产品生产流程ppt模板
合集下载
生产工艺流程PPT课件

产品由研发导入生产流程
• 由研发到生产的几个阶段 • 生产文件要求 • 研发导入生产流程图
第1页/共17页
由研发到生产的几个阶段
• 产品由研发导入生产是一个复杂并且重要的过程,这个流程不仅影想产品实现的 时间,也决定了产品的质量,因此是否正确的安排并严格地执行这个流程就成为 产品能否按预期实现的重要环节。
• 工艺文件采用的术语、符号和计量单位应符合GB 3100,GB 48632和SJ/T 10376等有关标准
• 未规定续页格式的可根据需要多页编写或采用工艺说明 等格式。
第13页/共17页
二、工艺简图的要求
• 工艺简图是对工艺过程中工序内容的补充说明。 • 工艺简图应根据需要选绘各种示意性视图,在不影响识
二、工艺文件的引用标准
• GB 131 机械制图表面粗糙度代号及注法 • GB 18031 表面粗糙度参数及其数值 • GB 1182^-1184 形状和位置公差 • GB 1800^1804 公差与配合 • GB 3100 国际单位制及其应用 • GB 4457^-4460 机械制图 • GB 4728 电气图用图形符号 • SJ/T 10320 工艺文件格式 • SJ/T 10375 工艺文件格式的填写 • SJ/T 10324 工艺文件的成套性 • SJ/T 5061 机械加工定位与夹紧符号
第11页/共17页
三、工艺文件的标准化审核程序
• 工艺文件的标准化审查应由工艺标准化人员负 责进行。
• 工艺文件的标准化审查,一般在设计(拟制)、审 核、会签签字后进行(自制工艺装备图样应在工 艺性审查签字后进行)。
• 在审查过程中,对发现的不符合标准的有关问 题,应作审查记录,并交设计(拟制)人员修改, 再行审查合格后,标准化人员方可签字。
• 由研发到生产的几个阶段 • 生产文件要求 • 研发导入生产流程图
第1页/共17页
由研发到生产的几个阶段
• 产品由研发导入生产是一个复杂并且重要的过程,这个流程不仅影想产品实现的 时间,也决定了产品的质量,因此是否正确的安排并严格地执行这个流程就成为 产品能否按预期实现的重要环节。
• 工艺文件采用的术语、符号和计量单位应符合GB 3100,GB 48632和SJ/T 10376等有关标准
• 未规定续页格式的可根据需要多页编写或采用工艺说明 等格式。
第13页/共17页
二、工艺简图的要求
• 工艺简图是对工艺过程中工序内容的补充说明。 • 工艺简图应根据需要选绘各种示意性视图,在不影响识
二、工艺文件的引用标准
• GB 131 机械制图表面粗糙度代号及注法 • GB 18031 表面粗糙度参数及其数值 • GB 1182^-1184 形状和位置公差 • GB 1800^1804 公差与配合 • GB 3100 国际单位制及其应用 • GB 4457^-4460 机械制图 • GB 4728 电气图用图形符号 • SJ/T 10320 工艺文件格式 • SJ/T 10375 工艺文件格式的填写 • SJ/T 10324 工艺文件的成套性 • SJ/T 5061 机械加工定位与夹紧符号
第11页/共17页
三、工艺文件的标准化审核程序
• 工艺文件的标准化审查应由工艺标准化人员负 责进行。
• 工艺文件的标准化审查,一般在设计(拟制)、审 核、会签签字后进行(自制工艺装备图样应在工 艺性审查签字后进行)。
• 在审查过程中,对发现的不符合标准的有关问 题,应作审查记录,并交设计(拟制)人员修改, 再行审查合格后,标准化人员方可签字。
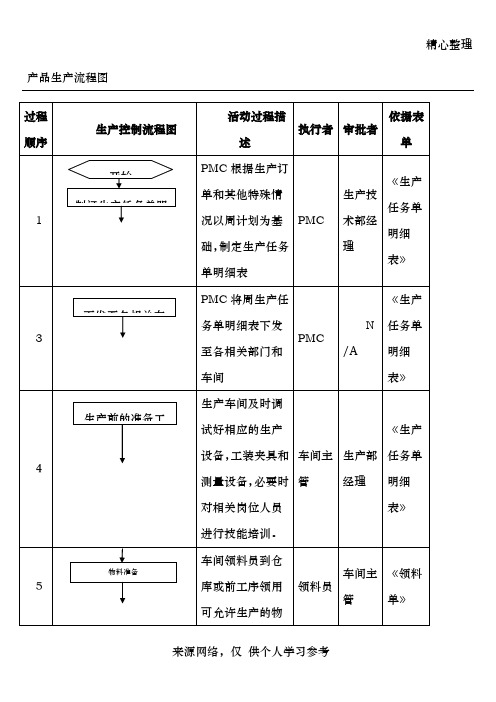
产品生产流程图
车间主管
生产部经理
《生产任务单明细表》
5
车间领料员到仓库或前工序领用可允许生产的物料领料员源自车间主管《领料单》6
按生产任务单明细表要求,生产首件产品
生产员工、组长
车间主管
《巡检记录表》
7
否
巡检员对生产的首件产品进行严格的检验并确认
车间组长
品质部主管
《巡检记录表》
8
车间按确认好的首件产品进行生产。生产过程中员工应不定时对照首件确认件加强自检,QC抽检,生产后按规定进行包装,并加上批量卡。
产品生产流程图
过程顺序
生产控制流程图
活动过程描述
执行者
审批者
依据表单
1
PMC根据生产订单和其他特殊情况以周计划为基础,制定生产任务单明细表
PMC
生产技术部经理
《生产任务单明细表》
3
PMC将周生产任务单明细表下发至各相关部门和车间
PMC
N/A
《生产任务单明细表》
4
生产车间及时调试好相应的生产设备,工装夹具和测量设备,必要时对相关岗位人员进行技能培训。
