API 5ct 接箍标准
API_5B__API_5CT学习教材[1]
![API_5B__API_5CT学习教材[1]](https://img.taocdn.com/s3/m/753f44a6fc0a79563c1ec5da50e2524de418d04b.png)
API_5B__API_5CT学习教材[1]API 5B 、API 5CT学习教材理论部分第一节名词解释缺欠:按适用标准所给方法检验出的产品上的不连续处或不规则处。
缺陷:具有足够大尺寸的缺欠,并且按照适用标准规定成为产品拒收的依据。
套管:从地表下入已钻井眼作衬壁的管子。
接箍:用于连接两根带螺纹管子并具有内螺纹的圆筒体。
接箍半成品:生产一件接箍所用的不带螺纹的坯料。
接箍毛坯:生产接箍半成品用的管子。
电焊管:具有一条用电阻焊或电感应方法、无填充金属焊接而成的纵焊缝的管子。
这种制造方法,焊接边由机械压力挤压在一起,焊接热量由电流电阻产生。
无缝管:无焊缝的锻轧钢管产品。
炉批:由一次熔炼的单一循环过程生产的材料。
检验:按相应要求对单位产品所进行的测量、检查、试验、螺纹检测或其它比较的过程。
线性缺欠:包括但不限于发裂、折叠、裂纹、压痕、切口和凿槽的缺欠。
线性缺欠的最大允许深度深度与规定壁厚比钢级外表面内表面符合A.5(SR16)的J55、K55、N801类、N80Q 12.5% 12.5% P110 5% 5% 非线性缺欠:包括但不限于点坑及圆底模压印痕的缺欠。
管子:套管、油管、平端套管衬管和短节的统称。
平端套管衬管:通常具有壁厚大于J55规定厚度,以无螺纹提供的套管。
短节:比长度范围1短的套管、油管或平端套管衬管。
螺纹保护器:用于装卸、运输和存储时保护螺纹和密封的盖帽或衬套。
黑顶螺纹:一种没有完整牙顶的螺纹,这是因为原有(黑皮)轧制表面未被完全除去所致。
倒角:指带圆螺纹或偏梯型螺纹的管端圆锥面部分。
震颤刀痕:一种出现在螺纹面、牙根、牙顶或倒角上的波纹状表面,这是由于螺纹加工刀具振动所致。
耦合剂:施加于超声波传感器和探测面之间以改善超声波能量传递的介质(常为液态)。
通径规:机械加工而成的特定尺寸的圆柱体,根据适用标准,将其穿过管子以确定管子是否阻塞。
静水压试验:将管子充满水,在承压状态下检验其能够保持规定压力而无渗漏或破裂能力的试验。
APISPEC5CT标准最新进展及主要技术内容变化

一
整行 或段被 删 除 ,则 在相邻 空行 处 页边标 记 竖
计拉 伸试 验 ;② 第 1 未经热 处理 的管 子 的冲击 组
线 ,并提醒标准 的使用者 ,该标识虽尽可能准确地
试验 ;③加厚长度一标准或延长 ; 电焊油管和 ④
并于 21 0 1年 7月发 布 .该 版 白 2 1 0 2年 1 1日 月
起 生效 。
由 于世 界 各 国对 石 油 和天 然 气 的需求 不 断增 加 ,加 快 了世界 范 围 内生 产成本 高 、开 发技 术难 度 大 的含 H S等 油 气 田的 开 发力 度 。Cl0套 管 l
1 . 第 1 .1 2 章 “ 范围” 涉 及 的产 品种 类 中增加 了 “ 接箍 材 料 ” ,删
殊 端部 加工 附件 材 料临界 厚度 ;③ 特 殊端 部加 _ 丁
除 了 “ 端 衬管” 平 ;第 2组 产 品 中增 加 了 C10 1 钢 级 .将 原第 2组 中的 C 5钢级 划 分 至第 l组 , 9 改 为 R 5钢 级 ;在 螺 纹 连 接 类 型 中删 除 了 “ 9 直 连 型 套管 ” 。后 续 各 章节 中涉及 平 端衬 管 和 直 连 型套管 的 内容均 被删 除 。 1 . 第 4章 “ .2 2 术语 、定 义 、符 号和 缩略语 ” 增 加 了电弧烧伤 (r un 、 ac r )接箍材料 (o pig b cu l n ma r 1、全管体 ( lb d ) ti ) ea f l o y 、全长 ( lln t) u— f l egh 、 u—
短节一 P l 10钢级 。
API 5CT石油套管知识

A P I5C T石油套管Home--Parameter化学成分:外径、薄厚、重量偏差长度范围描述:油管标准:API SPEC 5CT、API SPEC 5B、ISO 11960 用途:油管用于油井中抽取石油或天然气。
油管规格:注:P--平头;N--不加厚;U--外加厚;T&C--车螺纹带接箍;I--整体接头。
