Q235厚板焊接残余应力数值模拟_毕业设计
板厚为12mm的Q235钢板采用焊条电弧焊的焊接工艺评定
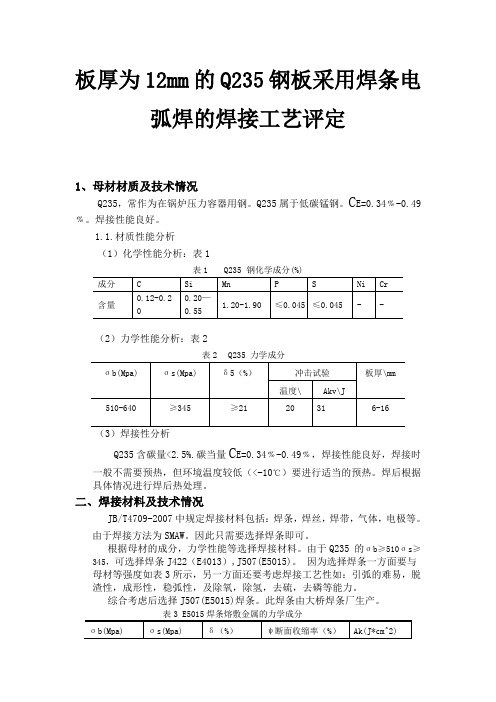
板厚为12mm的Q235钢板采用焊条电弧焊的焊接工艺评定1、母材材质及技术情况Q235,常作为在锅炉压力容器用钢。
Q235属于低碳锰钢。
C E=0.34﹪-0.49﹪。
焊接性能良好。
1.1.材质性能分析(1)化学性能分析:表1表1Q235钢化学成分(%)(2)力学性能分析:表2表2Q235 力学成分Q235含碳量<2.5%.碳当量C E=0.34﹪-0.49﹪,焊接性能良好,焊接时一般不需要预热,但环境温度较低(<-10℃)要进行适当的预热。
焊后根据具体情况进行焊后热处理。
二、焊接材料及技术情况JB/T4709-2007中规定焊接材料包括:焊条,焊丝,焊带,气体,电极等。
由于焊接方法为SMAW。
因此只需要选择焊条即可。
根据母材的成分,力学性能等选择焊接材料。
由于Q235 的σb≥510σs≥345,可选择焊条J422(E4013),J507(E5015)。
因为选择焊条一方面要与母材等强度如表3所示,另一方面还要考虑焊接工艺性如:引弧的难易,脱渣性,成形性,稳弧性,及除氧,除氢,去硫,去磷等能力。
综合考虑后选择J507(E5015)焊条。
此焊条由大桥焊条厂生产。
表3 E5015焊条熔敷金属的力学成分三、焊前准备1.坡口的选择与制备(1)坡口的选择:由于板厚为12mm,焊接方法为SMAW等焊接条件.选择V形坡口。
(2)坡口制备方法:应根据工件尺寸,形状,加工条件综合考虑。
目前有剪切,气割,刨边,车削,碳弧气刨等方法制备坡口。
考虑到坡口形式,加工质量和成本,选择气割加工坡口。
焊接坡口要求:间隙b=2-3mm,钝边P=2/mm,坡口角度60°+22.焊接区域的清理(1)焊前对坡口及附近10mm的油,锈,水等污物清理干净。
E5015焊接时清理要彻底。
否则极易产生气孔和裂纹。
(2)清理方法:①机械清理 a.钢丝刷 b.砂轮磨 c.喷丸处理②化学法 a.汽油除油 b。
酸除氧化皮 c.碱除油③必要时用氧-乙炔焰烘烤处理。
Q235的焊接性
毕业设计(论文)任务书一、说明珠光体耐热钢在化工化肥领域的应用。
1.1珠光体耐热钢的高温性能在高温下具有较高的强度和良好的化学稳定性的合金钢。
它包括抗氧化钢(或称高温不起皮钢)和热强钢两类。
抗氧化钢一般要求较好的化学稳定性,但承受的载荷较低。
热强钢则要求较高的高温强度和相应的抗氧化性。
耐热钢常用于制造锅炉、汽轮机、动力机械、工业炉和航空、石油化工等工业部门中在高温下工作的零部件。
这些部件除要求高温强度和抗高温氧化腐蚀外,根据用途不同还要求有足够的韧性、良好的可加工性和焊接性,以及一定的组织稳定性。
中国自1952年开始生产耐热钢。
以后研制出一些新型的低合金热强钢,从而使珠光体热强钢的工作温度提高到600~620℃;此外,还发展出一些新的低铬镍抗氧化钢种。
珠光体组织耐热钢,在高温下具有较高的热强性和抗氧化性,并具有一定的抗氢腐蚀能力。
由于钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接性差。
在高温条件下,具有抗氧化性和主够的高温强度以及良好的耐热性能的钢称作耐热钢。
耐热钢包括抗氧化钢和热强钢两类。
抗氧化钢又简称不起皮钢。
热强钢是指在高温下具有良好的抗氧化性能并具有较高的高温强度的钢。
耐热钢主要用于在高温下长期使用的零件.1.2珠光体耐热钢的应用珠光体耐热钢以Cr-Mo以及Cr-Mo基多合金钢为主,加入合金元素Cr、Mo、V,有时加入少量W、Nb、B等,合金元素总的质量分数少于10%。
低、中合金珠光体耐热钢具有很好的抗氧化性和耐热性,工作温度可达到600℃,广发应用于制造蒸汽动力发电设备。
这类刚还具有良好的抗硫和氢腐蚀的能力,在石油、化工。
电力和其他工业部门也得到了广泛的应用。
钢的持久强度和使用温度逐渐提高,导热性好,膨胀系数小,价格较低,广泛用于制作450~620℃范围内各种耐热结构材料。
如电站用锅炉钢管,汽轮机叶轮、转子、紧固件、炼油及化工用的高压容器、废热锅炉、加热炉管及热交换器管等。
爆炸消除焊接残余应力的数值模拟

爆炸消除焊接残余应力的数值模拟爆炸消除焊接残余应力的数值模拟焊接残余应力是一个常见的问题。
在焊接过程中,高温物质的热膨胀和收缩会导致材料的形状发生变化,进而产生残余应力,这将会影响机械性能和耐用性。
而解决残余应力的方法之一就是爆炸消除技术。
本文将介绍通过数值模拟爆炸消除焊接残余应力的方法。
首先,我们需要建立一个三维的有限元模型。
这个模型应该和我们想要焊接的实际工件尽可能接近。
我们可以使用数值计算软件或者有限元分析软件来构建这个模型。
在建模的过程中,我们需要考虑焊接热源、导热、冷却和热膨胀等因素。
然后,我们需要确定爆炸消除技术的参数。
爆炸消除包括激波、爆炸和喷射等过程。
我们需要考虑爆炸药的种类、粒度和密度、爆炸药与工件之间的距离、爆炸的时间、爆炸的方向和强度等因素。
这些参数的确定需要基于实验和经验,并结合实际情况进行调整。
接下来,我们需要进行数值模拟。
我们将爆炸消除过程和焊接过程连接在一起进行模拟,同时考虑材料的耐热性,热膨胀系数以及变形发生的顺序等因素。
在数值模拟的过程中,我们需要对边界条件进行适当的设定,如限制边界和速度边界。
同时,我们还需要考虑计算时间和内存的限制,保证计算的收敛性和稳定性。
最后,我们需要对模型进行结果分析和数据处理。
我们可以通过结果图表来直观地展现残余应力的分布和变化情况,并进行相关数据的分析和处理。
我们还可以通过比较实验结果和数值模拟结果来验证模型的准确度和可靠性。
总之,数值模拟是一种有效的解决焊接残余应力问题的方法。
通过建立合适的模型,确定正确的参数和进行精确的计算和分析,我们可以更好地掌握焊接残余应力的变化规律,并采取有效的措施来解决这个问题。
对于焊接残余应力的数值模拟分析,我们需要进行相关数据分析,以确定残余应力分布的规律和变化趋势。
首先,我们需要收集和分析关于焊接材料的相关数据,如热膨胀系数、热导率、比热容、密度、杨氏模量和泊松比等。
这些参数对于确定焊接过程中热膨胀和冷却的效应非常重要,尤其是在数值模拟中。
