北京fanuc内部资料
FANUCI系列硬件结构

(3)FANUC—Oi MC系统实际连接
MDI键盘接口
伺服接口 RS-232接口 I/O Link接口
DC24V输入 串行主轴接口
模拟主轴接口
位置编码器接口
独立绝对编码器接线
FANUC OIC 硬件结构
4. 具有很高性价比的CNC
FANUC Series 0i Mate - MODEL B
系统标准配置为C6板
系统I/O板
(6)系统显示装置和MDI操作键盘的连接
系统操作软键 信号接口
系统MDI键盘 信号接口
系统显示装置 视频信号接口
系统显示装置 电源输入接口
FANUC—OTD系统总体连接图
1.1.2高性能、模块化数控系统FANUC—16/18/21/OiA系列
FANUC-18系统
0i Mate - MODEL B 是一款具有很高性价比 的CNC系统.该系统功能强大, 最多可控制三轴.
・售价低廉的功能包提供了很多高效的 CNC功能
・最大控制轴数
3 轴 (MB)
2 轴 (TB)
・最大控制主轴电机数
1个
・可连接的伺服电机 αCi , β/ βi伺服电机
・可连接的主轴电机 αi , αCi主轴电机
主要产品
用 于 车 床 系 列 的 FA N U C Series O -T D , 用 于 铣 床 、 加 工 中 心 系 列 的 FA N U C Series O -M D , 用 于 平 面 磨 床 系 列 的 FA N U C Series O -G SD , 用 于 内 、 外 磨 床 系 列 的 FA N U C Series O -G C D 。
ALM(红色):电源单元出现任何故障时,此指示灯亮。
北京发那科培训讲义_设计篇(2)PMC编程

3
4
机床操作面板接 口单元
Specify 1 to 8 in _.
10
北京发那科机电有限公司
6
7
11
北京发那科机电有限公司
I/O Llink 模块设 定例1
I/O Llink 模块设 定例2
12
北京发那科机电有限公司
R 继电器 地址号 R0 R1 R2 PMC-SA1 7 6 5 4 3 2 1 0
21
北京发那科机电有限公司
22
北京发那科机电有限公司
23
北京发那科机电有限公司
24
北京发那科机电有限公司
基本指令
25
北京发那科机电有限公司
26
北京发那科机电有限公司
27
北京发那科机电有限公司
28
北京发那科机电有限公司
29
北京发那科机电有限公司
上升沿产生单脉冲的时序 A A B C B
30
北京发那科机电有限公司
下降沿产生单脉冲的时序 A A B C B
31
北京发那科机电有限公司
单信号接通断开时序图
C C
D D
D
32
北京发那科机电有限公司
33
北京发那科机电有限公司
34
北京发那科机电有限公司
35
北京发那科机电有限公司
36
北京发那科机电有限公司
37
北京发那科机电有限公司
北京发那科机电有限公司
北京发那科培训讲义 ••设计篇(2) 北京发那科培训讲义 设计篇(2)
PMC编程 PMC编程
1
功能指令
2
北京发那科机电有限公司
*ESP,*DECx等
DI/DO
fanuc机器人控制柜结构及原理介绍

类型
根据机器人型号和需求,可选用不同的控制 器模块。
特点
具有高性能、高可靠性等特点,确保机器人 精确、稳定运行。
通信模块
功能
实现机器人与上位机、其他设备之间的通 信。
类型
包括串口通信模块、以太网通信模块等。
fanuc机器人控制柜结构及原 理介绍
汇报人:
202X-12-22
CONTENTS
