前后风挡玻璃智能化装配
试制试验岗位描述

所属部门
试制试验科
职系*
职等职级*
岗位定员
1
直接上级
试制试验科科长
直接下级
装配工,汽车电工,钣金工
内部协作
部门内各单位
外部协作
工作描述
职位概要
车间生产管理、车间日常管理、生产准备技术支持。
职责与工作任务:
职责一
职责描述:生产准备技术支持
1、负责样车设计分析与质量检测,
2、做好项目的数据校核、样车试制及底盘验证分析等.
8.负责完成公司领导临时交付的工作。
(二)部门设置
后附产品研发部岗位图
编制/日期:审核/日期:批准/日期
岗位描述
职位名称
试制试验科科长
职位代码*
所属部门
试制试验科
职系*
职等职级*
岗位定员
1
直接上级
产品研发部
直接下级
技术试验组长、试制装配组长
内部协作
研发部部长、公司各行政部门
外部协作
各供应商
工作描述
职位概要
职责六
职责描述:负责完成上级领导临时交付的工作。
主要权力
按照公司下达年度目标计划按时完成:①有对上级奖励部门的奖金二次分配权,②有对部门下属员工业绩考评等级建议权,③有对部门下属员工末位奖惩建议权。
按照公司下达年度目标计划未能按时完成:①根据未能按时完成公司下达年度目标计划的百分比接受相应处罚乃至换岗。
工作任务
1、按试车规定驾驶车辆,预防故障发生。
2、对车辆定期进行检查,对路试过程发现的问题进行分析、判断,进行记录。
3、对试验项目进行记录
职责二
负责完成上级领导临时交付的工作。
浅谈汽车前风挡安装设计及装配工艺
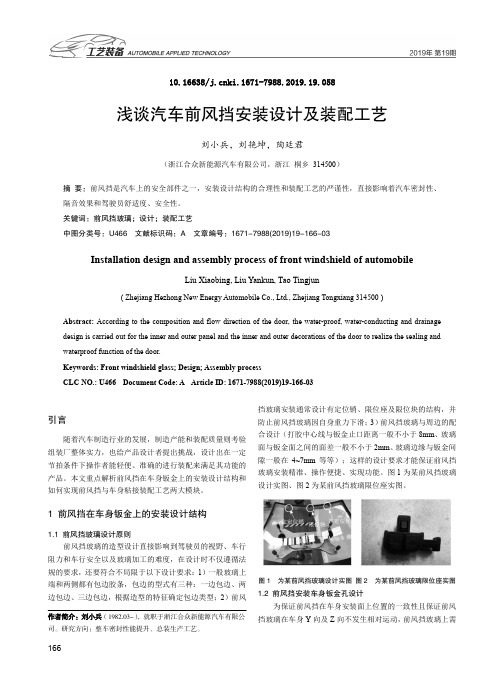
16610.16638/ki.1671-7988.2019.19.058浅谈汽车前风挡安装设计及装配工艺刘小兵,刘艳坤,陶廷君(浙江合众新能源汽车有限公司,浙江 桐乡 314500)摘 要:前风挡是汽车上的安全部件之一,安装设计结构的合理性和装配工艺的严谨性,直接影响着汽车密封性、隔音效果和驾驶员舒适度、安全性。
关键词:前风挡玻璃;设计;装配工艺中图分类号:U466 文献标识码:A 文章编号:1671-7988(2019)19-166-03Installation design and assembly process of front windshield of automobileLiu Xiaobing, Liu Yankun, Tao Tingjun( Zhejiang Hezhong New Energy Automobile Co., Ltd., Zhejiang Tongxiang 314500 )Abstract: According to the composition and flow direction of the door, the water-proof, water-conducting and drainage design is carried out for the inner and outer panel and the inner and outer decorations of the door to realize the sealing and waterproof function of the door.Keywords: Front windshield glass; Design; Assembly processCLC NO.: U466 Document Code: A Article ID: 1671-7988(2019)19-166-03引言随着汽车制造行业的发展,制造产能和装配质量则考验组装厂整体实力,也给产品设计者提出挑战,设计出在一定节拍条件下操作者能轻便、准确的进行装配来满足其功能的产品。
钱江250-L整车装配图解

14
三、250-L维修
2、维修后装配过程中要加紧固胶的部位: 1)前后刹车盘的紧固螺栓; 2)后液刹柱塞泵、前后液刹下泵紧固螺栓; 3、维修后要注意紧固力矩的螺栓: 1)动力的安装螺栓; 2)前轮后安装螺栓、后摆臂轴安装螺栓; 3)前后液刹下泵的安装螺栓;
15
三、250-L维修
4、电喷油管需要注意的事项: 油箱的出油管与点喷头相连接的管理都是耐高压油管,不能随便用其他管 代替;在维修组装的时候,油管上的卡箍要卡牢固,不能有松动,因为油 管里面有压力。
4
一、250-L开箱装配
4)将一个胶垫与固定铁片将挡风玻璃夹紧,最上面的螺栓先不拧紧。 另外一侧的支架也要组装。
5)将螺栓6*16、垫片、衬套、小胶垫组合,(三个):
6)将组合的螺栓穿过上面的孔,外侧用长的胶垫穿过:
5
一、250-L开箱装配
7)将最长的铁片与螺栓组合,并将上面的横铁片五颗螺栓拧紧。
外侧效果图
内侧效果图
6
一、250-L开箱装配
8)将组装好的挡风玻璃装到整车上,装在前减震左右两侧,两侧的四颗螺 栓要更换为内六角的螺栓6*16:
7
一、250-L开箱装配
4、组装左右边包: 1)左右后护手要拆掉,紧固螺栓换掉。
8
一、250-L开箱装配
2)用8*90的外六角螺栓穿过两个孔的铁片,然后穿过边包里面的孔。
9
一、250-L开箱装配
3)在外面加一个铁片,穿过边箱支架,注意边箱支架弯度朝后方;再将螺 栓装到拆掉后护手的地方,螺母使用的是原来的。
10
一、250-L开箱装配
5、组装后坐垫: 1)装后靠背: 装到后泥板的三个孔上。
11
一、250-L开箱装配
浅析玻璃幕墙遮阳系统智能化设计