焊接残余应力

不同焊接顺序对横向应力σ’’y的影响
\\ y
\\ y
σs
从中间向两端焊
从两端向中间焊
不同焊接顺序对横向应力的影响
3) 总的σy
y
' y
'' y
大小受σs的限制
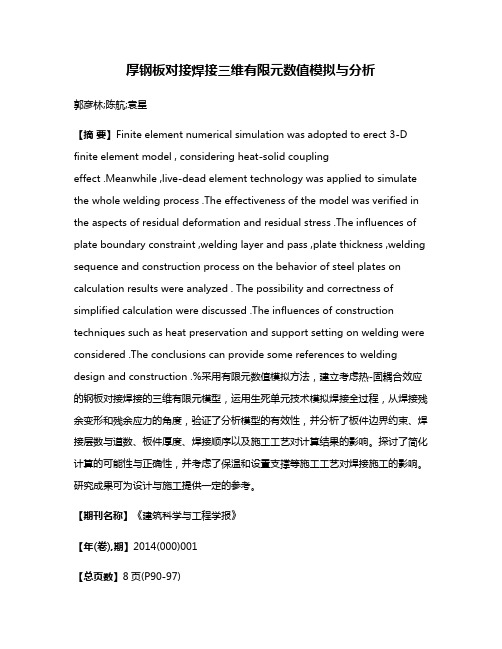
4)横向应力在板宽方向上的分布
横向应力沿板宽上的分布
焊缝中心应力幅值大,两侧应力幅值小,边缘处应力值为零。
环焊缝纵向应力与圆筒半径及焊 接塑性变形区宽度的关系
◇取决于圆筒的半径R、壁 厚δ、塑变区的宽度bp
2. 横向残余应力的分布σy
σ’y 由焊缝及其附近的塑性变形区的纵向收缩引起的 σy= +(叠加)
σ’’y由焊缝及其附近的塑性变形区的横向收缩的不 同时性所引起的
1)σ’y分析:
➢两块平板对焊件,其纵向应力的分布是焊缝及其附近 的塑性变形区为拉应力,两侧为压应力。
一.焊接残余应力的分布
纵向应力σx:沿焊缝方向上的应力
横向应力σy:垂直于焊缝方向上的应力
σz: 厚度方向上的应力
1.纵向残余应力的分布
1) 纵向残余应力在纵向上的分布
总结: 板条中部区, 焊缝纵向残余应力 基本保持不变。在 板条的端部存在一 个内应力的过渡区, 纵向残余应力逐渐 降至零。
原因:板条两端的边界条件与中间部分不同,拘束度和热循 环特性不尽相同,使两端的纵向残余应力出现过渡区。
+
420MPa
厚板V形坡口多层焊时沿厚度上的应力分布
4. 拘束状态下焊接的内应力
σ=σy+σf
结论:σ由拘束产生的反作用力σf与自由状态下焊接产生的横 向残余应力σy之和。
焊接温度场和应力场的数值模拟
本文由老高咯贡献pdf文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
沈阳工业大学硕士学位论文焊接温度场和应力场的数值模拟姓名:王长利申请学位级别:硕士专业:材料加工工程指导教师:董晓强 20050310沈阳工业大学硕士学位论文摘要焊接是一个涉及电弧物理、传热、冶金和力学的复杂过程。
焊接现象包括焊接时的电磁、传热过程、金属的熔化和凝固、冷却时的相变、焊接应力和变形等。
一旦能够实现对各种焊接现象的计算机模拟,我们就可以通过计算机系统来确定焊接各种结构和材料的最佳设计、最佳工艺方法和焊接参数。
本文在总结前人的工作基础上系统地论述了焊接过程的有限元分析理论,并结合数值计算的方法,对焊接过程产生的温度场、应力场进行了实时动态模拟研究,提出了基于ANSYS软件为平台的焊接温度场和应力场的模拟分析方法,并针对平板堆焊问题进行了实例计算,而且计算结果与传统结果和理论值相吻合。
本文研究的主要内容包括:在计算过程中材料性能随温度变化而变化,属于材料非线性问题;选用高斯函数分布的热源模型,利用函数功能实现热源的移动。
建立了焊接瞬态温度分布数学模型,解决了焊接热源移动的数学模拟问题;通过改变单元属性的方法,解决材料的熔化、凝固问题;对焊缝金属的熔化和凝固进行了有效模拟,解决了进行热应力计算收敛困难或不收敛的问题;对焊接过程产生的应力进行了实时动态模拟,利用本文模拟分析方法,可以对焊接过程的热应力及残余应力进行预测。
本文建立了可行的三维焊接温度场、应力场的动态模拟分析方法,为优化焊接结构工艺和焊接规范参数,提供了理论依据和指导。
关键词:焊接,数值模拟,有限元,温度场,应力场沈阳工业大学硕士学位论文SimulationofweldingtemperaturefieldandstressfieldAbstractWeldingisacomplicatedphysicochemica/processwlfiehinvolvesinelectromagnetism,Mattransferring,metalmeltingandfreezing,phase?changeweldingSOstressanddeformationandon,Inordertogethighquafityweldingstmcttlre,thesefactorshavetobecontrolled.Ifcanweldingprocessbesimulatedwithcomputer,thebestdesign,pmceduremethodandoptimumweldingparametercanbeobtained.BasedOilsummingupother’Sexperience,employingnumericalcalculationmethod,thispaperresearchersystemicallydiscussesthefiniteelementanal删systemoftheweldingprocessbyrealizingthe3Ddynamicsimulationofweldingtemperaturefieldandstressfield,thenusestheresearchresulttosimulatetheweldingprocessofboardsurfacingbyFEMsoftANSYS.Atthetheoryresult.sametime.thecalculationresultaccordswithtraditionalanalysisresultandThemaincontentsofthepaperareasfollowing:thecalculationinweldingprocessisamaterialnonlinearprocedurethatthematerialpropertieschangethefunctionofGaussaswiththetemperature;chooseheatsourcemodel.usethefunctioncommandtoapplyloadofmovingheatS012Ie-2.AmathematicmodeloftransientthermalprocessinweldingisestablishedtosimulatethemovingoftheheatsoBrce.Theeffectsofmeshsize,weldingspeed,weldingcurrentandeffectiveradiuselectricarcontemperaturefielda比discussed.Theproblemofthefusionandsolidificationofmaterialhasbeensolvedbythemethodofchangingtheelementmaterial.Theproblemoftheconvergencedifficultyortheun—convergenceduringthecalculatingofthethermalslTessissolved;throughreal-timedynamicsimulationofthestressproducedinweldingprocess,thethermalstressandresidualSll℃SSinweldingcanbepredictedbyusingthesimulativeanalysismethodinthispaper.Inthispaper,afeasibleslIessdyn黜fiesimulationmethodon3Dweldingtemperaturefield,onfieldhadbeenestablished,whichprovidestheoryfoundationandinstructionoptimizingtheweldingtechnologyandparameters.KEYWORD:Welding,NumericalSimulation,Finiteelement,Temperaturefield,Stressfield.2.独创性说明本人郑重声明:所呈交的论文是我个人在导师指导下进行的研究工作及取得的研究成果。
基于ANSYS的厚板多道焊焊接残余应力模拟_张晓飞
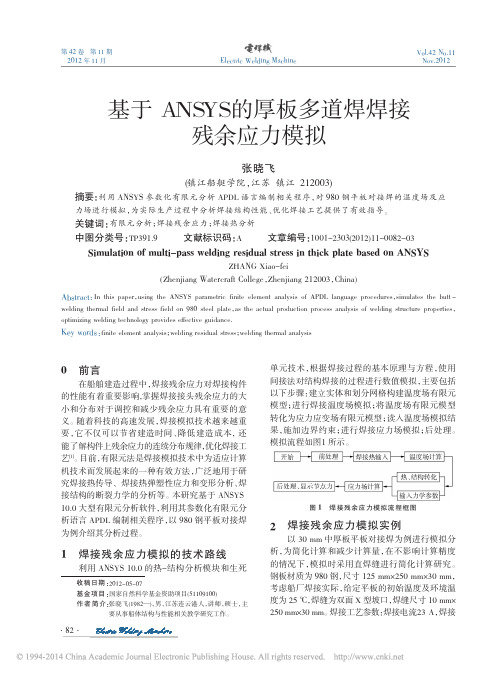
焊接残余应力 σx 和 σy 的 分 布 云 图 如 图 6、 图7 所示,由于焊接残余应力研究主要集中在垂直 焊缝方向的残余应力,因此主要对 x 方向的焊接残 余应力 σx 模拟结果进行详细说明。由图 6 可知, x 方向残余应力 σx 最大值发生在边界处,这主要 是受边界固定的影响,在四个角上产生了应力集 中现象。除此以外,σx 在熔合线附近达到最大,并 沿焊缝对称,在熔合线附近以外的地方应力值很小。
ZHANG Xiao-fei (Zhenjiang Watercraft College,Zhenjiang 212003,China)
Abstract:In this paper,using the ANSYS parametric finite element analysis of APDL language procedures,simulates the butt -
图 4 多道焊焊接顺序
3.3 焊接应力场模拟
焊接应力场数值模拟的流程为:(1)将有限元模 型的热分析单元 SOILD70 通过 ANSYS 中的 ETCHG 命令直接转换成相应的结构分析单元 SOILD45,原 先划分的网格形式不变;(2)计算焊接应力场时将四 个角点固定;(3)将得到的温度场结果文件,取适当 的步长作为温度载荷读入,同时再一次利用生死单 元技术,依次激活度冷却后整个平板 的残余应力分布。
图 1 焊接残余应力模拟流程框图
2 焊接残余应力模拟实例
以 30 mm 中厚板平板对接焊为例进行模拟分 析,为简化计算和减少计算量,在不影响计算精度 的情况下,模拟时采用直焊缝进行简化计算研究 。 钢板材质为 980 钢,尺寸 125 mm×250 mm×30 mm, 考虑船厂焊接实际,给定平板的初始温度及环境温 度为 25 ℃,焊缝为双面 X 型坡口,焊缝尺寸 10 mm× 250 mm×30 mm。焊接工艺参数:焊接电流23 A,焊接
Q235钢焊接温度场的数值模拟_孙盼

第10卷 第7期 中 国 水 运 Vol.10 No.7 2010年 7月 China Water Transport July 2010收稿日期:2010-04-24作者简介:孙 盼(1986-),女,武汉理工大学在读硕士,主要从事焊接工艺和焊接材料的研究。
Q235钢焊接温度场的数值模拟孙 盼,李 文,姬庆玲(武汉理工大学 材料科学与工程学院,湖北 武汉 430070)摘 要:文中应用ANSYS 有限元分析软件,对薄板Q235焊接温度场进行了数值模拟,采用了ANSYS 焊接仿真中高斯热源的一般加载算法:基于表参数的整面热流密度加载,得到了Q235的焊接温度场及特定节点的热循环曲线,与焊接实际生产条件相符。
关键词:有限元分析;高斯热源;温度场;数值模拟中图分类号:TG457.1 文献标识码:A 文章编号:1006-7973(2010)07-0235-02一、引言焊接是一个涉及多学科的复杂的物理—化学过程,单凭积累工艺试验数据来深入了解和控制焊接过程则既不切实际又成本昂贵和费时费力。
随着计算机技术的发展,通过计算机软件来模拟焊接过程以获得焊接过程已成为解决现代工程学问题必不可少的有力工具。
采用ANSYS 进行焊接温度场的模拟时,需要解决的问题之一就是热源加载形式和热源分布函数的确定,对于CO 2气体保护焊,可不考虑电弧吹力和熔池流体传热特征,采用高斯分布的表面热源就可得到较满意的结果。
二、建模与分析 1.有限元模型有限元模型如图1所示。
焊板尺寸:120mm×60mm× 6mm。
考虑到焊接时温度随时间和空间急剧变化,焊接热源附近温度梯度很大,所以采用三维热实体八节点六面体单元SOLID70,在焊缝及附近采用细分的网格,而在远离焊缝处用较粗大的网格。
这样划分,既可以保证计算精度,又可以提高运算速度。
图1 有限元模型2.高斯热源模型有关实验研究表明,高斯热源模型能够表征焊接电弧的热流分布特征。
厚钢板对接焊缝残余应力的数值模拟
摘
要: 基 于
QUS及 其 子程序 DF L UX, 采 用 热力 间接 耦 合 法 , 对 不 同厚 度 尺寸 的 Q3 4 5 B厚钢
板 的对接 焊缝 进行 了三维模 拟 分 析 , 得 到 了焊接 的 温度 场 分 布 和 最 终焊 接 残 余 应 力 分布 . 结 果表
明: 构件表 面焊接残余应力大于中间面 ; 表 面纵 向和横 向残余应 力都 有一定的规律 ; 对接焊缝沿纵