生产员工
车间主管、组长
《巡检记录表》《批量卡》
9
根据实际问题,分析原因,找出解决方案,并做好相应的纠正预防措施。
生产部、品质部、工程部
N/A
《纠正和预防措施报告》
10
否
生产完成的产品,放置待检区域,入库前抽检
巡检员
N/A
《巡检记录表》
11
是
车间将检验合格的产品进行入库,
物料员
N/A
《检验合格单》
《入库单》
生产部经理
《生产任务单明细表》
5
车间领料员到仓库或前工序领用可允许生产的物料领料员源自车间主管《领料单》6
按生产任务单明细表要求,生产首件产品
生产员工、组长
车间主管
《巡检记录表》
7
否
巡检员对生产的首件产品进行严格的检验并确认
车间组长
品质部主管
《巡检记录表》
8
车间按确认好的首件产品进行生产。生产过程中员工应不定时对照首件确认件加强自检,QC抽检,生产后按规定进行包装,并加上批量卡。
产品生产流程图
过程顺序
生产控制流程图
活动过程描述
执行者
审批者
依据表单
1
PMC根据生产订单和其他特殊情况以周计划为基础,制定生产任务单明细表
PMC
生产技术部经理
《生产任务单明细表》
3
PMC将周生产任务单明细表下发至各相关部门和车间
PMC
N/A
《生产任务单明细表》
4
生产车间及时调试好相应的生产设备,工装夹具和测量设备,必要时对相关岗位人员进行技能培训。
生产员工
车间主管、组长
《巡检记录表》《批量卡》
9
根据实际问题,分析原因,找出解决方案,并做好相应的纠正预防措施。
生产部、品质部、工程部
N/A
《纠正和预防措施报告》
10
否
生产完成的产品,放置待检区域,入库前抽检
巡检员
N/A
《巡检记录表》
11
是
车间将检验合格的产品进行入库,
物料员
N/A
《检验合格单》
《入库单》
生产管理流程图ppt课件

N 将首件测量记录表交QC组长审核
Y
将首件标识并归还生产线
精选课件
11
SMT炉温设定及测试流程
SMT生产部
根据工艺要求进行炉温参数 设置
炉温实际值测量
工程部
N
炉温测试初步判定
Y
N 调试人员审核签名
Y
产品过炉固化
Y
N
Y
跟踪固化效果
N
工程师确认炉温 并签名核准
Y
正常生产
精选课件
12
通知技术人员确认 不良品校正
印 贴炉 炉 手 焊 焊 不
刷 装前 后 工 接 接 良
操 操检 检 焊 清 检 维
作 作验 验 接 洗 验 修
员 1
员员 23
员 3
员员 1空21 2
员 2
员 1
共需人力47人,空缺6人
精选课件
库房管理员1 空
领包
发装
出
料库
员员
1
1
整
库
机
房
调
管
试
理
出
员
货
1
整
机整不
组机良
包测维
装试修 1 1 1空
2
交修理人员进行修理
N 修理不良品及清洗、清洁处理
Y N
交QC/测试员全检
Y
降级接受或报废处理
合格品放置
精选课件
18
SMT物料试用流程
采购/品质部/研发部门
SMT生产部
提供试用物料通知
明确物料试用机种
下达试用物料跟踪单
领试用物料及物料试用跟踪单
发放试用物料
试用物料及试用单发放至生产线
Y
碳酸饮料生产工艺流程(ppt 56页)

一般果汁型汽水含2~3倍容积的CO2,可乐型汽水和勾兑苏 打水含3~4倍容积的CO2
•20
四、碳酸化
6.碳酸化方式和设备 水或混合液的冷却:水的冷却、糖浆的冷却、水和糖浆混合 液的冷却、水冷却后与糖浆混合后再冷却 水或混合液的碳酸化:
低温冷却吸收式:二次灌装工艺中把进入汽水混合机的水预先冷却至4℃左右, 在0.441MPa下进行碳酸化;一次灌装中则把已经脱气的糖浆和水的混合液冷却 至16~18℃,在0.784MPa下与CO2混合。此法缺点是制冷量消耗大,冷却时间长 或容易由于水冷却程度不够而造成含气量不足,而且生产成本高。优点是冷却 后液体的温度低,可抑制微生物生产繁殖,设备造价低 压力混合式:采用较高的操作压力来进行碳酸化,其优点是碳酸化效果好,节 省能源,降低了成本,提高了产量。缺点是设备造价高
积”,区别是用当时测定的温度,由于温度不同而发生的容
积变化不再作调整。欧洲常用的溶解量单位为g/l。两者的
换算关系是1容积约等于2g/l。在标准情况下,1mol气体的
体积为22.4l,二氧化碳的克分子量为44g。所以二氧化碳的
密度=44g/22.4l=1.96g/l(精确计算为
44.01/22.26=1.98)。
对于大型的连续化生产线多采取定量混合方式:把处理水和调合糖浆以 一定比例作连续的混合,压入碳酸气后灌装。常在混合机内配冷却器或 冷却碳酸化器。目前多采用同步电动混合机。
优点是糖浆和水的比例准确,灌装容量容易控制量一致;灌装时糖浆和水的温度一致,气
