废碱液酸碱混合工艺及设备改进
催化氧化法处理废碱液工艺运行总结
催化氧化法处理废碱液工艺运行总结摘要:催化氧化法的合理应用,可以有效解决废碱液处理难题。
废碱液是许多工业生产过程中产生的废水,其高浓度、复杂成分以及对环境的潜在危害,给废液处理带来了巨大的挑战。
催化氧化法通过引入催化剂和氧气,在适当的温度和压力条件下,能够将废碱液中的有机物质和重金属离子进行高效氧化反应,使其转化为无毒、无害的化合物。
关键词:催化氧化法;处理废碱液工艺;运行引言催化氧化法是种高效、低能耗的废液处理技术,可以将废碱液中的有机物质和重金属离子转化为无害的化合物,大大减少了环境污染和资源浪费。
催化氧化法的工艺运行不仅解决了废碱液处理难题,还在环境保护和资源利用方面发挥着重要作用,不断完善工艺流程和提高处理效率,实现环境友好型的废液处理,并推动经济的可持续发展。
1催化氧化法处理废碱液的重要性废碱液通常含有高浓度的有机污染物和重金属离子等有害物质。
催化氧化法可以有效地将废碱液中的有机污染物氧化成无害的物质,如二氧化碳和水,从而减少对环境的污染。
催化氧化法具有高效处理能力。
通过增加催化剂的活性,可以加速有机污染物的氧化反应速率,提高处理效率。
这使得催化氧化法成为处理高浓度、复杂有机废物的一种有效选择。
催化氧化法还具有较高的适应性和稳定性。
不同于其他废物处理方法,催化氧化法可以适应多种废碱液的特性,包括不同浓度、酸碱性等。
在催化氧化过程中产生的活性氧物种可以抑制微生物生长,保证处理过程的稳定性。
2催化氧化法处理废碱液工艺流程及设备2.1催化氧化法处理废碱液的基本工艺流程废碱液首先经过沉淀、过滤等处理,去除悬浮物和颜色杂质。
将经过预处理的废碱液加入催化剂反应器中,催化剂通常是由过渡金属酸盐组成的复合物。
在适当的温度和压力下,通过催化剂的作用,废碱液中的有机物被氧化为无机产物,并释放出大量的热量。
催化氧化反应后,废碱液中的无机产物通过分离和净化步骤进行处理。
这可以包括蒸发、结晶、离子交换或其他适当的工艺,以使废碱液中的无机盐得以分离或转化为可回收的物质。
LTBR碱渣废水处理工艺的改进与完善
LTBR碱渣废水处理工艺的改进与完善摘要:在运用LTBR工艺处理石化行业碱渣废水的过程中,由于碱渣废水的特性和LTBR 工艺的特点,生物反应器运行温度常常达到40℃ 以上,严重影响了碱渣废水处理装置的平稳运行。
为了解决这一瓶颈问题,对LTBR工艺进行了改进,成功地消除了反应器大幅温升带来的影响,使处理装置的运行更加平稳、高效,并为LTBR工艺在其他高浓度废水处理领域的推广创造了必要条件。
关键词:LTBR工艺;碱渣废水;生物处理炼油过程中常采用碱洗的方法对燃料油进行精制。
由于碱液可与油品中含S、N、O等的化合物发生反应,从而有效脱除影响油品稳定性的物质及部分含硫化合物,如环烷酸、酚类、硫化氢、硫醇等,因此碱洗精制过程成为改良油品性状、提高油品质量的重要环节,也由此产生了大量碱渣废水。
碱渣废水中含有大量的污染物,其COD。
通常可达到几千mg/L甚至几十万mg/L,而且碱渣废水中还含有较高的盐分,很难用活性污泥法对其进行生化处理。
针对高盐、高浓度、难降解的碱渣废水的处理始终是石化行业的高难课题。
莱特化工公司多年来与韩国SK集团生物实验研究所合作,将SK高效生物处理技术应用于高浓度碱渣废水的处理中。
并在工程实践中不断完善,逐步形成了独有的新技术工艺,并命名为莱特生物器(LTBR)工艺,这种利用高效微生物处理高浓度碱渣废水的技术已经在石化碱渣废水处理领域取得了巨大成功。
1LTBR工艺简介LTBR工艺的高效生物处理技术与普通的生化处理技术不同。
它所利用的不是普通的活性污泥。
而是在对废水中的污染物成分进行全面分析和模拟废水环境条件的基础上.筛选适合降解特定污染物的特效微生物菌群,并根据微生物的共性和特性配制适合其生长繁殖的专用营养液——LTM,确保特效微生物菌群在废水生物处理过程中的优势地位,实现对废水中目标污染物的充分生物降解。
从而提高了废水中污染物的可生物降解水平。
LTBR工艺可以处理普通生化法不能处理的高生物毒性、高浓度的废水,且对废水中污染物浓度、毒物浓度、含盐量等的变化有很强的适应能力。
炼化行业废碱液处理方案优化分析

1引言石油炼制及化工行业是国民经济的支柱行业,直接关系到整个国民经济的发展,该产业在对我国经济发展和社会进步作出了巨大贡献的同时也对周围环境带来较大的污染,其中生产过程中产生的废碱液是一种典型的高浓度、难生物降解的有机工艺废水,COD高达数十万毫克每升,同时含有高浓度的石油类、挥发酚、硫化物和数十至数百克每升的无机盐和总碱度;另外,随着我国炼油规模的不断增大,产生的废碱液量也不断增加,如处理不当会对周围环境产生严重的二次污染。
