯或桥切机等设备切割成型,表面较粗糙,带有明显的机切纹路。
酸洗(Pickling):用强酸腐蚀石材表面,使其有小的腐蚀痕迹,外观比磨光面更为质朴。
大部分的石头都可以酸洗,但是最常见的是大理石和石灰石。
酸洗也是软化花岗岩光泽的一种方法。
荔枝(Bushhammered):表面粗糙,凹凸不平,是用凿子在表面上密密麻麻的凿出小洞,有一模仿水滴经年累月的滴在石头上的一种效果。
菠萝(Picked):表面比荔枝加工更加的凹凸不平,就像菠萝的表皮一般。
剁斧(Chiselled):也叫龙眼面,是用斧剁敲在石材表面上,形成非常密集的条状纹理,有些像龙眼表皮的效果。
火烧(Flamed):表面粗糙。
这种表面主要用于室内如地板或作商业大厦的饰面,劳动力成本较高。
高温加热之后快速冷却就形成了火烧面。
火烧面一般是花岗岩。
开裂(Nature Split):俗称自然面,其表面粗糙,不过不像火烧那样粗糙。
这种表面处理通常是用手工切割或在矿山錾以露出石头自然的开裂面。
翻滚(tumbled):表面光滑或稍微粗糙,边角光滑且呈破碎状。
有几种方法可以达到翻滚效果。
20毫米的砖可以在机器里翻滚,3厘米砖也可以翻滚处理,然后分裂成两块砖。
大理石线条及常见石材磨边工艺图
大理石线条及常见石材磨边工艺图天然石材线条:有天然石材制作而成,一般用作室内外建筑中,主要起装饰作用一类装饰材料。
异型石材线条,是指不同于平板类石材线条的需要进行复杂加工的石材线条,不过由于异型石材线条的装饰性和代表性,一般我们都把线条归为异型线条类,也叫石材花线,简称为线条或花线。
天然石材(异型)线条通常是用天然大理石、花岗石荒料加工成单件或多件组合拼接,形成整体的、连续的石材线条,主要用作为门框、窗框、扶手、台面、屋檐、建筑物转角、腰线、踢脚线等的边缘,以达到遮掩视觉效果不好的部位,或起修饰美化的目的。
当然石材线条除了能起装饰作用外,也有一定的实用价值,比如说起到保护作用,特别是用在一些容易磨损破损的地方,像是不同装饰材料的接口和收口处、拐角等容易碰撞处等等。
部分石材线条不是用石材加工而成的,而是用模具将人造石压制而成。
天然石材线条种类有很多,通常分为以下几类:按加工石种分:花岗石花线条大理石花线条砂岩线条石灰岩线条人造石花线条其中常见的主要是花岗岩线条和大理石线条,不过现在随着砂岩使用量的增加,砂岩线条的使用也越来越多,石灰岩线条由于容易被风化腐蚀,且质地教软,用得会比较少;而板岩由于质地问题不适合加工作线条。
按截面(剖面)图来分:直位花线:是截面图形为矩形的直线的花线条。
弯位花线:是截面图形为不规则的花线条。
按表面加方式分:镜面(光面)线条:指表面进行磨抛光处理,具有镜面光泽的花线条。
细面花线条:指表面平整光滑的花线条,比如进行亚光加工。
粗面花线条(代号为C):指表面粗糙的线条,比如像表面经过烧毛、斧剁、喷砂、酸蚀等加工。
天然石材花线选择的表面加工方式主要是根据它所使用的位置而定的,一般用在室内或是与人接触部位多的场所会选用镜面、细面花线,而用在室外或是不与人或少与人接触少的就可以选择更多的表面加工形式。
常见石材磨边工艺。
石材表面加工种类

石材表面加工种类
石材表面加工有多种不同的方法和技术,用以改善石材的外观、质感和耐久性。
以下是一些常见的石材表面加工种类:
1. 抛光(Polishing):
- 这是最常见的石材表面加工方式之一。
通过机械磨削,使石材表面变得平滑、光滑和有光泽。
抛光能够提升石材的质感和美观度。
2. 磨削(Grinding):
- 与抛光相似,但相对于抛光而言,磨削一般使用研磨机械,石材的表面会更粗糙一些,但同样能增加石材表面的平整度。
3. 火烧(Flaming):
- 通过高温火焰对石材表面进行处理,使其产生颗粒状纹理和独特的粗糙感,适用于户外铺装。
4. 喷砂(Sandblasting):
- 利用高速喷射砂子或其他磨料颗粒冲击石材表面,形成均匀的磨砂效果,增加石材表面的粗糙感和质感。
5. 剥皮(Honing):
- 比抛光稍微粗糙的表面处理方式,可以使石材表面更加柔滑,但不会产生明显的光泽。
6. 烧蚀(Bush Hammering):
- 使用类似锤头的工具对石材表面进行破碎冲击,形成一种粗糙的凹凸表面,常用于防滑处理。
7. 酸洗(Acid Etching):
- 使用酸性溶液对石材表面进行处理,使其产生微细的纹理,增加石材表面的质感和纹理感。
8. 抛酸(Leathering):
- 使用刷子和酸性溶液处理石材表面,形成类似皮革的纹理和触感。
9. 水刀切割(Water Jet Cutting):
- 利用高压水射流进行切割和雕刻,可实现精细的图案和线条。
每种加工方式都能赋予石材不同的外观和质感,因此在设计和选择石材时,加工方式的选择也将对最终效果产生重要影响。
15种石材面层的辨别

15种石材面层的辨别和使用01火烧面火烧面是指用乙炔、氧气为燃料产生的高温火焰对石材表面加工而成的粗面。
形成非常严厉的仿梨皮面的特殊工艺。
由于火烧面的效果可以烧掉石材表面的一些杂志和熔点低的成分,从而在表面上形成粗糙的饰面,手抹上去会有一定的刺手。