泡少,CO2气的含量容易控制和稳定;产品质量稳定,含气量足,生产
容器→清洗→ 检验
二次灌装法流程示意图 二次灌装法是先将调味糖浆定量注入容器中,然后加入碳酸水至 规定量,密封后再混合均匀。又称为现调式灌装法、预加糖浆法 或后混合(postmix)法
•20
四、碳酸化
6.碳酸化方式和设备 水或混合液的冷却:水的冷却、糖浆的冷却、水和糖浆混合 液的冷却、水冷却后与糖浆混合后再冷却 水或混合液的碳酸化:
低温冷却吸收式:二次灌装工艺中把进入汽水混合机的水预先冷却至4℃左右, 在0.441MPa下进行碳酸化;一次灌装中则把已经脱气的糖浆和水的混合液冷却 至16~18℃,在0.784MPa下与CO2混合。此法缺点是制冷量消耗大,冷却时间长 或容易由于水冷却程度不够而造成含气量不足,而且生产成本高。优点是冷却 后液体的温度低,可抑制微生物生产繁殖,设备造价低 压力混合式:采用较高的操作压力来进行碳酸化,其优点是碳酸化效果好,节 省能源,降低了成本,提高了产量。缺点是设备造价高
积”,区别是用当时测定的温度,由于温度不同而发生的容
积变化不再作调整。欧洲常用的溶解量单位为g/l。两者的
换算关系是1容积约等于2g/l。在标准情况下,1mol气体的
体积为22.4l,二氧化碳的克分子量为44g。所以二氧化碳的
密度=44g/22.4l=1.96g/l(精确计算为
44.01/22.26=1.98)。
对于大型的连续化生产线多采取定量混合方式:把处理水和调合糖浆以 一定比例作连续的混合,压入碳酸气后灌装。常在混合机内配冷却器或 冷却碳酸化器。目前多采用同步电动混合机。
优点是糖浆和水的比例准确,灌装容量容易控制量一致;灌装时糖浆和水的温度一致,气
泡少,CO2气的含量容易控制和稳定;产品质量稳定,含气量足,生产
容器→清洗→ 检验
二次灌装法流程示意图 二次灌装法是先将调味糖浆定量注入容器中,然后加入碳酸水至 规定量,密封后再混合均匀。又称为现调式灌装法、预加糖浆法 或后混合(postmix)法
APQP(打印版)PPT课件

挑战三:供应商管理
总结词
供应商管理是APQP实施过程中的一大挑战 ,如何确保供应商的质量、交货期和成本等 方面符合要求,以保证项目的顺利进行。
详细描述
在APQP实施过程中,供应商管理是一个重 要环节。供应商的质量、交货期和成本等方 面对项目的顺利进行具有重要影响。如何选 择合适的供应商并确保其符合要求是一大挑
初始过程能力研究
研究初始过程能力,确保 满足产品要求和过程要求。
产品和过程的确认
通过产品和过程的确认, 确保产品满足预期要求, 过程具有稳定性和可靠性。
阶段四:反馈、评定和纠正措施
反馈和持续改进
收集客户反馈,对产品和过程进行持续改进。
产品和过程的再确认
根据反馈和持续改进的结果,对产品和过程进行再确认。
01
02
03
产品定义和策划
确定产品的目标、功能、 性能和可靠性要求,制定 产品开发计划。
概念设计和评审
进行初步的概念设计,确 保满足产品定义和策划的 要求,进行设计评审。
详细设计和评审
完成详细设计,进行设计 评审,确保设计的可行性 和正确性。
阶段二:过程设计和开发
过程定义和策划
设备、工装和设施需求
持续改进强调在产品生命周期内不断优化产品和过程,以提高产品质量、降低成本并满足客户需求。 通过收集和分析反馈信息、运用统计工具和精益生产等方法,不断改进产品和过程,提高企业的竞争 力和可持续发展能力。
04 APQP实施案例
案例一:汽车行业的应用
总结词
广泛采用,提高产品质量
详细描述
汽车行业是APQP应用最为广泛的领 域之一。通过实施APQP,汽车制造 商能够确保从产品设计到生产的全过 程都经过严格的质量控制,从而提高 产品质量和客户满意度。
生产流程介绍(PPT32页)
测试工装
数字精密可 调稳压信号
源
拓源仲玛科技
老化过程控制
1,电路板测试通过后进行72小时带电老化; 2,老化过程中每8小时进行一次故障检查, 并按要求填写老化测试检验记录表; 3,老化结束后进行全性能测试。
拓源仲玛科技
老化测试架
老化后测试
老化完成后再次按照测试工艺流程进 行测试; 记录测试数据并与老化前测试数据进 行对比。
2,将温度试验箱温度分别设置 为20℃~65℃之间和75℃~85℃ 之间,观察温度指示灯的状态并 监听报警声
拓源仲玛科技
检验过程控制
1,FQC检验员按照《锂电池漏液 报警装置技术条件》对产品进行最 终检验;
2,检验项目包括外观,气体报警, 温度报警,电池欠压报警,通讯, 参数设置等;
拓源仲玛科技
3,检验确认气体传感器外观完好 并保存于专用包装瓶