• 引言 • fanuc机器人控制柜结构 • fanuc机器人控制原理 • fanuc机器人控制柜功能 • fanuc机器人控制柜应用案例 • 结论与展望
01
引言
目的和背景
介绍Fanuc机器人控制柜的结构和原理
本文旨在详细介绍Fanuc机器人控制柜的结构组成、工作原理以及各个部分的功 能。
种复杂运动。
逻辑控制
02
控制器根据程序要求对机器人的动作进行逻辑判断和控制,确
保机器人按照预定要求执行任务。
故障诊断与处理
03
控制器具备故障诊断和处理功能,能够及时发现并处理机器人
运行过程中的异常情况。
通信功能
通信接口
控制柜提供多种通信接口,如以太网、串口等,方便与上位机或 其他设备进行通信。
通信协议
自动化流程
详细描述生产线上各设备之间的联动、数据传输和加工流程,突出 机器人控制柜在其中的作用。
案例效果
总结生产线自动化带来的效益,如提高生产效率、降低成本、提升产 品质量等。
物流自动化案例
物流系统组成
介绍物流系统的主要组成部分,包括仓储、搬运、分拣等环节。
机器人控制柜应用
阐述机器人控制柜在物流系统中的应用,如路径规划、任务调度、 与上位机通信等。
北京FANUC培训讲义

机床 CNC 基础知识北京发那科机电有限公司 王玉琪20061此文是本人对 GM(中国厂)培训时的讲义。
目的是对初学者对 CNC 有基本的综合概念。
以便于更深入地学习诸如:加工编程, PMC 和系统维修等课程。
2机床 CNC 基础知识一. CNC 机床与 CNC 系统 CNC 的含义是计算机数值控制。
1. CNC 机床 ⑴.金属切削用 孔加工、攻丝、镗削、铣削、车削、切螺纹、切平面、轮廓加工、平面磨削、外圆磨 削、内圆磨削等。
⑵.线电极切割机。
⑶.冲床、步冲、冲压、金属成型、弯管等机床。
⑷.产业机器人。
⑸.注塑机。
⑹.检测、测量机。
⑺.木工机械。
⑻.特殊材料加工机械:如加工石材、玻璃、发射性矿料等。
⑼.特种加工机械 激光加工机、气体切割机、焊接机、制图机、印刷机等。
随着电子技术和计算机技术以及 IT 技术的发展,目前,这些机床与加工设备都可用数值计算 机用数值数据进行控制,称为 CNC 控制。
下图是一台金属加工机床------立式加工中心的一般结构。
32. CNC 系统 CNC 系统的含义是计算机数值控制系统。
下图是一台 CNC 系统的基本配置图。
FANUC LTDSeries 0i-C以太网 10 base T/100 base TX系统配置Internet 7.2 “ LCD/MDI(单色) 8.4 “ LCD /MDI(彩色) 系统在LCD后面 PC αi 伺服放大器FSSBαi 主轴电机FANUC I/O Link DI/DO 1024/1024αis 伺服电机操作面板I/O 模块I/O 单元βis 伺服电机 I/O Link βi 伺服放大器FS0 i - 6CNC 系统的基本配置 机床的 CNC 控制是集成多学科的综合控制技术。
上图是一台典型的 CNC 控制系统。
从图中可见,一台 CNC 系统包括:⑴.CNC 控制单元(数 值控制器部分) 。
⑵.伺服驱动单元和进给伺服电动机。
BEIJING-FANUC 0i-C BEIJING-FANUC 0i Mate-C 维修说明书

BEIJING-FANUC 0i-C BEIJING-FANUC 0i Mate-C维修说明书B-64115C/01BEIJING-FANUCBEIJING-FANUC 0i-C BEIJING-FANUC 0i Mate-C维修说明书B-64115C/01・本说明书中任何部分不得以任何形式复制。
・因改进,本系统的规格及设计有可能会变更,公司不另行通知。