描述:石油套管标准:API SPEC 5CT、API SPEC 5B、ISO 11960套管规格:注:P--平端;S--短圆螺纹;L--长圆螺纹;B--偏梯形螺纹接箍 Coupling:1、标准接箍 Stabdard Coupling2、特殊间歇接箍 Special Space Coupling3、特殊倒角接箍 Special Bevellde Coupling4、改进型带密封环接箍 API Improved Seal-Ring Coupling(SR13)5、组合接箍或异径接箍 Combination Coupling or Special Diameter Coupling 短节或连接管 Pup Joint or Connector:包括所有油套管规格、螺纹或其他组合All Size,thread or their combination of tubing and casing are supplied.尺寸偏差 Dimensions and Tolerances:外径、壁厚、重量允许偏差 Outside Diameter,Wall Thickness and Weight Tolerances:螺纹参数允许偏差 Thread Parameter Tolerances:注a:p---螺距Note 啊:p---Pitch.接箍料常用规格Normal size range of coupling stockSpecificationscoupling?: 2-3/8"-20".?:J55 K55 N80 P110 ect.?:NU EU STC LTC BTC.?: API 5CT.?name :tubing coupling:UL 6/ ANSI ?Size:1/2" - 6":zinc plate on both out side and inner side , or hot dipped galvanzied and zinc plate on out side andzinc plateoninner side:seamless steel pipe:UL Listed, certificateCoupling is manufactured from seamless steel pipe, and produced according to the standard of ANSI (UL6). We can produce hot-dipped galvanized at external surface and electro-galvanized at internal thread or electro-galvanzied totally . The coupling is used to connect the conduit to extend the length of the conduitUsage: This Rigid Conduit Coupling is used forRSC connection to extend the length of the conduit Threaded Couplings。
油套管接箍的检验标准
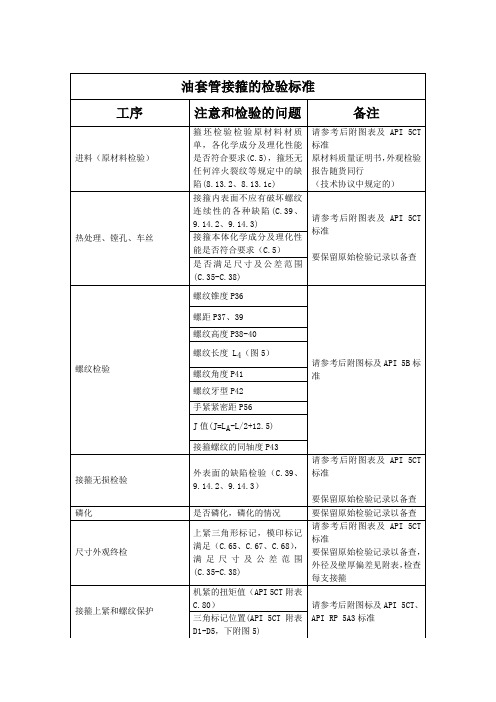
1.本质量控制标准为PSL-1等级规范,不涉及PSL-2,PSL-3产品。
2.本质量控制标准涉及钢级为常用钢级,对C90、T95等特殊要求和规范没有涉及。
3.本质量控制标准所有附表和图表后都注明了所在相关标准的页数。
接箍分为外协和本厂加工两种形式,不管哪种生产加工模式,符合API 5CT国际标准的管子接箍应是无缝的,其钢级、类型和热处理均应与管子相同,除替换性钢级或未规定热处理及采购单有特殊规定的(9.2-9.3)。
接箍的尺寸和公差应符合下表:
接箍的表面检查:
所有成品接箍内表面用肉眼观察不应有破坏螺纹连续性的各种缺陷(包括开裂、裂纹和气孔)。
应运用磁粉检测和NDT检测设备进行内外表面的检查。
并保留相应的无损检验记录,证实产品的相关的检验数据。
以下是接箍外表面缺陷允许范围:
油套管及接箍的螺纹检验方法:
针对螺纹的手紧紧密距、J值(J=L A-L/2+12.5)、螺纹锥度、螺距、螺纹长度、螺纹角度、螺纹牙型进行相应的测量,其中接箍还包括接箍螺纹的同轴度的测量。
相关的检验标准及尺寸公差可以祥查API 5B,螺纹密封脂及储存脂应满足或高于RP 5A3标准。
以下是相应的参考图表:
因所附图标过多,在此就不进行罗列,附详查图表。
API扩证课件(API 5CT 9th)

2.4.1.8 无损检验: 所有钢管应采用超声或涡流或漏磁检验方法, 检验内、外表面的纵向、横向缺陷,验收级别为L2。磁粉检验仅允许作为 第二种方法使用。
华菱衡钢
2.4.1.10 制造厂应对所发货产品提供质量证明书。
2.4.1.10 除非采购合同规定,否则母端螺纹的现场端的密封环应密封 包装单独发运,包装上的标签应注明数量、接头的类型、螺纹接头的制造厂、 检验日期和包装日期。
华菱衡钢
2.1.1.4 带密封环接箍:密封环槽加工和尺寸偏差(密封环槽应与接箍 螺纹机加工用同一装置一次装夹进行加工。密封环槽偏心距应不大于 0.13mm并且每一次机加工装夹都应检验。密封环槽偏心距是从该密封 槽根部至接箍螺纹小径圆锥在一个平面内沿圆周任何位置的距离之差)。
2.1.1.5 焊缝区的金相检验。
2.4 L80-1钢级