生产过程介绍
拓源仲玛科技
目录
• 生产环境 • 检验测试环境 • 生产设备 • 生产过程资料文件 • 生产过程静电防护 • 生产质量管理要求 • 质量控制要素 • 主要生产流程及控制要点介绍
拓源仲玛科技
生产环境
生产车间
拓源仲玛科技
生产情况综合看板
产品检验测试环境 检验区域
拓源仲玛科技
产品测试区域
拓源仲玛科技
质量控制要素
拓源仲玛科技
主要生产流程及控制要点
NO. 1
元器件控制
NO. 2
电装过程控制
NO. 3
电路板调试控制
NO. 4
老化过程控制
NO. 5
三 防 过程控制
NO. 6
整机装配过程控制
NO. 7
整机测试过程控制
冰淇淋雪糕的生产工艺流程课件(PPT 62张)

冰淇淋雪糕的生产
本章重点 生产工艺流程 原料配比
第一节 冰淇淋的种类及原料 冰淇淋(ice cream)是以饮用 水、牛奶、奶粉、奶油(或植物油 脂)、食糖等为主要原料,加入适 量食品添加剂,经混合、灭菌、均 质、老化、凝冻、硬化等工艺而制 成的体积膨胀的冷冻产品。
一、冰淇淋的种类
冰淇淋含脂率在14-16%,总固形物在38-42%; (高级奶油冰淇淋) 冰淇淋含脂率在10-12%,总固形物在35-39%; (奶油冰淇淋) 冰淇淋含脂率在8%左右,总固形物在34-37% ; (牛奶冰淇淋) 冰淇淋含脂率在 3%左右,总固形物在 32-33%。 (果味冰淇淋)
(八)着色剂
• 协调的色泽,能改善乳品冷饮的感官品质, 大大增进人们的食欲。乳品冷饮调色时, 应选择与产品名称相适应的着色剂,在选 择使用色素时,应首先考虑符合添加剂卫 生标准。调色时以淡薄为佳,常用的着色 剂有红曲色素、姜黄色素、叶绿素铜钠盐、 焦糖色素、红花黄、 β - 胡萝卜素、辣椒红、 胭脂红、柠檬黄、日落黄、亮蓝等。
• 2.混合料配合比例计算 按照冰淇淋标准和 质量的要求,选择冰淇淋原料,而后依据原 料成分计算各种原料的需要量。例:今有无 盐奶油(脂肪83%)、脱脂奶粉(物质干物 质95%)、蔗糖、明胶及水为原料,配合含 脂肪8%、无脂干物质11.0%、蔗糖15.0%、 明胶0.5%、的冰淇淋混合料100kg,计算其 配合比例。经计算得到组成混合料的原料为: 蔗糖15%kg,明胶0.5kg,奶油 100×0.08÷0.83=9.6kg, • 脱脂奶粉 100×0.01÷0.95=11.6kg, 水 100 - (15+0.5+9.6+11.6)=63.3kg
甜味料具有提高甜味、充当固形物、 降低冰点、防止冰的再结晶等作用,对 产品的色泽、香气、滋味、形态、质构 和保藏起着极其重要的影响。蔗糖为最 常用的甜味剂。随着现代人们对低糖、 无糖乳品冷饮的需求以及改进风味、增 加品种或降低成本的需要,除常用的甜 味料白砂糖、淀粉糖浆外,很多甜味料 如蜂蜜、转化糖浆、阿斯巴甜、阿力甜、 安赛蜜、甜蜜素、甜叶菊糖、罗汉果甜 苷、山梨糖醇、麦芽糖醇、葡聚糖 (PD)等普遍被配合使用。
本章重点 生产工艺流程 原料配比
第一节 冰淇淋的种类及原料 冰淇淋(ice cream)是以饮用 水、牛奶、奶粉、奶油(或植物油 脂)、食糖等为主要原料,加入适 量食品添加剂,经混合、灭菌、均 质、老化、凝冻、硬化等工艺而制 成的体积膨胀的冷冻产品。
一、冰淇淋的种类
冰淇淋含脂率在14-16%,总固形物在38-42%; (高级奶油冰淇淋) 冰淇淋含脂率在10-12%,总固形物在35-39%; (奶油冰淇淋) 冰淇淋含脂率在8%左右,总固形物在34-37% ; (牛奶冰淇淋) 冰淇淋含脂率在 3%左右,总固形物在 32-33%。 (果味冰淇淋)
(八)着色剂
• 协调的色泽,能改善乳品冷饮的感官品质, 大大增进人们的食欲。乳品冷饮调色时, 应选择与产品名称相适应的着色剂,在选 择使用色素时,应首先考虑符合添加剂卫 生标准。调色时以淡薄为佳,常用的着色 剂有红曲色素、姜黄色素、叶绿素铜钠盐、 焦糖色素、红花黄、 β - 胡萝卜素、辣椒红、 胭脂红、柠檬黄、日落黄、亮蓝等。
• 2.混合料配合比例计算 按照冰淇淋标准和 质量的要求,选择冰淇淋原料,而后依据原 料成分计算各种原料的需要量。例:今有无 盐奶油(脂肪83%)、脱脂奶粉(物质干物 质95%)、蔗糖、明胶及水为原料,配合含 脂肪8%、无脂干物质11.0%、蔗糖15.0%、 明胶0.5%、的冰淇淋混合料100kg,计算其 配合比例。经计算得到组成混合料的原料为: 蔗糖15%kg,明胶0.5kg,奶油 100×0.08÷0.83=9.6kg, • 脱脂奶粉 100×0.01÷0.95=11.6kg, 水 100 - (15+0.5+9.6+11.6)=63.3kg