s i mu l a t i o n o f b u t t we l d o f Q3 4 5 B t h i c k s t e e l p l a t e wi t h d i f f e r e n t t h i c k n e s s b y u s i n g t h e u n c o u p l e d
( 1 . S c h o o l o f C i v i l E n g i n e e i r n g , B e i j i n g J i a o t o n g Un i v e r s i t y , B e i j i n g 1 0 0 0 4 4 , C h i n a ; 2 . C h i n a Ov e r s e a s Gr a n d Oc e a n s P r o p e r t y C o. , L t d . ( Na n n i n g ) , N a n n i n g Gu a n g x i 5 3 0 0 2 9 ,C h i n a )
1 3 OI : 1 0 . 1 1 8 6 0  ̄. i s s n . 1 6 7 3 — 0 2 9 1 . 2 0 1 4 . 0 1 . 0 2 0
厚 钢 板 对 接 焊 缝 残 余 应 力 的数 值 模 拟
厚钢板对接焊接三维有限元数值模拟与分析
厚钢板对接焊接三维有限元数值模拟与分析郭彦林;陈航;袁星【摘要】Finite element numerical simulation was adopted to erect 3-D finite element model , considering heat-solid couplingeffect .Meanwhile ,live-dead element technology was applied to simulate the whole welding process .The effectiveness of the model was verified in the aspects of residual deformation and residual stress .The influences of plate boundary constraint ,welding layer and pass ,plate thickness ,welding sequence and construction process on the behavior of steel plates on calculation results were analyzed . The possibility and correctness of simplified calculation were discussed .The influences of construction techniques such as heat preservation and support setting on welding were considered .The conclusions can provide some references to welding design and construction .%采用有限元数值模拟方法,建立考虑热-固耦合效应的钢板对接焊接的三维有限元模型,运用生死单元技术模拟焊接全过程,从焊接残余变形和残余应力的角度,验证了分析模型的有效性,并分析了板件边界约束、焊接层数与道数、板件厚度、焊接顺序以及施工工艺对计算结果的影响。
爆炸法消除焊接接头残余应力的数值模拟
第21卷 第2期应用力学学报Vol.21 No.2 2004年6月CHINESE JOURNAL OF APPL IE D MECHANICS J un.2004文章编号:100024939(2004)022*******爆炸法消除焊接接头残余应力的数值模拟Ξ刘凯欣1 张晋香1 刘 颖1 李晓杰2 张 凯2(北京大学 北京 100871)1 (大连理工大学 大连 116023)2摘要:利用非线性动力有限元法对爆炸处理消除焊接接头残余应力的全过程进行了数值模拟。
首先,采用温度场与位移场的间接耦合方法计算了钢板对接焊的焊后冷却及残余应力的生成过程,求得焊接接头处由高温冷却到室温由于变形受到阻碍而产生的不均匀的残余塑性变形和应力。
然后,在焊缝区引入移动的爆炸载荷,计算了爆炸波作用下该钢板焊接接头附近应力的变化。
计算结果表明,爆炸处理可引起板内应力的重新分布,从而有效地释放超过塑性极限的残余应力。
利用炸药爆炸消除大型焊接结构残余应力是一种经济有效的方法,本文的数值模拟为研究炸药爆炸消除焊接结构残余应力的机理提供了有力的工具。
关键词:非线性动力有限元;焊接;残余应力;爆炸处理中图分类号:O383;TG404 文献标识码: A1 引 言焊接结构广泛应用于工程实际。
在焊接过程中,焊接区以远高于周围区域的速度被急剧加热,焊接区材料温度升高后屈服极限下降。
在焊后冷却过程中,金属的收缩变形受到周围较冷区域的约束,产生热应力,热应力可部分地超过该温度下的屈服极限,引起塑性应力和变形。
焊接区冷却到室温后比周围区域相对缩短、变窄或减小,因此呈现拉伸残余应力,周围区域则承受压缩残余应力[1]。
焊接残余应力的存在,会降低结构的疲劳强度和承载能力。
爆炸法消除焊接残余应力是近年来发展起来的一种新技术,其显著特点是快速简便、节省成本、降低能耗,而且不受构件和设备尺寸、材质以及场地的限制。
经过大量研究和多年的推广应用,已经发展成为一种比较成熟的大型焊接结构消除残余应力技术。
小孔法测焊接残余应力试验报告
《焊接残余应力应变测量》实验报告
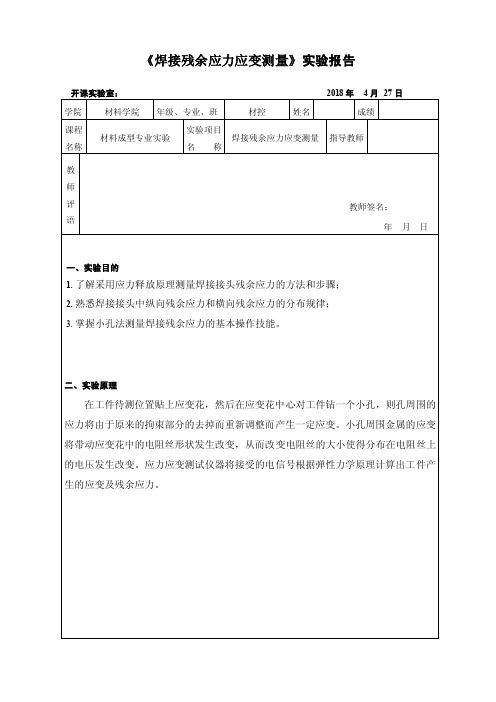
161.5mm 90.5mm
120.0mm
32.0m m
15.5m m
23.5m m
3 1
2
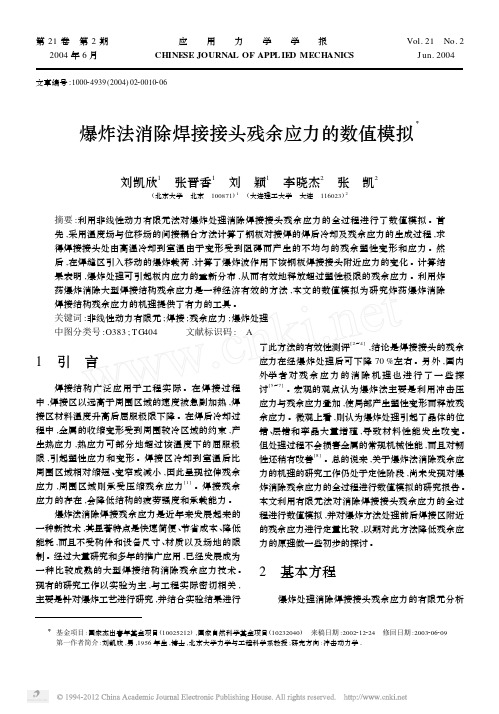
如图为试件纵向残余应力分布云图。
焊缝及近焊缝区等经历过高温的区域存在较大的拉应力,沿着焊缝方向来看,由于焊缝较长,在焊缝中段出现了一个稳定区,且纵向残余应力大于材料的屈服强度。