2.4.1 L80-1钢级 PSL-2 应满足以下要求
华菱衡钢
2.4.1.1 按照ASTM E23规定的试验方法,夏比V型缺口冲击试验的最小剪 切面积应为75%,或者采用文件化的程序(至少考虑到化学成分、直径和壁 厚的变化)与冲击试验结果一起证明产品达到了较高的要求。
2.4.1.2 冲击试验:强制夏比V缺口冲击试验和要求:根据API 5CT A.10 SR16中的要求执行,试验温度为0℃。若购方要求,也可双方协商采用较低 的试验温度。
2.4.1.3 淬透性:按照文件化程序的规定,应从整体淬火状态的管子上取样, 以证实每个规格、批量、化学成份、奥氏体化和淬火工艺都有足够的淬透性。 按文件化程序验证时获得的平均硬度值应大于或等于按下述公式确定的最低 为 90%马氏体时对应的硬度值
API SPEC 5CT:2011新旧对照
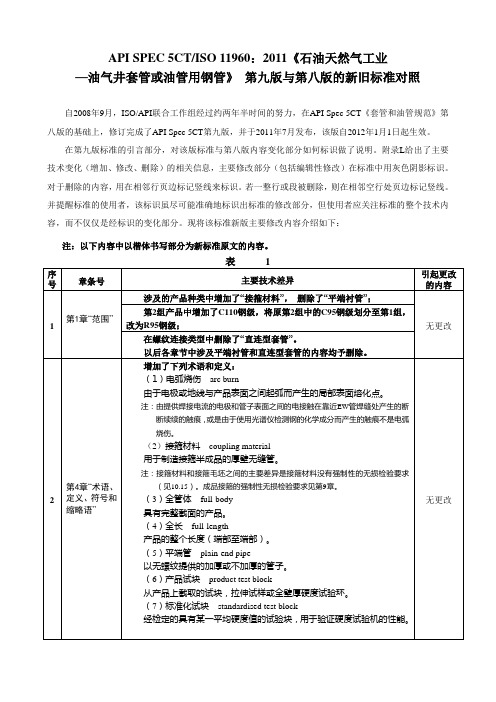
API SPEC 5CT/ISO 11960:2011《石油天然气工业—油气井套管或油管用钢管》第九版与第八版的新旧标准对照
自2008年9月,ISO/API联合工作组经过约两年半时间的努力,在API Spec 5CT《套管和油管规范》第八版的基础上,修订完成了API Spec 5CT第九版,并于2011年7月发布,该版自2012年1月1日起生效。
在第九版标准的引言部分,对该版标准与第八版内容变化部分如何标识做了说明。
附录L给出了主要技术变化(增加、修改、删除)的相关信息,主要修改部分(包括编辑性修改)在标准中用灰色阴影标识。
对于删除的内容,用在相邻行页边标记竖线来标识。
若一整行或段被删除,则在相邻空行处页边标记竖线。
并提醒标准的使用者,该标识虽尽可能准确地标识出标准的修改部分,但使用者应关注标准的整个技术内容,而不仅仅是经标识的变化部分。
现将该标准新版主要修改内容介绍如下:
注:以下内容中以楷体书写部分为新标准原文的内容。
表 1。
怎样理解API 5CT
怎样理解API 5C尺寸及公差、外观要 求
怎样理解API 5CT
第九章 接箍 规定了接箍的要求:包括热处理、尺寸、 探伤、磷化等 特别注意:替换性要求。
怎样理解API 5CT
检验和试验 主要讲述了组批概念、试验频率、取样位 置、试验时机、复验方法与判定、无损 检验要求 特别注意:无损检验
怎样理解API 5CT
第三章 规范性应用文件 主要给出了本国际标准中的应用标准。 特别注意: ANSI-NACE TM0177:1996 室温H2S 环境 中金属抗硫化物应力开裂实验室试验
怎样理解API 5CT
第四章 术语、定义、符号和缩略语 主要解释了本国际标准中的术语 注意:尽可能在记录、报告中使用正规名 称
怎样理解API 5CT
第十一章 标记 规定了色标、喷标要求
第十二章 涂层与防护 涂层保持三个月 螺纹保护器 附录H
怎样理解API 5CT
文件 质证书、记录保存要求
怎样理解API 5CT
工厂要求 硬件设备要求
怎样理解API 5CT
附录要求
怎样理解API 5CT
第五章购方需提供的资料 主要明确了在签订合同时应满足那些参 数
怎样理解API 5CT
第六章 制造方法 主要明确了针对不同和管子制造方法、热 处理要求、矫直、追溯性要求。 特别注意:对第二组管子要求
怎样理解API 5CT
第七章 材料要求 明确了化学成分、力学性能要求; 规定了试样要求(包括方向、大小、数 量)要求;特别注意:夏比冲击的要求 以及第二组产品的一些特殊要求。
怎样理解API 5CT
第一章:范围 主要讲述了以下几点内容:产品质量等 级、螺纹连接形式、钢级; J55:其后面55的意思为该钢级最小屈服 强度为55Ksi
API 5CT第8版及相关问题
引用标准及油、 引用标准及油、套管标准系列
引用标准及油、 引用标准及油、套管标准系列
0.2 引用标准 现行API SPEC 5CT第8版(ISO 11960)中已引用5B、 RP 5A3(ISO 13678) Bul 5C2、Bul 5C3等与制造相关 的标准。 关于套管的维护及使用,内压弯曲复合作用下圆螺 纹套管的连接性能等与现场作业有关的标准RP 5C1、 Bul 5C4未被引入API 5CT, RP 5C5套管、油管接头评 价程序也未列入API 5CT第8版的引用标准。这可能会造 成许多问题,如符合如5CT、5B的油、套管,使用时发 生粘扣、脱扣、泄漏,它可能是制造厂工厂端连接不符 合Bul 5C2或用户作业违反了RP 5C1、Bul 5C4的规定, 如果未按RP 5C5进行评价,出了问题难以分析甚至会出 现争议。
API 5CT第8版对 版对API 5CT第7版的主要技 第 版对 第 版的主要技 术修改
• 1.1.2 PSL-3要求 要求 • 追加到PSL-2的PSL-3要求, 有下述的进一步要求:
a.J.3.2除H40和N80类型 外的所有钢级 除 类型1外的所有钢级 和 类型 J.3.2.1壁厚测量复盖面积100%,报告最小壁厚[H.17.2]。 J.3.2.2在上紧前,螺纹端要求进行湿磁粉检查(MPI)[H.18.3]。 b.J.3.3除第 组外的所有钢级 除第1组外的所有钢级 除第 对接箍坯料的无损检测[H.18.5]。 c.J.3.4 J55,K55和M65 , 和 用5%刻槽对纵向和横向内外缺陷的无损检测(不进行MPI) [H.18.1.4]。 • d.J.3.5 N80Q,L80类型 ,C95和P110钢级 , 类型1, 和 钢级 类型 • J.3.5.1每根钢管管体、加厚端和接箍的表面硬度试验[H.14.1]。 • J.3.5.2无损检测:强制性的UT加一种其他方法[H.18.1.5]。 • • • • • • •
API 5CT 第7版

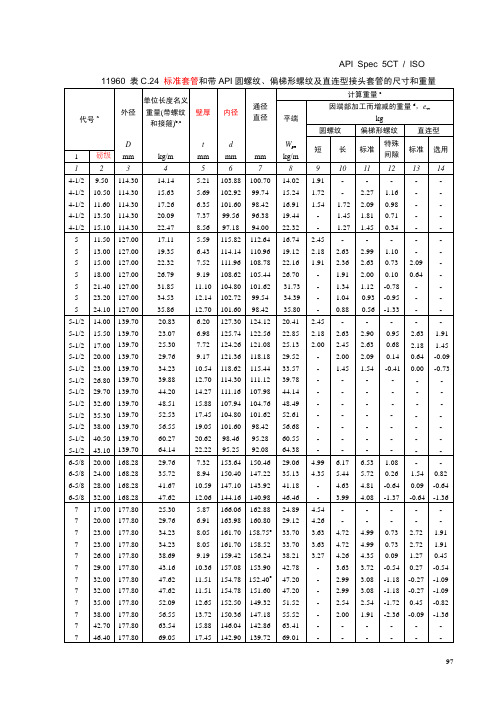
API 5CT 第7版《套管及油管规范》1 外径允许偏差下列偏差适用于管子外径:D<114.3mm ±0.79mmD≥114.3mm -0.5%D~+1.0%D1)对加厚管,D≤139.7mm时,下列偏差适用于紧接加厚部分后约127mm范围内的管体外径;D>139.7mm时,下列偏差适用于紧接加厚部分后约等于管体外径范围内的管体外径。
D≤88.9mm -0.79~+2.38mmD>88.9~127mm -0.75%D~+2.78mmD>127~219.1mm -0.75%D~+3.18mmD>219.1mm -0.75%D~+3.97mm2) 对于D≥60.3mm外加厚油管,下列偏差适用于距管端La范围内的管子外径。
在La与Lb之间的直径变化应是平滑和渐变的,管体外径偏差不适用于距管端Lb的范围内。
D 60.3~88.9mm -0.79~+2.38mmD>88.9~101.6mm -0.79~+2.78mmD>101.6mm -0.75%D~+2.78mmLa: 管端到加厚厚度减少终止处长度;Lb:管端到加厚消失处长度。
加厚尺寸偏差见文本表C.26、C.27、C.28。
2 壁厚允许偏差-12.5%3 重量允许偏差单根 -3.5%~+6.5%车载量(订货量)<18.144t -3.5%车载量(订货量)≥18.144t -1.75%4 长度及其允许偏差套管及衬管: 车载量≥17.237t时最大允许变化量最小允许长度一级长度: 4.88~7.62m 1.83m 5.49m二级长度:7.62~10.36m 1.52m 8.53m三级长度:10.36~14.63m 1.83m 10.97m油管和用作油管的套管: 车载量≥18.14t时的最大允许变化量一级长度:6.10~7.32m 0.61m二级长度:8.53~9.75m 0.61m三级长度:11.58~12.80 0.61m注:经协商油管和用作油管的套管一级长度可为6.10~8.53m,三级长度可增至13.72m。
API接箍检验标准
API油管套管接箍检验指导书1.0 目的本指导书对API油套管接箍螺纹检测程序做了规定,以确保接箍螺纹的质量。
2.0 适用范围本指导书适用于API油套管接箍螺纹的检验和验收/拒收的依据。
3.0 检验依据3.1 API Spec 5B 套管、油管和管线管螺纹的加工、测量和检验规范。
3.2 API Spec 5CT 套管和油管规范(第九版)4.0 检验项目检验API油套管接箍螺纹包括以下项目:项目No.1: 外观检验项目No.2: 紧密距检验项目No.3: 锥度检验项目No.4: 齿高检验项目No.5: 螺距检验项目No.6: 镗孔直接检验项目No.7: 镗孔深度检验(偏梯形螺纹除外)项目No.8: 接箍外径检验项目No.9: 接箍长度检验项目No.10: 承载面宽度检验5.0 检验量规进行API油套管接箍螺纹检验需要使用下列量规:1. 游标卡尺2. 深度规3. 各种规格各种扣型的塞规4. 内螺纹锥度规5. 内螺纹齿高规以及齿高标准块6. 螺距量规以及螺距标准块6.0 检验规则1. 根据生产规格、螺纹类型准备好量规及相应的标准块和量规触头,检查量规是否在校准周期内,各种量规及相关标准块均须保证无任何氧化现象,检验过程中需轻放轻拿,避免损坏量规。
2. 每班开始加工时,前三件产品必须对全部螺纹参数进行检验,符合本指导书要求后方可进入正常生产。
3. 机床加工过程中,如有参数调整,须对调整后的相邻两件产品进行相应检验。
4. 如任何一项检验项目出现不合格,必须对此件前后相邻两件产品进行相应检查。
如再发现不合格,必须向前和向后进行追查,排除所有不合格产品。
5. 所有检测数据都写入到相应的检验记录中,并保存。
7.0 检验程序及验收标准7.1 肉眼检查● 检验项目:No.1● 量规类型:无● 公差: 无● 量规校验: 无● 检验要求:1. 从接箍端面到接箍中心J+1牙平面间隔内,螺纹部分不得有凹坑、凸点、毛刺、撕裂、刀伤、裂纹或者破坏螺纹连续性的其他缺欠。