依据循环经济的要求,石油化工行业产生的废碱液处理方案应该按照“减量化、再利用、再循环”的“3R”原则进行优化。
2废碱液的产生来源及主要成分炼化企业产生的废碱液主要包括汽油碱渣、柴油碱渣、液态烃碱渣和乙烯废碱液,其中汽油碱渣、柴油碱渣、液化气碱渣主要产生于炼油厂,分别来源于汽油脱硫醇装置,柴油电精制装置和液态烃脱硫醇装置;乙烯废碱液主要产生于乙烯蒸汽裂解装置。
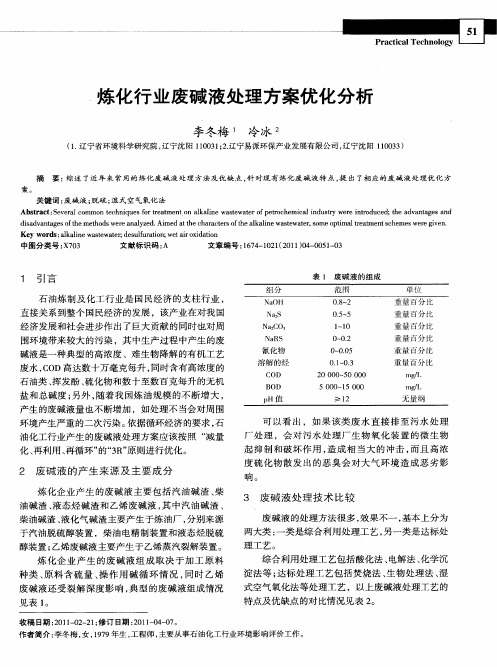
炼化企业产生的废碱液组成取决于加工原料种类、原料含硫量、操作用碱循环情况,同时乙烯废碱液还受裂解深度影响,典型的废碱液组成情况见表1。
可以看出,如果该类废水直接排至污水处理厂处理,会对污水处理厂生物氧化装置的微生物起抑制和破坏作用,造成相当大的冲击,而且高浓度硫化物散发出的恶臭会对大气环境造成恶劣影响。
3废碱液处理技术比较废碱液的处理方法很多,效果不一,基本上分为两大类:一类是综合利用处理工艺,另一类是达标处理工艺。
综合利用处理工艺包括酸化法、电解法、化学沉淀法等;达标处理工艺包括焚烧法、生物处理法、湿式空气氧化法等处理工艺,以上废碱液处理工艺的特点及优缺点的对比情况见表2。
炼化行业废碱液处理方案优化分析李冬梅1冷冰2(1.辽宁省环境科学研究院,辽宁沈阳110031;2.辽宁易派环保产业发展有限公司,辽宁沈阳110033)摘要:综述了近年来常用的炼化废碱液处理方法及优缺点,针对现有炼化废碱液特点,提出了相应的废碱液处理优化方案。
炼化行业废碱液处理方案优化分析
中 图分 类 号 : 7 3 X 0
文献标识码 : A
文章 编 号 :6 4 1 2 ( 0 1 0 — 0 10 17 — 0 12 1 )4 0 5 — 3
1 引 言
石 油 炼 制 及 化 工行 业是 国 民经 济 的支 柱 行 业 , 直 接关 系 到整 个 国 民经 济 的发展 ,该产 业 在对 我 国 经 济发 展 和社 会进 步 作 出 了巨 大贡 献 的 同时也 对周 围环境 带来 较 大 的污 染 ,其 中生产 过程 中产生 的废 碱液 是 一种 典 型 的高 浓度 、难 生 物 降解 的有 机 工艺 废水 , O C D高 达数 十万 毫 克每 升 , 同时含 有 高浓 度 的
关键词 : 碱液 ; 废 脱硫 ; 式 空 气氧 化 法 湿
Ab t a t S v r l o sr c : e e a mmo e h i u sf r r ame t n ak l ewa tw tro e r c e c l n u t e e i t d c d te a v n a e n c n t c n q e o e t n l ai se a e fp to h mia d sr w r r u e ; h d a tg sa d t o n i y n o ds d a t g s f h t o s r n l z d Ai d a ec a a t r f h l a i e se a e , o p i l r ame t c e s r i e . ia v n a e emeh d ea a y e . me t h h r ce s ea k l t w t r s me t ot we t ot n wa o ma e t n h me eg v n t s we Ke r s a k l e se a e , e uf r t n w t i o i ai n y wo d : l a i t w t r d s l a i ; e r xd t n wa u o a o
酸碱废液处置方案
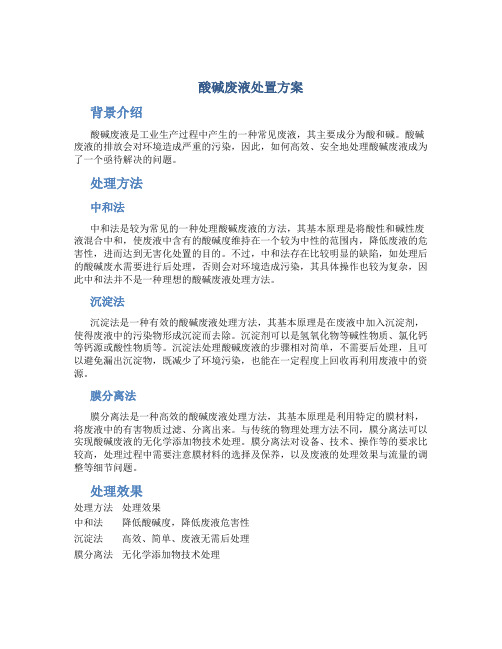
酸碱废液处置方案背景介绍酸碱废液是工业生产过程中产生的一种常见废液,其主要成分为酸和碱。
酸碱废液的排放会对环境造成严重的污染,因此,如何高效、安全地处理酸碱废液成为了一个亟待解决的问题。
处理方法中和法中和法是较为常见的一种处理酸碱废液的方法,其基本原理是将酸性和碱性废液混合中和,使废液中含有的酸碱度维持在一个较为中性的范围内,降低废液的危害性,进而达到无害化处置的目的。
不过,中和法存在比较明显的缺陷,如处理后的酸碱废水需要进行后处理,否则会对环境造成污染,其具体操作也较为复杂,因此中和法并不是一种理想的酸碱废液处理方法。
沉淀法沉淀法是一种有效的酸碱废液处理方法,其基本原理是在废液中加入沉淀剂,使得废液中的污染物形成沉淀而去除。
沉淀剂可以是氢氧化物等碱性物质、氯化钙等钙源或酸性物质等。
沉淀法处理酸碱废液的步骤相对简单,不需要后处理,且可以避免漏出沉淀物,既减少了环境污染,也能在一定程度上回收再利用废液中的资源。