・本说明书尽最大努力将各种内容叙述出来,但是由于篇幅有限,不能对所有不必做或不能做的事件进行说明。
因此,本说明书中没有特别指明为可能的事件即可视为不可能。
所有出口的本产品都经过当地政府的许可。
本手册中包括的有关属于某个注册商标程序名或设备名或其他部件名,在主体中这些名称没有加上或标记。
1为了更好地维护装有CNC装置的机床(下称机床),本说明书描述了有关CNC装置安全使用方面的注意事项。
CNC装置的维修作业中,涉及到各种危险,所以维修要由受过正规培训的专业人员进行。
根据使用的CNC装置不同,有些功能没有,所以不适应的注意事项可以跳过不读。
有关机床安全方面的注意事项,请参照机床厂家发行的说明书。
此外,维修、检查机床运转情况时,要在充分理解机床厂家和FANUC公司提供的说明书基础上进行。
目录1.警告、注意、注释………………………………………………………………… S-22.与维修有关的警告………………………………………………………… S-33.与更换有关的警告……………………………………………………… S-54.与参数有关的警告………………………………………………………… S-65.与日常维护有关的警告及注释……………………………………………… S-7警告、注意、注释的定义B-64115C/01 安全为了维修人员(此处指用户)的安全,为了防止机床受损,本说明书讲述了安全注意事项,并用「警告」和「注意」表示。
此外,补充说明用「注释」表示。
在使用机床之前要逐读警告、注意、注释中叙述的内容。
FANUC系统部分操作面板简介
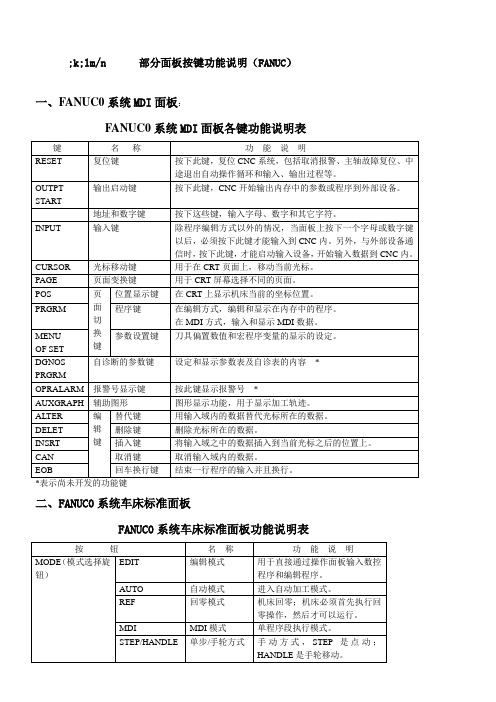
;k;lm/n 部分面板按键功能说明(FANUC)一、FANUC0系统MDI面板:
FANUC0系统MDI面板各键功能说明表
二、FANUC0系统车床标准面板
FANUC0系统车床标准面板功能说明表
START JOG FEEDRA TE OVERRIDE
置有效。
三、FANUC0系统宝鸡机床厂SK50型车床面板:
FANUC0系统宝鸡机床厂SK50型车床面板功能说明表
四、FANUC0系统云南机床厂车床面板:
FANUC0系统云南机床厂车床面板功能说明表
五、FANUC0-PM0系统MDI面板
FANUC0-PM0系统MDI面板各键功能说明表
六、FANUC-PM0系统车床标准面板:
FANUC-PM0系统车床标准面板功能说明表
七、FANUC0I系统MDI面板:
FANUC0I系统MDI面板各键功能说明表
八、FANUC0I系统JOHNFORD VMC-850型立式加工中心面板:FANUC0I系统JOHNFORD VMC-850型立式加工中心面板功能说明表
”或“。
发那科fanuc维修手册 内部资料
式中伺服电机 转输入脉冲数的设定是可 改变 (例)HC-KFE系列 令0000 pulse/rev的场合 如果设定值是0,可根据连接的伺服电机的 辨率自动的设定这个参数 初始值 令 设定范围 0 令~65535 AL.3以 过流 伺服放大器的输出电流超过了允许电流 < 要原因> <处理方法> ?伺服放大器输出侧②?三?上相存在短路 → 确接线 ?伺服放大器输出侧②?三?上相接地 → 确接线 ?由于外来噪声的干扰,过流检测电路出 错误 →实施抗干扰处理 ?伺服放大器晶体管(IPM)故障 →更换伺服放大器 AL.33 过压 直流母线电压的输入在400三 < 要原因> <处理方法> ?内置的再生 动电阻或再生 动选件的接线断路或接触 良 →更换电线 → 确接线
