基于PLC摩擦焊压力闭环控制系统的设计_黄崇莉
基于PLC与触摸屏的阀门密封面等离子弧粉末堆焊控制系统设计

P N Hoh n E G Y aj n ,Y N io ,WA G K jn A u o g ,D N u ni g a A G Ha b N e u
( .col f t il Si c n nier g otw s J o n n esy hn d i un603 ,C ia 1Sh o o e a ce eadE g e n ,Suh et i t gU i rt,C eguS h a 10 1 hn ; Ma r s n n i ao v i c
i g s r c e e i to u e . T e c n r l y tm sb s d o tu i i X3 s r sP C a d Ko oStu h s r e . Ab ou e p s— n u a e w r nr d c d f h o to se wa a e n Mi b s ’ F U ei L n y ’ o c c e n s s hS e sl t o i
21 0 2年 4月
机床与液压
MACHI OOL & HYDRAUL C NE T IS
Ap . 0 2 r2 1 Vo. 0 No 8 14 .
第4 0卷 第 8 期
DOI 1 . 9 9 j i n 1 0 : 0 3 6 / .s . 0 1—3 8 . 0 2 0 . 4 s 8 12 1. 804
中 图分 类 号 :T 4 4 G 3 文 献 标 识 码 :B 文 章 编 号 :10 —3 8 (0 2 0 1 8 1 2 1 )8—10— 2 3
De i n o nt o se fPl s a Ar wd r S r a i g W e d ng sg fCo r lSy t m o a m c Po e u f c n l i f r Va v e ln r a e Ba e n PLC nd To c Sc e n 0 l l e S a i g Su f c s d o a u h r e
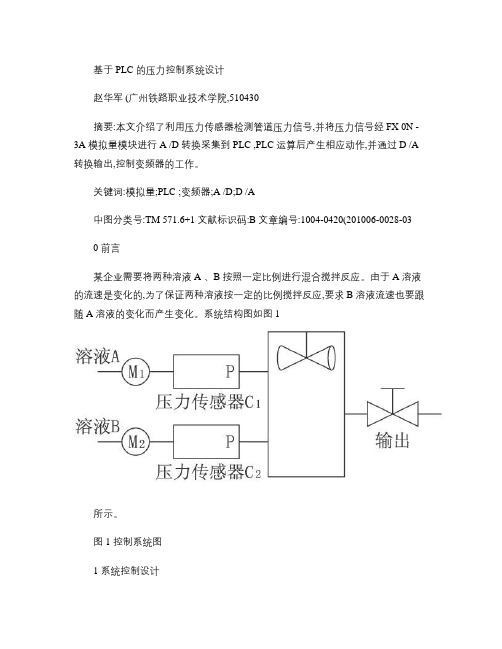
基于PLC的压力控制系统设计概要
序号参数数值作用
1Pr.180上限频率
2Pr.220下限频率
3Pr.360基准频率
4Pr.730模拟频率输入电压信号
5Pr.792外部运行频率设定方式
6Pr.1844Au信号
2结束语
上述控制在实际使用过程中运行良好,能对两种溶液进行充分融合反应。本控制将PLC易于编程的特点与变频器频率调节灵活的特点很好的结合起来了。当然不同的PLC的编程和硬件配置方法会不同,尽管是相同的变频器配用不同,只要在编程环境下的硬件配置中添加该模块即可,比如选用三菱的其他模拟量转换成数字量的模块,编程就不能使用RD3A和WR3A指令。总之,充分利用PLC模拟量输出功能可以控制变频器从而控制设备的速度,满足生产的需要。
本例接线是接入模拟量输入通道1,当调整通道1的偏移和增益时,另一个通道(通道2的偏移和增益也会自动调整好。
运行并监控模拟量输入输出处理程序如图4
。
图4模拟量输入输出处理程序
1 2 3注意事项
a .电压信号的输入接线,不要将V I N1和I I N1短接;
b .如果存在干扰,可以在V I N 1和C OM 1之间接一个耐压25V,容量0.1 F ~0.47 F的电容器;
1 2 2模拟量模块输入的增益及偏置调节
增益决定了校正线的角度或者斜率,在FX 0N -3A模块中用250来标识,偏移是校正线的位置,由数字值0标识。FX 0N -3A模块在出厂时已经按照0V ~10
!