膜分离法膜分离法是一种高效的酸碱废液处理方法,其基本原理是利用特定的膜材料,将废液中的有害物质过滤、分离出来。
与传统的物理处理方法不同,膜分离法可以实现酸碱废液的无化学添加物技术处理。
膜分离法对设备、技术、操作等的要求比较高,处理过程中需要注意膜材料的选择及保养,以及废液的处理效果与流量的调整等细节问题。
处理效果处理方法处理效果中和法降低酸碱度,降低废液危害性沉淀法高效、简单、废液无需后处理膜分离法无化学添加物技术处理结论对于酸碱废液的处理方法,选择适合自己的方法是关键所在。
根据不同的工艺需求,应该综合考虑各种因素,包括处理效果、成本、操作难度、后处理负担等等,选用最为合适的酸碱废液处理方案,才能真正实现工业化生产与环境保护的双赢。
常温常压氧化废碱液存在的问题与优化
232废碱液是乙烯裂解装置碱洗裂解气脱除CO 2和H 2S等酸性气体过程产生的污染物,含有大量的Na 2S、NaHS、Na 2CO 3,少量的Na 2SO 3和Na 2S 2O 3,还含有硫醇等有机硫化物。
因废碱液具有较高的pH、硫化物及有机物,很难进行后续生化处理。
目前,废碱液的处理方法主要有氧化法、中和法、沉淀法、气提法、生物法等[1-4]。
中韩(武汉)石油化工有限公司(简称中韩石化)800kt/a乙烯采用常温常压催化氧化协同生化法处理废碱液工艺,是国内乙烯行业首套采用此工艺处理废碱液的装置,设计处理能力12t/h,在脱硫工艺后配备两级生化,最终把废碱液处理达到《污水综合排放标准》(GB8978-1996)中污水排放要求的一级标准。
该套装置自开工以来,出现部分设备腐蚀、生化系统波动、工艺设计不合理等系列问题,因此进行了系统优化和操作改进。
1 常温常压氧化废碱液工艺原理在常温、常压反应条件下,向脱硫反应器中投加脱硫催化剂,通入工业风、低压蒸汽对硫化物进行催化空气氧化处理,反应按下述化学反应方程式进行:2S 2-+H 2O+O 2→ S 2O 32-+2OH -2HS -+2O 2→S 2O 32-+H 2O S 2O 32-+2O 2+H 2O →2SO 42-+2H+催化氧化处理过程中,反应中硫化物大部分转化成硫代硫酸盐,在脱硫工艺后需配备生化池,并在生化池进水端投加拮抗剂,用以拮抗高含盐废水对微生物代谢的抑制作用,在微生物作用下,把硫代硫酸盐和亚硫酸盐最终转化成硫酸盐,并降解有机物,使最终出水达标排放。
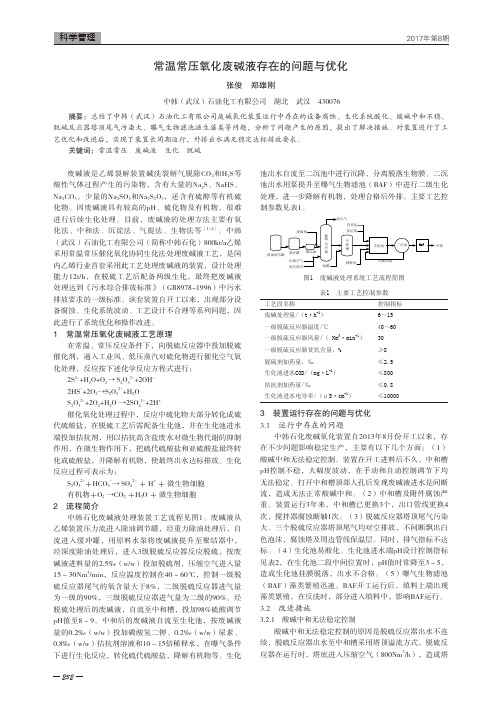
生化反应过程可表示为:S 2O 32-+HCO 3-→ SO 42- + H + + 微生物细胞有机物+O 2 →CO 2 +H 2O + 微生物细胞2 流程简介中韩石化废碱液处理装置工艺流程见图1。
废碱液从乙烯装置压力流进入除油调节罐,经重力除油处理后,自流进入缓冲罐,用原料水泵将废碱液提升至聚结器中,经深度除油处理后,进入3级脱硫反应器反应脱硫,按废碱液进料量的2.5‰(w/w)投加脱硫剂,压缩空气进入量15~30Nm 3/min,反应温度控制在40~60℃,控制一级脱硫反应器尾气的氧含量大于8%,二级脱硫反应器进气量为一级的90%,三级脱硫反应器进气量为二级的90%。
废酸碱物化,重金属物化,乳化液物化
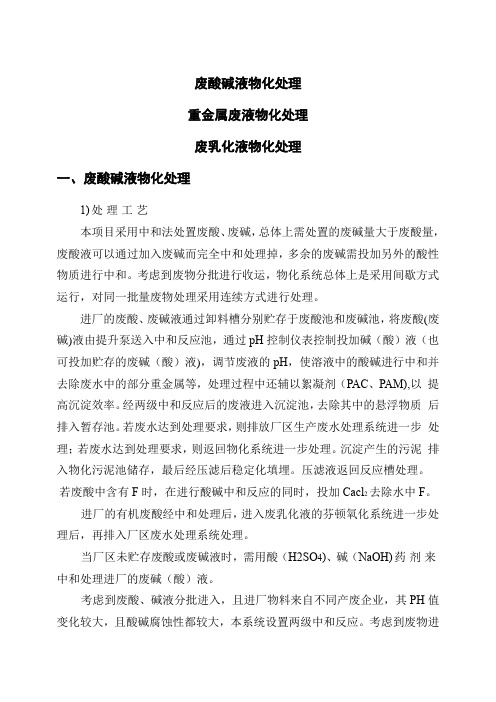
废酸碱液物化处理重金属废液物化处理废乳化液物化处理一、废酸碱液物化处理1)处理工艺本项目采用中和法处置废酸、废碱,总体上需处置的废碱量大于废酸量,废酸液可以通过加入废碱而完全中和处理掉,多余的废碱需投加另外的酸性物质进行中和。
考虑到废物分批进行收运,物化系统总体上是采用间歇方式运行,对同一批量废物处理采用连续方式进行处理。
进厂的废酸、废碱液通过卸料槽分别贮存于废酸池和废碱池,将废酸(废碱)液由提升泵送入中和反应池,通过pH控制仪表控制投加碱(酸)液(也可投加贮存的废碱(酸)液),调节废液的pH,使溶液中的酸碱进行中和并去除废水中的部分重金属等,处理过程中还辅以絮凝剂(PAC、PAM),以提高沉淀效率。
经两级中和反应后的废液进入沉淀池,去除其中的悬浮物质后排入暂存池。
若废水达到处理要求,则排放厂区生产废水处理系统进一步处理;若废水达到处理要求,则返回物化系统进一步处理。
沉淀产生的污泥排入物化污泥池储存,最后经压滤后稳定化填埋。
压滤液返回反应槽处理。
若废酸中含有F时,在进行酸碱中和反应的同时,投加Cacl2去除水中F。
进厂的有机废酸经中和处理后,进入废乳化液的芬顿氧化系统进一步处理后,再排入厂区废水处理系统处理。
当厂区未贮存废酸或废碱液时,需用酸(H2SO4)、碱(NaOH)药剂来中和处理进厂的废碱(酸)液。
考虑到废酸、碱液分批进入,且进厂物料来自不同产废企业,其PH值变化较大,且酸碱腐蚀性都较大,本系统设置两级中和反应。
