二级焊缝外观质量及焊缝尺寸检查记录
钢结构加工焊接焊缝外观质量检查记录

钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
二级、三级焊缝外观质量标准
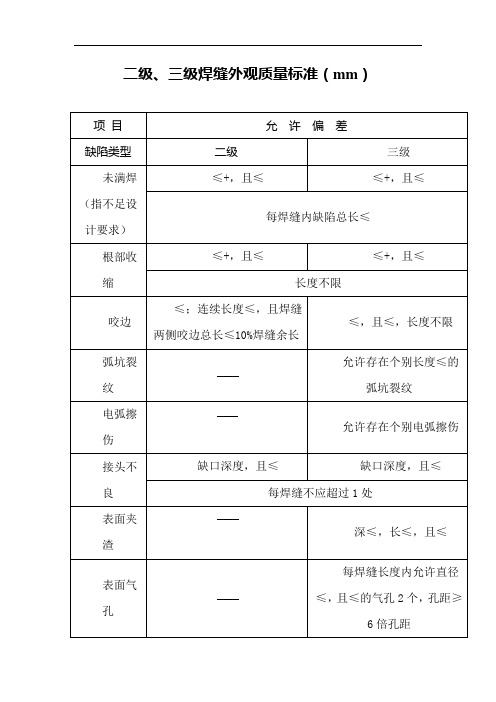
缺口深度,且≤
每焊缝不应超过1处
表面夹渣
深≤,长≤,且≤
表面气孔
每焊缝长度内允许直径≤,且≤的气孔2个,孔距≥6倍孔距
注:表内t为连续处较薄的板厚。
.精心搜集整理,只为你的需要
二级、三级焊缝外观质量标准(mm)
项目
允许偏差
缺陷类型
二级
三级
未满焊(指不足设计要求)
≤+,且≤
≤+,且≤
每焊缝内缺陷总长≤
根部收缩
≤+,且≤
≤+,且≤
长度不限
咬边
≤;连续长度≤,且焊缝两侧咬边总长≤10%焊缝余长
≤,且≤,长度不限
弧坑裂纹
允许存在个别长度≤的弧坑裂纹
电弧擦伤
允许存在个别电弧擦伤
接头不良
SG-T059钢结构工程焊缝外观质量检查记录
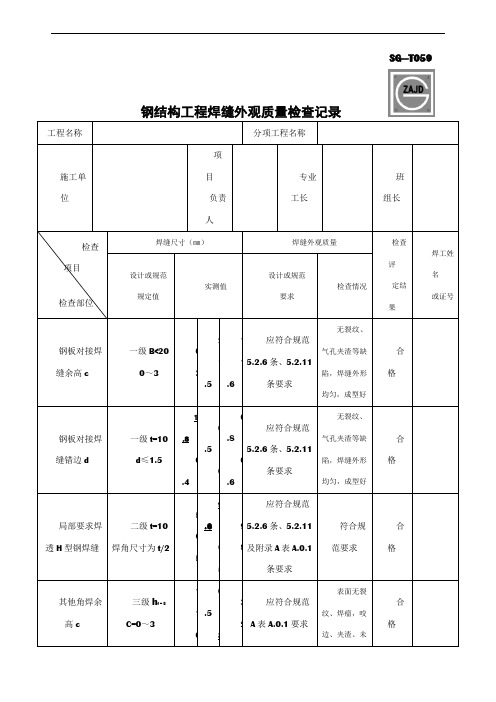
SG—T059钢结构工程焊缝外观质量检查记录工程名称分项工程名称施工单位项目负责人专业工长班组长检查项目检查部位焊缝尺寸(㎜)焊缝外观质量检查评定结果焊工姓名或证号设计或规范规定值实测值设计或规范要求检查情况钢板对接焊缝余高c 一级B<200~3321.511.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格钢板对接焊缝错边d 一级t=10d≤1.51.8.4.5.8.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格局部要求焊透H型钢焊缝二级t=10焊角尺寸为t/25659.66598应符合规范5.2.6条、5.2.11及附录A表A.0.1条要求符合规范要求合格其他角焊余高c三级h f = 8C=0~311.5332应符合规范A表A.0.1要求表面无裂纹、焊瘤,咬边、夹渣、未合格注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。
四川省建设厅制SG—T059填写说明一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5.2.6条和附表A表A.0.1、表A.0.2、表A.0.3等规定进行控制。
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
焊缝外观质量要求
焊缝外观质量要求1..1 一、二级焊缝外观质量要求:1..1.1 对接焊缝要求略有余高,但最大余高不大于3mm,焊缝与母材之间要求平滑过渡,焊缝错边量<0.15t,且≤2mm。
1..1.2 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷。
一级焊缝包括所有板拼梁、立柱、垂撑的翼板及腹板的对接焊缝。
不合格焊缝。
合格焊缝。