28!机床电器2010 6
PLC ∀变频器∀计算机!!!基于PLC的压力控制系统设计
V进行了调整。在FX 0N -3A模块的面板上分别有A /D OFFSE T、A /D GAI N、D /A OFFSET、D /A GA I N四个旋钮,用于进行偏移和增益的调整。
基于PLC和触摸屏的复合底锅压力焊控制系统设计

基于PLC和触摸屏的复合底锅压力焊控制系统设计李伟光;练小华;蒙启泳【摘要】The traditional composite base boiler welding completed by manual operation friction screw press which with adverse conditions and low automation. Aiming at these shortcomings, design the welding auto - control system base on PLC and touch - screen. Structure, technological flow sheet and design scheme of software and hardware about the system were introduced. The result has proved that the system works stable, kind interface between the users and the machinery, easy to be operated, possess abroad application foreground.%传统的复合底锅压力焊工序由人工操作摩擦压力机完成,现场工作条件恶劣,自动化程度低,针对这些缺点,设计了基于PLC和触摸屏的压力焊自动控制系统.介绍了系统的结构、工艺流程及软硬件设计.实践证明,系统运行稳定,人机界面友好,操作简单,具有广泛的应用前景.【期刊名称】《机械与电子》【年(卷),期】2012(000)009【总页数】4页(P53-56)【关键词】复合底锅压力焊;摩擦压力机;PLC;触摸屏【作者】李伟光;练小华;蒙启泳【作者单位】华南理工大学机械与汽车工程学院,广东广州510641;华南理工大学机械与汽车工程学院,广东广州510641;华南理工大学机械与汽车工程学院,广东广州510641【正文语种】中文【中图分类】TP2730 引言复合底锅压力焊是生产高档不锈钢锅的重要工序之一,目前该生产工序通过手工操作摩擦压力机模锻完成,劳动成本高,危险系数大。
基于PLC的静电除尘控制系统设计超究毕业设计(论文)

图书分类号:密级:毕业设计(论文)基于PLC的静电除尘控制系统设计DESIGN OF CONTROL SYSTEM FOR ELECTROSTATIC PERECIPITATOR BASEDON PLC学生学号学生姓名学院名称专业名称指导教师2013年6月10日摘要高压静电除尘器是一种具有成熟的技术、简单的结构、维护的费用较低的工业净化烟气的设备,长久以来广泛应用于大气污染治理行业中。
静电除尘振打控制系统本身具有时序控制的特点,恰好能够较好的发挥出PLC的优势。
所以,电除尘振打PLC控制系统被广泛应用于工业电除尘中。
本文较为详细的概述了可编程控制器PLC在静电除尘器中的应用,设计将以静电除尘器电极振打清灰PLC控制系统的设计作为核心部分,以PLC为核心设计了系统结构图、梯形图、I/O口接线图以及就地操作箱原理图,在电极振打除尘的同时又添加了一些比较的实用的功能,而且简化了电路的结构,使之变得更为灵活且方便控制。
关键词PLC;静电除尘;控制系统AbstractHigh voltage electrostatic precipitator is a purification equipment for industrial flue gas.It has been widely used in the air pollution control industry because of mature technology, simple structure and low maintenance cost. ESP rapping control system has the characteristic of timing control, it can give full play to the advantages of PLC. ESP rapping PLC control system has been widely applied in industrial electrostatic precipitator.This paper summarizes the application of programmable controller of PLC in electrostatic precipitator. A control system is designed with PLC. The system structure diagram, ladder diagram, I/O diagram and local operation box diagram are designed.At the same time, some more practical function are added, and the circuit structure is simplified to make the control become more flexible and convenient.Keywords PLC electrostatic precipitator control system目录1绪论 (1)1.1课题研究的背景及意义 (1)1.1.1静电除尘的背景 (1)1.1.2静电除尘的意义 (1)1.2静电除尘研究现状 (1)1.3课题研究的主要内容 (1)2 PLC的原理和电除尘清灰原理 (3)2.1PLC的原理 (3)2.1.1PLC的原理 (3)2.2静电除尘振打清灰原理 (3)2.2.1静电除尘器的结构 (3)2.2.2静电除尘工作原理 (3)2.2.3气体电离和电晕放电 (4)2.2.4尘粒的荷电 (4)3 PLC硬件设计 (6)3.1PLC的选择 (6)3.1.1PLC静电除尘基本原理 (6)3.1.2PLC的选择确定 (6)3.1.3高压供电控制系统原理框图 (6)3.1.4元器件的选择与型号 (7)3.2系统主电路图设计 (8)3.2.1主电路图设计 (8)3.2.2振打电动机的选型 (9)3.2.3就地操作箱设计 (9)3.3I/O分配和PLC接口电路设计 (10)3.3.1I/O分配 (10)3.3.2I/OPLC接口电路设计 (11)4 软件设计 (13)4.1软件设计流程图 (13)4.2振打电动机的控制要求 (14)4.2.1振打控制作用分析 (14)4.2.2振打制度的选取原则 (14)4.2.3振打工作时序图 (14)4.2.4振打时序图的绘制 (15)4.3振打控制程序设计 (16)4.3.1编程语言的选用 (16)4.3.2梯形图 (16)5 MCGS组态仿真 (21)5.1MCGS概述 (21)5.1.1MCGS简介 (21)5.1.2MCGS的特点 (21)5.2静电除尘MCGS监控系统设计 (21)5.2.1设计画面 (21)5.2.2定义数据变量 (23)5.2.3动画连接 (24)5.2.4模拟设备设置 (26)5.2.5编写程序 (27)致谢 (29)参考文献 (30)附录 (31)附录1 (31)附录2 (34)1绪论1.1课题研究的背景及意义1.1.1静电除尘的背景随着人民的社会生活水平和环保意识的逐步提高,环境问题已成为全球关注的焦点。
基于PLC的机器人自动焊接设备控制系统的设计与研究
基于PLC的机器人自动焊接设备控制系统的设计与研究程明权;秋钰洁;江鸣;龚盈
【期刊名称】《自动化应用》
【年(卷),期】2024(65)6
【摘要】基于欧姆龙NJ-501系列PLC、电装6轴机器人,构建了机器人自动焊接设备控制系统。
在只使用6轴机器人控制柜标配的32个I/O端口的情况下,采用了一种I/O组合通信的方法,解决了机器人自动焊接设备控制系统的PLC与6轴机器人之间存在的通信问题,满足了设备的控制需求,并最终批量上线生产。
经过总结并验证,该I/O组合通信方法已推广应用到撕膜机、收料机等其他自动化设备。
【总页数】3页(P75-77)
【作者】程明权;秋钰洁;江鸣;龚盈
【作者单位】宁德新能源科技有限公司
【正文语种】中文
【中图分类】TP271.4
【相关文献】
1.基于PLC的发热电缆线芯自动焊接设备控制系统设计
2.基于PLC的双工位自动焊接设备控制系统设计研究
3.基于S7-1200PLC的机器人自动分拣控制系统设计
4.基于S7-1200PLC的机器人自动上下料控制系统的设计
5.基于PLC和ABB机器人的自动码垛生产线控制系统设计
因版权原因,仅展示原文概要,查看原文内容请购买。
基于PLC摩擦焊压力闭环控制系统的设计

代的作用 。焊接接头质量与摩擦 焊机的转速 、 摩擦时
间、 摩擦 压 力 、 锻 压力 和工 件顶锻 变形 量有 关 。 顶 本 文 以连续 驱 动摩 擦 焊 机 为 例 , 计 以 电液 比例 设 阀的液 压施 力 系统 , 实现 压力 闭环 控制 , 能对 液 压滑 台 的速度 、 移和 压力 实 施 控 制 , 位 以满 足 高 速 、 精 度 的 高
关 键词 : 编程控 制 器 ; 可 摩擦 焊 ;电液 比例 阀 ;压 力闭环控 制
中图分 类号 : H17 文 献标 识码 : 文 章编 号 :0 0 5 (0 2 0 .0 9( T 3 B 1 0 48 8 2 1 )3I 4 统 提供摩 擦焊 接 的轴 向力 , 之为摩 擦压 力 ; 主 称 而 轴 电机 提供 的机械 能 在摩 擦 压 力 的作 用 下 , 生 摩 擦 产 扭矩 。 工件 相互 摩 擦 。所 以主轴 系统 带 动被 焊 接 工 使 件旋 转 , 为其 提供 摩擦扭 矩 , 液压 滑 台系统在摩 擦焊 接 过程 为其 提供 轴 向压力 ( 擦压 力 及 顶锻 压力 ) 摩 擦 摩 、
的厚 度 和摩擦 变形 速度 等 , 因此 , 对液压 加压 系统实 现 准确 控 制是保 证焊 接接 头质 量 的关 键 。
2 液压 加压 系统
目前 , 国内摩擦 焊 机 加 压 系统 普 遍 采 用开 关 阀 控 制, 虽然 成本低 , 维修方 便 , 所需 的控制 阀数 量多 , 但 故
一
种 液压 组件 , 电液 比例 阀在 滞环 、 重复精 度 等主要 稳
连 续驱 动摩 擦 焊 机 主要 包 括 主 轴 系 统 、 压 滑 台 液 和控制 系统 。其 结 构如 图 1 示 。 所
基于PLC的摩擦压力机自动控制系统设计

Design of Automatic Control System of Friction Press Based on PLC
YUAN Jin - quan
( Department of Electrical Engineering, Jiangsu Maritime Institute, Nanjing 211170 , China) Abstract: Through analysis on the current working situation of the friction press, it was put forward that PLC ( programmable logic controller) could be used to design the automatic control system instead of the manual control. The design of the automatic control system was divided into three parts, they were “hardware design ” , “software design ” and“temporary control interface system ” . The hardware design builded the control system by taking Siemens S7 - 200 as acore. The software design was mainly in the work process of the friction press. The monitoring interface design emphasized the use of the Wincc flesible HMI software, and the connection options of the touch screes corresponding to PLC connection address etc. Key Words: PLC ; friction press; control system