表面粗糙自然、不反光,加工快,价格相对便宜,它是景观地面铺装最受欢迎的石材面层。
02荔枝面表面粗糙,凹凸不平,是用凿子在表面上密密麻麻的凿出小洞,有一模仿水滴经年累月的滴在石头上的一种效果。
荔枝面是用形如荔枝皮的锤在石材表面敲击而成,从而在石材表面形成形如荔枝皮的粗糙表面,在地面的铺装上以及景墙饰面上用的也较多。
注:如何分辨火烧面与荔枝面1.火烧面表面粗糙自然,荔枝面表面犹如荔枝皮的表面有一粒一粒的小疙瘩,凹凸感比较明确;2.颜色上,一般同一个种类的石材火烧面比荔枝面稍微深一些,荔枝面相对火烧面来说会略微发黄。
03光面光面(抛光面)表面非常的平滑,高度磨光,有镜面效果,有高光泽。
花岗石、大理石和石灰石通长是抛光处理,并且需要不同的维护以保持其光泽。
一般的石材的光度可以做到80、90度,一些石材的光度甚至可以做到100度以上,一般而言,光度越高其价格越高,磨光面一般运用在平板幕墙及室内墙面,底板等,特别一些高档的建筑,其室内墙面和底板对光度的要求很高。
其特点是光度高,对光的反射强,能充分地展示石材本身丰富艳丽的色彩和天然的纹理。
注:在景观的应用上光面的铺装并不会大面积出现,因为在石材光面容易打滑且泛光,而室外的水景普遍采用光面,光面的反射性能很好的表现出水面的光感、并且在枯水的情况下还能保持一定的反射效果。
04亚光面亚光面是指表面平整,用树脂磨料等在表面进行较少的磨光处理。
其光度较磨光面低,一般在30~60度左右。
具有一定的光度,但对光的反射较弱,只有一层淡淡的反光效果并不会感觉到晃眼。
它是表面平整光滑,光度很低的板材。
其反光效果明显低于光面。
室外会在一些比较窄的铺装分隔条、装饰线条上应用。
石材抛光工艺流程
石材抛光工艺流程
《石材抛光工艺流程》
石材抛光是一种常见的加工工艺,主要用于石材表面的打磨和光洁处理,使其具有更加美观、光滑的外观。
下面将介绍一下石材抛光的工艺流程。
首先,准备好所需的工具和材料,包括砂轮、磨具、抛光机等。
在进行石材抛光之前,需要先对石材进行打磨和修整,确保表面没有明显的凹凸不平和瑕疵。
接下来,使用砂轮和磨具对石材表面进行粗磨处理,去除表面的瑕疵和不平整,使其表面更加平整。
然后,再使用细磨的砂轮和磨具对石材进行细磨处理,使石材表面更加光滑。
随后,使用抛光机对石材进行抛光处理,这一步需要根据不同石材的特性选择合适的抛光材料和抛光剂。
在抛光过程中,要注意控制抛光机的速度和压力,确保石材表面均匀受力,以达到更好的抛光效果。
最后,进行石材的清洁、除尘和上光处理,以保持石材表面的光洁度和光泽度。
在整个抛光工艺流程中,需要注意安全防护和环境保护,避免产生粉尘和噪音污染。
总之,石材抛光工艺流程需要经过粗磨、细磨和抛光等多个步骤,才能达到理想的抛光效果。
通过精心的操作和合理的材料
选择,可以使石材表面呈现出平整、光滑和有光泽的效果,提升石材的观赏价值和使用寿命。
花岗岩各种面层

天然石材常见的表面加工(Surface Finishing)方法抛光(Polished):表面非常的平滑,高度磨光,有镜面效果,有高光泽。
花岗岩、大理和石灰石通常是抛光处理,并且需要不同的维护以保持其光泽。
亚光(Honed):表面平滑,但是低度磨光,产生漫反射,无光泽,不产生镜面效果,无光污染。
粗磨(Rough-Rubbing):表面简单磨光,把毛板切割过程中形成的机切纹磨没即可,感觉是很粗糙的亚光加工。
机切(Machine-Cut):直接由圆盘锯砂锯或桥切机等设备切割成型,表面较粗糙,带有明显的机切纹路。
酸洗(Pickling):用强酸腐蚀石材表面,使其有小的腐蚀痕迹,外观比磨光面更为质朴。
大部分的石头都可以酸洗,但是最常见的是大理石和石灰石。
酸洗也是软化花岗岩光泽的一种方法。
荔枝(Bushhammered):表面粗糙,凹凸不平,是用凿子在表面上密密麻麻的凿出小洞,有一模仿水滴经年累月的滴在石头上的一种效果。
菠萝(Picked):表面比荔枝加工更加的凹凸不平,就像菠萝的表皮一般。
剁斧(Chiselled):也叫龙眼面,是用斧剁敲在石材表面上,形成非常密集的条状纹理,有些像龙眼表皮的效果。
火烧(Flamed):表面粗糙。
这种表面主要用于室内如地板或作商业大厦的饰面,劳动力成本较高。
高温加热之后快速冷却就形成了火烧面。
火烧面一般是花岗岩。
开裂(Nature Split):俗称自然面,其表面粗糙,不过不像火烧那样粗糙。
这种表面处理通常是用手工切割或在矿山錾以露出石头自然的开裂面。
翻滚(tumbled):表面光滑或稍微粗糙,边角光滑且呈破碎状。
有几种方法可以达到翻滚效果。
20毫米的砖可以在机器里翻滚,3厘米砖也可以翻滚处理,然后分裂成两块砖。
大理石和石灰石是翻滚处理的首选材料。
刷洗(Brushed):表面古旧。
处理过程是刷洗石头表面,模仿石头自然的磨损效果。
水冲(Water-jet):用高压水直接冲击石材表面,剥离质地较软的成分,形成独特的毛面装饰效果。
石材喷砂面工艺
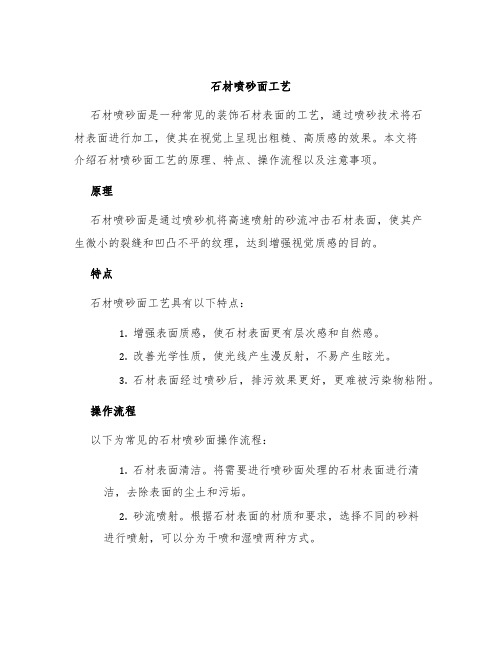