1..1.3 二级焊缝包括所有高度≥400mm的板拼梁、立柱、垂撑的翼板与腹板角焊缝,外表应整洁,均匀,不得有裂纹、表面夹渣、表面气孔、电弧擦伤、弧坑和熔穿等缺陷。
1..1.4 二级焊缝咬边深度≤0.05t 且≤0.5mm ,且每100mm 焊缝缺陷总长≤25mm ,且两侧咬边总长小于等于10%焊缝全长。
1..1.5 二级焊缝未焊满缺陷≤0.2+0.02t 且≤1mm ,且每100mm 焊缝缺陷总长≤25mm 。
1..1.6 二级焊缝根部收缩缺陷≤0.2+0.02t 且≤1mm ,长度不限。
1..2 三级焊缝外观质量要求:1..2.1焊缝表面为均匀的鳞状,无裂纹、未熔合及熔穿缺陷。
1..2.2 角焊缝尺寸不大于1mm,且总长度不超过焊缝总长10%,有效高度a≥0.6K,两焊脚尺寸均等,偏差不超过3mm。
1..2.3 每50mm焊缝内气孔缺陷不超过2个,且气孔直径≤3mm,气孔间距大于20mm。
1..2.4 根部收缩≤0.2+0.04t且≤2mm,长度不限。
1..2.5 咬边深度≤0.1t且≤1mm,长度不限。
1..2.6 单条焊缝允许存在1个弧坑裂纹,弧坑裂纹长度≤5mm。
1..2.7 接头不良缺陷深度≤1mm,且每3米内不超过1处。
1..2.8 每条焊缝电弧擦伤的缺陷不得超过2处。
1..3焊接结束后,必须清除毛刺、•焊瘤、飞溅和熔渣。
对焊接完毕或终止焊接时间较长的焊件,应及时清除焊件上的焊渣,残余焊剂个金属飞溅物,以便对于焊缝的目视检查和无损探伤,防止焊渣和残留焊剂腐蚀焊件,避免焊件在使用中焊渣和金属飞溅物脱落而造成不良后果。
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/91a48b93767f5acfa0c7cd95.png)
GB50205-2001
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
32~42×J1×H1轴屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
咬边
≤,且≤;连续长度≤,且焊缝两侧咬边总长度≤10%焊缝总长
≤,且≤,长度不限
合格
弧坑裂纹
—
允许存在个别长度≤的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度,且≤
缺口深度,且≤
合格
每焊缝不应超过1处
1
0
0
0
1
0
0
0
1
0
合格
表面夹杂
—
深≤,长≤且≤
表面气孔
—
每焊缝长度内允许直径≤,且≤的气孔两个,孔距≥6倍孔径
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
验收
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求
≤+,且≤
≤+,且≤
0
0
0
0
0
0
合格
每焊缝内缺陷总长≤
0
0
0
3
0
0
1
0
0
0
根部收缩
≤+,且≤
≤+,且≤
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/49c195e14431b90d6d85c7c9.png)