基于PLC的压力过程控制系统设计

基于PLC的压力过程控制系统设计PLC控制技术已经被广泛地应用于现代工业自动化系统中。
基于PLC的压力过程控制系统是一种被广泛应用的控制系统,用于压力控制和监测。
本文将围绕基于PLC的压力过程控制系统的设计进行讨论,阐述其主要特点、优点和应用实例等。
一、基于PLC的压力控制系统的主要特点1.对压力的控制和监测功能基于PLC的压力控制系统具有良好的压力控制和监测功能,能够监测和控制压力变化,保持压力稳定并符合制定的规范要求。
2. PLC控制的全自动化实现基于PLC的压力控制系统是一种全自动化控制系统,能够对压力实现全自动化的监测和控制,可以有效减少人工操作的参与,提高生产效率,降低生产成本。
3. 快速响应能力和极高的准确性基于PLC的压力控制系统的优势在于其响应速度非常快,因此能够保证在最短的时间内响应并调整压力,并与其他设备、生产和控制系统高度协同工作,精确控制压力范围,避免设备损坏或生产过程中出现的其他问题。
二、基于PLC的压力控制系统的优点1. 可靠性高基于PLC的压力控制系统是一种高可靠性控制系统,因为其不依赖于有人介入的因素,从而不会受到人为因素影响;而且其响应速度非常快,能够即时调整压力控制参数。
2. 操作维护简单基于PLC的压力控制系统操作维护非常简单,因为其可以使用人机界面进行操作,员工学习和启用轻松,且有能完全自障,避免了维护操作人员和整个系统不必要的操作失误,增加了控制压力的可靠性。
3. 制造成本低基于PLC的压力控制系统制造成本非常低,因为其本身以及使用的其他设备和材料都是由传统的电气元件和仪器设备组成的。
4. 兼容性强基于PLC的压力控制系统具有较高兼容性,它可以连接和与其他设备和系统进行互联互通,可以快速地整合合成、控制和管理工业过程,保持生产高效、稳定和安全。
三、基于PLC的压力控制系统的应用实例工业压力控制涉及众多领域和行业,在压缩空气、液体等压力控制的过程中都广泛应用了基于PLC的压力控制系统,具体应用表现出稳定可靠的压力控制效果和极高的操作效率。
摩擦焊机电液比例闭环控制系统的研究的开题报告
摩擦焊机电液比例闭环控制系统的研究的开题报告一、选题背景及意义摩擦焊技术以其高效、无污染、高强度等优点,在汽车、航空航天、电子、轨道交通等领域得到了广泛应用。
其中,摩擦焊机电液比例闭环控制系统是实现摩擦焊过程优化控制的关键技术之一。
目前,国内外对摩擦焊机控制系统的研究主要集中于通用控制系统的设计和开发,针对摩擦焊过程中的热力学特性、材料物理力学特性等因素进行深入研究的机电系统设计仍需进一步完善。
在精密机械和工程结构领域,高精度、高品质的焊接质量是保障产品质量和可靠性的重要保证。
因此,开展摩擦焊机电液比例闭环控制系统的研究对于提高焊接过程的精度和质量有着重要的意义。
二、主要研究内容和方案1. 研究摩擦焊机电液比例闭环控制系统的原理和结构,分析其过程特性和关键技术。
2. 建立摩擦焊机电液比例闭环控制系统的模型,通过仿真和实验验证其性能。
3. 研究控制系统中的关键环节,包括传感器信号的采集与处理、设备控制和故障诊断等内容,提高系统的稳定性和可靠性。
4. 基于改进的控制算法,优化控制系统的参数和策略,提高焊接过程的精度和质量。
三、预期成果及意义本研究将探索摩擦焊机电液比例闭环控制系统的设计方案和实现方法,力求解决当前摩擦焊过程中存在的难点问题。
预期通过本研究,可以达到以下成果和意义:1. 建立摩擦焊机电液比例闭环控制系统的模型,验证系统性能,为实际生产中的应用提供指导。
2. 研究系统中的关键技术,提出相应的解决方案,从而优化控制系统的性能和稳定性。
3. 利用改进的控制算法,提高焊接过程的精度和质量,增加产品品质的保障和竞争优势。
4. 为国内摩擦焊技术和机械工程领域的发展做出贡献,促进我国制造业的升级和转型。
四、研究进展计划本研究计划于2021年7月开始,预计于2022年6月完成。
具体时间节点和工作内容如下:1. 2021年7月~2021年9月:研究摩擦焊机电液比例闭环控制系统的原理和结构,制定研究方案和计划。
基于PLC的锅炉蒸汽压力的控制

中国化 工 贸易+
Ch i n a C h e mLeabharlann c a l T r a d e
至 。 .
姜 旦
基于 P L C 的锅炉 蒸汽 压 力 的控 制
甘忠福 关 丽. 刘 聪
( 沈 阳 金 碧 兰 化 工 有 限 公 司 , 辽 宁 沈 阳 1 1 0 1 6 3 )
、
P D、P I 调 节 ,是 控制系统 参数稳定 的重要保 障 。 在P I D 调节 中 ,P I D调 节器 作为 可 自动 调 节 的放 大器 ;动态 时 , 为了有 效防止 系统 出现振 荡 和超调 ,放 大 系数 比较低 ;静 态时 ,为 了
关 键 词 :P L C控制 锅炉 蒸汽 压 力