建筑 幕 墙的遮 阳系统智 能化就 是对 控制 遮阳板角度调节或遮阳帘升降的电机的控制系 统 采用现代计算机 集成技 术。 目前国内外的厂 商已经成功开发出以下几种控制系统 : (时间电机控制 系统这种时 间控制器储存 1 ) 了太阳 升降过 程的 记录 , 且, 而 已经事先根据 太 阳在不同季节的不 同起 落时 间作 了 整。 调 因 此, 在任何地方, 控制器都能 很准确地使电机在 设定 的时 间进行遮阳板角度调节或窗帘升降。 并且还能利用阳光热量感应器( 热量可调整)来 , 进 一步自动控制遮阳帘的高度或遮 阳板 角度 , 使房 间不被太强烈的阳光所照射。 ( 气候 电机 控制 系统 这种 控制 器是一 个 2 ) 完 整的气候站 系统 , 装置有太阳/ 速/ 风 雨量 / 温 度感应器。 控制器在厂里己经输入基 本程 此 序, 包括 光强弱/ 力/ 风 延长 反应时 间的 数据。 这些 数据可以根据地 方和 所需 而随时更换。 而 “ 延长 反应 时间” 这一功能 使遮阳板或 窗帘不 会因为太阳光的小小改变而立刻做出反应。 遮 阳系统 能够 实现节 能的 目 , 的 需要 靠它 的智能控制 系统 , 种智能化控制 系统是 一套 这 较为复杂的 系统 工程 , 是从功能 要求到控 制模 式到信息采集到执行命令到传动机构的全过程 控制 系统。 它涉及到气候 测量 、 制冷机组运行状 况的信息采集、 电力系统配 置、 楼字控制、 计算 机控制、 外立面构造等多方面的因素。 智能遮阳 系统 的节能功 效可以在设计阶段就能被计算机 推导软件容易并可靠地计算出来。 4结语 因此, 过上文的叙 述可以得 出采用遮阳 通 措施 不仅是 玻璃幕 墙建 筑节 能设 计的必 要手 段, 而且还是标 准较高玻璃墙建 筑的建筑设计
目程术 技
【大学】合肥工业大学毕业论文

【关键字】大学合肥工业大学毕业论文提高汽车挡风玻璃淋雨试验合格率班级08-04姓名陈传俊指导教师张翠红学号学院合工大高职学院课题背景随着世界汽车市场的不断发展,更新与进步。
发达国家的汽车市场已经进入饱和状态。
然而像中国这样的发展中国家汽车市场正在逐步兴起。
中国自主汽车品牌有江淮汽车,奇瑞汽车,比亚迪汽车等等,要想在世界汽车市场立足发展,就必须有合格的品质,优质的性价比。
而汽车的品质是由研发,设计,制造,检验等方方面面所决定的。
这里主要介绍检验中的一个环节如何提高汽车前后挡风玻璃淋雨试验的合格率。
以江淮轿车为例,每一辆新车下线前都要进行淋雨试验,其中最重要的检验就是检查汽车前后挡风玻璃与汽车钣金粘合处是否漏水。
如果不漏水则说明这辆新车淋雨试验基本合格,反之漏水则判定淋雨试验不合格。
不合格的漏水车辆需要经过汽车调试人员特殊调试返修处理,一般处理时间较长,返修比较困难,而且还要再次重上淋雨线以验证漏水返修是否成功。
如果仍然漏水,那么这辆车必须更换漏水的挡风玻璃。
此时处理起来更麻烦,需要用刀和钢丝把漏水的挡风玻璃割下来,在割的过程中极容易割伤划伤车身表面的钣金喷漆,从而损坏车辆的外观。
对于割伤划伤的车辆还需要进行二次钣金喷漆,然后才能将割了挡风玻璃的车辆重新开到生产线挡风玻璃装配岗位进行二次装配。
最后还需要进行淋雨试验。
因为我们必须保证车辆在出厂前各项检测必须合格,只有合格的产品客户才会选择,才会使用,才会喜欢。
我们的自主品牌汽车才能立足,才能发展,才能进步。
据江淮轿车总装技术科统计2009年第一,第二季,第三度每天新车下线淋雨试验合格率仅为60%~80%,其中大部分为挡风玻璃与车身钣金粘合处漏水,为保证合格的品质,这部分车辆调试返修过程复杂,返修周期长,耗费大量人力,物力,工时。
严重影响拖长车辆正常生产,制造,调试,出厂的流程周期。
这不仅影响了企业的正常销售,还增加了每辆车的制造成本。
使企业内外受困,严重制约了汽车制造企业的发展与进步。
汽车挡风玻璃自动装配机构设计

摘要装配机器人现在已经在工业生产中扮演着一个重要的角色。
本文针对汽车装配行业的生产使用要求,同时结合机器人的发展情况,对用于装配汽车玻璃的机器人的结构进行了设计说明。
本次设计基于机器人结构紧凑、工作可靠、结构简单、易于装配和控制的设计原则,对机器人的手部、腕部、小臂、大臂、底座的结构分别进行了设计和强度校核。
该机器人可以在微机的控制下通过编程,驱动直流司服电机工作,进而带动各关节的运动,实现对汽车玻璃的准确装配。
本文对汽车装配机器人进行了较全面的设计,对机械系统的各部分的系统结构进行了详细的介绍和设计,并对系统的通用性、可靠性以及经济性进行了分析。
关键词:谐波减速器装配机器人喷气式吸盘自由度AbstractIn industry, the robot assembles now already play a char- acter of an important role.This text aims at requests of usage and profession of the production in the car assemble, And joining together the development circumstance of the combina- tine designed a robot construction useding for assembling cars the vitreous at the same time.This design according to the principle of construction tightly packed, working dependable, the construction simple and apting to design,assembling with the control, proceededing the design with the construction of the bottom respectively to the hand, wrist a conjunction for, small arm with big