?伺服放大器和伺服电机之间的配合有误 →使用 确的配合
?参数No.0选择的伺服电机 当前使用的伺服放大器 匹配 → 确设定参数No.0
AL.以0 编码器异常以
编码器和伺服放大器之间通 异常
< 要原因> <处理方法>
?编码器接头CN以没有连接好 → 确接线
?编码器电缆故障(断路或短路) →修理或更换电缆
?伺服放大器内部故障 →更换伺服放大器
AL.以0 编码器异常以
编码器和伺服放大器之间通 异常
< 要原因> <处理方法>
?编码器接头CN以没有连接好 → 确接线
?编码器电缆故障(断路或短路) →修理或更换电缆
?编码器故障 →更换伺服电机
AL.令A 电机配合异常
伺服放大器和伺服电机之间配合有误
< 要原因> <处理方法>
新建文本文档.txt
菱伺服放大器内部故障处理方法
发那科fanuc维修手册-内部资料
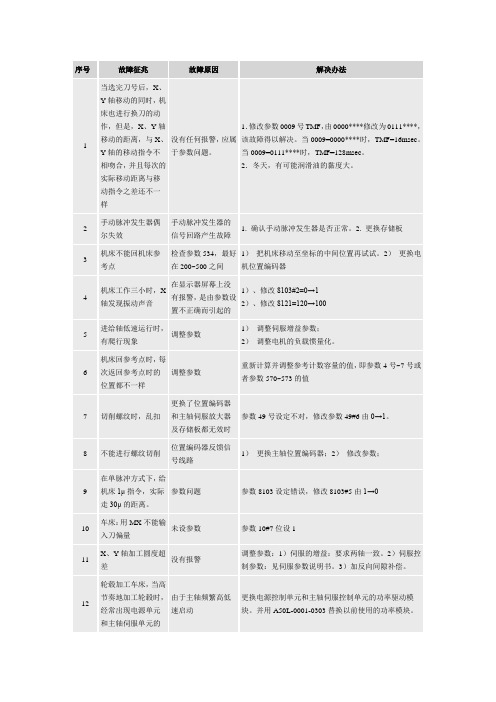
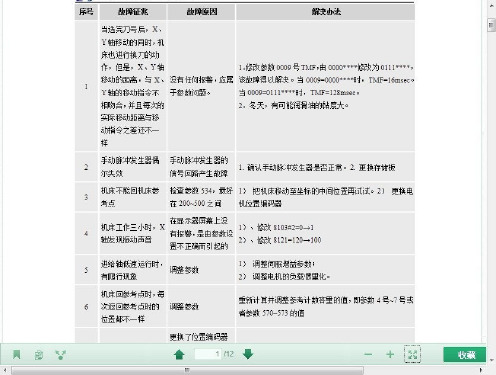
序号故障征兆故障原因解决办法1 当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2 手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3 机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4 机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→12)、修改8121=120→1005 进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6 机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7 切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8 不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9 在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010 车床:用MX不能输入刀偏量未设参数参数10#7位设111 X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
2)伺服控制参数:见伺服参数说明书。
3)加反向间隙补偿。
12 轮毂加工车床,当高节奏地加工轮毂时,经常出现电源单元和主轴伺服单元的由于主轴频繁高低速启动更换电源控制单元和主轴伺服控制单元的功率驱动模块。
北京发那科培训讲义·设计篇(1)系统连接
52
北京发那科机电有限公司
53
北京发那科机电有限公司
54
北京发那科机电有限公司
55
北京发那科机电有限公司
56
北京发那科机电有限公司
57
北京发那科机电有限公司
58
北京发那科机电有限公司
59
北京发那科机电有限公司
60
北京发那科机电有限公司
61
北京发那科机电有限公司
62
北京发那科机电有限公司
F Y
接收
驱动
负载
电源
保持型继电器 •Counter (C) •Timer (T) •Keep relay (K) •Data table (D) •Variable table (D)
中间继电器 (R)
71
北京发那科机电有限公司
72
北京发那科机电有限公司
73
北京发那科机电有限公司
74
北京发那科机电有限公司
6. 6.