商务国际API5CT常用规范(油套管)
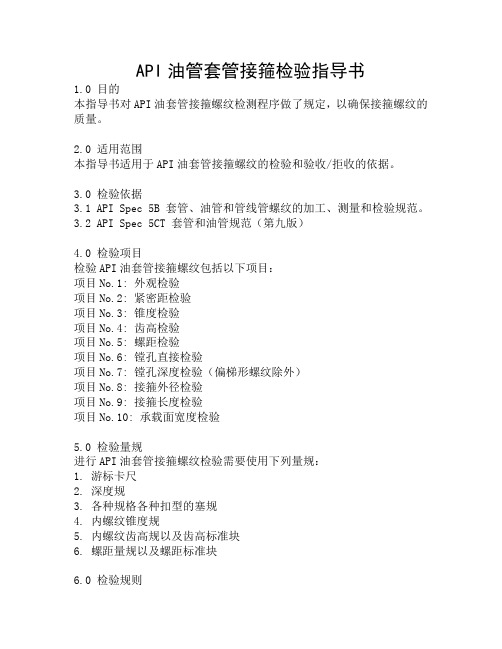
单位长度名义 代号 a 外径 重量(带螺纹 和接箍)b,c D 1 1 4-1/2 4-1/2 4-1/2 4-1/2 4-1/2 5 5 5 5 5 5 5 5-1/2 5-1/2 5-1/2 5-1/2 5-1/2 5-1/2 5-1/2 5-1/2 5-1/2 5-1/2 5-1/2 5-1/2 6-5/8 6-5/8 6-5/8 6-5/8 7 7 7 7 7 7 7 7 7 7 7 7 磅级 2 9.50 10.50 11.60 13.50 15.10 11.50 13.00 15.00 18.00 21.40 23.20 24.10 14.00 15.50 17.00 20.00 23.00 26.80 29.70 32.60 35.30 38.00 40.50 43.10 20.00 24.00 28.00 32.00 17.00 20.00 23.00 23.00 26.00 29.00 32.00 32.00 35.00 38.00 42.70 46.40 mm 3 114.30 114.30 114.30 114.30 114.30 127.00 127.00 127.00 127.00 127.00 127.00 127.00 139.70 139.70 139.70 139.70 139.70 139.70 139.70 139.70 139.70 139.70 139.70 139.70 168.28 168.28 168.28 168.28 177.80 177.80 177.80 177.80 177.80 177.80 177.80 177.80 177.80 177.80 177.80 177.80 kg/m 4 14.14 15.63 17.26 20.09 22.47 17.11 19.35 22.32 26.79 31.85 34.53 35.86 20.83 23.07 25.30 29.76 34.23 39.88 44.20 48.51 52.53 56.55 60.27 64.14 29.76 35.72 41.67 47.62 25.30 29.76 34.23 34.23 38.69 43.16 47.62 47.62 52.09 56.55 63.54 69.05 t mm 5 5.21 5.69 6.35 7.37 8.56 5.59 6.43 7.52 9.19 11.10 12.14 12.70 6.20 6.98 7.72 9.17 10.54 12.70 14.27 15.88 17.45 19.05 20.62 22.22 7.32 8.94 10.59 12.06 5.87 6.91 8.05 8.05 9.19 10.36 11.51 11.51 12.65 13.72 15.88 17.45 d mm 6 103.88 102.92 101.60 99.56 97.18 115.82 114.14 111.96 108.62 104.80 102.72 101.60 127.30 125.74 124.26 121.36 118.62 114.30 111.16 107.94 104.80 101.60 98.46 95.25 153.64 150.40 147.10 144.16 166.06 163.98 161.70 161.70 159.42 157.08 154.78 154.78 152.50 150.36 146.04 142.90 mm 7 100.70 99.74 98.42 96.38 94.00 112.64 110.96 108.78 105.44 101.62 99.54 98.42 124.12 122.56 121.08 118.18 115.44 111.12 107.98 104.76 101.62 98.42 95.28 92.08 150.46 147.22 143.92 140.98 162.88 160.80 158.75e 158.52 156.24 153.90 152.40e 151.60 149.32 147.18 142.86 139.72 壁厚 内径 计算重量 c 通径 直径 平端 圆螺纹 Wpe kg/m 8 14.02 15.24 16.91 19.44 22.32 16.74 19.12 22.16 26.70 31.73 34.39 35.80 20.41 22.85 25.13 29.52 33.57 39.78 44.14 48.49 52.61 56.68 60.55 64.38 29.06 35.13 41.18 46.46 24.89 29.12 33.70 33.70 38.21 42.78 47.20 47.20 51.52 55.52 