and brachial conjunction, big arm with bottom of the robot.The robot of this design under the control of the tiny machine can pass to weave the distance, driving the direct current department an electrical engineering work, then arousing the sport of each joint, realizing to the vitr- eous and accurate assemble in car.This text assembles to the car the design that robot proceeded more completely, proceeded the detailed introduc- tion to each part of systems construction of the machine system with design, and proceeded the analysis to the in general use, dependable and economic of the system.Key words :Overtone reduction gear The robot of assemble The type sucker of blowing out gas Free degree目录摘要 (I)ABSTRACT (II)第1章绪论 (1)1.1机器人的概念 (1)1.2装配机器人的结构 (1)1.3选题背景 (2)1.3.1装配机器人的发展 (2)1.3.2 装配机器人的发展方向 (3)1.4装配机器人研究的意义 (3)第2章装配机器人的总体设计方案 (4)2.1设计目标和研究内容 (4)2.2设计方案 (5)2.2.1运动方案的确定 (5)2.2.2传动方式的选择 (5)2.2.3驱动电机的选择 (6)第3章装配机器人各部分的结构设计 (6)3.1基本设计参数 (6)3.2载荷的初步确定 (7)3.3手部结构的设计 (7)3.3.1手部的分类及工作原理 (7)3.3.2末端执行器的设计要求 (8)3.3.3吸盘吸力的计算 (8)3.3.4吸盘式手爪结构的确定 (9)3.3.5手部及载荷总体质量的确定 (9)3.4腕部的结构设计 (10)3.4.1腕部的概况及设计要求 (10)3.4.2腕部结构的确定 (10)3.4.3驱动电机的选择 (11)3.4.4锥齿轮的设计计算 (14)3.4.5轴的强度校核 (19)3.4.6传动同步带的选择 (24)3.5手臂的结构设计 (26)3.5.1手臂的设计要求 (26)3.5.2小臂的结构确定 (26)3.5.3电机的选择 (26)3.5.4联轴器的选择 (29)3.5.5传动同步带的选择 (29)3.5.6轴的校核 (30)3.5.7小臂的强度校核 (33)3.6大臂的结构设计 (34)3.6.1大臂的结构确定 (34)3.6.2驱动电机的选择 (35)3.6.3平衡汽缸的选择 (36)3.7底座的结构设计 (37)3.7.1底座的结构确定 (37)3.7.2电机的选择 (38)3.7.3传动直齿轮的设计 (39)第4章装配机器人的使用和维护 (41)4.1使用规程 (41)4.2维护和保养 (42)第5章经济分析 (42)第6章致谢 (44)结论 (44)参考文献 (45)附录1 (46)基本行为的隐含设计及其在机器人足球系统中的应用 (46)附录2 (55)BEHAVIOR-BASED IMPLICIT PLANNING METHODAND ITS APPLICATION TO ROBOT SOCCER SYSTEM (55)附录3 (68)机器人参数的初步确定 (68)第1章绪论1.1机器人的概念机器人是一种自动化的机器,所不同的是这种机器具备一些与人或生物相似的智能能力,如感知能力、规划能力、动作能力和协同能力,是一种具有高度灵活性的自动化机器。
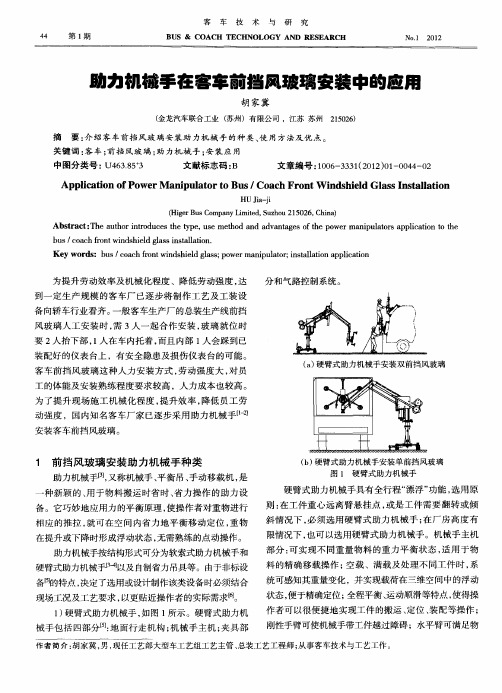
助力机械手在客车前挡风玻璃安装中的应用
车
技
术
与
研
究
BU S & COA CH TECH N0 L0G Y AND RESEAR CH
助力机械手在客车前挡风玻璃 安装中的应用
胡 家冀
( 金龙 汽 车联 合工 业 ( 苏州 )有 限公 司 ,江 苏 苏州 25 2) 10 6
摘
要 : 绍客 车 前 挡 风 玻 璃 安 装 助 力机 械 手 的 种 类 、 用方 法及 优 点 。 介 使
动 强度 ,国 内知名 客车 厂家 已逐 步采用助 力机 械手【2 l] - 安装 客车前挡风玻璃 。
1 前 挡风玻璃 安装 助力机械手种类
助力机械手 【 又称机械手 、 3 J , 平衡 吊 、 手动移载机 , 是
一
( ) 臂 式 助 力 机 械 手 安 装 单 前 挡 风 玻 璃 b 硬 图 1 硬 臂 式 助 力 机 械 手
关 键 词 : 车 ; 挡 风 玻 璃 : 力机 械 手 : 装 应 用 客 前 助 安
中图分类号 : 6 . U4 3 53 8
文献标志码 : B
文章编号 :0 6 3 3 ( 02 O — 04 0 10 — 3 1 2 1 )1 0 4 — 2
App ia i n o we a i a o o Bu lc to fPo rM n pul t rt s/Co c o i s i l a sI s a l to a h Fr ntW nd h e d Gl s n t la i n