随着 市场 经济 不断 发展 ,节 能减 排越 来越受 到社 会关 注 ,在工 业 生 产 中 ,蒸 汽 主 要 来 自于 蒸 汽 锅 炉 ,运 行 状 况 直 接 影 响 能 源 利用 。 P L C( 可编程 序控制 ) ,是随 着现代社 会生 产方式 以及科 学技术 不断 进 步 ,为了适 应小批 量 、多 品种 的生产 需要 不断 生产发 展 的工业 控制 装 置 。新 形 势下 ,随着 电子技 术 不 断发 展 ,P L C各种 功 能 模 块得 到 完 善 ,在 增强 传统 C P U位数 以及 运 算速 度 的 同时 ,开 发 出适 应 运动 控 制 、过 程控 制 的特 殊功 能模 块 ;同时 , 通 信 功能 和 网络 也得 到 完善 。 P L C不仅可 以连 接通 用输入 、输 出设备 以及传 统编 程 ,通过 总线还 能 形 成网络 系统: ,应 用范 围包括 工业 自动化 的全 部区 域 。另外 ,由于工 业 条件 限制 ,企业 只能 依 靠 自身建 设 锅炉 产生 蒸 汽 ,满 足 生产 需要 。 因此 ,在 企业 建设 中 ,锅 炉多 以 中小型 为主 ,增 强蒸 汽锅炉 热效 率水 平 成为蒸汽 锅炉 自动控制 的主要任 务。 PL C组成 的锅炉控 制系统 以及 锅炉蒸汽 压力控 制系统 1 . P L C组成 的锅炉控 制系统 根据调查 显示 ,我 国 目前 自动控 制系 统 ,由于 P L C种类繁 多 ,各 种P L C都 具有 相应 特 点 ,在 已投 产 的 企业 中 主 要 以性 价 比较 好 的 s 7 — 3 0 0组成 相应 的控 制系统 为 主。¥ 7 - 3 0 0主要 有 以下特 点 :循 环 周 期 短 运算 速度快 ,逻 辑指 令在 执行 时 间最快 可 以达 到 0 . 0 5 u s ;编 程 功能 强 , 【 可 用 于 复 杂 功 能 控 制 和 编 程 ,一般 采用 S T E P 7 一 L i t e 以 及 S T E P 7等编 程软 件 ,通过 多种 编 程语 言 编 程 ;通讯 功 能强 ,s 7 — 3 0 0 系列 C P U模块 通 常 带有 标准 R S 一 4 8 5 / 4 2 2串行接 口 ,支 持 MP I 多 点 通信 ;扩展性 能 良好 ,s 7 — 3 O O P L C拥有众 多开关 量 I / O扩展 模块 ,以 及特殊 功能模 块为用 户提供选 择 ,增 强了 P L C控制性 能。 在 实 际应用 中 P L C主要 由模 拟信 号输 入 部分 ( 数 据采 集) 、连 续 控制 输 出部分 ( 模拟 量输 出) 、开关 量输入 部分 ( 外 围状态 输 入) 、开 关 量输 出 ( 外 围设 备工 作状 态控 制 ) 。从 而根 据实 际 需要 P L C的 I / 0 点进行 对应配 置 ,实现 锅炉蒸 汽压力 控制 目 标。
基于PLC的ABB工业焊接机器人控制系统设计
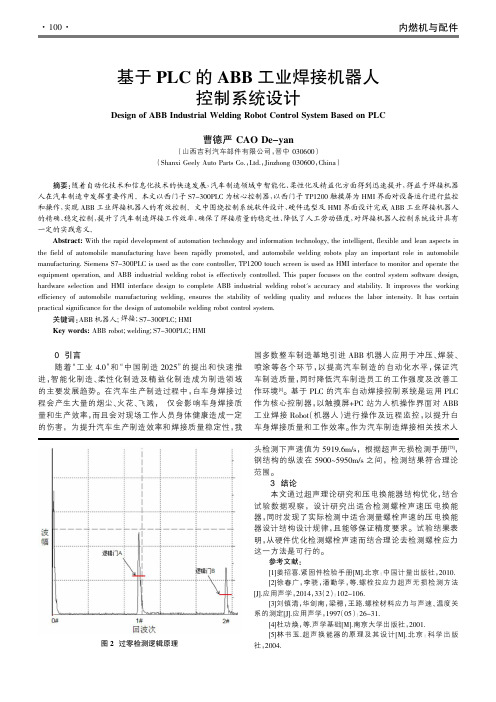
图2过零检测逻辑原理
图1基于PLC的白车身焊接Robot控制系统框图
①焊接自动化水平高、降低焊接工位劳动强度、节约人力成本;
②控制系统能够精确控制和监控焊接电流和时间,可适用于不同型号汽车零部件的焊接;
③伺服电机具有较好的反应速度和控制精度,焊接可靠性高;
④焊点的位置、质量等一致性高,确保车身的焊接品质。
参考文献:
[1]邢行,马永力.基于PLC 的汽车自动焊控制系统设计[J].南
昌工程学院学报,2018,37(04):96-99.
[2]罗淼,巩虎军,金书骋.基于Profinet 的ABB 机器人与S7-300信号交互[J].电气自动化,2018,40(03):109-111.
[3]丁姝慧.基于PLC 的白车身焊接机器人控制研究[J].现代信息科技,2019,3(12):157-161.
[4]垚潘锟,刘波.基于S7-200PLC 的汽车后桥焊接专机控制系统[J].机械设计与制造工程,2015,44(01):62-65.
[5]宋欣欣,徐教礼,李盛,等.基于PLC 的白车身焊接机器人图2软件程序流程图
图3HMI 人机界面示意图。
基于PLC的压力过程控制系统设计_毕业设计论文
毕业设计论文基于PLC的压力过程控制系统设计目录第一章绪论 (3)1.1 PLC控制在国内外的发展近况 (3)1.2 基于PLC的压力过程控制系统的发展前景 (4)1.3 MCGS6.2软件 (4)1.4 设计目的和要求 (4)第二章基于PLC的压力过程控制系统方案 (5)2.1 设计方案 (5)2.1.1 设计方案 (5)2.1.2 控制阀的选择 (6)2.1.3 控制方式的选择 (7)2.2 控制算法 (8)2.2.1 控制算法的选择 (8)2.2.2 PID控制的原理和特点 (9)2.2.3 PID控制器的参数整定 (10)第三章软件部分的实现 (11)3.1 MCGS组态软件 (11)3.1.1 组态软件的介绍 (11)3.1.2 国内组态软件的比较与选择 (11)3.2 组态软件的应用 (13)3.2.1 MCGS软件编程 (13)3.3.2 MCGS软件连接设置 (14)3.3 FX2N编程软件的应用 (20)3.3.1 PLC编程指令 (20)3.3.2 控制程序的编写 (22)第四章硬件部分实现 (25)4.1 PLC特点 (25)4.2 FX2N特殊功能模块的应用 (26)4.2.1 FX2N-4AD模拟量转换模块 (26)4.2.2 FX2N-4DA 模拟特殊模块 (30)4.2.3 PLC与计算机连接通讯 (33)第五章调试 (35)5.1 调试步骤 (35)5.2 调试结果与常见故障分析 (35)5.2.1 调试 (35)5.2.2 常见故障分析 (35)第六章结论 (37)参考文献 (38)谢辞 (39)第一章绪论自二十世纪六十年代美国推出可编程逻辑控制器(Programmable Logic Controller,PLC)取代传统继电器控制装置以来,PLC得到了快速发展,在世界各地得到了广泛应用。
同时,PLC的功能也不断完善。
随着计算机技术、信号处理技术、控制技术网络技术的不断发展和用户需求的不断提高,PLC在开关量处理的基础上增加了模拟量处理和运动控制等功能。
基于PLC与组态王的磨线机控制系统设计

基于PLC与组态王的磨线机控制系统设计
金亚玲;何锋
【期刊名称】《沈阳工程学院学报(自然科学版)》
【年(卷),期】2016(012)004
【摘要】根据磨线机控制系统的具体控制要求,采用欧姆龙CP1H型PLC作为控制器实现对磨线机的控制.控制系统完成了线芯的启动、装线、磨线、收线、复位等功能设计.采用欧姆龙PLC CX-ONE编程软件,实现对控制系统的软件编程.利用组态王软件设计上位机人机界面,模拟磨线机的工作过程,并对整个控制系统进行实时监控.
