产品成本核算报价表[1]
注塑产品成本核算表格
注塑产品成本核算表格是制造企业必须进行的一项重要工作。
其中,材料费、加工费、包装费、管理费和税费是需要考虑的主要成本因素。
材料费是指所使用的塑料原料、油漆和铜花母等材料的费用。
透明产品和不透明产品的计算方法不同,需要分别考虑产品净重、损耗和原料价格。
油漆费的计算方法是根据喷油后产品重量与注塑产品重量的差值、损耗和色漆价格来确定的。
铜花母的价格按照0.10元/个计算。
注塑及其加工费是指注塑机的成型费用、喷油费、丝印费等。
成型费标准根据注塑机型号和吨位来确定,喷油费的计算方法根据产品的大小来确定,丝印费的计算方法则根据丝印的行数、颜色和材料费用来确定。
最终注塑件的费用是由材料费、加工费、包装费和运输费等多个因素共同决定的。
其中,材料损耗、调机损耗和报废率都是需要考虑的因素。
加工费的计算方法则需要考虑调机时间、成型时间和注塑机工缴费等因素。
除了以上的计算方法,还有一种按材料区分的注塑价格核算方法。
根据产品材料和产品重量范围来确定加工单价,这种方法能够更加精确地计算注塑件的成本。
总之,注塑产品成本核算表格是制造企业必备的工具之一,能够帮助企业更好地掌握成本情况,制定更加精确的定价策略,提高企业的竞争力。
0元/小时*20小时*60分钟*60秒/30秒=6000个塑料件每啤单价=800元/天÷6000个=0.133元/个每穴单价=0.133元/个÷2穴=0.067元/个3、二次加工费用如何计算?二次加工费用包括喷漆、丝印、电镀等,可向各自的加工工厂咨询价格。
4、包装费用如何计算?根据塑胶件的大小体积,可以得出所需包装的纸箱、包装袋等费用。
5、运输成本如何计算?根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每个塑胶件的运输成本。
6、其他费用如何计算?因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用。
7、利润如何计算?以上六项的总和乘以10%-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订。
产品成本核算表excel模板
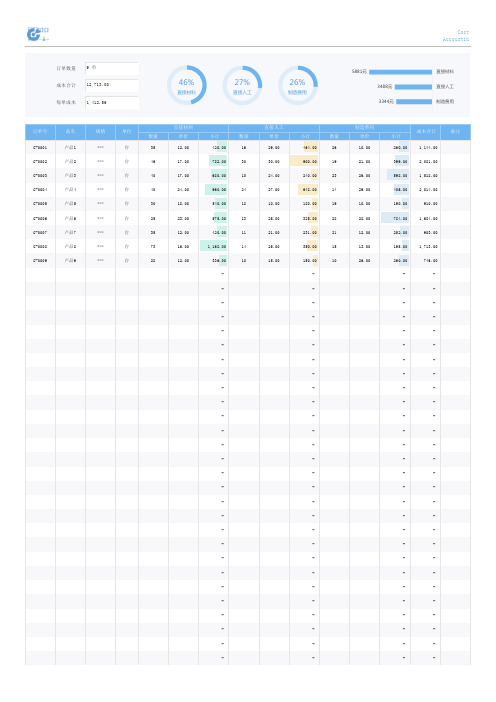
成本合计每单成本数量单价 小计数量单价 小计数量单价 小计C-0001产品1***台3512.00 420.001629.00 464.002610.00 260.00 1,144.00C-0002产品2***台4617.00 782.003030.00 900.001921.00 399.00 2,081.00C-0003产品3***台4017.00 680.001024.00 240.002326.00 598.00 1,518.00C-0004产品4***台4024.00 960.002427.00 648.001429.00 406.00 2,014.00C-0005产品5***台3018.00 540.001810.00 180.001910.00 190.00 910.00C-0006产品6***台2523.00 575.001325.00 325.002828.00 784.00 1,684.00C-0007产品7***台3512.00 420.001121.00 231.002112.00 252.00 903.00C-0008产品8***台7316.00 1,168.001425.00 350.001513.00 195.00 1,713.00C-0009产品9***台2812.00336.001015.00150.001026.00260.00 746.00 - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用成本合计每单成本数量单价小计数量单价小计数量单价小计 成本合计备注制造费用订单号品名规格单位12,713.001,412.56直接材料直接人工3488元3344元直接人工制造费用46%直接材料27%直接人工26%制造费用。
注塑产品成本核算表格
注塑产品成本核算表格篇一:塑胶产品成本计算公式单价(VAT/17%),材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5,损耗)X原料价格(VAT/17%)。
B、不透明产品:(产品净重+2,损耗)X原料价格(VAT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15,损耗)X色漆价格(VAT/17%)。
<br /3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:1、成型费标准:<br /注塑机型/吨位(T) 成型费(元/分钟)海天/80T,0.48海天/110T,0.57海天/150T ,0.62海天/200T ,0.751海天/250T,0.892、喷油费:A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0.05元/排(含人工费)计算。