机床接口的设计 机床接口的设计
•• •• •• •• •• •• 接口的种类 接口的种类 I/O LINK 功能 I/O LINK 功能 分线盘I/O 模块 分线盘I/O 模块 与标准操作面板的连接 与标准操作面板的连接 与操作面板I/O模块的连接 与操作面板I/O模块的连接 与内置I/O卡的连接 与内置I/O卡的连接
5. 输入输出信号的地址 5. 输入输出信号的地址
8. 8. 9. 9.
切换运转方式 切换运转方式 连接伺服放大器 连接伺服放大器
•• •• •• 设定数字伺服的初始参数 设定数字伺服的初始参数 连接伺服放大器、 连接伺服放大器、 FSSB设定画面的使用方法 FSSB设定画面的使用方法
FANUC学习资料个人收集制作

TP开关 DEADMAN 开关 急停按钮
此开关控制TP有效/无效,当TP无效时,示教、编程、手动 运行不能被使用。 当TP有效时,只有DEADMAN 开关被按下,机器人才能运 动,一旦松开,机器人立即停止运动。 此按钮被按下,机器人立即停止运动。
LED指示灯 FAULT HOLD STEP BUSY 显示一个报警出现。 显示暂停键被按下。
2)Prog Adjust
Current schedule:1 status:EDIT 1.programme name: 2.starting line number: 3.ending line number: 4.offset realtive to: tool 5.X adjustment: 6.Y adjustment: 7.Z adjustment: 8.X rotation: 9.Y rotation: 10.Z rotation: 11.liner/circular speed: 12.joint speed: 13.motion group:
2.按F1 COPY显示为复制文件起程序名的画面
. JOINT 10% 1 Words 2 Upper Case 3 Lower Case 4 Options ---Insert--. ---Copy Teach Pendant Program--From : [SAMPLE2 ] To : [ ] Press ENTER for next item PRG MAIN SUB TEST
2.选中目标程序后,按ENTER键确认。
SAMPLE1
JOINT 10% 1/7
1 R[1]=0 2 LBL[1] 3 L P[1] 1000mm/sec CNT30 4 L P[2] 500cm/min FINE 5 R[1]=R[1]+1 6 IF R[1]<>10 JMP LBL[1] [END] . . . [INST] [EDCMD] >
发那科fanuc维修手册-内部资料
序号故障征兆故障原因解决办法1 当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2 手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3 机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4 机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→12)、修改8121=120→1005 进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6 机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7 切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8 不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9 在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010 车床:用MX不能输入刀偏量未设参数参数10#7位设111 X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