甜味料具有提高甜味、充当固形物、 降低冰点、防止冰的再结晶等作用,对 产品的色泽、香气、滋味、形态、质构 和保藏起着极其重要的影响。蔗糖为最 常用的甜味剂。随着现代人们对低糖、 无糖乳品冷饮的需求以及改进风味、增 加品种或降低成本的需要,除常用的甜 味料白砂糖、淀粉糖浆外,很多甜味料 如蜂蜜、转化糖浆、阿斯巴甜、阿力甜、 安赛蜜、甜蜜素、甜叶菊糖、罗汉果甜 苷、山梨糖醇、麦芽糖醇、葡聚糖 (PD)等普遍被配合使用。
产品生产流程图

车间主管
生产部经理
《生产任务单明细表》
5
车间领料员到仓库或前工序领用可允许生产的物料
领料员
车间主管
《领料单》
6
按生产任务单明细表要求,生产首件产品
生产员工、组长
车间主管
《巡检记录表》
7
否
巡检员对生产的首件产品进行严格的检验并确认
车间组长
品质部主管
《巡检记录表》
8
车间按确认好的首件产品进行生产。生产过程中员工应不定时对照首件确认件加强自检,QC抽检,生产后按规定进行包装,并加上批量卡。
生产员工
车间主管、组长
《巡检记录表》《批量卡》
9
根据实际问题,分析原因,找出解决方案,并做好相应的纠正预防措施。
生产部、》
10
否
生产完成的产品,放置待检区域,入库前抽检
巡检员
N/A
《巡检记录表》
11
是
车间将检验合格的产品进行入库,
物料员
N/A
《检验合格单》
《入库单》
产品生产流程图
产品生产流程图
过程顺序
生产控制流程图
活动过程描述
执行者
审批者
依据表单
1
PMC根据生产订单和其他特殊情况以周计划为基础,制定生产任务单明细表
PMC
生产技术部经理
《生产任务单明细表》
3
PMC将周生产任务单明细表下发至各相关部门和车间
PMC
N/A
《生产任务单明细表》
4
生产车间及时调试好相应的生产设备,工装夹具和测量设备,必要时对相关岗位人员进行技能培训。
生产部经理
《生产任务单明细表》
5
车间领料员到仓库或前工序领用可允许生产的物料
领料员
车间主管
《领料单》
6
按生产任务单明细表要求,生产首件产品
生产员工、组长
车间主管
《巡检记录表》
7
否
巡检员对生产的首件产品进行严格的检验并确认
车间组长
品质部主管
《巡检记录表》
8
车间按确认好的首件产品进行生产。生产过程中员工应不定时对照首件确认件加强自检,QC抽检,生产后按规定进行包装,并加上批量卡。
生产员工
车间主管、组长
《巡检记录表》《批量卡》
9
根据实际问题,分析原因,找出解决方案,并做好相应的纠正预防措施。
生产部、》
10
否
生产完成的产品,放置待检区域,入库前抽检
巡检员
N/A
《巡检记录表》
11
是
车间将检验合格的产品进行入库,
物料员
N/A
《检验合格单》
《入库单》
产品生产流程图
产品生产流程图
过程顺序
生产控制流程图
活动过程描述
执行者
审批者
依据表单
1
PMC根据生产订单和其他特殊情况以周计划为基础,制定生产任务单明细表
PMC
生产技术部经理
《生产任务单明细表》
3
PMC将周生产任务单明细表下发至各相关部门和车间
PMC
N/A
《生产任务单明细表》
4
生产车间及时调试好相应的生产设备,工装夹具和测量设备,必要时对相关岗位人员进行技能培训。
4D产品生产流程ppt课件
DLG与DRG
➢ DLG:数字线划地图 ➢ DRG:数字栅格地图
(Digital Line Graphic , (Digital Raster Graphic,
缩写DLG)是现有地形 缩写DRG)是现有纸质
图要素的矢量数据集, 地形图经计算机处理
保存各要素间的空间
后得到的栅格数据文
关系和相关的属性信
➢ 第三步:生成单模型的DEM生成数字高程模型DEM显 示单模型DEM (检查DEM) DEM修正
➢ 第四步:多模型的DEM拼接设置多模型拼接区域及参数 DEM拼接及误差检查
精选版课件ppt
14
第二讲:4D产品主要生产方法
DOM生产方法:
数字正射影像图可以利用全数字摄影测量 系统, 恢复航摄时的摄影姿态, 建立立体模型, 在系统中对进行检测、编辑和生成, 最后制 作出精度较高的DOM。
精选版课件ppt
15
第二讲:4D产品主要生产方法
制作途径可分为:数字摄影测量、单片数字微分校正、模拟正射影像扫 描、遥感影像处理
数字摄影测量方法生产DOM流程:
航片影像
数字定向
数字立体建模
自动获取编辑 DEM
数字微分校正
图廓裁切
影像镶嵌
色彩调整
辐射校正
数字微分校正:根据有关的参数与DEM利用相应的构想方程式或按一定 的数字模型用控制点解算从原始非正射数字影像获取正射影像。
像。多模型DEM拼接后,才能在拼接区域