石材喷砂面工艺石材喷砂面是一种常见的装饰石材表面的工艺,通过喷砂技术将石材表面进行加工,使其在视觉上呈现出粗糙、高质感的效果。
本文将介绍石材喷砂面工艺的原理、特点、操作流程以及注意事项。
原理石材喷砂面是通过喷砂机将高速喷射的砂流冲击石材表面,使其产生微小的裂缝和凹凸不平的纹理,达到增强视觉质感的目的。
特点石材喷砂面工艺具有以下特点:1.增强表面质感,使石材表面更有层次感和自然感。
2.改善光学性质,使光线产生漫反射,不易产生眩光。
3.石材表面经过喷砂后,排污效果更好,更难被污染物粘附。
操作流程以下为常见的石材喷砂面操作流程:1.石材表面清洁。
将需要进行喷砂面处理的石材表面进行清洁,去除表面的尘土和污垢。
2.砂流喷射。
根据石材表面的材质和要求,选择不同的砂料进行喷射,可以分为干喷和湿喷两种方式。
3.喷砂面效果调整。
根据喷砂的程度和效果进行调整,可以使用不同的压力、喷嘴、砂料等进行调节。
4.喷砂完成。
经过调整和检查后,确认喷砂达到要求后,将石材表面清理干净,完成喷砂面加工。
注意事项1.确定好喷砂面处理前的石材材质和品种,以免使用不合适的砂料损坏石材表面。
2.操作喷砂机时,要注意安全防护,避免喷砂机对人员造成伤害。
3.喷砂面处理时,要尽量保持喷砂速度和压力的一致,避免喷砂面效果不均匀。
4.喷砂面加工后,要及时清洁石材表面,避免有砂料残留,影响视觉效果和石材的寿命。
结语石材喷砂面工艺是一种常见的加工技术,可以大大改善石材表面的视觉效果和使用寿命。
通过本文的介绍,相信读者对石材喷砂面工艺有了更深入的了解,同时也能够在石材加工过程中做出更合适的选择和决策。
各种石材表面加工工艺.doc

各种石材加工工艺在石材装修中,根据不同所需,或者业主的要求,通常有一下几种石材表面处理工艺:1、光面(抛光面,polished)磨光面是指表面平整,用树脂磨料等在表面进行抛光,使之具有镜面光泽的板材。
一般的石材光度可以做到80、90度,一些石种的光度甚至可以做到100度以上,但有些石种却没办法磨光,最多只能作到亚光。
一般而言,光度越高其价格越高。
磨光面一般运用在平板幕墙及室内墙面,地板等,特别一些高档的建筑,其室内墙面和地板对光度的要求很高。
其特片是光度高,对光的反射强,能充分地展示石材本身丰富艳丽的色彩和天然的纹理。
2、亚光面(honed)亚光面是指表面平整,用树脂磨料等在表面进行较少的磨光处理。
其光度较磨光面低,一般在30-50、60左右。
具有一定的光度,但对光的反射较弱。
表面平整光滑,光度很低的板材。
3、火烧面(flamed)火烧面是是指用用乙炔、氧气或丙烷,氧气,或石油液化气,氧气为燃料产生的高温火焰对石材表面加工而成的粗面饰面。
有少数的石材不能用火烧加工或说加工出来的效果不好。
由于火烧的效果可以烧掉石材表面的一些杂质和熔点低的成份,从而在表面上形成粗糙的饰面,手摸上去会有一定的刺感。
火烧面的加工对石材的厚度有一定的要求以防止加工过程中石材破裂,一般要求厚度最少要2CM,有一些石材厚度要求会更高。
另外有一些材质在火烧过程中会有一定的变色,比如锈石(G682),火烧后的锈石会显现出一定的淡红色,而不是原本的黄锈色。
火烧面的特点是表面粗糙自然,不反光,加工快,价格相对便宜,常运用于外墙干挂上。
石材火烧面4、荔枝面(bush-hammered)荔枝面是用形如荔枝皮的锤在石材表面敲击而成,从而在石材表面形成形如荔枝皮的粗糙表面,多见于雕刻品表面或广场石等的表面。
分为机荔面(机器)和手荔面(手工)两种,一般而言手荔面比机荔面更细密一些,但费工费时。
石材荔枝面5、龙眼面(chiseled)龙眼面用一字型锤在石材表面交错敲击成形如龙眼皮外表的粗糙表面,是岗岩雕刻品表面处理的最常见方式之一,和荔枝面一样,也分为机器和手工两种。
13种常见的天然石材表面加工办法
13种常见的天然石材表面加工办法石材除了能通过自然的纹理带给人与众不同的天然艺术视觉效果之外,还能通过各种各样的表面加工方式,创造出千变万化的视觉感受。
这样丰富的变化,也是石材的魅力之一。
通过做“表面文章”,石材不仅能够更充分的展示自己本身的魅力,还能有机会改善自身存在的视觉缺陷,提升在消费者心目中的价值。
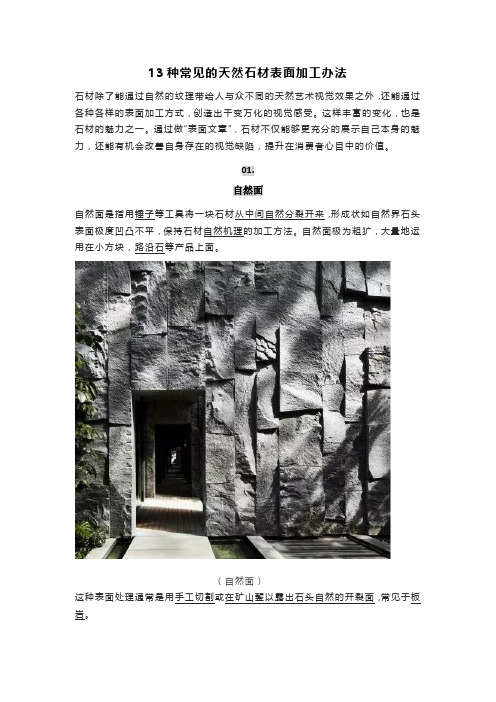
01.自然面自然面是指用锤子等工具将一块石材从中间自然分裂开来,形成状如自然界石头表面极度凹凸不平,保持石材自然机理的加工方法。
自然面极为粗犷,大量地运用在小方块,路沿石等产品上面。
(自然面)这种表面处理通常是用手工切割或在矿山錾以露出石头自然的开裂面,常见于板岩。
机切面机切面是石材加工时由切石机器自然切出而产生的石材表面效果,通常直接由圆盘锯砂锯或桥切机等设备切割成型,表面较粗糙,带有明显的机切纹路。
(机切面)这种加工方式机切面基本上不会产生亮度,表面色彩较淡,呈锯痕,比较不能体现出石材本色实际的色泽和花纹情况,主要用于一些要求具粗糙表面装饰的饰面。
抛光面抛光面通常也叫磨光面或镜面,是指表面平整,用树脂磨盘和抛光盘对石材表面进行抛光处理,使之具有镜面光泽的板材,经过这种工艺处理的石材表面非常的平滑,高度磨光,高光泽,有镜面效果。