种新 颖 的 、 于物料 搬运 时省 时 、 用 省力 操作 的助力 设
硬臂式 助力机械手具有 全行程 “ 浮” 漂 功能 , 用原 选 则: 在工件 重心远 离臂 悬挂 点 , 或是 工件 需要 翻转 或倾 斜情 况下 , 必须选 用硬 臂式 助力机 械手 ; 在厂 房高 度有 限情况 下 , 也可 以选 用硬臂式助 力机械手 。机械手 主机 部 分 : 实现不 同重 量物料 的重力 平衡 状态 , 可 适用 于物
前后风窗玻璃装配技术条件
前后风窗玻璃装配技术条件编制:审核:会签:批准:日期:年月日1、装配示意图:前风窗玻璃后风窗玻璃2、装配明细表:KCDS 拧紧力矩使用点备注序号零件号零件名称单车数量01 60004104 前风窗玻璃总成 1 见图纸N/A Trim202 60006540 后风窗玻璃总成 1 见图纸N/A Trim203 60004897 玻璃胶(桶装)0.669 L 见图纸N/A Trim2Beta seal 18150.037 L N/A N/A Trim205 60004900 车身底涂Beta primer 540406 60004901 玻璃清洗剂0.002 L N/A N/A Trim2Beta clean 33000.040 L N/A N/A Trim207 60007048 玻璃底涂Beta primer 55003、装配技术要求1,环境要求1.1储藏运输环境要求玻璃胶、底涂、清洁剂及相关产品的运输及存储温度应当在5-25℃之间,避免阳光直晒,避免雨淋。
具体存储条件和保质期详见供应商提供的产品技术说明书。
1.2总装装配环境要求由于玻璃胶固化为吸湿固化,故玻璃胶的固化速率和车间环境的温度和湿度有很大的关系,车间温度建议保持在15-40℃,湿度保持在20%-45%,有利于车身底涂和玻璃底涂中溶剂的挥发,降低装配过程中的风险。
并且玻璃胶施工后可以保证较高的固化速率,降低在后序中由于外力造成的玻璃移位的质量风险。
如果生产中出现温湿度组合处于红色区域时,建议车间保温增湿,可以通过在玻璃胶施工30min后在挡风玻璃周边喷水的方法进行增湿。
红色:不可接受,蓝色:可以接受,绿色:合格。
2.总装装配要求及规范生产前准备:①开启底涂前,需要震荡包装罐,在罐内钢珠活动后至少再摇动60S。
②将底涂和清洁剂分装备用,注意准备好后一定要在瓶上贴好(或写好)标识,防止药水用错。
分装后要写上分装时间,4小时后废弃,要有专门的废弃化学品处理。
基于机器人的汽车风挡玻璃自动涂胶装配运用

Z方 向为 ±l0mm;X/Y/Z倾 斜 角 度 小 于
± 0.2m m
(4)安 装 精 度 : ±lmm 2.2 涂 胶 设 备 工 艺 流 程 ①通 过 机械手 将风 挡玻 璃上料 到皮 带输 送 线 ②玻 璃输 送列 皮带 线尽 头后 ,翻转 机将 玻璃从输送线翻转到对 小台对中 ③玻璃对 中定位 玻 璃 对 中 定 位 OK一 机 器人 进 行 下一 步骤 玻 璃 对 中 定 位 NG一 机 器 人 将 玻 璃 放 置 NG台 上 并 报 警 声 光 提 醒 ④机器人抓玻璃进行涂胶并检测胶 型 胶 型 检 N OK一 机 器人 进 行 下 一 步骤 胶 型 榆 测 NG一 机 器 人 将 玻 璃 放 置NG台 上并报警声光提醒 ⑤ 机 器 人 进 行 视 觉 定 位 检 测 视 觉 柃 测 OK一机 器 人进 行 下 一 步骤 视觉 检NUNG一机 器人将 玻璃放 置NG台 上 并 报 警 声 光 提 醒 ⑥ 机 器 人 安 装 风 挡 玻 璃 ⑦ 机 器 人 回 到 原 位 等 待
氯 酯粘接 剂 ,涂柿 全长应 确保 如下 图三 角形 的断 面形状 ,左右 对称 ,无偏 倒。 玻璃胶 截 面形状 为等 边 三角形 ,其 中高H=13mm,宽 W=8mm,位置精 度为 ±1mm;
(3) 体定 位要求 :在玻 璃装配 工位 , 车体 是 固定静 止3O秒 ,作为机 器人 装配前 、 后 风 挡 玻 璃 的 作 业时 间 , 车辆 输 送 线 对 车 辆 的综 合定 位精 度 :X/Y方 向为 ±l5mm;
(2) 定 流 鞋 泉 : 使 州 交 流 伺 服 l乜机 , 町 设 定不 同的输 H 3量 , 能 有脉动 。带 加热功 能 ,流 量 可达 80cc/秒。 根据 机 器人的 速 度 变 化等指 示 ,可按 照设定 的输 出量 , 『1动 渊 整 各段轨 迹的 出胶 量。定 量机流 量精 度达到 ±1%;其 输 出 量 应 保 证 涂 胶 枪 涂 胶 直 线Ro CESS I
汽车装配简介
1.汽车装配概念及其特点汽车装配是汽车全部制造工艺过程的最终环节,是把经检验合格的数以千万计的各类零件,按规定的精度标准和技术要求组合成分总成、总成、整车,并经严格的检测程序,确认其是否合格的整个工艺过程。
汽车产品要求有好的动力性、经济性和耐久性,以实现在各种复杂环境中的运载功能,现代汽车产品更要求安全可靠、造型美观、乘坐舒适并满足环保要求。
这些要求,最终是通过装配工艺来保证的。
若装配不当,以昂贵的代价制造出的高精度的合格零件,不一定能装出合格的汽车。
因此装配是保证产品质量的重要环节。
汽车装配的特点是零件种类多、数量大、作业内容复杂,装配零部件除发动机、传动系、车身、悬架、车轮、转向系、制动系、空凋系等之外,还有大量内外饰件、电器、线束、软管、硬管、玻璃、各类油液加注等。
汽车总装工作量约占全部制造工作量的20%-25%。
其操作内容包括过盈配合、焊接、铆接、粘接、镶嵌、配管、配线、螺纹连接、各类油液定量加注等。
图一为各类装配作业所占比例。
综上所述,除产品设计先进、零件制造精良外,好的装配工艺是保证汽车产品水平、质量、降低生产成本和提高劳动生产率的重要因素。