内进行多张正射影像的镶嵌。
精选版课件ppt
17
第二讲:4D产品主要生产方法
DLG生产方法:
数字线划地图可以利用全野外数字测量和
GPS测量。全野外数字测量利用电子手簿、
产品生产工艺流程改善方案doe实验设计步骤介绍PPT模板课件

基本概念
DOE(DESIGN OF EXPERIMENT试验设计)在质量 控制的整个过程中扮演了非常重要的角色,它是 我们产品质量提高,工艺流程改善的重要保证。
实验设计已广泛运用了从航天业到一般生产制造 业的产品质量改善、工艺流程优化甚至已运用到 医学界。通过对产品质量,工艺参数的量化分析, 寻找关键因素,控制与其相关的因素。
FMEA是在产品设计阶段和过程设计阶段, 对构成产品的子系统、零件,对构成过 程的各个工序逐一进行分析,找出所有 潜在的失效模式,并分析其可能的后果, 从而预先采取必要的措施,以提高产品 的质量和可靠性的一种系统化的活动。
感谢观看
汇报人:
根据实际需求,判别与选择不同的实验设计种类, 设计你的实验步骤,发现如何控制各种影响因素, 以最少的投入,换取最大的收益,从而使产品质 量得以提升,工艺流程最优化。
基本概念
试验设计,也称为 实验设计。数理统 计的一个分支。
关于如何按照预定 目标制订适当的实 验方案,以利于对 实验结果进行有效 的统计分析的数学 原理和实施方法。
04 用处说明
INSTRUCTIONS FOR USE
用处说明
科学合理地安排实验,从而减少实验次 数、缩短实验周期,提高了经济效益。
从众多的影响因素中找出 影响输出的主要因素。
分析影响因素之间交互作 用影响的大小。
分析实验误差的影响大小, 提高实验精度。
找出较优的参数组合,并通过对实验结 果的分析、比较,找出达到最优化方案 进一步实验的方向。
一个实验的设计, 即对实验的一种 安排
需要考虑实验所要解决的问题类型、对结论赋予何种程度的普遍性、希望以多大功效作检验、试验单元的齐性、每 次试验的耗资耗时等方面,选取适当的因子和相应的水平,从而给出实验实施的具体程序和数据分析的框架。
聚乙烯醇(PVA)生产工艺流程(PPT 32张)

聚乙烯醇主要用途
用于农药——可作农药包衣和悬胶剂。用聚乙烯醇树脂1788与农药一起配成水溶液,喷洒在果树上利用其粘接性能, 将农药粘附在果树上,保持和提高农药的有效期。另外也 可以与农药一起做成颗粒,放在害虫经常出现的地方,利 用聚乙烯醇树脂17-88的吸湿性慢慢释放农药物,达到长效 的目的。 用于制版——无线电行业上印刷电路,印刷行业制版以及 量具工厂的光刻制版。 用于高档纸的添加。
纺织浆料——因该产品水溶性好,所以配浆很方便,上浆 以后浆料和纤维抱合力强,织物在加工过程中纤维因此不 容易断丝,提高了工效和正品率,另外退浆容易,便于操 作。 建筑装潢行业107胶、内外墙涂料、粘合剂; 乳化稳定剂——可用于醋酸乙烯乳液的乳化稳定剂或氯乙 烯单体悬浮聚合的分散剂。 水泥添加剂:主要是通过增加添加聚乙烯醇相关产品使水 泥作业冬季施工或强度增加。 铸造行业——用聚乙烯醇树脂17-88水溶液添加在铸造砂 土中制成模型,在室温下自然干燥,干燥以后的模具,能 达到铸造过程浇注铁水的强度,用这种工艺可节省成本, 提高产品质量和工效。
聚乙烯醇pva生产工艺流程聚乙烯醇主要用途纺织浆料因该产品水溶性好所以配浆很方便上浆以后浆料和纤维抱合力强织物在加工过程中纤维因此不容易断丝提高了工效和正品率另外退浆容易便于操乳化稳定剂可用于醋酸乙烯乳液的乳化稳定剂或氯乙烯单体悬浮聚合的分散剂
聚乙烯醇(PVA)生 产工艺流程
材料1201 陈坤
聚乙烯醇主要用途Fra bibliotek醇解反应
NaOH PVAC + nCH3OH ---→ PVA + nCH3COOCH3 皂化反应 PVAC + nNaOH ---→ PVA + nCH3COONa
生产过程控制程序PPT课件

▪ 确保生产过程得到受控和在稳定的条件下有效运行。
生产过程有狭义和广义之分: 广义生产过程是指从生产准备开始到产品制造出来为
止的全部过程; 狭义生产过程是指从原材料投入开始到产品制造出来
为止的全部过程。
生产管理的对象就是生产过程
一、目的
❖ 按照生产过程组织的构成要素,可以将生产过 程分为物流过程、信息流过程和资金流过程。
对于不合理的部分可以提出修改意见,但理由必须充分。
制造车间
4.2.2.8 《月度生产计划表》经各车间审核确认后,应返回生产部作最后
调整,由生产副总批准下发。
生产部、车间
4.2.2.9 《月度生产计划表》核定后,生产部应结合各产品的物料清单