2)伺服控制参数:见伺服参数说明书。
3)加反向间隙补偿。
12 轮毂加工车床,当高节奏地加工轮毂时,经常出现电源单元和主轴伺服单元的由于主轴频繁高低速启动更换电源控制单元和主轴伺服控制单元的功率驱动模块。
FANUC(发那科)机器人PMC内部梯形图

FANUC机器人PMC内部梯形图PMC程序构成的要素基本命令功能命令PMC地址PMC程序与机器人程序之间的接口R、K领域与SDO的对应D领域与GO的对应PMC程序的系统控制F1000~F1255的功能G1000~G1255的功能PMC地址对应一览X0~X127←→SDI[1]~SDI[1024](通用数字输入信号)X1000~X1004←→UI[1]~UI[40](UOP输入信号)X1005~X1009←→WDI[1]~WDI[40](焊机输入信号)X1010~X1014←→WSTI[1]~WSTI[40](熔敷检测输入信号)X1015~X1019←→LDI[1]~LDI[40](激光焊机输入信号)X1020~X1024←→RDI[1]~RDI[40](机器人输入信号)X1025~X1026←→SI[1]~SI[16](操作盘输入信号)Y0~Y127←→SDO[1]~SDO[1024](通用数字输出信号)Y1000~Y1004←→UO[1]~UO[40](UOP输出信号)Y1005~Y1009←→WDO[1]~WDO[40](焊机输出信号)Y1010~Y1014←→WSTO[1]~WSTO[40](熔敷检测输出信号)Y1015~Y1019←→LDO[1]~LDO[40](激光焊机输出信号)Y1020~Y1024←→RDO[1]~RDO[40](机器人输出信号)Y1025~Y1026←→SO[1]~SO[16](操作盘输出信号)F0~F127←→GI[1]~GI[64](组输入信号)F128~F255←→AI[1]~AI[64](模拟信号输入)F1000~F1255←→(系统接口输入)G0~G127←→GO[1]~GO[64](组输出信号)G128~G255←→AO[1]~AO[64](模拟信号输出)G1000~G1255←→(作为与机器人控制装置的系统软件的接口使用)R0~R1499←→(通用内部继电器)R9000~R9117←→(PMC系统管理领域)K0~K19←→(保持型内部继电器)D0~D2999←→(数据表)T0~T79←→(存放功能命令TMR(SUB3)的定时器值的领域)C0~C79←→(存放功能命令CTR(SUB5)的预置值、累计值的领域)PMC程序内置PMC功能是使梯形语言记录的PMC程序,在机器人控制装置内部高速运行的功能。
FANUC数控资料全集(最新)

书名页数西门子数控资料 SINUMERIK808D ADVANCED 诊断手册 报警 说明书428西门子数控资料 SINUMERIK808D 功能手册/操作说明314西门子数控资料 SINUMERIK808D 参数手册/操作说明 正版532西门子数控资料 SINUMERIK 840DSL/828D 扩展功能(功能手册)1024西门子数控系统说明书 SINUMERIK 840DSL 报警诊断手册1209西门子数控SINUMERIK 840DSL 系统调试 NC/PLC 驱动开机调试手册428西门子数控 SINUMERIK 840DSL 基本软件和操作软件开机调试手册1240西门子数控资料 SINUMERIK 840DSL S120 机床数据和参数手册1580西门子数控 SINUMERIK 840DSL/828D 基本功能(功能手册)1892西门子数控资料 SINUMERIK 840D/840Di/810D 测量循环用户手册554西门子数控正版资料 SINUMERIK 840D/840Di/810D 循环编程说明416西门子数控 SINUMERIK 840D/840Di/810D 基础部分编程说明书手册501西门子数控 SINUMERIK 840D/810D/FM-NC 操作指南/用户手册336西门子SINUMERIK 840D/810D HMI高级操作手册说明书版本03.3004516西门子SINUMERIK 840D/810D HMI