GB50205-2001
GD2301057
单位(子单位)工程称号
广州国际玩具礼物城(第一期)工程(第一区)
分部(子分部)工程称号
钢布局
验收部位
1-1~1-10×1-A~1-G屋顶
施工单位
汕头市建筑工程总公司
项目司理
蓝国炘
分包单位
分包项目司理
施工执行尺度称号及编号
施工质量验收规范的规定
≤0.1t,且≤1.0,长度不限
0
0
0
0
0
0
合格
弧坑裂纹
—
允许存在个别长度≤
0
0
0
0
0
0
0
0
0
0
合格
电弧檫伤
—
允许存在个别电弧檫伤
0
0
0
0
1
0
0
0
0
0
合格
接头不良
缺口深度0.05t,且≤
缺口深度0.1t,且≤
0
0
0
0
0
0
0
合格
0
0
0
0
0
0
0
0
0
0
合格
概况夹杂
—
深≤0.2t,长≤≤
0
0
0
0
0
0
0
0
0
0
≤0.2+0.04t,且≤
合格
长度不限
咬边
≤0.05t,且≤0.5;持续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
≤0.1t,且≤1.0,长度不限
合格
弧坑裂纹
—
二级、三级焊缝外观质量标准
二级、三级焊缝外观质量标准(mm)
项目
允许偏差
缺陷类型
二级
三级
未满焊(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
长度不限
咬边
≤0.05t;连续长度≤100.0,且焊缝两侧咬边总长≤10%焊缝余长
≤0.1t,且≤1.0,长度不限
弧坑裂纹
允许存在个别长度≤0.5的弧坑裂纹
电弧擦伤
允许存在个别电弧擦伤
接头不良
缺口深度0.05t,且≤0.5
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣
深≤0.2t,长≤0.5t,且≤20.0
表面气孔
每50.0焊缝长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔距
注ห้องสมุดไป่ตู้表内t为连续处较薄的板厚。
.
焊缝外观质量检查记录

检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:。
焊缝外观质量及焊缝尺寸要求隐蔽工程检查验收记录

工程名称
项目经理
分项工程名称
钢构件焊接
专业工长
隐蔽工程名称
焊缝外观质量及焊缝尺寸要求
施工单位
钢结构有限公司
施工标准名称及代号
钢结构工程施工质量验收规范
GB50205-2001
施工图名称及编号
隐蔽工程部位
质量要求
施工单位自查记录
监理(建设)单位验收记录
焊缝的外观质量
施工单位自查结论
质检员:
施工单位项目负责人(盖章):理工程师(建设单位项目负责人): 年 月 日
焊缝的外观质量达到:外观均匀、成型较好、焊道与焊道、焊道与基本金属间过度平滑、焊道飞溅物清除干净。
焊缝的尺寸检查
对接组合焊缝,焊脚尺寸不应小于T/4,且不应大于10mm,焊脚尺寸允许偏差为0-4mm
一二级焊缝内部缺陷探伤