两端存在一个过渡区域,纵向残余应力逐渐减小,在板边纵向残余应力为0。
纵向残余应力沿板材横截面上的分布表现为中心区域是拉应力,两边为压应力,压应力和拉应力在截面内平衡。
上图为试件横向应力分布云图。
横向应力形成的原因较为复杂,纵向收缩会导致焊缝两边的板子产生相对的弯曲的倾向,但由于两边实际上是连在一起的,因而将导致焊缝的两端部分产生压应力而中心部分产生拉应力,这样才能保证板不弯曲。
所以焊缝的横向应力表现为两端受压,中间受拉,且压应力比拉应力要大得多。
此外横向收缩也会对横向应力的分布产生影响,对于本次实验的焊接顺序,其效果是两端受拉,
line
如图所示,为试件上表面的纵向和横向残余应力在中央截面上的分布,实验值与数值模拟结果所反映的纵向应力分布趋势基本一致,焊缝与近焊缝区域为高的拉应力,远离焊缝的区域为压应力。
横向残余应力的实验结果为靠近焊缝的实验点呈拉应力,远离焊缝的点为压应力,与数值模拟的结果有一定偏差。
这可能是因为本次模拟。
焊接接头残余应力数值模拟

焊接接头残余应力数值模拟赵尚超;李晓苏;靳丽莉【摘要】Welding calculation software is widely used. Factors involved in less and then the results lack accuracy. In this paper,by finite element analysis software ANSYS.the size and distribution of residual stress of welded joints is program simulated. Simulation results and test results are more consistent, practical value of this method is proved. Finally, the formation block of macro file format is embedded into the software,to facilitate the calculation and application.%焊接计算软件盛行,然因其考虑因素不够全面,结果缺乏准确性.本文用有限元分析软件AN-SYS,编程模拟焊接接头的残余应力的大小和分布.模拟结果和试验结果比较吻合,证明了方法的实用价值.最后以宏文件形式形成程序块内嵌到软件中,便于计算和应用.【期刊名称】《低温建筑技术》【年(卷),期】2012(034)005【总页数】3页(P75-77)【关键词】残余应力;有限元;数值模拟【作者】赵尚超;李晓苏;靳丽莉【作者单位】大连交通大学土木与安全工程学院,辽宁大连116028;大连交通大学土木与安全工程学院,辽宁大连116028;广西大学土木建筑工程学院,南宁530004【正文语种】中文【中图分类】TU391随着我国机械制造业的迅猛发展,开拓了焊接结构的应用与设计的新阶段。
Q235厚板焊接残余应力数值模拟_毕业设计
毕业设计(论文)题目Q235厚板焊接残余应力数值模拟学生姓名刘武超学号**********专业材料成型及控制工程班级20081061 指导教师评阅教师完成日期2012 年 5 月15 日学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
本人完全意识到本声明的法律后果由本人承担。
作者签名年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保障、使用学位论文的规定,同意学校保留并向有关学位论文管理部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权省级优秀学士学位论文评选机构将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
本学位论文属于1、保密□,在_________年解密后适用本授权书。
2、不保密□。
(请在以上相应方框内打“√”)作者签名:年月日导师签名:年月日目录摘要 (4)前言 (5)1绪论 (6)1.1课题来源和意义 (6)1.2国内外研究现状 (7)1.3研究的主要内容 (5)2模拟分析过程 (7)2.1有限元分析软件ANSYS简介 (7)2.2有限元模型的建立 (7)2.3加载计算 (11)3模拟结果及分析 (15)3.1温度场模拟 (15)3.2应力场的模拟 (17)4全文总结与展望 (22)4.1全文总结 (22)4.2未来的展望 (22)致谢 (24)参考文献 (25)附录 (27)Q235厚板焊接残余应力数值模拟学生:刘武超指导教师:余海洲(三峡大学机械与材料学院)摘要:本文首先综述了目前国内外对焊接残余应力研究进展,在此基础上提出了本文的研究目的和意义。
运用有限元软件ANSYS的APDL语言编写模拟焊接瞬态过程程序进行热-结构耦合分析,对Q235钢、钢两种材料之间的对接接头的温度场和应力场进行数值模拟分析,得到温度和残余应力在接头的连续分布规律:在接近焊缝较窄的一个区域内产生拉应力,在其相邻区域产生压应力。
热处理对超厚板焊接残余应力影响的数值分析
( C o l l e g e o f Me c h a n i c a l a n d P o w e r E n g i n e e r i n g , N a mi n g U n i v e r s i t y o f T e c h n o l o g y , N a n j i n g 2 1 1 8 0 0 ,C h i n a )
w a s g e n e r a t e d i n t h e w e l d m e t a 1 a n d h e a t a f f e c t e d z o n e( H A Z ) , a n d t h e s t r e s s i n t h e i f r s t l y w e l d e d s i d e
第3 5卷第 1 期 2 0 1 3年 1月
南 京 工 业 大 学 学 报 ( 自 然 科 学 版) J O U R N A L O F N A N J I N G U N I V E R S I T Y O F T E C H N O L O G Y( N a t u r a l S c i e n c e E d i t i o n )