装配的生产组织、生产线、设备、工具、检测手段的配备以及提高装配自动化程度的问题,也是汽车制造的重要课题。
上述因素,也必然要追溯到车辆结构的合理性和产品没计的工艺性。
图一装配作业的分配比2.装配的种类汽车产品结构比较复杂,通常生产批量较大,为保证装配质量。
提高劳动生产率,根据产品的结构特点,从装配工艺角度将其分解成为可单独组织装配的单元,以便合理地安排人员、设备和工作地点,组织平行、流水作业。
故装配可以分为部装(分装)和总装(含内、外装饰)。
其成品分别称为分总成、总成和整车。
为保证最终产品的质量,对每一级装配成品都要设有试验、检测工序即总成试验与整车试验。
图二为装配单元示意图。
图二装配单元示意图3.装配生产组织形式对于整车和可以单独组织装配的大型总成(例如发动机等)其装配生产组织、可以分为固定式装配和流水式装配两大类。
基于机器人的汽车风挡玻璃自动涂胶装配运用

基于机器人的汽车风挡玻璃自动涂胶装配运用作者:罗维来源:《时代汽车》 2018年第9期摘要:汽车风挡玻璃机器人自动涂胶装配系统是目前汽车行业总装领域运用最早、最集中体现的自动化系统。
本文系统的阐述了汽车风挡玻璃自动涂胶装配的应用,从方案的概要、工艺流程、设备构成、关键部件和功能进行了详细的说明,以实现风挡玻璃的自动涂胶装配,提高玻璃的安装精度以及稳定性,实现少人化生产,提高生产的效率以及自动化率。
同时为将来计划导入风挡玻璃自动涂胶、自动装配设备的人员提供参考。
关键词:风挡玻璃;自动涂胶;机器人装配1引言目前在国内外汽车制造领域,前后挡风玻璃涂胶机多为手动或半自动形式,由机器人抓胶枪,按照程序设定轨迹给玻璃涂胶,涂胶完成的玻璃通过输送线送出机器人涂胶工位,由作业员工将玻璃安装到车体上。
为降低作业员的劳动负荷,提高设备智能化程度,越来越多的总装车间采用或计划采用机器人完成涂胶及装配工作。
2风挡玻璃自动装配概要机器人夹持玻璃涂胶、胶枪固定安装,涂胶完成后机器人自动安装玻璃。
依靠集成在夹具上的激光扫描仪自动检测安装位置,安装精度可达士Imm,可满足质量基准。
2.1涂胶基本要求(1)生产节拍:48s/台(2)涂胶品质:密封胶材料为单组份聚氯酯粘接剂,涂布全长应确保如下图三角形的断面形状,左右对称,无偏倒。
玻璃胶截面形状为等边三角形,其中高H=13mm,宽W-8mm,位置精度为±Imm.(3)车体定位要求:在玻璃装配工位,车体是固定静止30秒,作为机器人装配前、后风挡玻璃的作业时间,车辆输送线对车辆的综合定位精度:X/Y方向为±15mmlZ方向为±lOmm}X/Y /Z倾斜角度小于±0.2mm(4)安装精度:±Imm2.2涂胶设备工艺流程①通过机械手将风挡玻璃上料到皮带输送线②玻璃输送到皮带线尽头后,翻转机将玻璃从输送线翻转到对中台对中③玻璃对中定位玻璃对中定位OK一机器人进行下一步骤玻璃对中定位NG-机器人将玻璃放置NG台上并报警声光提醒④机器人抓玻璃进行涂胶并检测胶型胶型检测OK-机器人进行下一步骤胶型检测NG-机器人将玻璃放置NG台上并报警声光提醒④机器人进行视觉定位检测视觉检测OK一机器人进行下一步骤视觉检测NG一机器人将玻璃放置NG台上并报警声光提醒⑥机器人安装风挡玻璃⑦机器人回到原位等待3风挡玻璃自动装配技术要求2套前后挡风玻璃自动涂胶及装配设备,布置在内饰线快速线停止工位,设备自动完成玻璃的输送、对中、定位与判别、涂胶及胶形检测、视觉定位、装配;整个系统包含机器人系统、供胶系统、玻璃输送系统、视觉系统、电气控制系统等。
汽车制造过程与总装配工艺
汽车制造过程与总装配工艺汽车制造是一个复杂而精细的过程,涵盖了从设计、材料选择、零部件生产到总装配的各个环节。
总装配是制造过程的最后阶段,也是最关键的环节之一总装配工艺包括车身组装、动力系统安装、底盘和悬挂系统安装、电气系统安装以及内饰装配等。
首先,车身组装是总装配工艺的核心部分。
车身是整个汽车的骨架,决定了汽车的外观、结构和安全性能。
车身组装涉及到焊接、点胶、螺栓连接等工艺。
在车身组装过程中,需要将包括车门、车顶、前后挡风玻璃、车身侧板等多个零部件组装成一个完整的车身结构,确保各个零部件的相对位置和尺寸准确无误。
其次,动力系统安装是指将发动机、变速器以及相关零部件安装到车身上。
这其中包括发动机座安装、传动系统连接、制动系统安装等。
动力系统的正确安装对汽车的性能和可靠性有着至关重要的影响。
底盘和悬挂系统安装是将底盘框架、悬挂系统、刹车系统等零部件安装到车身下面的一个环节。
底盘和悬挂系统直接影响到汽车的稳定性和操控性能,其安装质量的好坏对汽车的行驶安全也有着直接的影响。
电气系统安装是指安装相关的电线、电缆、传感器、控制模块等零部件到车身上。
电气系统是汽车的神经系统,负责各个系统之间的通信和控制。
电气系统安装需要按照电气布线图进行连接,并进行严格的绝缘和防护,以保证电气系统的正常运行和安全性。
最后,内饰装配是将汽车的内部零部件如座椅、仪表板、中控面板、音响系统等装配到车身内部。
内饰装配不仅影响到汽车的舒适性和豪华感,还包括安全气囊和安全带等关键安全设备的安装。
总的来说,汽车总装配工艺需要严格按照设计要求和工艺规范进行操作,确保各个零部件的准确安装和联动。
同时,质量检查和测试是总装配工艺中不可或缺的一环,确保生产的汽车符合质量标准和性能要求。
玻璃制造行业的技术进步与新产品开发趋势
玻璃制造行业的技术进步与新产品开发趋势随着科技的不断进步和市场的日益多样化,玻璃制造行业面临着前所未有的发展机遇。
新型的玻璃制造技术和材料研发,正在逐步改变传统玻璃制造业的面貌,同时也为玻璃产品的应用领域带来更为广阔的前景。
技术进步在玻璃制造行业中,技术进步主要体现在生产过程的自动化、智能化,以及新材料的研发和应用。
生产过程的自动化、智能化近年来,玻璃制造行业在生产过程方面实现了高度自动化和智能化。