焊缝表面不得有裂纹焊瘤等缺陷,一二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤、不得有咬边、未焊满根部收缩等缺陷
焊缝外观质量检查记录

长度不限
咬
边
≤0.05 t ,且 ≤ 0.5;连续 长度≤ 100.0,且焊缝两侧 ≤0.1 t ,且≤1.0,长度不 0.5 0.6 0.8 0.9 咬边总长度≤10%焊缝总 限 长 — — 缺口深度0.05 t ,且≤0.5 允许存在个别长度≤5.0 的弧坑裂纹 允许存在个别电弧擦伤 缺口深度0.1 t ,且≤1.0
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
每100.0焊缝内缺陷总长≤25.0 ≤0.2+0.02 t ,且≤ 1.0 ≤0.2+0.04 t ,且≤2.0
3.0 1.2 4.0 2.5 5.0 4.0 1.0 3.0 2.0 6.0 0.8 0.5 0.4 0.8 1.1 0.5 1.2 0.7 0.9 1.2 / / / / / / / / / /
焊缝外观质量检查记录表
GB 50205-2001
GD2301057 0 单位(子单位)工程名称 中山市宝科生产基地溶剂车间A,B,C,D天面钢结构工程 分部(子分部)工程名称 主体结构(钢结构 ) 施工单位 制造单位 广东三穗建筑工程有限公司中山分公司 东莞市宏发钢铁结构材料有限公司 验收部位 项目经理 分包项目经理 车间A钢梁 1
0.2 / 2 / 0.7 / 1 / 1 /
1
0.7 0.6 0.8 0.2
1
弧坑裂纹 电弧擦伤 接头不良
4 /
0.6 0.5 / / 1 /
1 /
5 /
3 /
0.3 0.9 0.2 / 1 / 0.9 / 1
0.8 0.7 / /
0.2 0.7 0.5 / / 2 / 1.5
每1000.0焊缝不应超过1处
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
二级焊缝的检测标准
二级焊缝的检测标准1. 引言本标准旨在规范二级焊缝的检测过程,确保焊接质量符合要求。
二级焊缝是指对焊接组织、焊缝形貌及其表面缺陷等进行全面检测的焊接过程。
2. 术语和定义2.1 二级焊缝:焊接过程中对产生的焊缝进行全面检测,评估焊接质量的焊缝。
2.2 焊接组织:焊缝中的金属组织结构,包括晶粒尺寸、晶界形态、相含量等。
2.3 焊缝形貌:焊缝在显微镜下的形状、尺寸和分布特征,包括焊缝宽度、高度等。
2.4 表面缺陷:焊缝表面的不良特征,如气孔、夹渣、裂纹等。
3. 二级焊缝的检测方法3.1 金属log:对焊接组织进行评估,使用显微镜观察焊缝的晶粒尺寸、晶界形态和相含量,评定焊接组织的均匀性。
3.2 焊缝形貌测量:使用焊缝扩大显微镜或测量仪器,测量焊缝宽度、高度、长度,并记录测量值。
3.3 表面缺陷检测:使用目镜或显微镜观察焊缝表面,检查是否存在气孔、夹渣、裂纹等缺陷,并记录缺陷数量和大小。
4. 二级焊缝的评定标准4.1 焊接组织评定:根据焊缝的金属log结果,评定焊接组织的均匀性,并在评定报告中记录。