【总页数】5页(P357-361)
【作者】金亚玲;何锋
【作者单位】沈阳工学院信息与控制学院,辽宁抚顺113122;沈阳工学院信息与控制学院,辽宁抚顺113122
【正文语种】中文
【中图分类】TP273
【相关文献】
1.基于三菱PLC的磨毛机控制系统设计 [J], 蔡明学;
2.基于欧姆龙CP1HPLC及组态王设计的泡沫自动切片机控制系统设计 [J], 刘俭
3.基于高性能PLC的磨毛机控制系统设计 [J], 朱恩泽;蒋晓磊;史伟民;彭来湖;胡旭东;沈家海
4.基于组态王和PLC的堆垛机控制系统设计 [J], 钟永彦;陈娟;朱海荣
5.基于PLC和组态王的电镀生产线自动控制系统设计 [J], 李雅妮;肖鹏
因版权原因,仅展示原文概要,查看原文内容请购买。
基于C32摩擦焊机双闭环控制系统

基于C32摩擦焊机双闭环控制系统房舟; 黄崇莉【期刊名称】《《科学技术与工程》》【年(卷),期】2019(019)027【总页数】8页(P230-237)【关键词】双闭环; PID; 模糊PID; AMESim/Simulink; 联合仿真【作者】房舟; 黄崇莉【作者单位】陕西理工大学机械工程学院汉中 723000【正文语种】中文【中图分类】TP272连续驱动摩擦焊接技术是通过摩擦生热原理将两件旋转体焊件焊接在一起的固态焊接技术[1]。
其滑台轴向压力响应动态特性直接影响了焊件的质量[2]。
目前,国外对于连续驱动摩擦焊机的施力系统一般采用液压伺服控制系统,实现了过程控制和实时监控为一体,保证了焊接过程的智能控制[3]。
而中国,对摩擦焊机的智能化控制还处在起步阶段,由于电液伺服控制系统对摩擦焊接过程的油液质量的要求特别高,杜随更等[4]首先将电磁比例控制阀应用在摩擦焊机液压控制系统中,并组成计算机闭环控制,相比传统的开关阀控制达到了理想的控制效果。
银东东等[5]通过建立数学模型并加入PI算法,运用Simulink仿真和试验验证了PI算法下的控制系统的动态响应特性。
杜随更等[6]在上述基础上将模糊算法引入闭环控制系统中,形成模糊PI控制系统,改变了大的压力突变对控制系统控制效果不理想的情况。
马朝杰等[7]针对电液伺服比例阀并运用AMESim/Simulink进行联合仿真提高了连续驱动摩擦焊机施力系统动态特性。
钟飞飞等[8]通过对摩擦焊机电液比例控制系统进行数学建模,并通过Simulink对数学模型进行仿真,运用PID调节加快了控制系统的动态特性。
随着生产厂家对焊接产品提出更高质量、高精度的要求,考虑到单闭环控制系统达不到生产的要求,为了进一步提高摩擦焊接控制系统的轴向压力控制精度设计了一压力双闭环控制系统。
1 控制系统的组成及其工作原理图1 双闭环控制系统原理Fig.1 Principle of double closed loop control system如图1所示为双闭环控制系统原理,将C32摩擦焊机压力闭环控制系统简化为单活塞杆阀控液压缸伺服系统[9]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期: 20112010] 49 号文件) 基金项目: 汉中市科技攻关项目( 汉市科发[ 作者简介: 黄崇莉( 1965 —) , 女, 陕西西安人, 副教授, 硕士, 主要从事机电设备控制与检测方面的科研和教学工作 。
由摩擦焊的力学特性可知, 工件在摩擦过程中受 到扭转和压缩的作用, 发生扭变和轴向的缩短。 工件 轴向缩短的能量是由摩擦焊机的液压泵提供的 , 即液
2012 年第 3 期
49 液压与气动
基于 PLC 摩擦焊压力闭环控制系统的设计
黄崇莉
Design of Pressure Closed-loop Control System for Friction Welding Machine Based on PLC
虽然成本低, 维修方便, 但所需的控制阀数量多, 故 制, 压力波动大, 不能满足高精度、 高质量摩擦焊 障率高, 产品的要求。国外摩擦焊机加压系统普遍应用电液伺 服技术来实现压力闭环控制, 尽管其动态响应速度快, 可控性好, 但对流体介质清洁度要求苛刻, 维修费用高 昂。电液比例阀是介于开关型液压阀与伺服阀之间的 一种液压组件, 电液比例阀在滞环、 重复精度等主要稳 对流体介质过滤要求、 阀内压力损 态上与伺服阀相当, 失和价格方面又接近开关阀。 因此, 本系统采用电液 比例溢流阀构成摩擦焊机液压加压系统。见图 2 所示。 根据液压系统的压力和流量范围, 并考虑到节能 , EFBG03125C 和降低油温影响 选择某公司生产的 型号的电液比例溢流调速阀。这种溢流调速阀是一种