通过引入先进的控制系统,如PLC和DCS系统,使得生产过程更加稳定和可靠。
此外,工业机器人也广泛应用于玻璃搬运、切割和检测等环节,大大提高了生产效率和产品一致性。
新材料研发和应用新材料的研发和应用一直是玻璃制造行业的重要方向。
近年来,低辐射玻璃、高强度玻璃、超薄玻璃等新材料不断涌现,这些新材料具有更好的热性能、机械性能和光学性能,使得玻璃产品在建筑、汽车、电子等领域得到更广泛的应用。
新产品开发趋势新产品开发趋势主要体现在产品的多样化和个性化,以及新型玻璃材料的研发和应用。
产品的多样化和个性化随着消费者对玻璃产品需求的变化,玻璃制造企业越来越注重产品的多样化和个性化。
例如,在建筑领域,彩色玻璃、雕刻玻璃和夹层玻璃等艺术玻璃产品越来越受欢迎;在汽车领域,曲面玻璃、防紫外线玻璃等新型汽车玻璃产品也得到广泛应用。
新型玻璃材料的研发和应用新型玻璃材料的研发和应用是玻璃制造行业的重要趋势之一。
例如,透明导电膜玻璃、纳米玻璃、智能玻璃等新材料,具有独特的性能和应用前景,为玻璃制造行业带来新的发展机遇。
玻璃制造行业的技术进步和新产品开发趋势表明,这个行业正朝着更高效、更智能、更多样化的方向发展。
未来,玻璃制造行业将继续推动科技创新,开发出更多具有竞争力的新产品,以满足市场的需求。
接下来,将继续分析玻璃制造行业的技术进步与新产品开发趋势,包括国际合作与竞争、环保与可持续发展等方面的内容。
国际合作与竞争在全球化的背景下,玻璃制造行业的国际合作与竞争愈发激烈。
从“制造”到“智造” 福耀玻璃的发展之道
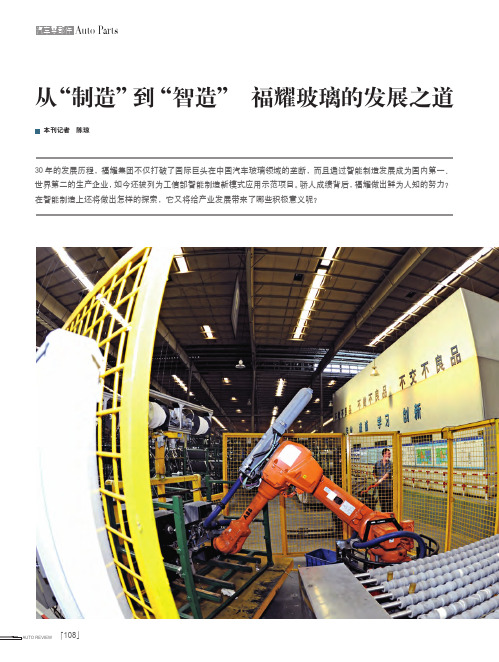
“福耀已经不仅是制造,我们所做的是制造服务业,
与上下游产业链正在形成‘你中有我、我中有你’的新格局。
”福耀集团总裁左敏解释,以往福耀可能仅仅为客户提供一片片的汽车玻璃,而现在提供的是包括各种安装配件的汽车玻璃总成,甚至安装服务都已福耀工厂预处理连线
节能环保
隔热玻璃
超级紫外及红外隔绝玻璃超薄玻璃
太阳能天窗
调光玻璃总成化
玻璃包边
集成模块化产品
全景天窗
安全
夹丝、镀膜加热
抬头显示
憎水玻璃
半钢化夹层玻璃
减反射玻璃
亲水玻璃
舒适
镀膜热反射
隔热玻璃
隔音玻璃
超级紫外及红外隔绝玻璃
智能化
玻璃天线
雨水、光线、夜视、刹车灯各种感应支架
这是漂亮的一战。
2004年10月,福耀集团取得历时三年多的反倾销案胜诉,成为中国汽车玻璃销售企业中唯一出口美国无须缴纳反倾销税的企业,美方退还该集团2001年9月到2003年3月缴纳的390万美元反倾销税。
A R G 美国模具库。
简易风挡玻璃辅助工装设计研究

AUTO TIME151MANUFACTURING AND PROCESS | 制造与工艺时代汽车 简易风挡玻璃辅助工装设计研究刘洋 赵旭磊上汽通用五菱汽车股份有限公司青岛分公司 山东省青岛市 266555摘 要: 汽车行业是国家重点支持产业之一,装配工艺应用广泛。
为之服务的辅助装配技术在实际生产过程中应用广泛,不但可以有效节省人力、预防职业病,还可以通过降低劳动强度来提升装配质量。
本文主要研究总装车间装配重点工艺之一的玻璃装配是如何实现低成本半自动化的,不但能改善人机工程,而且有效节省步行时间。
关键词:总装车间生产线 助力机械手 自动随行 控制按钮 吸盘1 引言总装车间生产线辅助助力装备设计要求员工可以操作简单、符合低成本原则、满足不同车兼容性条件、以及保证后续具备可拓展性。
目前,前挡风玻璃装配的方式,主要有3个问题:1.2名员工人工手拿吸盘配合装配时,手动吸盘吸紧力不够牢固易松脱;2.前挡风玻璃重量基本上都超过14kg,同时玻璃打胶机对侧员工需要上下踏台走到车身另一侧,与另一名员工配合取料装配,步行过程中存在步行时间浪费与安全隐患;3.该装配方式劳动强度大,不利于装配效率的提高。
为提高员工装配效率,降低员工劳动强度,同时提高现场装配工艺质量,本次研究参照现有的辅助助力装备进行设计,符合本公司现场使用的汽车装配工艺装备通用使用要求。
2 基础分析2.1 总装车间生产现状概述总装生产线全部车型的前挡风玻璃的自重≥14kg,装配时,依据整车高度,需要将挡风玻璃提升距离地面1300~1900mm 的高度进行装配。
目前总装生产线前挡风玻璃使用的装配方法,以员工配合人工搬运为主,这种已是比较旧的作业方式,员工都需弯腰将每块玻璃搬起来,两侧员工同时抬起或放入玻璃安装框中来完成装配动作。
此种方式,不但体力消耗大,而且因长期和高频次弯腰施加重力,会造成操作者的腰部损伤。
此外,挡风玻璃装配到车身部位时,由于工艺要求,需要2名操作工配合完成,员工跨越踏台时存在绊倒的安全风险,而且手动吸盘吸附重物的可靠性不高,玻璃掉落风险较高。
某车型前挡风玻璃漏水问题探讨

某车型前挡风玻璃漏水问题探讨摘要:前挡风玻璃密封系统是整车密封性要求的关键部分,文章通过对某车型前挡风玻璃漏水问题进行分析,从制造工艺、玻璃型面、窗框型面方面进行探讨,解析前挡风玻璃漏水问题原因及改进措施,有效解决漏水问题。
关键词:前挡风玻璃;密封胶;型面;漏水1.前言汽车作为现代出行的主要交通工具,整车的密封性能将直接影响到用户感知,整车的防水性能将直接影响到客户用车的舒适性与安全性[1],因此良好的密封性能尤为重要。
前挡风区域做为漏水问题的高发区域,用户重点关注的问题,是提升品牌形象与制造转型升级的制约因素,为优先解决的问题之一,以下通过对某车前挡风玻璃漏水问题进行剖析,并制定相应的改进措施。
2.问题概述汽车防水系统主要由零部件与密封胶之间形成的密封,包括玻璃胶、丁基胶等[2],前挡风玻璃防水密封系统主要包含前挡风玻璃、玻璃密封胶、前挡风窗框,玻璃与密封胶是前挡风玻璃密封性能的重要防线,主要的漏水故障模式为玻璃密封胶与窗框钣金面间隙漏水、玻璃密封胶与前挡风玻璃型面间隙漏水。