4.2 焊缝形貌评定:根据焊缝形貌测量结果,评定焊缝的尺寸和形状,并在评定报告中记录。
4.3 表面缺陷评定:根据表面缺陷检测结果,评定焊缝是否存在不良特征,并在评定报告中记录缺陷数量和大小。
5. 检测记录和报告5.1 检测记录:对进行二级焊缝检测的焊接过程进行记录,包括检测日期、检测人员、检测方法、检测结果等信息。
5.2 检测报告:对二级焊缝的评定结果进行报告,包括焊接组织评定、焊缝形貌评定和表面缺陷评定等,确保焊接质量得到准确记录。
6. 其他要求6.1 检测人员应具备相关焊接检测资质,熟练掌握检测方法和仪器设备的操作以及数据处理能力。
6.2 检测设备应符合国家标准和行业要求,确保检测结果的准确性和可靠性。
6.3 检测过程应严格遵守安全操作规程,保证检测人员的人身安全。
7. 修改和维护本标准如有修改和维护需求,应由相关焊接技术部门进行认定并进行宣布。
2019二级、三级焊缝外观质量标准.doc
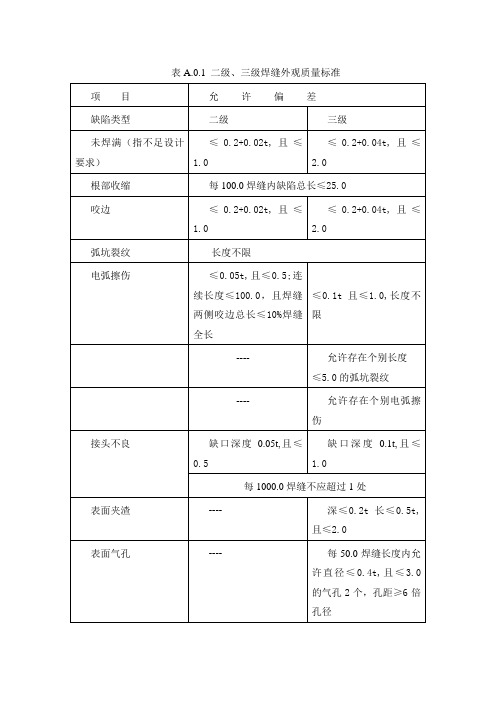
表A.0.1 二级、三级焊缝外观质量标准A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0.2的规定。
表A.0.2 对接焊缝及完全熔透组合焊缝尺寸允许偏差(mm)A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定。
表A.0.3的规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差(mm)下面是赠送的几篇网络励志文章需要的便宜可以好好阅读下,不需要的朋友可以下载后编辑删除!!谢谢!!出路出路,走出去才有路“出路出路,走出去才有路。
”这是我妈常说的一句话,每当我面临困难及有畏难情绪的时候,我妈就用这句话来鼓励我。
一定有很多人想说:“这还在北京混个什么劲儿啊!”但他每天都乐呵呵的,就算把快递送错了也乐呵呵的。
某天,他突然递给我一堆其他公司的快递单跟我说:“我开了家快递公司,你看得上我就用我家的吧。
”我有点惊愕,有一种“哎呦喂,张老板好,今天还能三蹦子顺我吗”的感慨。
之后我却很少见他来,我以为是他孩子出生了休假去了。
再然后,我就只能见到单子见不到他了。
某天,我问起他们公司的快递员,小伙子说老板去上海了,在上海开了家新公司。
我很杞人忧天地问他:“那上海的市场不激烈吗?新快递怎么驻足啊!”小伙子嘿嘿一笑说:“我们老板肯定有办法呗!他都过去好几个月了,据说干得很不错呢!”“那老婆孩子呢?孩子不是刚生还很小吗?”“过去了,一起去上海了!”那个瞬间,我回头看了一眼办公室里坐着的各种愁眉苦脸的同事,并且举起手机黑屏幕照了一下我自己的脸,一股“人生已经如此的艰难,有些事情就不要拆穿”的气息冉冉升起。
并不是说都跳槽出去开公司才厉害,在公司瞪着眼睛看屏幕就是没发展,我是想说,只有勇气才能让自己作出改变。
我们每个人都觉得自己越活越内向,越来越自闭,越长大越孤单,以至于滋生了“换个新环境,我这种性格估计也不会跟其他人相处融洽,所以还是待着忍忍凑合过算了”的思想感情。
与其说自己自闭,其实就是懒,不想突破自己好不容易建立起来的安全区域。