一般的石材光度可以做到80、90度,其特点是光度高,对光的反射强,往往能充分地展示石材本身丰富艳丽的色彩和天然的纹理。
(抛光面)04.亚光面亚光面是指表面平整、用树脂磨料等在表面进行较少的磨光处理。
其光度较抛光面低,一般在30-60左右。
经过亚光处理的石材,往往具有一定的光度,但对光的反射较弱,是一种表面平整光滑、但光度较低的板材。
一般来说,该种板材广泛用于室外地坪、电梯口、走廊、盥洗室等处,主要起到防滑的功能。
此外,该类产品也常见于家具的装饰上。
(亚光面)05.火烧面火烧面是指用乙炔、氧气为燃料或用丙烷,氧气为燃料,又或用石油液化气和氧气为燃料产生的高温火焰对石材表面加工而成的粗面饰面。
石材面层处理形式

荔枝面石材不是火烧面的一种。
但都是表面糙化石材的处理方式。
表面糙化的方式还有:1、自然霹雳面2、蘑菇面3、烧毛面4、机刨面5、喷砂面. 表面纹理的区别是:荔枝面石材就是表面的点是凸出来的那种石材,(火烧面大多是凹进去的)天然石材常见的表面加工(Surface Finishing)方法抛光(Polished):表面非常的平滑,高度磨光,有镜面效果,有高光泽。
花岗岩、大理和石灰石通常是抛光处理,并且需要不同的维护以保持其光泽。
亚光(Honed):表面平滑,但是低度磨光,产生漫反射,无光泽,不产生镜面效果,无光污染。
粗磨(Rough-Rubbing):表面简单磨光,把毛板切割过程中形成的机切纹磨没即可,感觉是很粗糙的亚光加工。
机切(Machine-Cut):直接由圆盘锯砂锯或桥切机等设备切割成型,表面较粗糙,带有明显的机切纹路。
酸洗(Pickling):用强酸腐蚀石材表面,使其有小的腐蚀痕迹,外观比磨光面更为质朴。
大部分的石头都可以酸洗,但是最常见的是大理石和石灰石。
酸洗也是软化花岗岩光泽的一种方法。
荔枝(Bushhammered):表面粗糙,凹凸不平,是用凿子在表面上密密麻麻的凿出小洞,有一模仿水滴经年累月的滴在石头上的一种效果。
菠萝(Picked):表面比荔枝加工更加的凹凸不平,就像菠萝的表皮一般。
剁斧(Chiselled):也叫龙眼面,是用斧剁敲在石材表面上,形成非常密集的条状纹理,有些像龙眼表皮的效果。
火烧(Flamed):表面粗糙。
这种表面主要用于室内如地板或作商业大厦的饰面,劳动力成本较高。
高温加热之后快速冷却就形成了火烧面。
火烧面一般是花岗岩。
开裂(Nature Split):俗称自然面,其表面粗糙,不过不像火烧那样粗糙。
这种表面处理通常是用手工切割或在矿山錾以露出石头自然的开裂面。
翻滚(tumbled):表面光滑或稍微粗糙,边角光滑且呈破碎状。
有几种方法可以达到翻滚效果。
20毫米的砖可以在机器里翻滚,3厘米砖也可以翻滚处理,然后分裂成两块砖。
大理石的工艺

大理石的工艺大理石作为一种天然石材,经过人们的加工和雕刻,可以被用来制作各种装饰品、建筑材料和艺术品。
下面将介绍大理石的加工工艺。
大理石的加工工艺包括开采、切割、抛光和雕刻。
首先是开采,大理石一般采用露天开采和地下开采两种方式。
露天开采常用于大理石露头较大的地方,通过爆破和采石机械将石块掀起来,然后进行运输。
地下开采主要是在大理石矿床下方进行水平或倾斜的坑道开采,通过人工或机械方式把大理石矿块逐层剥离出来。
在切割环节,大理石需要经过切割机等设备进行切割,常见的切割方式有锯片切割、水切割和磨圆机切割等。
锯片切割是最常用的切割方法,用于切割板材、地板和墙砖等。
水切割适用于较薄的大理石材料,通过高压水流和细沙进行切割,能够让切割线更加平整、光滑。
磨圆机切割则适用于大理石柱体的切割,通过磨削方式将大理石柱体修整出所需要的形状。
切割完成后,大理石需要进行抛光工艺。
抛光是为了增加大理石的光泽度和平滑度,让其表面更加美观。
常用的抛光工艺有手工抛光和机械抛光两种方式。
手工抛光常用于小块石材的抛光,操作者会使用不同粗细的研磨纸和抛光膏对石材进行手工抛光。
机械抛光则是使用抛光机进行抛光,通过旋转的磨盘和研磨剂对大理石进行抛光,可同时处理多块石材,提高效率。
最后是大理石的雕刻工艺。
雕刻是大理石加工的精髓之一,可以通过雕刻将大理石打造成各种精美的艺术品和装饰品。
雕刻大理石可以使用手工雕刻和数控雕刻两种方式。
手工雕刻需要使用锤子和凿子等工具对石材进行精细雕刻,适用于一些小规模、复杂的雕刻项目。
数控雕刻则是利用数控雕刻机对大理石进行雕刻,通过预先设置的程序,可以实现各种复杂的雕刻效果。
除了以上的基本加工工艺外,大理石还可以进行其他特殊的工艺处理。
例如酸洗工艺,通过酸性溶液的浸泡和处理,可以在大理石上形成一种特殊的纹理效果,增加石材的艺术感。
另外还有喷砂、水刀切割和烧焦等特殊工艺,可以根据需要对大理石进行雕刻和装饰。
综上所述,大理石的工艺包括开采、切割、抛光和雕刻等环节。
石材加工主要工序施工方案和技术措施

石材加工主要工序施工方案和技术措施石材加工是指对天然石材进行切割、砂磨、抛光等工艺处理,使其达到所需的尺寸和表面质量的过程。
下面将介绍石材加工的主要工序施工方案和技术措施。
1. 切割工序切割工序是将天然石材按照设计要求进行切割,常用的方法有手工切割和机械切割。