考虑到废物进厂的周期性,废酸碱液物化处理系统采用分批次间隙运行方式,设计处理能力为 5 m3/h,废酸碱液总处理规模5000t/a (废碱液约3500t/a,废酸约1500t/a)。
2)工艺流程图酸碱废液物化系统工艺流程图3)处理设施(1)废酸、废碱槽:分别用于贮存废酸、废碱液。
共2座,各1座,玻璃钢材质。
有效容积30m3,工艺尺寸¢3.5×3m。
设耐腐蚀输送泵各2台(一用一备);Q=5m3/h,H=10m,N=1.1kw。
废碱液酸碱混合工艺及设备改进
废碱液酸碱混合工艺及设备改进【摘要】通过对废碱液酸碱原设计混合工艺及设备的分析,提出将混合器后段过渡段增加到混合器前段注入段之后,使混合过程不在产生涡流,并将注入段及过渡段使用316L材质做骨架内衬聚四氟乙烯的方法阻止浓硫酸及废碱液对该段的腐蚀。
【关键词】混合器注入段过渡段涡流腐蚀聚四氟乙稀废碱液装置建设在大庆石化分公司乙烯化工区,化工三厂东侧空地。
在废碱液装置区域内,引进了美国西门子撬装组整体设备。
加强了废碱液装置对对;废碱液污水的处理能力。
废碱液装置的核心工艺就是废碱液与浓硫酸的混合,该段工艺设计及选材都参考了西门子工艺包。
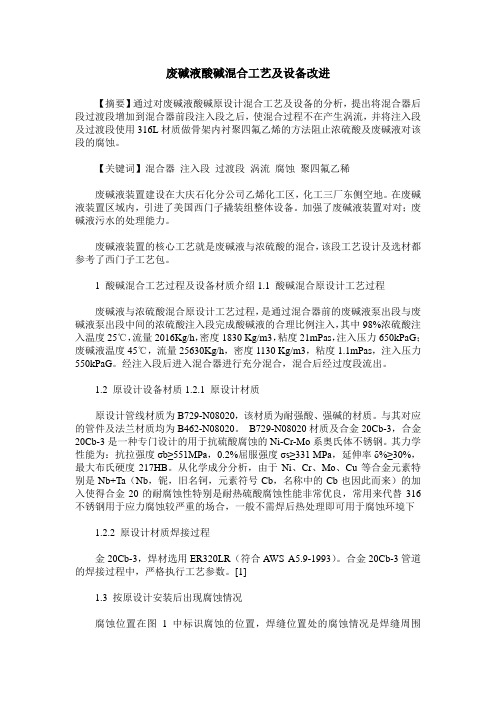
1 酸碱混合工艺过程及设备材质介绍1.1 酸碱混合原设计工艺过程废碱液与浓硫酸混合原设计工艺过程,是通过混合器前的废碱液泵出段与废碱液泵出段中间的浓硫酸注入段完成酸碱液的合理比例注入,其中98%浓硫酸注入温度25℃,流量2016Kg/h,密度1830 Kg/m3,粘度21mPas,注入压力650kPaG;废碱液温度45℃,流量25630Kg/h,密度1130 Kg/m3,粘度1.1mPas,注入压力550kPaG。
经注入段后进入混合器进行充分混合,混合后经过度段流出。
1.2 原设计设备材质1.2.1 原设计材质原设计管线材质为B729-N08020,该材质为耐强酸、强碱的材质。
与其对应的管件及法兰材质均为B462-N08020。
B729-N08020材质及合金20Cb-3,合金20Cb-3是一种专门设计的用于抗硫酸腐蚀的Ni-Cr-Mo系奥氏体不锈钢。
其力学性能为:抗拉强度σb≥551MPa,0.2%屈服强度σs≥331 MPa,延伸率δ%≥30%,最大布氏硬度217HB。
从化学成分分析,由于Ni、Cr、Mo、Cu等合金元素特别是Nb+Ta(Nb,铌,旧名钶,元素符号Cb,名称中的Cb也因此而来)的加入使得合金20的耐腐蚀性特别是耐热硫酸腐蚀性能非常优良,常用来代替316不锈钢用于应力腐蚀较严重的场合,一般不需焊后热处理即可用于腐蚀环境下1.2.2 原设计材质焊接过程金20Cb-3,焊材选用ER320LR(符合AWS A5.9-1993)。
齐鲁乙烯废碱处理系统运行优化与改进
齐 鲁 乙烯 7 0k a乙烯 二期改 造 采 用 L M 2 t / U —
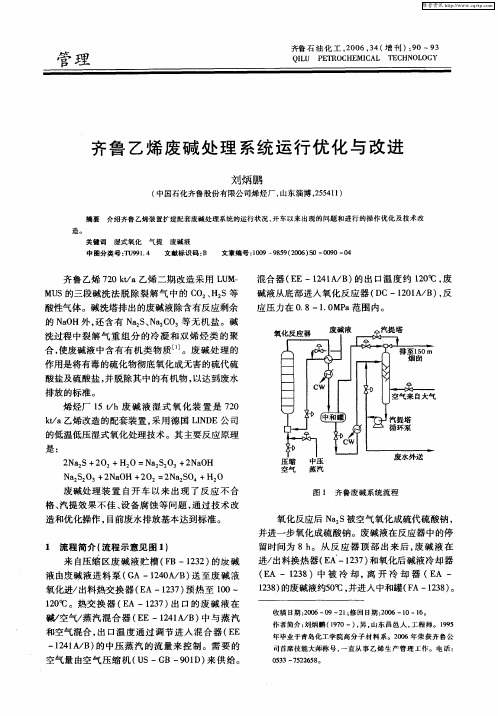
混 合器 ( E一14 A B) E 2 1 / 的出 口温 度约 101 , 2 ' 废 2 碱 液从 底部 进入 氧化 反 应 器 ( C一10 A B) 反 D 21/ , 应 压力 在 0 8~10 P 范 围内 。 . .M a
作 者 简 介 : 炳 鹏 (9 0一) 男 , 东 昌 邑人 , 程 师 。 19 刘 17 , 山 工 95
碱/ 气/ 汽 混 合 器 ( E一14 A B 中 与 蒸 汽 空 蒸 E 2 1/ ) 和空气 混合 , 口温 度 通 过 调 节 进人 混 合 器 ( E 出 E
一
年毕业于青岛化工学院高分子材 料系。20 06年荣 获齐鲁公 司酋席技能大师称号 , 一直从事 乙烯生 产管理 工作。电 话:
合 , 废碱液 中 含有 有 机类 物质 l 。废 碱 处 理 的 使 - 】 J 作用是 将有毒 的硫化 物彻 底氧 化成无 害 的硫代硫
酸盐 及硫酸 盐 , 脱除其 中 的有 机物 , 并 以达 到废 水 排放 的标准 。 烯 烃厂 1 h废 碱 液 湿 式 氧 化 装 置 是 7 0 5t / 2 k/ ta乙烯改 造 的配套装 置 , 用德 国 LN E公 司 采 ID
图 1 齐鲁废碱系统流程
格 、 提效 果不 佳 、 备腐 蚀 等 问题 , 过 技 术改 汽 设 通 造和优 化操作 , 目前 废水 排放基 本达 到标准 。
1 流 程简介 ( 流程 示意见 图 1 )
氧化 反应后 N 被 空气 氧化 成硫 代硫 酸钠 , aS
并进 一步 氧化 成硫 酸钠 。废碱 液在 反应 器 中 的停
摘要 介绍齐鲁乙烯装置扩建配套废碱处理系统的运行状况 、 开车 以来 出现 的问题和进行 的操作优化及技 术改