新钢结构隐蔽工程检查验收记录【范本模板】

单层钢结构主体结构整体平面弯曲
单层钢结构主体结构的整体平面弯曲
L/1500,且不应大于25。0
经实测主体结构的整体平面弯曲均小于6mm,在允许偏差范围内,
施工单位
自查结论:
单层钢结构主体结构平面弯曲的偏差符合GB50205—2001标准规定
质检员:
施工单位项目技术负责人:年月日
单位验收结论:
监理工程师(建设单位项目负责人):年月日
隐蔽工程检查验收记录
工程名称;方城县鸿福物流配送中心6号钢结构厂房(通用表格)
分项工程名称
钢结构紧固件连接
隐蔽项目
普通螺栓紧固
总包单位
南阳正大钢结构彩板有限公司
施工图号
结施-4
检查内容
标准规定
施工单位自查记录
监理(建设)单位验收记录
普通螺栓紧固质量
隐蔽工程检查验收记录
工程名称;方城县鸿福物流配送中心6号钢结构厂房通用表格)
分项工程名称
钢结构焊接
隐蔽项目
焊缝
总包单位
南阳正大钢结构彩板有限公司
图号
结施-4
检查内容
标准规定
施工单位自查记录
监理(建设)单位验收记录
焊缝外观质量及焊缝尺寸
1、焊缝表面不得有裂纹、焊瘤等缺陷,一、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电电弧擦伤等缺陷
南阳正大钢结构彩板有限公司
图号
结施-4
检查内容
标准规定
施工单位自查记录
监理(建设)单位验收记录
梅花头
扭剪型高强度螺栓连接副终拧后,除因构造原因无法使用专用扳手终拧掉梅花头外,未在终拧中拧掉梅花头的螺栓数不应大于该节点螺栓数的5%,对所有梅花头未拧掉的扭箭型高强度螺栓连接副应采用扭矩法或转角法进行终拧并作标记,且按规范的规定进行终拧扭矩检查
焊缝外观质量检查记录表
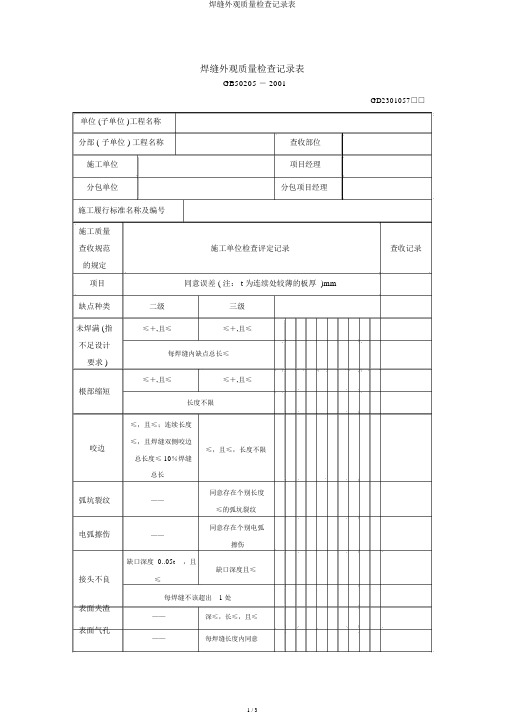
焊缝外观质量检查记录表GB50205 - 2001GD2301057□□单位 (子单位 )工程名称分部 ( 子单位 ) 工程名称查收部位施工单位项目经理分包单位分包项目经理施工履行标准名称及编号施工质量查收规范施工单位检查评定记录查收记录的规定项目同意误差 ( 注: t 为连续处较薄的板厚 )mm缺点种类二级三级未焊满 (指≤+,且≤≤+,且≤不足设计每焊缝内缺点总长≤要求 )≤+,且≤≤+,且≤根部缩短长度不限≤,且≤;连续长度咬边≤,且焊缝双侧咬边≤,且≤,长度不限总长度≤ 10%焊缝总长弧坑裂纹同意存在个别长度——≤的弧坑裂纹电弧擦伤——同意存在个别电弧擦伤缺口深度 0..05t,且缺口深度且≤接头不良≤每焊缝不该超出 1 处表面夹渣——深≤,长≤,且≤表面气孔——每焊缝长度内同意直径≤,且≤的气孔2 个,孔距≥ 6 倍孔径专业工长 ( 施工员 )施工班组长施工单位检查结论项目专业质量检查员:年月日监理( 建设 )单位复查专业监理工程师 ( 建设单位项目技术负责人) :年月日结论说明本表合用于二、三焊缝外观质量检查。
1.T 型接头、十字构造、角接接优等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不该小于 t/4 ;设计有疲惫验算要求的吊车梁和近似构件的腹板与上翼缘连结焊缝的焊脚尺寸为 t/2 ,且不该大于 10mm。