手工切割适用于简单形状的石材,而机械切割适用于复杂形状和大块石材的切割。
技术措施:- 确保切割机具有稳定的切割速度和压力,以避免石材断裂或损坏。
- 在切割前,确定好石材的切割方向和位置,避免浪费和误差。
- 定期检查和维护切割工具,保证其切割效果和安全性。
2. 砂磨工序砂磨工序是对切割后的石材进行粗糙表面处理,以消除切割痕迹和粗糙度,使其表面平整光滑。
技术措施:- 选择合适的砂磨工具和磨料,根据石材的材质和硬度确定磨具的选择。
- 控制砂磨的时间和压力,以避免过度砂磨导致石材变形或表面破损。
- 在砂磨过程中,逐渐提高砂磨粒度,以获得所需的光滑度和表面质量。
3. 抛光工序抛光工序是将砂磨后的石材表面进行细磨和光亮处理,使其达到光滑、亮度和光泽度的要求。
技术措施:- 选择合适的抛光工具和磨料,根据石材的材质和要求确定抛光工具的选择。
- 控制抛光的速度和压力,以避免过度抛光导致表面破损或损坏。
- 在抛光过程中,逐渐提高抛光粒度,以获得所需的光亮度和光泽度。
以上是石材加工的主要工序施工方案和技术措施。
在实施过程中,应严格按照工艺要求进行操作,确保石材加工的质量和效果。
同时,注意安全操作,避免意外伤害发生。
石材加工工艺流程

石材加工工艺流程石材加工工艺流程是指将天然石材进行加工,制成各种建筑装饰材料或工艺品的过程。
该工艺流程包括石材的选材、开料、加工、品质检验等环节,下面将详细介绍。
首先是石材的选材环节。
在选材过程中,需要对天然石材进行分类,根据其质地、颜色、纹理等特点进行筛选。
选材时要注意石材的质量和瑕疵,选择具有优质纹理和色调的石材,以保证后续加工的质量。
接下来是开料环节。
在开料过程中,石材加工厂会根据客户的需求,将选好的石材进行切割和修整。
首先,工人会使用锯片切割大块石材,将其切割成合适的尺寸。
然后,使用机械设备将石材修整成规定的形状和尺寸。
这个环节需要工人具备一定的技术和经验,以确保石材切割和修整的准确和平整。
接着是加工环节。
在这个环节中,将对石材进行研磨、拼花、雕刻等加工工艺。
首先是研磨工艺,使用研磨机将石材表面进行打磨,以去除表面的瑕疵和污渍。
然后是拼花工艺,将石材根据设计要求进行拼接,形成图案或纹理。
最后是雕刻工艺,工人使用雕刻刀具对石材进行雕刻,制作成各种装饰品或工艺品。
这一环节需要加工师傅有扎实的技术和丰富的经验,以确保加工的效果和质量。
最后是品质检验环节。
在加工完成后,石材需要经过严格的品质检验。
检验过程主要包括外观检查、尺寸检测、强度测试等。
首先,对石材的外观进行检查,确保石材表面光滑、无裂纹和瑕疵。
然后,测量石材的尺寸,确保符合客户的需求。
最后,进行强度测试,以确保石材具备足够的强度和耐久性。
只有通过品质检验的石材,才能被放行出厂,投入市场销售。
石材加工工艺流程是一个繁琐而复杂的过程,需要各个环节的工人密切合作,才能保证加工出的产品质量和效果。
同时,也需要加工厂具备先进的设备和工艺,以提高加工的效率和质量。
随着技术的不断进步,石材加工工艺流程也在不断创新和改进,以适应市场的需求和发展。
此外,在石材加工工艺流程中,还有一些相关的环节需要特别关注。
首先是表面处理。
石材表面处理是为了增强其美观度和耐用性。
17种石材加工工艺
17种石材加工工艺石材是人类历史上被广泛使用的一种建筑材料。
从早期人类使用原始工具切割和打磨石头到现代科技的发展,石材加工技术不断进步和完善。
下面将为您介绍17种石材加工工艺:1. 镂空:通过精细的加工和雕刻,将石头变成一件漂亮的艺术品。
2. 水切:利用高压水流切割具有一定厚度的石头。
3. 氧化喷砂:用高压氧化铝砂喷射机将石材表面喷砂,使其呈现出粗糙不规则的表面。
4. 冲击鑿:利用专业机器进行冲击,将石材形成凹凸不平的表面效果。
5. 翻磨:通过物理打磨使石材表面平滑光泽,用于制作台面等。
6. 抛光:利用高速旋转的砂轮抛光机将石材表面抛光,产生出一种高光泽的效果。
7. 镂空雕刻:通过精细的刻刀刻画出精美的图案,使石材成为一件艺术品。
8. 喷涂:利用气体喷枪将颜料均匀喷涂于石材表面,产生出丰富的颜色效果。
9. 雕琢:通过专业的雕琢技术将石材面做到平整、光滑,使其达到精美的程度。
10. 焊接:用电焊机将石材进行熔接,使其结构更加牢固。
11. 压花:通过机械压花加工,使石材表面呈现出花纹或图案,产生出装饰效果。
12. 木纹石纹:利用高科技技术使石材呈现出类似于木纹或石纹的效果。
13. 壁画:在石材表面进行壁画创作,使其形成一件独特的艺术品。
14. 镶嵌:将两种或多种不同颜色或形状的石材嵌合在一起,形成丰富的铺装效果。
15. 热处理:将石材置于高温环境中进行处理,使其呈现出特殊颜色或纹理效果。
16. 拼花:通过将不同形状或颜色的石材进行拼合,形成出不规则或规则的拼花效果。
17. 雕塑:通过将石材进行艺术性的雕刻制作成丰富多彩的雕塑品。
以上17种石材加工技术,展示了石材艺术多样化、个性化特征,为人们带来了更精美的石材艺术品。
石材面加工