参考文献:
图5
焊接规范参数设置和焊接时的工作界面
[ 1] 曹明. 电液比例技术在摩擦焊压力控制系统中的应用 [ J] . 液压与气动, 2008 , ( 1 ) : 43 - 45. [ 2] 武华. 基于电液比例技术的摩擦焊压力控制系统[ J] .机 2006 , ( 6 ) : 127 - 128. 床与液压, [ 3] 路甬祥, M] . 北京: 机械工业出 胡大. 电液比例控制技术[ 1988. 版社, [ 4] 杜随更, 等. 计算机闭环控制系统在摩擦焊接中的应用 [ J] . 机械科学与技术, 2004 , ( 3 ) : 300 - 302. [ 5] 许振保, . 机械制 赵春娥. 电液比例控制技术的研究[J] 2010 , ( 1 ) : 52 - 54. 造与自动化,
图4 控制流程图
该闭环控制系统采用 PLC 的 PID 功能指令来实 D/ 现 PID 控制, 就是用于 PID 控制的子程序, 与 A / D、 A 模块一起使用, 可以获得类似于使用 PID 过程控制 先使用 PLC 指令 模块的效果。在 PID 运算开始之前, 将参数设定值预先写入对应的数据寄存器中 , 然后将 A / D 模块反馈回来的压力数据传送到 PID 控制子程 序中进行 PID 运算。 PID 指令采用增量式 PID 算法, 控制算法中还综合使用了反馈量一阶惯性滤波 、 不完 全微分和反馈量微分等措施, 使该指令比普通的 PID 。 算法具更好的控制效果 摩擦焊机工作于一个强干扰环境中, 外界信号对 控制信号的干扰在所难免。系统除在硬件配置方面注 意抗干扰设计外, 在 PID 指令中设置合理的滤波参数, 可以减小焊机工作时外界信号对压力信号的干扰 , 使
HUANG Chongli
( 陕西理工学院 机械工程学院,陕西 汉中 723003 )
要: 设计连续驱动摩擦焊机液压加压控制系统 , 采用电液比例控制技术, 用 PLC 实现加压系统压力 PID 闭环控制。该系统具有较强的抗干扰性和良好的可靠性 , 是一种适合实际生产的摩擦焊压力控制系统 。 摘 关键词: 可编程控制器; 摩擦焊; 电液比例阀; 压力闭环控制 中图分类号: TH137 0 序言 文献标识码: B 4858 ( 2012 ) 03004903 文章编号: 1000称之为摩擦压力; 而主 压系统提供摩擦焊接的轴向力, 轴电机提供的机械能在摩擦压力的作用下 , 产生摩擦 扭矩, 使工件相互摩擦。 所以主轴系统带动被焊接工 件旋转, 为其提供摩擦扭矩, 液压滑台系统在摩擦焊接 过程为其提供轴向压力( 摩擦压力及顶锻压力 ) 、 摩擦 变形量( 滑台位移) 、 摩擦加热功率、 焊接温度、 变形层 的厚度和摩擦变形速度等, 因此, 对液压加压系统实现 准确控制是保证焊接接头质量的关键 。 2 液压加压系统 目前, 国内摩擦焊机加压系统普遍采用开关阀控
压力曲线平稳。 4 人机界面设计 为使摩擦焊接的工作过程更加直观, 方便操作人 员修改焊接参数, 开发了人机界面。 采用三菱液晶触 F940GOT 有两个连接口, 摸屏 F940GOT, 一个与计算 用于传送用户画面, 一个与 PLC 机连接的 RS232 接口, 等设备连接的 RS422 接口, 用于与 PLC 进行通信。采 用 GT Designer 人机界面编辑软件开发了欢迎界面 、 设 置菜单界面、 规范参数设置界面、焊接方式设置界面、
PID 参数设置界面、 工作界面等具体人机界面。 实现 了对工作过程中各项数据的修改 、 保存, 节约了调试时 间, 减少了操作人员的工作量, 提高了工作效率。焊接 规范参数设置和焊接时的工作界面如图 5 所示。
( 2 ) 摩擦焊接过程轴向压力 ( 摩擦压力及顶锻压 力) 、 液压缸流量、 摩擦变形量( 滑台位移等参数的控制) ; ( 3 ) 控制电液比例阀, 可以实现对轴向压力开环 或闭环控制; ( 4 ) 焊接参数设置及存储; 该系统压力控制精度高, 参数调节方便, 对介质过 , , 滤精度要求低 可靠性好 是一种适合于实际生产现场 摩擦焊接过程闭环控制的液压系统 。
WANG Wenrui1 ,YAN Xiaoqiang1 ,CHEN Bing1 ,GU Liang2
( 1. 北京科技大学 机械工程学院,北京 100083 ; 2. 北京理工大学 机械与车辆工程学院,北京 100081 )