王艳 飞 , 耿鲁 阳, 巩建 鸣
( 南京 工业 大学 机械 与 动力工程 学 院 , 江 苏 南京 2 1 1 8 0 0 )
摘 要: 基于A B A Q U S 软件 的热弹塑性有 限元程序 , 对3 9 0 m m超厚度 2 0 M n M o N b 铜板拼焊制造 E O反应器管板的
n i t e e l e m e n t p r o g r a m o f A B A Q U S s o , w a r e .T h e e f f e c t s o f p o s t - w e l d i n g h e a t t r e a t m e n t( P WH T)o n t h e
不同厚度堆焊层表面残余应力分析 硕士论文
硕士学位论文不同厚度堆焊层表面残余应力分析analysis on surface residual stress of different depthSurfacing layer作者姓名指导教师学科专业二0一三年十一月学位论文书脊样式:关于论文使用授权的说明本学位论文作者及指导教师完全了解有关保留、使用学位论文的规定,同意保留并向国家有关部门或机构送交论文的复印件和磁盘,允许论文被查阅和借阅,学校可以将学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存、汇编本学位论文。
保密的学位论文在解密后应遵守此协议学位论文作者签名:____________ 导师签名:_____________年月日年月日分类号学校代码UDC 密级硕士学位论文不同厚度堆焊层表面残余应力分析analysis on surface residual stress of differentdepth Surfacing layer作者姓名指导教师申请学位学科专业研究方向致谢本论文是在材料科学与工程学院老师的悉心指导下完成的,衷心感谢我的导师教授!感谢老师几年来为我所做的一切和给予我的无私的帮助,老师渊博的学识和严谨的治学态度时刻感染我,激励我奋进;他孜孜不倦、言传身教的工作作风不仅使我学有长进,也使我在如何做人方面受益匪浅,在此向他表示我最真诚的感谢!在攻读硕士期间,还得到了许多人的帮助。
感谢刘老师、王老师在实验过程中及生活上给予我的帮助!另外,周、王等同学在生活上给予我很多支持,在此表示感谢!感谢我的家人在学习和生活上给予我无微不至的关怀和支持,使我能够心无旁鹜的去完成学业!在此,向一切帮助过我的老师、同学和亲人致以我最真挚的谢意!最后向所有关心过我,帮助过我的人表示我最衷心的谢意,感谢他们!摘要本文以Q235焊接钢板为研究对象,采用模拟应力应变场和盲孔法测量两种方式探究不同厚度堆焊层对焊接残余应力的影响。
厚板多层多道对接焊残余应力轮廓法测量及热-弹-塑性有限元分析
厚板多层多道对接焊残余应力轮廓法测量及热-弹-塑性有限元分析张庆亚1,卓子超1,周宏2,刘建成3,王江超1(1.华中科技大学船舶与海洋工程学院,武汉430074;2.江苏科技大学船舶与海洋工程学院,江苏镇江212100;3.招商局重工(江苏)有限公司,江苏南通226100)摘要:船体外板结构多采用多层多道焊工艺建造,焊接产生的残余应力复杂,易导致焊接结构断裂和疲劳失效。
本文采用轮廓法与基于并行计算技术的热-弹-塑性有限元研究Q235厚板多层多道对接接头内部残余应力分布及其变化过程,预测结果与测量结果吻合较好。
预测结果表明,纵向残余应力在焊缝区为拉应力,沿接头宽度方向逐渐减小最终转变为压应力,正面焊缝中部区域拉应力值明显降低;横向残余应力在焊缝区上表面及背面填充处为拉应力,沿接头宽度方向逐渐降低,在正面焊缝中部区域为压应力;Z 向残余应力主要存在于焊缝区,正面焊缝以压应力为主,背面焊缝以拉应力为主。
厚板多层多道焊接过程中,残余应力变化是由于后一道焊缝对已焊的焊缝起到热处理作用导致的,焊缝接头残余应力分布由最后一道焊缝决定。
关键词:多层多道对接焊;焊接残余应力;轮廓法;热-弹-塑性有限元中图分类号:U661.4文献标识码:A doi:10.3969/j.issn.1007-7294.2021.05.011Welding residual stress in multi-pass butt joint of thick plate through contour method and thermal-elastic-plastic finite element analysisZHANG Qing-ya 1,ZHUO Zi-chao 1,ZHOU Hong 2,LIU Jian-cheng 3,WANG Jiang-chao 1(1.School of Naval Architecture and Ocean Engineering,Huazhong University of Science and Technology,Wuhan 430074,China;2.School of Naval Architecture and Ocean Engineering,Jiangsu University of Science and Technology,Zhenjiang 212100,China;3.China Merchants Group Heavy Industry (Jiangsu)Co.Ltd.,Nantong 226100,China)Abstract :The hull plate structure is often fabricated by multi-pass welding process.However,the welding-induced residual stress will lead to abrupt fracture and fatigue-related failure of welded structure.In this pa⁃per,the internal residual stress distribution in a multi-pass butt joint of a Q235thick