废酸废碱处理方法
废酸废碱处理方法废酸废碱是指工业生产或实验过程中产生的无用的或不再需要使用的酸和碱。
废酸废碱的处理十分重要,因为它们对环境和人类健康都有潜在的危害。
本文将介绍一些常见的废酸废碱处理方法。
1.中和法中和法是最常见的废酸废碱处理方法之一、酸碱中和反应是指将酸和碱混合在一起,并以适当的混合比例使其彼此中和,产生盐和水。
这种方法可以将废酸废碱中的有害物质转化为空气污染物或固体废弃物,从而降低其对环境的影响。
2.沉淀法沉淀法是通过加入化学剂,引起沉淀反应将废酸废碱中有害物质转化为不溶解的固体物质。
常用的化学剂有氢氧化钙、氢氧化铁和硫酸钙等。
在沉淀后,固体沉淀物可以进一步通过过滤或离心等方法分离并处理。
3.电化学法电化学法是利用电化学原理处理废酸废碱。
该方法通过电解盐水溶液,将废酸废碱中的有害物质转化为气体或沉淀。
这种方法具有高度选择性和效率,可以在较短时间内净化大量的废酸废碱。
4.蒸发结晶法蒸发结晶法是通过将废酸或废碱溶液加热至高温,使水分蒸发而使有害物质结晶沉淀。
经过多次循环蒸发、结晶和分离,可以得到较高纯度的盐类产物,并减少废酸废碱排放。
这种方法适用于高浓度的废酸废碱处理。
5.生成资源利用废酸废碱中的一些有害物质在经过适当的处理后,可以转化为资源。
例如,废酸中的一些金属离子可以被还原或萃取出来,然后用于制造新的产品。
这种方法将废酸废碱转化为有用的资源,实现了“废为宝”的理念。
6.生物处理法生物处理法利用微生物或酶来分解废酸废碱中的有害物质。
通过调节适宜的温度、pH值和营养物质等环境条件,加速微生物或酶的生长和代谢活动,从而转化或降解有害物质。
生物处理法具有高效、低成本和环保的特点。
总结废酸废碱的处理方法多种多样,需要根据具体情况选择合适的方法。
在处理废酸废碱时应遵守相关法律法规,并保证处理过程安全可靠。
此外,应鼓励和推动废酸废碱的资源化利用,从而减少对环境的负面影响。
一种废碱液处理方法
一种废碱液处理方法废碱液处理是指对废碱性液体进行处理,使其达到环境排放标准或再利用要求的过程。
废碱液的主要来源包括工业生产过程中的废水、废液以及生活污水等。
一种常见的废碱液处理方法是中和法。
中和法是指将废碱液与酸性物质进行反应,使其中和,从而达到中性或接近中性的处理效果。
中和可以通过以下几种方式来实现。
首先是化学中和。
化学中和是通过添加酸性物质直接与废碱液中的碱性物质发生化学反应,将其中和。
常用的化学中和剂包括硫酸、盐酸、硝酸等。
化学中和的关键是要确保中和剂的用量准确,使废碱液的pH值达到中性或接近中性。
其次是物理中和。
物理中和是通过将废碱液与中和剂充分接触,使其在物理上中和。
常见的物理中和方式包括搅拌、喷淋、滤网过滤等。
通过控制物理中和的时间和条件,可以实现废碱液的中性化处理。
此外,还可以采用电化学中和的方法。
电化学中和是利用电化学反应实现中和的过程,通过电极反应来中和废碱液中的碱性物质。
常见的电化学中和方法包括电解、电渗析等。
电化学中和的优点是可以实现精确控制,避免化学反应产生的副产物。
除了中和法外,还有一种常见的废碱液处理方法是沉淀法。
废碱液中的污染物往往以悬浮态的方式存在,通过添加沉淀剂来促使其沉淀,从而达到去除污染物的目的。
常见的沉淀剂包括氢氧化铁、氯化铝等。
沉淀法在废碱液处理中一般与中和法相结合使用,以提高处理效果。
此外,还可以采用膜法进行废碱液处理。
膜法是指通过膜的分离作用,将废碱液中的污染物与溶剂等物质分离开,从而达到处理效果。
常见的膜法包括超滤、逆渗透等。
膜法的优点是可以实现能源节约,减少污染物的排放。
综上所述,废碱液处理方法主要包括中和法、沉淀法、膜法等。
根据废碱液的具体特点和处理要求,可以选择合适的处理方法。
同时,在实际应用中,还需要考虑处理设备的选择、处理过程的控制以及废碱液处理后的处置等问题,以确保废碱液处理的效果和安全性。
废碱液处理方法是什么

废碱液处理方法是什么
随着高硫原油加工量的增加和乙烯装置规模的不断增大,废碱液的排放量也随之增加,石油化工生产过程中,常采用NaOH溶液吸收H2S、碱洗油品和裂解气,产生了含有大量污染物的废碱液。
废碱液怎么处理,一直是困扰我国炼油厂和乙烯厂水污染治理的一个核心问题。
常见的废碱液处理技术有:
1、酸碱中和法
废碱液的pH很高,不能直接排放,需加入废酸将pH调到中性,中和释放出的H2S、CO2气体被汽提出来后另行处理,该方法是先除去废碱液中的黄油,然后用98%的浓硫酸将乙烯废碱液酸化到pH=2~4左右,在中和罐内进行反应,硫化钠溶液转化为硫酸钠溶液,送到污水厂进行生化后处理排放,中和时产生的H2S、CO2气体被气提出来后送到火炬燃烧。
2、Micro-ELE催化氧化技术