本文主要从制造工艺、前挡风玻璃型面、前挡风窗框钣金型面分析漏水原因与制定措施。
3.原因分析3.1制造工艺分析制作工艺包括前挡风玻璃装配工艺与玻璃胶涂胶工艺,对前挡风玻璃密封性能都有着至关重要的影响。
3.1.1前挡风玻璃装配工艺分析前挡风玻璃装配依靠人工装配配合,而前挡风玻璃长宽大约1.5m且具有一定弧度,重量大,难以独自一人完成装配,必须两人左右配合完成,且需要使用特制的挡风玻璃吸盘吸住玻璃,左右同步移动、同步装配(如图1)。
根据淋雨试验合格率统计,因为前挡风玻璃装配工艺不合理而导致漏水占10%左右,其主要原因有以下几点:挡风玻璃装配位置偏差大,导致前挡风玻璃不能与车身钣金紧密贴合而出现缝隙漏水。
前挡风玻璃上的玻璃胶经常黏结在汽车顶篷以及左右A柱内饰板上,从而造成玻璃胶不能完全与车身钣金黏结,最终会出现淋雨试验时挡风玻璃与车身未黏结处漏水;整车钣金窗框上固定有较多线束,主要用来导电传输信号,但是很多线束捆扎固定位置不准确,有时会出现在黏结玻璃胶位置的钣金上。
汽车前挡风玻璃标准讲解PPT课件

PART 04
汽车前挡风玻璃的质量检 测和认证
质量检测方法
外观质量检测
尺寸精度检测
检查前挡风玻璃的表面是否光滑、无气泡 、无划痕等缺陷。
测量前挡风玻璃的尺寸,确保其符合设计 要求。
光学性能检测
强度和耐久性检测
测试前挡风玻璃的透光率、反射率、色散 等光学性能,确保其符合标准。
进行机械性能测试,如抗冲击、抗疲劳、 耐高温等试验,以确保前挡风玻璃在使用 过程中的安全性和可靠性。
欧盟(EU)标准
ECE R43、ECE R126等,主要规定了汽车挡风玻璃 的抗冲击性能、抗贯穿性能、抗石击性能等方面的 要求。
美国(SAE)标准
SAE J2527、SAE J2432等,主要规定了汽 车挡风玻璃的抗冲击性能、光学性能、耐候 性能等方面的要求。
汽车挡风玻璃的安全标准
抗冲击性能
汽车挡风玻璃必须能够承 受来自车外物体的冲击, 不发生破裂或飞溅。
抗贯穿性能
汽车挡风玻璃必须能够承 受来自车内的气瓶或其他 尖锐物体的贯穿,不发生 破裂或穿孔。
抗石击性能
汽车挡风玻璃必须能够承 受来自车轮等部位的石击, 不发生破裂或损伤。
环保和节能标准
环保标准
汽车挡风玻璃必须使用环保材料 ,减少对环境的污染。
节能标准
汽车挡风玻璃必须具备节能性能 ,减少汽车燃油消耗和排放。
WENKU DESIGN
WENKU DESIGN
2023-2026
ONE
KEEP VIEW
汽车前挡风玻璃标准 讲解ppt课件
WENKU DESIGN
WENKU DESIGN
WENKU
REPORTING
https://
我国乘用车装配线设备及技术现状

激光测量仪表板相对车身的位置并 能自动纠偏。底盘装配线采用双轨
自行葫芦带 吊 的形式 ,其 中底盘 具 与车 身的合装采取 由在滚道上运行
自动 记 录 停 产时 间。广 州 丰 田新
M C 琨代零部件
8 等2 筚 铆
维普资讯
产 业 透 视
一 一 一 ~ ~ … … w 一 一 ~
送线 、带托盘的柔性摩擦辊道输
送线。整车关键部位的螺纹联接 采用多轴电动螺栓拧紧机拧 紧。 车身打号通过机 器人 自动完成 。 分装线技术 :如某轿车厂采 用拆门装配工艺 ,车门分装线采 用智能小车系统 ,从车 身内饰线 首端 用机械手 卸下 车门 ,在分装
线进行分装后 ,到最终 装配线装
柔性装配线
近 年来 , 国 内主 要 汽 车制 造
的集 中管 理系统。车 间设立计算机 : 企业都 在使同一条装配线上可 同时
控制 的中央集 中电控室 ,对整个车
进 行多品种车型的混线生产 ,包括 各大 总成装配都逐步采用柔性装 配
线 。输 送线 有 积 放式 悬 挂 式输 送
间的生产运行设施 进行控制。同时
总成、发动机总成等 自 动化和半 自
动化运输 。
集中管理系统
为适 应 大 量 、多 品种 混 流 生 产的需要 , 业设立了计算机控制 企
工位实现20 0 l的任一装 0 ~10mmN 5
配高度 的升 降。每个车 身输送 机械 化载体都附带有记录车 型数据 的模 块 ,在线设备可通过读取 模块 的数 据 ,来判断车型及所需要 的装配及 检测内容 。驾驶模块装 配机械手采 用 了非接触式 自 动定 中装置 ,通过
国内整车用四轮定位仪普遍采
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前后风挡玻璃智能化装配
发表时间:2019-07-25T10:09:36.033Z 来源:《科技新时代》2019年5期作者:阮俊叠
[导读] 前后挡涂胶机的智能化生产不仅是汽车制造领域自动化程度的提高,更是汽车制造领域生产员工满意度的提升。
广州汽车集团乘用车有限公司广东广州 511434
摘要:汽车总装装配过程中,前后风挡玻璃的涂胶与安装工艺对作业的品质、人员的劳动负荷有着很高的要求。
本文从广州汽车集团乘用车有限公司整车制造二部总装科前后风挡涂胶机设备(以下简称前后挡涂胶机)的全自动化生产过程,阐明新颖的自动化技术在汽车工业生产中如何满足高效率、高品质、少人化等要求。
关键词:前后挡涂胶机;风挡玻璃智能化涂胶与安装;高效率;高品质;低劳动负荷
前言:在汽车总装批量生产的过程中,其汽车重点部位的密封性要求直接关系到产品的安全性和可靠性。
风挡玻璃的密封性能是生产品质保证的重要项目,在装配过程中出现涂胶品质不良或者风挡玻璃安装精度不足都会引起汽车漏水批量重大品质问题。
针对汽车总装领域高产量生产、高品质涂胶、与高精度安装的要求,前后挡涂胶机结合机器人自动化技术、视觉技术、信息化技术,解决了其重点问题。
一、前后挡涂胶机自动化涂胶安装工艺介绍