plate was investigated by using the contour method and Thermal Elastic Plastic Finite Element Analysis (TEP FEA).The measured results were approximated with the predicted results.The longitudinal residual stress in the weld vicinity was tensile stress,it decreased gradually towards the base metal and finally turned into compressive stress.The stress value in the middle section of the front weld decreased obviously.The transverse residual stress was the tensile stress near the surface and then gradually decreased along the weld width.The compressive stress 第25卷第5期船舶力学Vol.25No.52021年5月Journal of Ship Mechanics May 2021文章编号:1007-7294(2021)05-0627-10收稿日期:2020-11-28基金项目:工业与信息化部高技术船舶科研专项(159****9518)作者简介:张庆亚(1990-),男,博士研究生,E-mail:*******************.cn ;王江超(1983-),男,博士,副教授,通讯作者,E-mail:**************.cn 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计(论文)题目Q235厚板焊接残余应力数值模拟学生姓名刘武超学号**********专业材料成型及控制工程班级20081061 指导教师评阅教师完成日期2012 年 5 月15 日学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
本人完全意识到本声明的法律后果由本人承担。
作者签名年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保障、使用学位论文的规定,同意学校保留并向有关学位论文管理部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权省级优秀学士学位论文评选机构将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
本学位论文属于1、保密□,在_________年解密后适用本授权书。
2、不保密□。
(请在以上相应方框内打“√”)作者签名:年月日导师签名:年月日目录摘要 (4)前言 (5)1绪论 (6)1.1课题来源和意义 (6)1.2国内外研究现状 (7)1.3研究的主要内容 (5)2模拟分析过程 (7)2.1有限元分析软件ANSYS简介 (7)2.2有限元模型的建立 (7)2.3加载计算 (11)3模拟结果及分析 (15)3.1温度场模拟 (15)3.2应力场的模拟 (17)4全文总结与展望 (22)4.1全文总结 (22)4.2未来的展望 (22)致谢 (24)参考文献 (25)附录 (27)Q235厚板焊接残余应力数值模拟学生:刘武超指导教师:余海洲(三峡大学机械与材料学院)摘要:本文首先综述了目前国内外对焊接残余应力研究进展,在此基础上提出了本文的研究目的和意义。
运用有限元软件ANSYS的APDL语言编写模拟焊接瞬态过程程序进行热-结构耦合分析,对Q235钢、钢两种材料之间的对接接头的温度场和应力场进行数值模拟分析,得到温度和残余应力在接头的连续分布规律:在接近焊缝较窄的一个区域内产生拉应力,在其相邻区域产生压应力。
关键词:有限元数值模拟残余应力温度场Abstract:In this article, the development and present research situation of the welding residual stress have been critically overviewed ,base on this ,we bring up the purpose and sense of this article.Carry on the hot-structure coupling analysis using the ANSYS APDL language simulation welding transient state process procedure,which to simulate analysis on the temperature and stress field of the lap joints of Q235 steel, steel between the two materials. then get the distribution of the temperature field and residual stress: There is a tension stress near the weld bead ,there is a compress stress in other areas.Keyword: Finite element; Numerical Simulation;Residual stress; Temperature field.前言焊接是一个涉及传热学、电磁学、材料冶金学、固体和流体力学等多学科交叉的复杂过程。
由焊接产生的动态应力应变过程及其随后形成的残余应力,是导致焊接裂纹和接头强度与性能下降的重要因素。
迄今为止,焊接残余应力一直是人们关注的热点问题,仍是焊接生产领域中迫切需要解决的问题。
近年来,国内外学者对此进行了大量的研究,取得了丰硕的成果。