天然石材常见的表面加工(Surface Finishing)磨光面:抛光 Polished表面非常的平滑,高度磨光,有镜面效果,有高光泽。
花岗岩、大理和石灰石通常是抛光处理,并且需要不同的维护以保持其光泽。
一般的石材光度可以做到80、90度。
亚光面Honed:表面平滑,但是低度磨光,产生漫反射,无光泽,不产生镜面效果,无光污染。
其光度较磨光面低,一般在30 ̄50、60左右火烧面Flamed:表面粗糙。
这种表面主要用于室外如地板或作商业大厦的饰面,劳动力成本较高。
高温加热之后快速冷却就形成了火烧面。
火烧面一般是花岗岩。
火烧面对石头和厚度会有选择,不适合的会没效果,或是破裂。
另外有一些材质在火烧过程中会有一定的变色,比如锈石(G682),火烧后的锈石会显现出一定的淡红色,而不是原本的黄锈色。
酸洗面(Pickling):Acid用强酸腐蚀石材表面,使其有小的腐蚀痕迹,外观比磨光面更为质朴。
大部分的石头都可以酸洗,但是最常见的是大理石和石灰石。
酸洗也是软化花岗岩光泽的一种方法。
荔枝面Bush hammered/Litchi:荔枝面是用形如荔枝皮的锤在石材表面敲击而成,从而在石材表面形成形如荔枝皮的粗糙表面,多见于雕刻品表面或广场石等的表面。
分为机荔面(机器)和手荔面(手工)两种,一般而言手荔面比机荔面更细密一些,但费工费时。
菠萝面Rough Picked/Pineapple:表面比荔枝加工更加的凹凸不平,就像菠萝的表皮一般。
龙眼面/剁斧面Longan/Fine Picked/Chiseled/Axed:龙眼面用一字型锤在石材表面交错敲击成形如龙眼皮外表的粗糙表面,是岗岩雕刻品表面处理的最常见方式之一,和荔枝面一样,也分为机器和手工两种。
自然面/开裂Nature Split:俗称自然面,其表面粗糙,不过不像火烧那样粗糙。
这种表面处理通常是用工切割或在矿山錾以露出石头自然的开裂面。
钢刷/刷洗Brushed:表面古旧。
石材表面加工工艺术语石材糙面处理
石材表面加工工艺术语石材糙面处理石材表面加工工艺术语、石材糙面处理中国石材表面加工工艺术语、石材糙面处理现在存有很多了解石材表面处置的方法,企业公布供应信息也存有很多经过加工处置的石材产品展现,同时中国石材网上也存有很多了解石材工艺术语,但不全面。
现在建筑装饰都崇尚自然、抵和古、实际效能充分发挥,那麽石材的表面糙面处置正是适应环境这一理念。
1自然面:有机器切割没有加工的机切自然面、有保持自然风化自然机理的自然面、有比如周边切割便于安装的正方形,从中间劈开成为2块有自然面的长方形石材。
2光面:也叫做镜面,就是经过人工或机器研磨并使之光洁度超过50度或标准80度等建议。
3火烧面:用火焰枪烧灼石材表面使之跳皮剥落、成为不光滑的表面,起防滑、由于高温处理可以起到抗风化的作用。
4荔枝面:也叫做菠萝面,用合金豆制成工具,人工或机器敲打石材表面冲皮,有点状凹洼,在地面起至防水促进作用、在墙壁增进刚硬雄浑感觉、吸光放热、并无大面积散射、除了减少立体感。
5波浪面:大体同上荔枝面,不过凹洼浅、点状小,立体感猛烈。
6剁斧面:用合金片做成的工具,人工或机器有规律击打石材表面跳皮,成条状。
防滑作用。
7拉丝面:用切割机划出的规则长条槽。
防滑8机刨面:专门机刨机用合金片划的长条槽。
作出的效果成品的确极好但已基本出局、费工费时、成本高,浪费板材。
9喷砂面:用石材喷砂机做出的一种工艺效果。
可以根据石材硬度调节气流大小达到所需深浅、均匀程度。
10水洗面:也叫做水冲面,一种经高压水喷气石材表面、导致机理的处置方法。
11仿古面:顾名思义就是拿天然的大理石或花岗岩等做旧成古老的样子,根据板材质地硬度选择仿古水浸泡、也就是腐蚀性的液体,再就是经过打磨抛光等特殊处理,使之达到或接近自然风化面。
12蘑菇面:周边清牙、展露中间突起自然面,并使其具备多样的立体及沉稳厚实美感。
除了影雕面、盲道面、等等就不一一陈述。
石材晶面处理工艺方法

石材晶面处理工艺方法
石材晶面处理是一种常见的石材加工工艺,它能够使石材的表面光滑、亮丽,并增强其硬度、耐腐蚀性和耐磨损性。
以下是几种常见的石材晶面处理工艺方法:
1. 研磨:首先,使用砂轮等工具进行研磨,去除石材表面的粗糙部分和污垢,使其变得平整均匀。
2. 打磨:接下来,使用磨片进行打磨,以进一步提高石材表面的光滑度。
一般会采用不同粗细的磨片,从粗到细依次进行打磨,直至达到理想的效果。
3. 抛光:抛光是石材晶面处理的关键步骤。
通过使用不同颗粒大小的磨料,使石材表面达到光滑、亮丽的效果。
可以使用手持式抛光机或机械式抛光机进行抛光。
4. 硬化:在抛光后,可以进行石材表面硬化处理。
硬化剂是一种化学制剂,可以渗透到石材的微细孔隙中,填充空隙,并增加石材的硬度和耐磨性。
5. 密封:最后一步是对石材表面进行密封处理。
密封可以防止水和污垢渗入石材的微细孔隙中,保持石材的光亮和美观。
可以使用石材密封剂进行涂抹,然后擦拭干净。
需要注意的是,在进行石材晶面处理之前,应先清洁石材表面,确保没有灰尘、污垢和油脂等杂质。
此外,不同类型的石材可