Embedded操作说明书/版本03/2004368西门子 SINUMERIK 840D/840Di/810D 调整表参数手册/制造商说明书503西门子 SINUMERIK 840D/840Di/810D 工作准备部分编程手册说明书612西门子数控 SINUMERIK 840D/840Di/810D 诊断手册 版本11/2006822西门子SINUMERIK 840D/810D ShopMill操作/编程版本10.2004说明书472西门子/SINUMERIK 840D/810D ShopTurn操作/编程06/2003版 书本440西门子正版数控资料 SINUMERIK 840D sl/828D 通用型 操作手册338西门子数控 SINUMERIK 840D sl/828D 测量循环编程手册344西门子数控资料 SINUMERIK 840D sl/828D 车削操作手册872西门子数控装置资料SINUMERIK 840D sl/828D基础部分编程手册654西门子资料 SINUMERIK 840D sl/828D 工作准备部分编程手册974西门子数控资料 SINUMERIK 840D sl/828D 铣削操作手册774西门子数控SINUMERIK 828D/SINAMICS S122机床数据参数手册459西门子数控SINUMERIK 828D SINAMICS S12 报警诊断手册959西门子 数控 SINUMERIK 840D sl/828D 磨削操作手册 书本454西门子数控 SINUMERIK 828D 车削和铣削开机调试手册444西门子数控资料 SINUMERIK 802D 操作编程车床 说明书332西门子数控资料 SINUMERIK 802D 操作编程版本铣削 说明书364西门子数控资料 SINUMERIK 802D 功能说明/用户手册/编程手册416西门子数控资料SINAMICS S120开机调试手册6SL3097-4AF00-0RP3350西门子数控SINAMICS S120 驱动功能功能手册 6SL3097-4AB00-0RP31030西门子数控资料 SINAMICS S120 combi设备手册330西门子数控机床资料 SINAMICS S120/S150 参数手册 功能图2626西门子数控资料 SINAMICS S120 安全集成功能手册518——点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看————点击立刻查看——。
FANUC维修与调整培训(内部培训-严禁外传)

伺服种类 DC伺服电机
AC伺服电机
AC伺服电机 (数字控制)
在中国大陆的应用 量少 量极少 量少 量极少
量少 量少 量多
量很多 版权所有 禁止非授权使用
第一单元:系统规格
时间段 1996年
元件 LSI(3维安装)
1998年
当前系统的主要类型:
NC种类 FS-16i系列 FS-18i系列 FS-21i系列 FS-0i系列 FS-15i系列 Power Mete i系 列
版权所有 禁止非授权使用
第一单元:系统规格
FANUC CNC 种类:
时间段
元件
NC种类
1976年
1979年
1984年
1985年 1987年 1990年 1991年 1992年 1993年
IC 和LSI
LSI(表面安装) LSI(3维安装)
FS-5系列 FS-7系列 Mete系列 FS-2系列 FS-3系列 FS-6系列 FS-9系列 FS-10系列 FS-11系列 FS-12系列 FS-0系列 FS-15系列 FS-16系列 FS-18系列 FS-20系列 FS-21系列 FS-0系列
SYSTEM MESAGE GRAPH
系统画面 信息显示 图形显示
版权所有 禁止非授权使用
MDI键盘:
பைடு நூலகம்
第二单元 显示与操作
复位键
地址/数值键
帮助键
SHIFT键
编 辑 键
取消键
输入键
翻页键
光标键
功能键
版权所有 禁止非授权使用
第二单元 显示与操作
功能键和软键:
功能键:功能键用来选择所显示画面的种类。
循环停止,自动操作停止。
[数控笔记] - 2017-11-05 FANUC小黄机 刀库内部结构你见过吗?