反应速率快,作用有机污染范围广,对难降解有机物质有很好的降解效果;工艺流程简单、使用寿命长、投资费用少、操作维护方便、运行成本低、处理效果稳定。
3、高级氧化技术
涵盖催化湿式氧化法、臭氧氧化法、光化学氧化法和Fenton氧化法等;适用范围广,反应速度快,处理效率高,无二次污染或少污染;可回收能量及有用物资。
4、DTRO膜浓缩技术
耐高压反渗透膜片、开放式流道;超高压膜浓缩技术,充分克服高含盐水的渗透压;具有抗污染、不易形成浓差极化、回收率高的特点。
5、组合工艺
将废碱液中和预处理后,采用膜法进行浓缩,然后再利用蒸发浓缩、蒸发结晶工艺,将其中的盐蒸发结晶出来。
以上废碱液的处理的过程,废碱液处理方法是很复杂的,根据废碱液的不同浓度,能够更好地处理废碱水。
废碱液高压湿式氧化处理存在的问题及改进措施

股 份 仃 公 一 r J 1 l I r 化 分 公 ( 以 卜简称 弛 I I I J 化) 1 0 0 0 k l / a乙烯装 睃碱液 处 方法 采川
关键 词 : 废 诚氧 化 高 压 湿 式 氟 化 问 题
乙烯 I I 1 f l l l = 的 产 过 一 I t , 爿 2 - : 料 l 裂斛 J 裂 , 裂斛
^
常 温
送
液 分 离 ( V一3 6 3 2 ) , i f - : 此
, 然 破 邀 i 泓 ( M一
温 纠 i { r f 2 0 0℃ , J ¨ f i 力( ) J : 3 . 4
弛I l l r 化1 0 0 ( )k l / a 烯 装 I l r _
l 高 压湿 式氧 化工 艺流 程
过 处州 n , J 喊液 f l - 送 入睃f 0 , i  ̄ 储 ( T一 3 6 3 2 ) 之 , 允 J 发喊 f ( ( : 一3 6 0 1 ) f …
十 f 1 温瞍 I l I 3 5| I : 捉f ’
3 7‘ : , 十 f 1 J l i , J 竹
1 . 9 MP i I , 【 能
l i 『 -
溅 洗效 . 义能控 l i , J I i l l 的J
r I 『 I I I ( I { 一3 6 0 1 ) , f f ’ 』 f 燕 汽f 1 , J 仆 续 补 入 卜, 腹
效果差 、 空 气压 缩机 检修 频 繁 、 设备管线腐蚀严重 、 系统 结 垢 , 重 和 关 键 仪 表 故 障 率 高等 一 系 列 I ' l 题 进 行
乙烯废碱液汇报材料(2010。3。30)

汇报材料1:废碱处理设施改造的必要性:1、现状烯烃废碱处理设施是24万吨乙烯装置的配套环保设施,处理工艺采用二段氧化、中和工艺流程,设计处理量为3t/h,处理后污水中pH 8-9,COD 1000mg/l,硫化物10 mg/l。
经实际运行表明:出口PH为12.67,COD为6495mg/l,硫化物2757mg/l,直接影响石化厂化污水质,给污水厂化工污水生化处理带来许多不利因素,因此我们认为必须对烯烃废碱处理装置进行改造,提高污水处理率,减轻对化污的冲击,为污水达标排放创造条件。
2、原因分析1)原设计该装置选用低温低压湿式氧化法技术,温度为120℃,压力为0.50Mpa,在此条件下,碱渣中无机硫化物氧化为硫代硫酸盐、亚硫酸盐或硫酸盐,有机硫化物如硫醇氧化为二硫化物,根据目前实际运行来看,出水COD和硫化物排放浓度分别达到6495mg/l和2757mg/l,远高于设计指标(COD≤1000mg/l,硫化物≤10 mg/l),实践表明温度、压力越高,氧化效果就越好。
从目前调研情况来看,乙烯废碱液处理技术多采用高温高压湿式氧化法技术,如上海赛科、独山子乙烯、茂明乙烯等,处理后污水排入污水厂进行二次生化处理。
低温低压湿式氧化法是一种浅度氧化工艺,它仅仅是把碱渣中的强还原物质如无机硫化物和低分子的硫醇氧化掉,由于该工艺通常不能氧化有机污染物,故氧化处理后最终排放的碱渣污水中COD浓度仍很高。
2)该装置设计处理能力太小,无法满足生产需要。
原设计烯烃废碱处理设施能力为3t/h,目前实际运行,烯烃和裂解两车间废碱液排放量为4.5~5t/h,废碱处理装置远远不能满足生产需要,除部分送烯烃废碱处理装置处理外,另一部分装车输送到渣场填埋;3)废碱罐撇油效果差。
虽然废碱罐的全容积为130m3,有一定的沉降撇油时间,但由于废碱液的量远大于设计值,且由于反应器的处理量提不起来,故造成废碱液中夹带“黄油”,由此导致“黄油”在反应器内因高温结焦,堵塞反应器喷头和过滤器等,使反应器运行周期缩短,反应器的氧化效果降低,造成出水COD、硫化物排放浓度居高不下。
催化氧化法处理废碱液工艺存在的问题分析

中对废碱氧化装置运行过程中出现的问题以及解决办法进行了分析。
关键词:催化氧化;乙烯;废碱液
中图分类号:X703
文献标识码:B