能需要不同的工艺方法和材料,因此在进行石材晶面处理时应根据具体情况选择合适的工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
天然石材常见的表面加工(Surface Finishing)方法抛光(Polished):表面非常的平滑,高度磨光,有镜面效果,有高光泽。
花岗岩、大理和石灰石通常是抛光处理,并且需要不同的维护以保持其光泽。
亚光(Honed):表面平滑,但是低度磨光,产生漫反射,无光泽,不产生镜面效果,无光污染。
粗磨(Rough-Rubbing):表面简单磨光,把毛板切割过程中形成的机切纹磨没即可,感觉是很粗糙的亚光加工。
机切(Machine-Cut):直接由圆盘锯砂锯或桥切机等设备切割成型,表面较粗糙,带有明显的机切纹路。
酸洗(Pickling):用强酸腐蚀石材表面,使其有小的腐蚀痕迹,外观比磨光面更为质朴。
大部分的石头都可以酸洗,但是最常见的是大理石和石灰石。
酸洗也是软化花岗岩光泽的一种方法。
荔枝(Bushhammered):表面粗糙,凹凸不平,是用凿子在表面上密密麻麻的凿出小洞,有一模仿水滴经年累月的滴在石头上的一种效果。
菠萝(Picked):表面比荔枝加工更加的凹凸不平,就像菠萝的表皮一般。
剁斧(Chiselled):也叫龙眼面,是用斧剁敲在石材表面上,形成非常密集的条状纹理,有些像龙眼表皮的效果。
火烧(Flamed):表面粗糙。
这种表面主要用于室内如地板或作商业大厦的饰面,劳动力成本较高。
高温加热之后快速冷却就形成了火烧面。
火烧面一般是花岗岩。
开裂(Nature Split):俗称自然面,其表面粗糙,不过不像火烧那样粗糙。
这种表面处理通常是用手工切割或在矿山錾以露出石头自然的开裂面。
翻滚(tumbled):表面光滑或稍微粗糙,边角光滑且呈破碎状。
有几种方法可以达到翻滚效果。
20毫米的砖可以在机器里翻滚,3厘米砖也可以翻滚处理,然后分裂成两块砖。
大理石和石灰石是翻滚处理的首选材料。
刷洗(Brushed):表面古旧。
处理过程是刷洗石头表面,模仿石头自然的磨损效果。
水冲(Water-jet):用高压水直接冲击石材表面,剥离质地较软的成分,形成独特的毛面装饰效果。
仿古(Antique):模仿石材使用一定年限后的古旧效果的面加工,一般是用一般是用仿古研磨刷或是仿古水来处理,一般仿古研磨刷的效果和性价比高些,也更环保。
火烧仿古(Flamed+ Brushed):先火烧后再做仿古加工。
酸洗仿古(Pickling+ Brushed):先酸洗后在做仿古加工。
喷沙(Sandblasted):用普通河沙或是金刚沙来代替高压水来冲刷石材的表面,形成有平整的磨沙效果的装饰面。
拉沟(Grooved):在石材表面上开一定的深度和宽度的沟槽蘑菇面(Mushroom):一般是用人工劈凿,效果和自然劈相似,但是石材的天面却是呈中间突起四周凹陷的高原状的型状。
天然板岩石成品及加工工艺介绍国内天然板岩的生产和加工始于上个世纪八十年代末。
最早的时候基本上都是用于出口。
当时的产地主要是局限于北京和河北的安康、保定、忻州等地。
现在板岩的应用已经边及国内外市场,主要用作屋顶的瓦片、内外墙的覆层和地板砖,市场非常的广阔。
像先前的河北和北京现在依然是是国内瓦板生产和加工的主要基地,同时也在河南、山西、湖北、陕西和江苏等省涌现了新的板岩生产基地。
由于天然板岩自身的特性,其不能用作承重或结构材料,只能用作覆层材料。
所以天然板岩石制品的产品种类比较单一,主要就是平板(规格板)、蘑菇石、瓦板、乱形和文化石。
同样板岩的加工方式也很局限,主要是加工成自然面或是蘑菇面,从工艺上看主要就是切割、劈裂和敲打,少部分需要用到粗磨或是其他的加工,像是少数品种的板岩还可以进行亚光加工。
一般在板岩加工时,是先用石材切割锯将板岩切割成一定的规格尺寸,再经过人工劈修已经其他的加工而成的。
板岩平板(规格板)求将板面劈修平整,有时可能需要进行粗磨,主要是自然面,也有时要求加工成亚光面。
板岩平板主要用做地板和墙面。
板岩蘑菇石先将板岩毛板荒料切割、劈修成相应尺寸的板材,然后选择颜色较好的一面为正面,将其四边用錾子打去一部分,使其呈现出中间凸,四边薄的表面效果。
板岩蘑菇石主要应用于外墙和门柱,要求背面相对平整,这样才能方便安装。
板岩台阶板整,按客户要求,有时需要进行粗磨或是亚光加工,最后是磨边,通常以牛鼻边为主。
板岩乱形板所谓乱形,就是没有具体和统一形状的板岩平板产品。
板岩乱形有分为自然乱形和切边乱形两种。
其中:自然乱形,就是板岩天然破裂破碎的胡乱形状形,不再进行切边加工。
切边乱形,则是将天然板岩碎板原料按其原有的大致形状进行切变加工而成的无规则板岩平板。
客户可根据具体的设计需要和应用情况采用合适的加。
不过为方便粘贴,同一场所的乱形板其厚度尺寸差异不应该尽量小一些。
1.自然乱形2.切边乱形板岩马赛克板岩马赛克先将板岩加工产生的边角料按所需尺寸切割成小块,之后进行翻滚加工,然后按照所需的图案拼组马赛克,最后用将其粘在背网上。
板岩马赛克的组成小块一般较小,厚度也不大,在0.5—1cm 之间,同种产品的规格差异度很小。