63.41 69.01 短 9 1.91 1.72 1.54 2.45 2.18 1.91 2.45 2.18 2.00 4.99 4.35 4.54 4.26 3.63 3.63 3.27 长 10 1.72 1.45 1.27 2.63 2.36 1.91 1.34 1.04 0.88 2.63 2.45 2.00 1.45 6.17 5.44 4.63 3.99 4.72 4.72 4.26 3.63 2.99 2.99 2.54 2.00 因端部加工而增减的重量 d,ew kg 偏梯形螺纹 标准 11 2.27 2.09 1.81 1.45 2.99 2.63 2.00 1.12 0.93 0.56 2.90 2.63 2.09 1.54 6.53 5.72 4.81 4.08 4.99 4.99 4.35 3.72 3.08 3.08 2.54 1.91 特殊 间隙 12 1.16 0.98 0.71 0.34 1.10 0.73 0.10 -0.78 -0.95 -1.33 0.95 0.68 0.14 -0.41 1.08 0.26 -0.64 -1.37 0.73 0.73 0.09 -0.54 -1.18 -1.18 -1.72 -2.36 直连型 标准 13 2.09 0.64 2.63 2.18 0.64 0.00 1.54 0.09 -0.64 2.72 2.72 1.27 0.27 -0.27 -0.27 0.45 -0.09 选用 14 1.91 1.45 -0.09 -0.73 0.82 -0.64 -1.36 1.91 1.91 0.45 -0.54 -1.09 -1.09 -0.82 -1.36 97
78外加厚油管成品接箍技术要求汇总

本技术要求适用于按API Spec 5CT规范制造的2-7/8加厚N80 Ⅰ类钢级的油管成品接箍,并为订货合同附件。
1、尺寸及偏差要求1.1、外径φ93.17±0.93 mm,接箍长度≥134mm;1.2、接箍承载面外倒角应是1×45°,内倒角应是0.5×45°;1.3、承载面宽度≥5.56mm;1.4、接箍两端螺纹最大轴线不重合度不得超过0.78 mm;2、螺纹尺寸与公差技术要求3、材质要求3.1、化学成分必须符合API Spec 5CT规范中规定的材质化学成分要求;3.2、机械性能必须符合API Spec 5CT中规定的要求;3.3、接箍的原材料应按N80 Ⅰ类钢级的热处理工艺要求进行热处理;4、接箍表面要求4.1、接箍外表面不得有肉眼可见的发裂、裂纹、和气孔;4.2、接箍内表面不应有破坏螺纹连续性的各种缺欠;4.3、接箍表面磷化处理,要求镀层细密,色泽均匀一致;4.4、接箍标识要清晰,符合API标识要求;5、其它5.1、参与投标的生产厂家必须通过API资质认证;5.2 提供第三方的检测报告。
其它技术要求如有争议,以API Spec 5CT、API Spec 5B中规定的要求为准。
本技术要求适用于按API Spec 5CT规范制造的2-7/8不加厚N80 Ⅰ类钢级的油管成品接箍,并为订货合同附件。
1、尺寸及偏差要求1.5、外径φ88.9±0.89 mm,接箍长度≥131mm;1.6、接箍承载面外倒角应是1×45°,内倒角应是0.5×45°;1.7、承载面宽度≥4.76mm;1.8、接箍两端螺纹最大轴线不重合度不得超过0.79 mm;2、螺纹尺寸与公差技术要求3、材质要求3.1、化学成分必须符合API Spec 5CT规范中规定的材质化学成分要求;3.2、机械性能必须符合API Spec 5CT中规定的要求;3.3、接箍的原材料应按N80 Ⅰ类钢级的热处理工艺要求进行热处理;4、接箍表面要求4.1、接箍外表面不得有肉眼可见的发裂、裂纹、和气孔;4.2、接箍内表面不应有破坏螺纹连续性的各种缺欠;4.3、接箍表面磷化处理,要求镀层细密,色泽均匀一致;4.4、接箍标识要清晰,符合API标识要求;5、其它5.1 接箍生产厂必须是具备API资质的厂家;5.2 提供第三方的检测报告。
API+5CT摘要
单位制和钢级横向Cv纵向Cv
国际单位制J YSmin*(0.00118*t+0.01259)YSmin*(0.00236*t+0.02518)
C110 758 828 793 30 286
P110 758 965 862 - -
Q125 862 1034 931 -
11、冲击试验
管体:
(1)H40、J55、K55钢级和N80钢级1类没有强制性的CVN吸收能要求。
(2)M65钢级全尺寸横向试样最小吸收能要求应为20J(15ft*lb)。全尺寸纵向试样最小吸收能要求应为41J(30ft*lb)。
N80Q、R95、C90、L80、T95或14J,取较大值(表C.18)或27J取较大值(表C.19)
国际单位制J YSmin*(0.00118*t+0.01259)YSmin*(0.00236*t+0.02518)