文章编号:1671-4962(2016)03-0022-03
Analysis of problems existed in process of waste alkali treatment with catalytic oxidation method
表1废碱液的水质指标2工艺原理及特点从装置区送来的废碱液首先自压进入除油调节罐采用除油调节设施对废碱液进行高效预除油处理然后在废碱液提升泵的出口管线上安装聚结器对废碱液进行深度除油处理后再将其送项目naohna2co3na2sbod5mgl1codcrmgl1游离油mgl1苯酚mgl1苯系物mgl1s2mgl1含量1246591326600010000350002510002050204061201224022doi
中韩石化乙烯装置产生的废碱液经脱烃和除 黄油预处理后送至废碱氧化系统进行处理。废碱 氧化系统采用催化氧化法除硫工艺,使用接触氧
化和曝气生物滤池二级生化组合工艺对脱硫、中 和后的稀释废碱液进行达标处理。中韩石化废碱 氧化系统于 2013 年建成投产,设计废碱液处理能 力为表 1,2。
表 2 废碱液系统的出水水质指标
项目 pH CODcr(/ mg·L ) -1 BOD5(/ mg·L ) -1 NH3-N(/ mg·L ) -1 S2-(/ mg·L ) -1 硫化物(/ mg·L ) -1 石油类(/ mg·L ) -1 苯(/ mg·L ) -1 挥发酚(/ mg·L ) -1 甲苯(/ mg·L ) -1 乙苯(/ mg·L ) -1
炼油与化工
22
废碱氧化系统管理与优化
汽提后的废碱进入废碱沉降罐( 30 )在其中进 D 54 ,
行 约 5天 的沉降 , 通过 重 力作 用 , 在 1 52中不 将 30 能汽提 的重 质 烃 分 离 出来 , 期 由安 装 在 贮 罐 不 定
同高度 的 阀门 间歇排 至槽 车 。三是 废 碱 氧化 。经
审核 验收 。废碱 氧化 系统 作 为保 障装置 废 水 达标 排放 的主要 环保处 理 系统 , 自开 车 以来 , 断探 索 不
环境 造成 污染 , 因此 需 要 由废 碱 处 理 系统 进 行 处 理 。吉化裂 解装 置废 碱 氧化 系统 采 用低 压 蒸 汽氧
化法 工艺技 术 。
收稿 日期 :09— 8—0 。 20 0 3 作者简介 : 袁 欣( 9 0一 ) 男 ,0 3年毕业 于吉林 大 学应 18 , 20
2 1 定 期对 汽 提塔 (" 0 ) 行反 冲洗 . I52 进 3
D 58 / 30 A B是废碱反应器 的进料混合器 , 其作
用是 将 废碱 、 汽 与 空 气 通 过 螺 旋 叶 片 进 行 充 分 蒸 混合 , 以提 高反 应效 率 。经 过 长 时 问运 行 , 碱 在 废 混合 器 内通 过 蒸 汽 的高 温 作 用 会 产 生 结 垢 和 腐 蚀, 导致 反应 器 进料 量下 降 和废碱 泄漏 。 为 处理 此 问题 , 混 合 器 进 行 了改 造 。在 外 将 型 尺寸 不变 的情 况 下 , 反 应 器 内 部 的 螺 旋 叶 片 对 进行 重新 设计 , 减小 内部 的通 道 叶 片数 目, 理 排 合 布 叶片 的分 布 。通 过 改 造 , 应 器 的 流 通 量 提 高 反
进 行 第二 轮 改 造 , 出 口 C D指 标 降 低 5 % 。 使 O 0 关 键 词 : 碱 ; 物 ; 冲洗 废 垢 反
废酸碱物化,重金属物化,乳化液物化
废酸碱液物化处理重金属废液物化处理废乳化液物化处理一、废酸碱液物化处理1)处理工艺本项目采用中和法处置废酸、废碱,总体上需处置的废碱量大于废酸量,废酸液可以通过加入废碱而完全中和处理掉,多余的废碱需投加另外的酸性物质进行中和。
考虑到废物分批进行收运,物化系统总体上是采用间歇方式运行,对同一批量废物处理采用连续方式进行处理。
进厂的废酸、废碱液通过卸料槽分别贮存于废酸池和废碱池,将废酸(废碱)液由提升泵送入中和反应池,通过pH控制仪表控制投加碱(酸)液(也可投加贮存的废碱(酸)液),调节废液的pH,使溶液中的酸碱进行中和并去除废水中的部分重金属等,处理过程中还辅以絮凝剂(PAC、PAM),以提高沉淀效率。
经两级中和反应后的废液进入沉淀池,去除其中的悬浮物质后排入暂存池。
若废水达到处理要求,则排放厂区生产废水处理系统进一步处理;若废水达到处理要求,则返回物化系统进一步处理。
沉淀产生的污泥排入物化污泥池储存,最后经压滤后稳定化填埋。
压滤液返回反应槽处理。
若废酸中含有F时,在进行酸碱中和反应的同时,投加Cacl2去除水中F。
进厂的有机废酸经中和处理后,进入废乳化液的芬顿氧化系统进一步处理后,再排入厂区废水处理系统处理。