中厚钢板是焊接结构生产中不可缺少的重要材料,被广泛应用于国防、交通运输、能源、和建筑等重要国民经济部门。
钢结构体系具有自重轻、抗震性能优、施工周期短、安装速度快、投资回报快、绿色无污染等优点,从一定程度上反映了国家的综合经济实力和建筑技术的发展水平,得到了世界各国的广泛的应用和大力推广,钢结构体系的应用在欧美已经有几十年的发展历史,其施工快、回收利用便利等诸多优点是其他结构形成所无可比拟的,并逐渐成为顺应时代发展趋势的高效结构体系。
本文通过用有限元方法模拟研究平板对接焊接焊缝温度场分布、残余应力分布、温度场与残余应力的关系,不仅可以从中得到焊接残余应力的影响因素,了解焊接残余应力在连续分布规律,全面掌握结构的特性,而且可以通过优化焊接方法、顺序和工艺,控制(减小)焊接应力和变形,另外还可以节约大量的实验费用,有效地缩短研制和开发周期,因此是一种高效低成本的优化工艺的方法和预测与控制技术。
本文是本人的毕业设计论文,经过作者阅读了大量的文献后独立完成的,其中部分观点是引用三峡大学游敏教授等人的,由于本人的水平实在有限,还存在许多不足之处,希望各位批评指正。
1绪论1.1课题来源和意义近年来,随着我国钢产量的逐渐攀升,为适应经济发展的需要,国家对于钢结构的应用也从限制使用改为鼓励采用,为钢结构的广泛应用与推广营造了良好的氛围,特别是今年来我国可持续发展观的提出,钢结构体系在我国的建筑产业中呈现出广阔的应用前景。
钢结构的设计与施工技术也得到了飞速的发展并取得了良好的经济效益,近年来我国在沿海深厚软土地区和8度地震区及以上高烈度区采用高层钢结构形式获得了可观的经济效益和社会效益。
钢结构体系在建筑结构行业中的日益普及应用迅速带动了机械制造、金属制作加工等行业的发展,焊接技术作为为钢结构三大连接(焊接、栓接、铆接)中最主要的连接手段,因其不削弱构件截面的特点,成为了钢构件、金属加工中理想的连接方式。
并且焊接技术工艺的飞速更新发展使这一连接技术成为未来的发展趋势,但却致使钢结构焊缝中的焊接残余应力成为影响构件变形、稳定性和脆性断裂不可忽略的因素。
而构件中的纵向残余应力和作为弹塑性材料的钢材本身的性能是分析钢结构弹塑性问题的两个重要的考虑因素。
在钢结构构件的连接加工过程中,焊接是一种易产生残余应力的加工工艺,其表现最为明显,一般在焊接后的冷却过程中就伴随着明显的收缩变形和残余应力,其产生情况会因焊接件的形状、尺寸和所选用的焊接方法等的不同而异。
近年来对于钢结构脆性断裂的事故分析表明,焊接区的钢材,尤其是处于三向受拉状态的焊接热影响区得钢材,韧性大幅降低。
当板件较厚时因坡口焊缝收缩受到很大约束而出现三轴残余拉应力引起的脆性断裂,正是出于钢构件在焊接加工过程中,产生了接近屈服极限的残余应力。
构件中的残余应力大多数表现出很大的危险作用,如使构件的强度降低、降低构件疲劳极限、造成应力腐蚀和脆性断裂,由于残余应力的松弛,使构件产生变形,影响构件的尺寸精度,以往的研究表明影响钢结构脆性断裂的因素是多方面的,与焊缝自身的缺陷、焊缝周围热影响区得分布对钢材材质的脆性影响以及应力集中和残余应力的分布及大小有密切的关系,而根据线弹性断裂力学理论,残余应力对于裂纹的扩展有着重要的影响,因此正确的评估和降低焊接所造成的构件残余应力对钢结构构件及体系工作性能的影响,就显得十分必要[1-6]。
焊接残余应力是影响焊接结构后焊接部件的脆性断裂强度、疲劳强度、压曲稳定性、振动特性和耐腐蚀性能的重要因素;同时,残余应力的存在,还严重的影响了结构的机加工精度和尺寸稳定性。
因此对焊接残余应力的形成机理、分布规律及其测试技术的研究是和焊接结构领域的重要方面,也一直吸引着世界范围内焊接专家、学者的注意力。
通过多年的研究,到20世纪70年代初期,大致奠定了焊接残余应力和变形理论的基础。
传统的观点认为,焊接加热过程中焊缝和近缝区内因其膨胀受制而产生的塑性压缩应变是导致焊接残余应力产生的主要原因。
我校游敏教授通过多年的研究分析,认为除了母材中的塑性压缩变形引起焊接残余应力之外,焊缝金属冷却时的收缩受到制约也是导致焊接残余应力产生的重要原因,并据此原理开发了调控焊接接头横向残余应力的新技术[7]。
1.2国内外研究现状我国在残余应力领域的研究起步较晚,上世纪八十年代的残余应力早期研究学者张锭全作了残余应力、表面强化和金属疲劳方面的研究,其研究课题“缺口残余应力集中及其对疲劳性能的影响”表明疲劳性能不仅与残余应力的分布和大小、材料的弹性性能、外来作用应力的状态有关,还与残余应力的发生过程有关,而在研究这些影响的过程中给予定量的估计其影响是及其困难的。
近年来国内学者于各自不同的专业领域(包括建筑结构、金属制作加工等)对钢构件中的焊接残余应力的分卸特点、规律以及其对构件屈曲、稳定的影响和焊接接头的疲劳性能等方面作了广泛的研究。
文献[8][9][10]对钢结构焊件中残余应力的分布形成、分布等进行了探讨和研究,得到了焊件表面和中部不同的残力分布和拟合曲线,并分析了不同分布形式对构件承载力的影响。
天津大学做了提高焊接接头疲劳性能的技术研究,提出焊接结构的疲劳问题以及研究的意义,进行了系统的疲劳失效原因分析,论述了应力集中及残余应力对疲劳强度的影响。
天津大学材料学院设计和优化研制了低相变点焊条,并在各种焊接接头上进行了大量的疲劳试验和工艺性能试验。
结果表明,相变点焊条LTTE接头的疲劳强度分别比普通焊条E5015接疲劳强度提高11%、23%、42%、46%和59%疲劳寿命提高幅度从几倍到上百倍。
湖北工学院和铁道部大桥局桥科院通过疲劳实验对焊接残余应力对对接板的疲劳影响进行了研究得出了整板断裂周次的积分形式表达式,通过比较疲劳实验数据和计算结果,证明了理论和寿命预测方面的合理性。
文献[11]对钢结构脆性断裂的起因进行了较为详尽的论述,认为除焊缝自身的一些缺陷(如裂纹、欠焊、夹渣和气孔)和钢材质量因素外,焊接结构的连接形式(如当三条垂直施焊时阻止了材料的塑性变形)、内部存在的残余应力和其他因素结合是导致开裂的诱因。
材质的不合格、低温的冲击韧性差和低温焊接产生的较大残余应力是入们几十年来对于钢结构脆性断裂事故原因所形成的规律性认识,另外,结构形式的日益复杂、工作环境的恶劣(海洋等)以及为降低造价的目的所采用的精确计算方法,都比过去大大降低了钢结构体系的安全储备,从而增加了断裂事故发生的几率[12][13][14]。