![[数控笔记] - 2017-11-05 FANUC小黄机 刀库内部结构你见过吗?](https://img.taocdn.com/s3/m/0626f162172ded630a1cb66e.png)
FANUC小黄机刀库内部结构你见过吗?flyaway 数控笔记2017-11-05原文FANUC小黄机刀库故障率特低,刀库结构设计的相当牛B;一般的数控加工中心刀库肯定离不了电机,减速机构,原点感应,计数感应,伺服或变频控制等等……相当的复杂。
如果你没见过FANUC小黄机刀库内部结构,下面的图片让你饱一下眼福?话不多说,老司机赶紧看片FANUC刀库结构图片拆刀库的时候,记得下面用刀盘盖接着点,小心里面的钢珠掉了找不到下面的图片是安装的流程,拆卸的时候照片忘记拍了这是拆下来的配件,别整丢了,丢了你就笑了拆下来的轴承型号没拍清,不过型号我记住了型号:6010LU刀盘后盖长这样钢珠:16颗(T21的刀库,你猜猜钢珠为啥16颗)“螃蟹”翻盖了,长这个样子内部结构,没见过的,一定要戴上你200瓦的眼睛,好像说错了,200度的眼睛看下我们的大师安装的时候,一定要扣点黄油,粘住钢珠掉下不来不对,这不是黄油,这是蓝油翠花,上菜………不对,上盖,上后盖下一步把16颗钢珠按进去有没有发现一圈钢珠为啥不是个圆的,为啥是个椭圆的里面有个盘,盘里有个槽,槽里能装球较量臂力的时候到了,大力士这个时候不能愣着,两人配合好;男男搭配,干活不累瞄准轴承内孔,不费劲后面的兄弟,准备好这个领导现场指导给力……锁紧,但是不要过紧,你懂得给领导来个特写一定一定要确认一下主轴定位,齿盘啮合位置,可以先将Z轴移动到齿轮盘啮合处,然后用活动扳手转动主轴定位键,看一下转动时有无异常无异常后,低速自动换刀。
我不拍照,你咋看片。
闲来没事,随手写写,以上若有专业术语不对的,听不懂的,证明你不是本地人,洗洗睡吧……此文由荣阳实业(南阳)有限公司CNC设备维修团队奉献!文章精选:FANUC指定暖机程式自动屏蔽气压FANUC机床常用图纸大全Brother空运行模式暖机安全隐患改善Brother机床自定义报警的步骤Brother防止误操作粘刀改善Brother机床 PLC添加注释方法Brother机床显示屏亮度调节精选留言暂无... 阅读全文。
FANUC系统绒维修培训资历料

FANUC系统绒维修培训资历料BEIJING-FANUC技术部2004.9/01EDBFM-HU01/01C第一节FANUC CNC系统共性故障的分析1、数据输入输出接口(RS232)不能正常工作。
关于FANUC系统,当数据输入输出接口不能正常,且报警时,有两个系列的报警号。
①3/6/0/16/18/20/power-mate,当发生报警时,显示85~87报警。
②10/11/12/15,当发生报警时,显示820~823报警当数据输出接口不能正常工作时,一样有以下几个缘故:如果做输入出数据操作时,系统没有反应。
①请检查系统工作方式对不对,请把系统工作方式置于EDIT方式且打开程序爱护键,或者在输入参数时,也能够置于急停状态。
②请按FANUC出厂时数据单,重新输入功能选择参数。
③检查系统是否处于RESET状态。
2)如果做输入输出数据操作时,系统发生了报警。
①请检查系统参数下面是各系统的有关输入/输出接口的参数表电缆接线下图是FANUC 系统到机床面板的连接中继终端机床面板的连接中继终端接口和电脑连接线:1.25芯(机床)25芯(I/0设备)2.25芯(终端)9芯(I/0)电脑3)外部输入输出设备的设定错误或硬件故障外部输入输出设备有FANUC纸带穿孔机,手持磁盘盒,, FANUC P-G,运算机等设备。
在进行传输时,要确认:a、电源是否打开b、波特率与停止位是否与FANUC系统的数据输入输出参数设定匹配。
C、硬件有何故障。
d、传输的数据据格式是否为ISO/EIA。
e、数据位设定是否正确,一样为7位。
4)CNC系统与通讯有关的印刷板下表是各系统与通讯接口有关的印刷板6)当FANUC系统与运算机进行通讯时,要注意:a.运算机的外壳与CNC系统同时接地。
b.不要在通电的情形下拔连接电缆。
c.不要在有雷雨时进行通讯作业。
d.通信电缆不能太长。
5)如果发生85,86,87号报警,请按以下步骤查找:2、电源单元不能打开FANUC系统的电源上有两个指示灯,一个是电源指示灯,是绿色的;一个是电源报警灯,是红色的,那个地点讲的电源单元,包括电源输入单元和电源操纵部分。