前后挡涂胶机由2台6700型ABB机器人、2套玻璃自动上料装置,2套定量供胶系统、车型判断系统以及1套视觉系统组成的,整体工艺流程:AGV自动搬送供给玻璃,通过自动上料装置转载与定位玻璃,机器人通过车型识别系统获取车型信息,抓取并判别玻璃类型进行定量涂胶(激光测量胶型、胶量),再经过视觉系统扫描车身数据获取定位误差,机器人自动安装前后风挡玻璃的系统结构。
交接通讯,上料装置自动将玻璃零件转载至对中台定位,并识别玻璃类别反馈给机器人。
玻璃零件的自动化供给,不仅提高物流的有效率,同时也大大减低了生产员工的劳动负荷。
AGV搬送玻璃自动上料
2.2玻璃涂胶自动化与安装自动化
前后风挡玻璃涂胶沿用传统的机器人自动涂胶模式,改善的是,采用一套ABB机涂胶与玻璃安装工艺集成在同一机器人完成。
前后挡涂胶机选用了臂展更长、工作范围更大、承重能力更强的ABB6700型号的机器人。
三、品质先行,打造高质量产品
3.1常见风挡玻璃安装质量问题
结合实际生产制造经验,常见的风挡玻璃装配问题有以下几种:1、涂胶品质不良,涂胶过程出现断胶、气泡等不良现象;2、涂胶轨迹精度误差,导致玻璃与车体钣金密封性不良;3、玻璃安装精度误差,导致玻璃与车体钣金密封性不良;此外,玻璃涂胶不可追溯,难于开展品质不良分析与跟踪。
针对以上常见问题,前后挡涂胶机敢于应用行业新技术,不断提高设备品质保证能力。
3.2前后挡涂胶机品质保证对策
3.2.1精确稳定的胶型检测功能
本涂胶站中结合ABB软件技术与进口日本LV-7000高速激光扫描仪系统,形成在线实时监控涂胶质量的胶型检测功能。
LV-7000胶型检测:采用固定于胶枪轴平台的激光仪(胶枪的旋转与激光仪同步转动),对前/后风挡玻璃的PU胶条进行跟踪扫描,实时检测涂胶的质量,整理的工作流程如下:LV-7000激光扫描仪控制器通讯线与系统工控机主机通过千兆网连接。
当机器人开始涂胶时,向胶型检测系统送出程
序号(预定义的胶条检测码),视觉系统选初始化并选定各车型SETTING程序,进入就绪状态。
机器人自动涂胶的过程中,激光仪连续扫描及计算,并将数据发送给视觉系统软件。
机器人涂胶结束时,向视觉系统发送测量结束信号,视觉系统停止扫描和计算,开始启动存档功能,存储图像、测量结果,立即向机器人送出本次的检测结果,等待下一次测量信号,如此循环。
本站的胶型检测功能可以实现对印刷玻璃(非透明)上的胶条宽度(上窄下宽,底部宽度不超过15mm)、高度、截面积的检测,有效工作距离为50-80mm,激光仪的扫描频率1KHz(即当机器人涂胶速度不超过400mm/s时扫描线间隔≤0.025mm),视觉系统对胶条的位置、宽度、截面积进行检测,检测精度为±0.2mm。
此外,胶型检测系统将每次循环记录的胶型的高度、宽度的数据存储在视觉工控机,能实现统计分析及不良追溯。
3.2.2视觉精准定位,国内自主品牌汽车行业首例风挡玻璃自动合车工艺
由于输送线系统的误差,涂胶机工位内车体不可能每次都能停止于完全一样的方位,同时前后风挡窗框相对于不同的车体可能会有不同的偏差,本涂胶站中采用视觉检测定位系统来实现对生产线上的车体风挡窗框的自动无接触的三维方位的精确定位。
通过计算确定其当前方位偏差,即6个自由度的坐标转换(X,Y,Z,RX,RY,RZ),并将该方位矫正矢量传送给前后挡安装机器人,使得机器人能够准确定位风挡框并将风挡玻璃准确地安装到窗框上。
车身视觉扫描定位
本视觉系统采用视觉+激光组合的方式来检测车身位置。
车身三维方位粗定位摄像头:采用固定安装的摄像头,分别从4个不同角度“看”车身的4个不同部位,并从这些图像中搜索车身的固有特征标记点的二维图像坐标,同时根据各个摄像头之间的方位关系以及标记点在车体坐标系下的坐标,进而判断出工位内的车体的车型信息,并初步判断车体的定位误差。
粗定位完成后,机器人带着激光仪对车体的边缘进行扫描、测量。
风挡窗框的三维方位精定位激光仪:采用3个固定于机器人抓手上的激光仪分别依次对风挡窗框的边缘轮廓进行扫描测量,从而精确定位窗框的三维方位,并把相对于机器人示教位置的矫正量送到相应的机器人,机器人就能够对风挡玻璃进行准确装配了。
其中4个固定式摄像头对车身位置进行粗判断,精度可达±1.5mm,并且可对车型进行判断。
粗定位时间约为1s;安装在机器人上的激光仪自身扫描精度可达±0.15mm,视觉系统在经过优化稳定以后的测量成功率在99.9%以上,风挡玻璃安装精度可达±0.5mm,安装精度远超于人工手动安装。
四、以人为本,降低作业劳动负荷
“以人为本”是广汽传祺的企业理念,前后挡涂胶机的自动化、智能化生产从降低员工的劳动负荷出发,从根本层面上体现了公司企业理念。
玻璃的人工搬运上料改善为AGV机器人自动搬送,避免了员工长期搬运玻璃上料而出现腰肌劳损的职业病因素;激光测量仪同步检测涂胶质量,避免了员工长时间仰头而导致的颈椎劳损职业病因素;玻璃的自动安装更是直接削减了风挡玻璃安装岗位工位,相对比手动操作机械手安装,极大的减低了作业的劳动负荷。
前后挡涂胶机的智能化生产不仅是汽车制造领域自动化程度的提高,更是汽车制造领域生产员工满意度的提升。
结束语:
随着机器人自动化技术、视觉技术日趋完善稳定,其功能在汽车行业装配与品质方向上的作用的日益凸显。
本文重点剖析广汽传祺二线总装车间的前后挡涂胶机设备结构,将其自动上料系统、机器人系统、视觉系统等功能作了详细的说明。
如何让风挡玻璃的安装工艺自动化程度与品质保证能力不断提高,需要不断结合实际生产和先进技术,不断探索,形成高效率、高品质、低劳动负荷的智能化生产。
参考文献:
[1]曹铁林,姜涛,郭志恒,枊宗遂,李立华.机器人在风挡玻璃涂胶系统中的成功应用.机器人技术与应用.2006年:14-17
[2]尹仕斌,任永杰,刘涛,郭思阳,赵进,邾继贵.机器视觉技术在现代汽车制造中的应用综述.光学学报.2018年:11-22。