要: 该文结合叶片式液压减振器动密封的受力 、 变形, 受热等因素, 利用有理论、 仿真分析的手段研 究减振器唇形密封圈的密封性能的影响因素及其由于油液温升引起的密封圈温升机理特性 , 为提高叶片式 摘 液压减振器密封性能, 延长其寿命, 及动密封设计、 优化与性能研究提供理论与工程应用的依据。 根据叶片 油液温度以及环境温度等, 对唇形密封唇口烧损极限温度进行了研究, 并取 式液压减振器的实际工作压力、 得了实验的验证, 结果准确可信, 并通过实际应用的可靠性考核, 证明了研究方法的正确性。 关键词: 动密封; 唇型密封; 叶片式减振器; 密封性能; 温升机理 中图分类号: TB42 ; U463. 3 1 引言
0925 收稿日期: 2011基金项目: 国家部委基金资助项目 ( 51404040104BQ01 ) ; 中 央高校基本科研业务费资助项目( 06104042 )
文献标识码: B
4858 ( 2012 ) 03005104 文章编号: 1000-
叶片式液压减振器具有阻尼容量大 、 布置方便、 散 防护性能强等优点, 在重型履带车辆悬挂系 热性能好、
图2
摩擦焊液压加压系统原理图
节省能源型阀, 这种阀具有温度补偿功能, 能使控制流 量稳定而不受油液温度的影响。并配该公司的比例阀 4010 , 功率放大器 JY实现压力和流量的控制。 50 。压力传 液压泵选用 YB1 型叶片泵, 型号 YB1124 压力传 感器选用某公司 HYDAC 贺德克 HDA3800感器。 3 液压控制系统 为了获得焊接质量较高、 飞边均匀一致和工件缩 短量相同的焊接工件, 摩擦焊接过程中的摩擦力和顶 锻压力是关键的焊接参数。 在摩擦加热过中, 摩擦压 力的波动会引起焊接界面热量及温度的变化 , 加热区 宽度改变以及轴向缩短率不稳定; 在顶锻保压过程中, 压力波动会造成动态再结过程、 变形程度和变形速度的 变化, 焊接质量不定。基于上述分析, 建立了一个摩擦 焊机压力 PLC 闭环控制系统, 其控制原理如图 3 所示。
2012 年第 3 期
51 液压与气动
叶片式减振器动密封性能影响因素与温升机理研究
1 1 王文瑞 ,闫晓强 ,陈 1 兵 ,顾
亮
2
The Research of Dynamic Seal Performance Factors and Temperature Characteristics for Vane Damp
[1 ] 统中得到了非常广泛应用 。 由于叶片式液压减振 作者简介: 王文瑞( 1979 —) , 男, 山西大同人, 讲师, 博士, 主 器结构复杂, 内部工作液压力大, 工作温度范围大,工 要从事车辆液压减振器研究工作 。 櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘櫘
进入主开发界面后就可进行文本设置 、 注释显示、 触摸键、 数值输入和数值显示、 新画面的建立和画面的 切换了。 5 总结 本文设计的液压控制系统采用电液比例阀完成液 压滑台压力闭环控制, 是一个机、 电、 液一体化的闭环控 制系统。该系统采用 PLC 控制系统, 该系统可完成: ( 1 ) 焊接过程顺序控制, 以时间为控制方式;
图3
摩擦焊机压力闭环控制原理图
PLC 选用 FX2N48MR, 3A 模拟量模块选用 FX0NA / D、 D / A 转换一体化模块。 采用压力传感器将轴向施力油缸的压力值换成模 拟信号, 通过 A / D 模块转换成数字信号送到 PLC 控制 顶锻压力 ) 比较, 对误 器中与压力设定值 ( 摩擦压力、 差值进行 PID 运算, 然后将输出的数字值通过 D / A 模 块转换成电压, 经功率放大板调节电液比例溢流阀的 开口大小控制轴向施力液压缸的压力 。若检测出的压
摩擦焊接是利用摩擦发热的原理, 通过对焊接的 工件施加载荷, 并使其产生机械摩擦运动, 焊接材料接 触表面之间产生热量, 利用此热量使材料达到热塑性 然后迅速顶锻形成焊接接头。 摩擦焊具有焊缝 状态, 小、 无助焊剂和保护气体、 高效、 节能、 加工一致性强的 特点。摩擦焊机可以焊接一般被认为是不可组合的金 属材料, 如铜和铝、 铝和钢、 钛和铜、 合金钢和钽等焊 接, 不产生气孔和焊渣。 该工艺在航天、 切削具、 油田 钻头特殊管对管、 军工产品的焊接等领都有着不可替 。 摩擦时 代的作用 焊接接头质量与摩擦焊机的转速、 间、 摩擦压力、 顶锻压力和工件顶锻变形量有关 。 本文以连续驱动摩擦焊机为例, 设计以电液比例 阀的液压施力系统, 实现压力闭环控制, 能对液压滑台 的速度、 位移和压力实施控制, 以满足高速、 高精度的 控制要求。 1 摩擦焊接原理 连续驱动摩擦焊机主要包括主轴系统、 液压滑台 和控制系统。其结构如图 1 所示。