当厂区未贮存废酸或废碱液时,需用酸(H2SO4)、碱(NaOH)药剂来中和处理进厂的废碱(酸)液。
考虑到废酸、碱液分批进入,且进厂物料来自不同产废企业,其PH值变化较大,且酸碱腐蚀性都较大,本系统设置两级中和反应。
考虑到废物进厂的周期性,废酸碱液物化处理系统采用分批次间隙运行方式,设计处理能力为 5 m3/h,废酸碱液总处理规模5000t/a (废碱液约3500t/a,废酸约1500t/a)。
2)工艺流程图酸碱废液物化系统工艺流程图3)处理设施(1)废酸、废碱槽:分别用于贮存废酸、废碱液。
共2座,各1座,玻璃钢材质。
有效容积30m3,工艺尺寸¢3.5×3m。
设耐腐蚀输送泵各2台(一用一备);Q=5m3/h,H=10m,N=1.1kw。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
废碱液酸碱混合工艺及设备改进
【摘要】通过对废碱液酸碱原设计混合工艺及设备的分析,提出将混合器后段过渡段增加到混合器前段注入段之后,使混合过程不在产生涡流,并将注入段及过渡段使用316l材质做骨架内衬聚四氟乙烯的方法阻止浓硫酸及废碱液对该段的腐蚀。
【关键词】混合器注入段过渡段涡流腐蚀聚四氟乙稀
废碱液装置建设在大庆石化分公司乙烯化工区,化工三厂东侧空地。
在废碱液装置区域内,引进了美国西门子撬装组整体设备。
加强了废碱液装置对对;废碱液污水的处理能力。
废碱液装置的核心工艺就是废碱液与浓硫酸的混合,该段工艺设计及选材都参考了西门子工艺包。
1 酸碱混合工艺过程及设备材质介绍1.1 酸碱混合原设计工艺
过程
废碱液与浓硫酸混合原设计工艺过程,是通过混合器前的废碱液泵出段与废碱液泵出段中间的浓硫酸注入段完成酸碱液的合理比
例注入,其中98%浓硫酸注入温度25℃,流量2016kg/h,密度1830
kg/m3,粘度21mpas,注入压力650kpag;废碱液温度45℃,流量25630kg/h,密度1130 kg/m3,粘度1.1mpas,注入压力550kpag。
经注入段后进入混合器进行充分混合,混合后经过度段流出。
1.2 原设计设备材质1.
2.1 原设计材质
原设计管线材质为b729-n08020,该材质为耐强酸、强碱的材质。
与其对应的管件及法兰材质均为b462-n08020。
b729-n08020材质及合金20cb-3,合金20cb-3是一种专门设计的用于抗硫酸腐蚀的ni-cr-mo系奥氏体不锈钢。
其力学性能为:抗拉强度σb≥551mpa,0.2%屈服强度σs≥331 mpa,延伸率δ%≥30%,最大布氏硬度217hb。
从化学成分分析,由于ni、cr、mo、cu等合金元素特别是nb+ta (nb,铌,旧名钶,元素符号cb,名称中的cb也因此而来)的加入使得合金20的耐腐蚀性特别是耐热硫酸腐蚀性能非常优良,常用来代替316不锈钢用于应力腐蚀较严重的场合,一般不需焊后热处理即可用于腐蚀环境下
1.2.2 原设计材质焊接过程
金20cb-3,焊材选用er320lr(符合aws a5.9-1993)。
合金20cb-3管道的焊接过程中,严格执行工艺参数。
[1]
1.3 按原设计安装后出现腐蚀情况
腐蚀位置在图1中标识腐蚀的位置,焊缝位置处的腐蚀情况是焊缝周围10mm~20mm的区域内有腐蚀,腐蚀厚度1.5mm,非焊口位置处的腐蚀为半径20mm的
圆形区域。
1.4 腐蚀原因分析
对焊接过程与工艺分析后发现腐蚀问题不是由于焊接引起的,在经过与设计院的材料专业的人员的讨论,得出以下结论:
图1 设备腐蚀情况
(1)焊缝位置腐蚀原因是在该焊缝处存在涡流,涡流形式见图2,涡流处形成了稀硫酸。
图2 形成涡流示意图
(2)合金20cb-3材质对稀硫酸的耐腐蚀内力弱,现场实际记录3.5mm厚的管线在15天内在涡流处就被减薄1.5mm。
将过渡段管段改至混合器前,这样焊口出就不会产生涡流避免了稀硫酸对设备的腐蚀。
2.2 设备改进
将浓硫酸注入管段管线深入到注入段的废碱液管段中间,并将流向调成水平,并在出口前端设置喷嘴。
2.3 设备组成材质改进
将注入段及过渡段用316l材质的不锈钢管线重新预制,并在预制完成后,在注入段及过渡段内壁衬6-7mm的聚四氟乙烯。
2.4 设备组成材质改进后分析
聚四氟乙烯对强酸、强碱、强氧化剂有很高的抗蚀性,即使温度较高,也不会发生作用,其耐腐蚀性能甚至超过玻璃、陶瓷、不锈钢以至金、铂。
并且聚四氟乙烯能在200℃以下的温度条件下长期保持性能不变。
加之外层316l的骨架,使该设备能在4mpa以下的压力内安全运行。
4 结束语
(1)改进后的混合设备费用较之原设计要节省很多。
(2)改进后的混合工艺验证了理论效果,没有产生涡流,更没有出现腐蚀现象。
(3)通过这次改进使我们在今后的工作中也积累了在硫酸防腐蚀方面的经验。