焊脚尺寸的同意误差为 0~4mm。
检查数目:资料全数检查;同类焊缝抽查10%,且不该少于 3 条。
查验方法:察看检查,用焊缝量规抽查丈量。
2.焊缝表面不得有裂纹、焊瘤等缺点。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺点。
且一级焊缝不得有咬边、未焊满、根部缩短等缺点。
查验方法:每批同类构件抽查10%,且不该少于 3 件;被抽查构件终,每一种类焊缝按条数抽查5%,且不该少于 1 条;每条检查 1 处,总抽查数不该少于10 处。
查验方法:察看检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采纳浸透或磁粉探伤检查。
焊缝外观质量检查记录-焊缝外观及焊缝尺寸检查记录

焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:。
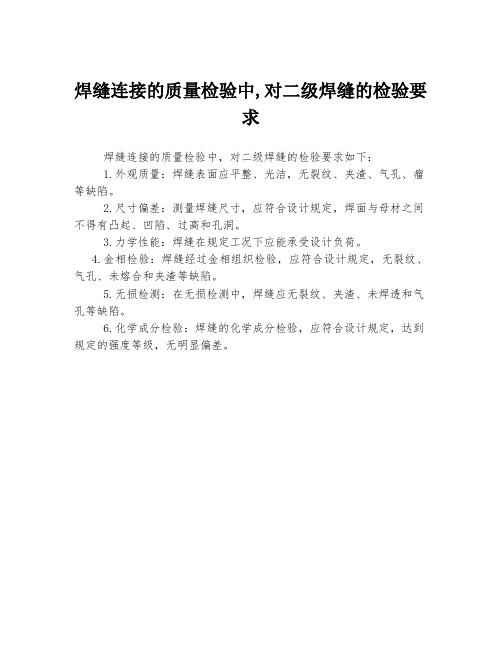
焊缝连接的质量检验中,对二级焊缝的检验要求
焊缝连接的质量检验中,对二级焊缝的检验要
求
焊缝连接的质量检验中,对二级焊缝的检验要求如下:
1.外观质量:焊缝表面应平整、光洁,无裂纹、夹渣、气孔、瘤等缺陷。
2.尺寸偏差:测量焊缝尺寸,应符合设计规定,焊面与母材之间不得有凸起、凹陷、过高和孔洞。
3.力学性能:焊缝在规定工况下应能承受设计负荷。
4.金相检验:焊缝经过金相组织检验,应符合设计规定,无裂纹、气孔、未熔合和夹渣等缺陷。
5.无损检测:在无损检测中,焊缝应无裂纹、夹渣、未焊透和气孔等缺陷。
6.化学成分检验:焊缝的化学成分检验,应符合设计规定,达到规定的强度等级,无明显偏差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(强制性条文检查通用表)
GJ2.3.1(通用表)
工程名称
新源-浙江大厦
分项工程名称
钢结构焊缝 质检
检查项目
焊缝外观质量及焊缝尺 寸
建设单位
河北省浙商房地产开发 有限公司
分包单位
浙江中天钢结构有 限公司
施工图号
DC34C-07
检查部位
标准规定
施工单位自查(实测)记录
监理(建设)单位验收记录
钢梁
外观质量:Байду номын сангаас级焊缝表面 不得有裂纹、焊瘤、气孔 、夹渣、弧坑裂纹、电弧 擦伤等缺陷;外形均匀、 成型较好、焊道与焊道、 焊道与基体金属间过渡平 滑,焊渣和飞溅基本清楚 干净。 焊缝尺寸: 1、对接余高C: 缝宽B<20时0-3.0 缝宽B≥20时0-4.0 2、对接错边d d≤0.15t,且≤2.0 3、角焊缝焊脚hf允许偏 差 hf≤6:0-1.5 hf>6:0-3.0 4、角焊缝余高C hf≤6:0-1.5 hf>6:0-3.0
符合要求
符合施工质量验收规范要求 施工单位 自查结论:
质检员: 施工单位项目技术负责人: 阙广平 年 月 日
监理(建设) 单位验收结论:
监理工程师(建设单位项目负责人):
年
月
日