P110或20J,取较大值(表C.18)或41J取较大值(表C.19)
美国惯用单位制ft*lb YSmin*(0.152*t+0.064)YSmin*(0.304*t+0.128)
C110- 0.35 - 1.20 0.25 1.00 0.40 1.50 0.99 - 0.020 0.005 -
P110 - - - - - - - - - -0.030e0.030e-
Q125-1 -0.35 1.35 - 0.85 - 1.50 0.99 - 0.020 0.010 -
API 5ct 接箍标准
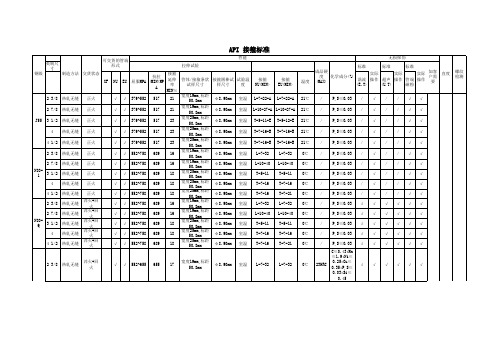
L801
如客 户有 需求
全长 偏离 直线 不超 过总 长度
2 7/8
热轧无缝
淬火+回 火
L801
3 1/2
热轧无缝
淬火+回 火
4
热轧无缝
淬火+回 火
4 1/2
热轧无缝
淬火+回 火
2 3/8
热轧无缝
淬火+回 火
2 7/8
热轧无缝
淬火+回 火
C901
3 1/2
热轧无缝
淬火+回 火
√ √ 552~655 655 √ √ 552~655 655 √ √ 552~655 655 √ √ 552~655 655 √ √ 621~724 689 √ √ 621~724 689 √ √ 621~724 689
√
√
√
√√
√
0.03;Si≤
0.45
C≤0.43;Mn
≤1.9;Ni≤
0℃
23HRC
0.25;Cu≤ 0.35;P,S≤
√
√
√
√√
√
全长 偏离
0℃ 0℃
0.03;Si≤ 0.45
C≤0.43;Mn
≤1.9;Ni≤
23HRC
0.25;Cu≤ 0.35;P,S≤
√
0.03;Si≤
0.45
C≤0.43;Mn
热轧无缝
4 热轧无缝
4 1/2 热轧无缝
可交货的管端 形式
交货状态
UF
NU
EU
屈服MPA
抗拉 (MIN)MP
A
接箍 延伸
率 MIN%
正火
√ √ 379~552 517 21
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
13
宽度19mm,标距 50.8mm
φ8.90mm
室温
L-10-46
L-10-45
0℃
15
宽度25mm,标距 50.8mm
φ8.90mm
室温
T-5-14
T-5-14
0℃
/
P,S≤0.03
√
√
√
√
不适 用
/
P,S≤0.03
√
√
√
√
不适 用
注:关于冲击试样:T为横向试样;L为纵向试样;10为全尺寸试样10*10*55;7为3/4尺寸试样,10*7.5*55;5为1/2尺寸试样,10*5*55;A无温度递减;B降低3℃;C降低6℃;D降低8℃;E降低11℃; 关于管端形式:EU:加厚接头 NU:不加厚接头
T-7-16
16
宽度19mm,标距 50.8mm
φ8.90mm
室温
L-7-32
L-7-32
16
宽度19mm,标距 50.8mm
φ8.90mm
室温
L-10-40
L-10-40
18
宽度25mm,标距 50.8mm
φ8.90mm
室温
T-5-11
T-5-11
C≤0.43;Mn
≤1.9;Ni≤
0℃
23HRC
0.25;Cu≤ 0.35;P,S≤
/ P,S≤0.03 √ √ √ √ √ √
/ P,S≤0.03 √ √ √ √ √ √
/ P,S≤0.03 √ √ √ √ √ √
/ P,S≤0.03 √ √ √ √ √ √
C≤0.43;Mn
≤1.9;Ni≤
23HRC
0.25;Cu≤ 0.35;P,S≤
√
√
√
√√
√
0.03;Si≤
0.45
螺纹 检测
0℃
25.4HR 0.85;Cr≤ C 1.5;Ni≤
√
√
√
√√
√
0.99;P≤
0.02;S≤
0.01
C901
4
热轧无缝
淬火+回 火
√ √ 621~724 689
18
宽度25mm,标距 50.8mm
φ8.90mm
室温
T-7-16
T-7-16
C≤0.35;Mn
≤1.2;0.25
≤Mo≤
0℃
25.4HR 0.85;Cr≤ C 1.5;Ni≤
接箍 NU(MIN)
L-7-22-A L-10-27-A T-5-11-E T-7-16-B T-7-16-B
L-7-32 L-10-40 T-5-11 T-7-16 T-7-16 L-7-32 L-10-40 T-5-11 T-7-16 T-7-16
接箍 EU(MIN)
L-7-22-A L-10-27-A T-5-12-E T-7-16-B T-7-16-B
L-7-32 L-10-40 T-5-11 T-7-16 T-7-21 L-7-32 L-10-40 T-5-11 T-7-16 T-7-21
2 3/8
热轧无缝
淬火+回 火
√ √ 552~655 655
17
宽度19mm,标距 50.8mm
φ8.90mm
室温
L-7-32
L-7-32
温度