板岩网贴石板岩网贴石其实可以看成是板岩马赛克的放大版,是为了方便板岩平板的安装而将规律排列的平板用背往粘起来,提高工作效率,降低安装成本。
板岩瓦板板岩瓦板就是板岩做成的瓦片,由于主要是用在屋顶,所以要求其厚度要薄、重量要轻。
因此板岩瓦板的选材非常的特殊,必须选择特别容易劈分的板岩来加工。
加工时先要把板岩按既定规格放大20——40mm进行切割,然后再人工劈分成5——10mm厚的薄板,最后还需按客户的要求经由人工或机械将边缘打毛边、圆边、或齐边。
板岩文化石文化石是这几年装饰行业的新宠,成为了丰富空间装饰的一道风景,非常的炽手可热。
其实这类石材本身并不附带什么文化含义,它吸引人的特点是色泽纹路能保持自然原始的风貌,加上色泽调配变化,能将石材质感的内涵与艺术性展现无遗。
符合人们崇尚自然,回归自然的文化理念,人们便统称这类石材为“文化石”。
文化石可以由板岩、砂岩、石英石、石灰石等石材加工而成,但是由于板岩古朴自然,颜色多变,质地独特等优点,板岩文化石成了最受欢迎,应用最广的文化石产品。
板岩文化石的种类非常的繁多,可以说是五花八门,数不胜数,不过综合起来按加工方式来区分,主要可以归为以下几种:1.毛边文化石:即加工板岩产品时收集的长条状边角料。
使用时将毛边向外切割面向内粘贴于墙面,别具风格。
2.开槽文化石:板岩经切割、劈分成预定规格、厚度后,用切割锯在表面开一道或两道槽,然后用錾子打掉一部分,使其表面更为凹凸。
3.粘贴文化石:将多块较小规格的石材粘贴在网格布上,使其形成板块较大、形状规矩的文化石。
网贴文化石便于安装,增加了单位面积内文化石的数量,别具风格。
天然石材地铺石的分类按材质分:主要有砂岩地铺石、板岩地铺石、花岗岩地铺石、石灰石地铺石.花岗岩地铺石:用花岗岩加工而成的地铺石,使用范围是最广的,几乎含盖所有的使用场所,需求量也是最大的,站到整个地铺需求的90%以上。
砂岩地铺石:用砂岩加工而成的地铺石,装饰效果好,颜色丰富,自然环保,主要用作公园,庭院,人行道,旅游区等场所的铺设,少部分也使用在广场上。
板岩地铺石:用板岩加工成的地铺石,同砂岩的装饰风格一样,古朴自然,但是花色选择较少,主要是黑色、棕色、锈色和绿色为主。
板岩地铺主要用在公园、广场、人行道、庭院、等场所。
石灰石地铺石:是用石灰石制作的地铺石,自然环保,应用范围也是比较广。
其中我国有一块青灰色石灰石-天青石(也叫青石Bluestone),颜色和环境非常的协调,硬度高,可加工性好,同时产量大,价格便宜,在国际上非常的畅销,每年的出口量非常的大,知名度很高。
按使用场所和用途分:主要分为:广场石、道路石、园林石、沟渠石、盲道石。
广场砖铺地石:把天然石材加工成小规格石材产品(100X100mm,100X200mm,或一些小规格的六边形、菱形扇形等等),专用于铺装广场、庭院、公园等室外平坦地面。
其材质、品种、色调、产地和石材工程板材基本相同,以花岗石材质为主,也有不少用石灰石、板岩或是砂岩来做,。
在石材广场砖业内,浅色调产品居多(称主色调产品),黑、红色调见少(称配色产品)。
所用配色产品一般使用较为高档和华贵的品种。
道路铺地石:主要是用作过道、道路交通通道的地面铺装;其中又有分车道石的和行道石,车道石会厚一些,一般在800-120mm厚,主流使用花岗岩地铺,颜色较单调主要是灰白、灰黑或黑色的,而行道石一般在30-50mm厚,石材的选择面就比较广,花岗岩、板岩、砂岩、石灰岩等都有,同时颜色的选择上也比较多。
园林铺地石:用来铺设公园、庭院等园林场所一些非广场的地铺石,多是一些加工面独特的石材,同时使用的材料也最多,花岗岩、板岩、砂岩、石灰石等等都是很常见的。
设计、颜色、整体风格等等都相对自然、随意,同时又大胆,新颖,不像广场石那样比较比较正式。
沟渠铺地石:是专门用来铺设覆盖下水沟、排水娶等沟渠的地铺石,大多是由花岗岩制作的,该类铺石有的会有下水孔或是排水沟等特殊设计。
盲道铺地石:也叫盲道石,是用来铺设专供盲人行走的道路,多为花岗岩,部分也有用石灰石,砂岩的比较少见。
按加工分:主要有分为:平面板铺地石、磨砂亚光铺地石、毛面铺地石、机刨条纹石平面板铺地石:产品经磨抛光或火烧工艺处理,广泛用于室外各种环境地面铺装,最常用的地方有:景观道路、社区花园路面、休闲娱乐场所、建筑广场、车站、码头、停车场等。
因间隙灰缝施工,具有较好的防滑性,并易保持清洁,这种天然材质使环境提升档次和品味。
磨砂亚光铺地石:广泛用于室内、室外环境地面铺装和墙面装饰。
产品最佳的适用范围是:水上运动项目场馆、卫浴环境、商业娱乐场所、要求特殊室内效果的星级酒店和家居等。
毛面铺地石:以手工打制为主,在产品表面打制出自然断面、剁斧条纹面、点状如荔枝表皮面或菠萝表皮面效果。
材质以花岗石为主。
主要产品有铺地石(用于铺装不同景观路段)、墙角石等毛面手工石材,厚度大方,回归自然,耐用性好,铺地石、台阶石为常用产品。
使用寿命长,是大型标志性、历史性、永久性建筑的常用选材。
机刨条纹石:在室外石材的应用中,为了防滑并增加立体效果,有剁斧石、机刨石、火烧石等作法,但这些传统的作法满足不了日益高档装饰建设的需要。
条纹石以其纹路清晰分明且圆滑的特点,为现代城市建设增添了亮丽的风采。