编制《物料需求计划表》,并组织相关物料的供应和配置。 生产部
4.2.2.10 采购部依据《物料需求计划表》编制《物料采购计划》,组织
4.2.3.2
生产部负责跟踪落实计划实施所需的 物料供应和配置。生产部除了编制相 应的《物料需求计划》外,还要对采 购部的物料采购进度进行监督控制, 尽可能避免漏订、少订和错订情况发 生;对制材的规格料供应进行按日跟 踪协调;及时处理跟踪过程中发生的 各种意外情况,确保各车间生产按计 划顺利实施。
四、生产运行程序
1、销售部 负责订单的填制、下发和对评审
结果的确认;负责沟通和确认客户对订单产品的 数量、质量、交货期和包装等方面的要求及其他 方面的特殊要求;负责对生产计划任务执行情况 的跟踪监督。对因客户需求不明确导致的产品质 量问题和不能按期交货负责。
2、技术及生产技术科 负责组织设计开发
、工艺策划,确保产品在制造过程中工艺合理 、结构简单;负责设计完成产品加工所需的各 种零部件图以及相关的工艺技术资料;负责技 术文件的修改、整理和保管;负责工装的设计 和制造;负责产品加工过程中的工艺检查和工 艺监督。对提交的设计图纸和技术资料的准确 性负责。
生产过程有狭义和广义之分: 广义生产过程是指从生产准备开始到产品制造出来为
止的全部过程; 狭义生产过程是指从原材料投入开始到产品制造出来
为止的全部过程。
生产管理的对象就是生产过程
一、目的
❖ 按照生产过程组织的构成要素,可以将生产过 程分为物流过程、信息流过程和资金流过程。
对于不合理的部分可以提出修改意见,但理由必须充分。
制造车间
4.2.2.8 《月度生产计划表》经各车间审核确认后,应返回生产部作最后
调整,由生产副总批准下发。
生产部、车间
4.2.2.9 《月度生产计划表》核定后,生产部应结合各产品的物料清单
编制《物料需求计划表》,并组织相关物料的供应和配置。 生产部
4.2.2.10 采购部依据《物料需求计划表》编制《物料采购计划》,组织
4.2.3.2
生产部负责跟踪落实计划实施所需的 物料供应和配置。生产部除了编制相 应的《物料需求计划》外,还要对采 购部的物料采购进度进行监督控制, 尽可能避免漏订、少订和错订情况发 生;对制材的规格料供应进行按日跟 踪协调;及时处理跟踪过程中发生的 各种意外情况,确保各车间生产按计 划顺利实施。
四、生产运行程序
1、销售部 负责订单的填制、下发和对评审
结果的确认;负责沟通和确认客户对订单产品的 数量、质量、交货期和包装等方面的要求及其他 方面的特殊要求;负责对生产计划任务执行情况 的跟踪监督。对因客户需求不明确导致的产品质 量问题和不能按期交货负责。
2、技术及生产技术科 负责组织设计开发
、工艺策划,确保产品在制造过程中工艺合理 、结构简单;负责设计完成产品加工所需的各 种零部件图以及相关的工艺技术资料;负责技 术文件的修改、整理和保管;负责工装的设计 和制造;负责产品加工过程中的工艺检查和工 艺监督。对提交的设计图纸和技术资料的准确 性负责。
简单生产流程概述(PPT 38张)
系统实现:生产领料
系统实现
简单生产流程 生产订单 生产领料 完工报告
系统实现:完工报告
系统实现:完工报告
系统实现:完工报告
提交---审核。
系统实现:完工报告
审核后,实 际入库,点 入库。
系统实现:完工报告
入库后, 单据状态 为关闭。
系统实现:完工报告
提示:也可通过生产订单的后续 处理---完工做完工报告。
离散制造一般是生产组织以加工中心为职能核心,无固定规律,生产产品呈现
无规则分布,产能具有不确定性,生产产品所耗时间随产品的不同而不同。各加工中 心的任务不同,产能不同,效率不同。 离散制造,一般是通过生产订单+车间进行处理。 流程制造 流程制造一般是以生产线作为核心,依据生产线的日加工能力决定排产,产品 类型一般相对比较固定,生产过程呈现规律性,加工节拍平滑、和产品无关。排产时 ,将对生产线按照排产原则直接进行排产。 重复生产,一般是通过生产线日计划处理。
课程学习目标与要求 场景描述
应用模式
要点说明 产品方案 系统实现
07
实战演练
要点说明
生产订单/生产线日计划保存时,根据规则匹配BOM创建预计产出、备料、 工序。具体规则参考【生 产订单处理】、【重复生产】、【联副产品】。 根据MO备料进行领料,或者未备料领料。领料控制参考【生产领料及控制】。 根据MO预计产出做完工报告。具体规则参考【生产完工】。
简单生产流程
U9全产品培训教程 版本号:V3.0SP
2015出品
01 02 03 04 05 06
课程学习目标与要求 场景描述
应用模式
要点说明 产品方案 系统实现
07
实战演练