21℃ 21℃ 21℃ 21℃ 21℃ 0℃ 0℃ 0℃ 0℃ 0℃ 0℃ 0℃ 0℃ 0℃ 0℃
正火
√ √ 552~758 689 16
正火
正火
正火
正火
淬火+回 火
淬火+回 火
淬火+回 火
淬火+回 火
淬火+回 火
√ √ 552~758 689 16 √ √ 552~758 689 18 √ √ 552~758 689 18 √ √ 552~758 689 18 √ √ 552~758 689 16 √ √ 552~758 689 16 √ √ 552~758 689 18 √ √ 552~758 689 18 √ √ 552~758 689 18
L801
如客 户有 需求
全长 偏离 直线 不超 过总 长度
2 7/8
热轧无缝
淬火+回 火
L801
3 1/2
热轧无缝
淬火+回 火
4
热轧无缝
淬火+回 火
4 1/2
热轧无缝
淬火+回 火
2 3/8
热轧无缝淬Leabharlann +回 火2 7/8
热轧无缝
淬火+回 火
C901
3 1/2
热轧无缝
淬火+回 火
√ √ 552~655 655 √ √ 552~655 655 √ √ 552~655 655 √ √ 552~655 655 √ √ 621~724 689 √ √ 621~724 689 √ √ 621~724 689
≤1.9;Ni≤
23HRC
0.25;Cu≤ 0.35;P,S≤
√
√ √
√ √
√ √
√ √
√ √
如客 户有 需求 应按 顾客 要求 进行 相关 检试 验项 目的 出具
直线 不超 过总 长度
的 0.2%; 端部 1.5mm 范围 偏离 距离 不超
过
平端 无,带 螺纹
有
0.03;Si≤
3.18m
C≤00..4355;Mn
m
≤1.2;0.25
0℃
25.4HR C
≤Mo≤ 0.85;Cr≤ 1.5;Ni≤
√
√
√
√√
√
0.99;P≤
C0≤.02.;3S5≤ ;Mn
≤1.2;0.25
0℃
25.4HR C
≤Mo≤ 0.85;Cr≤ 1.5;Ni≤
√
√
√
√√
√
0.99;P≤
C0≤.002.;3S5≤ ;Mn
≤1.2;0.25
≤Mo≤
宽度25mm,标距 50.8mm
宽度19mm,标距 50.8mm
宽度19mm,标距 50.8mm
宽度25mm,标距 50.8mm
宽度25mm,标距 50.8mm
宽度25mm,标距 50.8mm
性能
接箍圆棒试 试验温
样尺寸
度
φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温 φ8.90mm 室温
0.02;S≤
0.01
2 3/8
热轧无缝
淬火+回 火
√ √ 758~965 862
13
宽度19mm,标距 50.8mm
φ8.90mm
室温
L-7-34
L-7-34
0℃
/
P,S≤0.03
√
√
√
√
不适 用
P110
2 7/8 3 1/2
热轧无缝 热轧无缝
淬火+回 火
淬火+回 火
√ √ 758~965 862 758~965 862
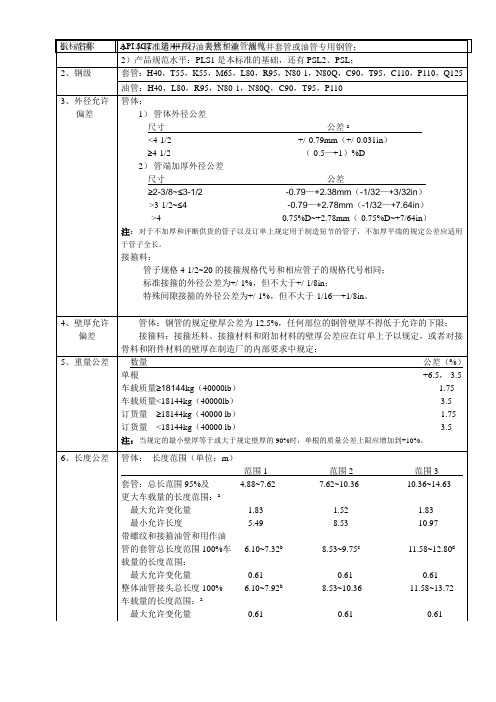
API 接箍标准
英制尺
寸
钢级
制造方法
2 3/8 热轧无缝
2 7/8 热轧无缝
J55 3 1/2 热轧无缝
4 热轧无缝
4 1/2 热轧无缝
2 3/8 热轧无缝
2 7/8 热轧无缝 N80-
1 3 1/2 热轧无缝
4 热轧无缝
4 1/2 热轧无缝
2 3/8 热轧无缝
2 7/8 热轧无缝
N80Q
3 1/2
热轧无缝
4 热轧无缝
4 1/2 热轧无缝
可交货的管端 形式
交货状态
UF
NU
EU
屈服MPA
抗拉 (MIN)MP
A
接箍 延伸
率 MIN%
正火
√ √ 379~552 517 21
正火
√ √ 379~552 517 21
正火
√ √ 379~552 517 23
正火
√ √ 379~552 517 23
正火
√ √ 379~552 517 23
√
√
√
√√
√
0.99;P≤
0.02;S≤
0.01
4 1/2
热轧无缝
淬火+回 火
√ √ 621~724 689
18
宽度25mm,标距 50.8mm
φ8.90mm
室温
T-7-16
T-7-16
C≤0.35;Mn
≤1.2;0.25
≤Mo≤
0℃
25.4HR 0.85;Cr≤ C 1.5;Ni≤
√
√
√
√√
√
0.99;P≤
0℃
无损探伤
标准
标准
标准
成品硬 度
(MAX)
化学成分(%)
涡流 (E.T)
实际 操作
实际 超声 操作 (U.T)
管端 磁粉
实际 操作
如客 户需 要
直度
/ P,S≤0.03 / √ / / √ √
/ P,S≤0.03 / √ / / √ √
/ P,S≤0.03 / √ / / √ √
/ P,S≤0.03 / √ / / √ √
拉伸试验
管体/接箍条状 试样尺寸
宽度19mm,标距 50.8mm