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锐旗设计,更多ppt 的秘密等着你!
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着你!
欢迎加入锐旗设计
欢迎加入锐旗设计
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着你! 锐旗设计,更多ppt的秘密等 着你!
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着你! 锐旗设计,更多ppt的秘密等 着你!
欢迎加入锐旗设计
支架类
支架类
第三步:支架成品
第一步:下料
第二步:组装、焊接
金属护栏类
金属护栏类
第一步: 下料
第二步:折弯
第三部:拼接焊接, 金属护栏生产完成
反光标志牌类
反光标志牌类
栏杆机类
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着 你!
栏杆பைடு நூலகம்类
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着 你!
锐旗设计,更多ppt的秘密等着你!
欢迎加入 锐旗设计
锐旗设计,更多ppt 的秘密等着你!
欢迎加入 锐旗设计
锐旗设计,更多ppt 的秘密等着你!
BUSINESS REPORT
产品生产流程
BUSINESS REPORT
产品生产流程
PART 01
票亭类
PART 02
支架类
PART 03
金属护栏类
PART 04
反光标志牌类
PART 05
栏杆机类
PART 06
箱柜类
PART 07
结构件类
票亭类
票亭类
第一步:票亭框架焊接
第四步:亭内精安装、电源调试
第二步:面板的切割 第三步: 喷漆
箱柜类
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着你!
结构件类
1
欢迎加入 锐旗设计
锐旗设计,更多ppt 的秘密等着你!
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着你!
2
欢迎加入 锐旗设计
锐旗设计,更多ppt 的秘密等着你!
3
欢迎加入 锐旗设计
锐旗设计,更多ppt 的秘密等着你!
4
欢迎加入 锐旗设计
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着你!
欢迎加入锐旗设计
欢迎加入锐旗设计
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着你! 锐旗设计,更多ppt的秘密等 着你!
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着你! 锐旗设计,更多ppt的秘密等 着你!
欢迎加入锐旗设计
支架类
支架类
第三步:支架成品
第一步:下料
第二步:组装、焊接
金属护栏类
金属护栏类
第一步: 下料
第二步:折弯
第三部:拼接焊接, 金属护栏生产完成
反光标志牌类
反光标志牌类
栏杆机类
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着 你!
栏杆பைடு நூலகம்类
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着 你!
锐旗设计,更多ppt的秘密等着你!
欢迎加入 锐旗设计
锐旗设计,更多ppt 的秘密等着你!
欢迎加入 锐旗设计
锐旗设计,更多ppt 的秘密等着你!
BUSINESS REPORT
产品生产流程
BUSINESS REPORT
产品生产流程
PART 01
票亭类
PART 02
支架类
PART 03
金属护栏类
PART 04
反光标志牌类
PART 05
栏杆机类
PART 06
箱柜类
PART 07
结构件类
票亭类
票亭类
第一步:票亭框架焊接
第四步:亭内精安装、电源调试
第二步:面板的切割 第三步: 喷漆
箱柜类
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着你!
结构件类
1
欢迎加入 锐旗设计
锐旗设计,更多ppt 的秘密等着你!
欢迎加入锐旗设计
锐旗设计,更多ppt的秘密等着你!
2
欢迎加入 锐旗设计
锐旗设计,更多ppt 的秘密等着你!
3
欢迎加入 锐旗设计
锐旗设计,更多ppt 的秘密等着你!
4
欢迎加入 锐旗设计