3、丝印费A、普通丝印(1,3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)2设备吨位 (T ) 工缴费 ( 元/小时) 设备吨位 (T ) 工缴费 ( 元/小时)80 35-45 200 110-160100 45- 60 250150-200120 65-85 300180-220150 80-110350200-250180 95-140 400 250-350另一种注塑价格核算方法是按材料区分,规定材料价格*产品重量。
成本核算单价明细表模板

成本核算单价明细表模板一、概述成本核算单价明细表是用于记录产品或服务的成本构成和单价信息的表格。
通过该表格,可以清晰地了解成本构成,为成本控制、决策制定提供重要依据。
本模板适用于各种类型的企业,特别是制造业和服务业。
二、表格内容1. 序号记录每个成本项目的编号,便于识别和查找。
2. 成本项目列出成本核算中涉及的所有成本项目,包括直接材料、直接人工、间接费用等。
3. 单价计算每个成本项目的单价,即成本项目数量与总成本之比。
单价是对每个成本项目所需支付金额的度量。
4. 数量记录每个成本项目所需的数量,为后续计算提供基础。
5. 金额根据单价和数量的乘积计算出每个成本项目的总金额,为整个产品或服务的成本提供数据支持。
三、填写示例假设我们是一家制造企业,生产一种产品,需要以下成本项目:原材料、人工成本、制造费用(包括水电费、设备折旧、办公费用等)。
表格填写如下:1. 序号:12. 成本项目:原材料3. 单价:5元/千克4. 数量:2千克5. 金额:10元根据上述信息,该产品的原材料成本为10元。
按照同样的方式,我们可以继续填写其他成本项目的相关信息,最终得到整个产品或服务的成本总额。
四、使用方法1. 收集数据:根据企业实际情况,收集涉及成本的相关数据,包括直接和间接成本。
2. 填写表格:按照上述表格结构,将收集到的数据逐项填写。
3. 核对分析:对表格中的数据进行核对和分析,找出成本过高或不合理的地方,提出改进措施。
4. 总结反馈:根据分析结果,总结经验教训,为今后的成本核算和控制提供参考。
五、注意事项1. 数据准确性:确保收集到的数据真实、准确,避免误导决策。
2. 规范性:按照规定的格式和要求填写表格,确保数据的可读性和可比性。
3. 持续改进:成本核算是一个持续的过程,企业应不断优化成本结构,提高效益。
总之,成本核算单价明细表是企业进行成本控制和决策的重要工具。
通过规范填写和数据分析,企业可以更好地了解成本构成,采取有效措施降低成本,提高盈利能力。
产品成本核算报价表[1]
![产品成本核算报价表[1]](https://img.taocdn.com/s3/m/fa134075ce2f0066f53322bb.png)
XXX 有限公司产品成本核算报价表报价部门:报价编号:报价单位:人民币(元)报价日期:年月日家具制造过程中木材利用率提高初探木材是一种质地优良、感官优美的天然材料,具有质地精致、坚硬、韧性好、易于加工、便于维修等优点,是一种沿用最久且最好的家具用材,同时成为用途最广泛的原材料之一,被各行业所青睐,随着国民经济的发展和人们生活水平不断提高,对木材原料需求的质量更趋于枯竭。
我国是一个森林资源相对贫乏的国家,木材的利用大部分只能依赖进口,木材供需矛盾将进一步突出。
近年来,木材消费需求以平均每年1430万立方米的速度迅猛增加,木材的价格以每年20%以上的速度在上涨,对于生产实木家具的企业来说,实木成本占总成本的60%以上,过去那种粗放式使用木材的方式已不能适应目前的形势,提高木材的利用率成为企业生存的根基。
提高木材的利用率是个综合问题,涉及家具制造过程中很多工艺环节和加工过程,本文就在产品设计、木料选料分级、木料部件画线、木料拼接、木料修补、部件加工等方面对提高木材利用率做初步的探讨。
1.产品设计阶段:提高木材利用率,在产品设计阶段就必须考虑这个问题,家具产品的设计不仅仅是一个艺术和技术问题,也是一个经济问题,更是一个环境和资源问题。
据统计,产品设计的费用虽然只占产品最终成本的一小部分,但仅产品结构设计阶段就决定一个产品寿命周期中60%的累积成本,到设计完成的时候,产品寿命中80%的累积成本就已经被决定。
当产品进入生产阶段时,最多只能再影响总成本中的5%。
这意味着产品设计工作完成后,大部分成本已成为约束性成本,后续阶段成本控制余地不大。
可见家具设计对产品的成本起了决定性作用。
比如说在设计产品的用的木料净料厚度的时候,必须要考虑和木料原材料的厚度的搭配,比如面板净料确定厚度为28mm,毛料厚度可以采用31-32mm,加工余量为4mm,厚度利用率就可以达到88%-90%,但是如果面板净料厚度为30mm,就需要采用38mm厚度的毛料来加工,厚度利用率只能达到79%,利用率降低10%以上。
单个产品成本核算预算表格

产品单件单价﹕
物料编码
单位 标准用量
计划(标 准)
¥0.629 ¥2.400 ¥2.600 ¥0.465 ¥0.004 ¥0.305 ¥6.403
¥6.403
报价材料成本 报价单价
金额
实际 ¥0.539 ¥1.500 ¥1.800 ¥0.450 ¥0.004 ¥0.215
¥4.507
增减金额 产品编码:
¥1.80000 包装节约/利润比
¥0.80000
实际比标准增减
金额
工时差额 金额
%
H 0.09300 ¥5.00000 ¥0.46500
0.09000 ¥5.00000
¥0.45000
-0.00300 #######
-3%
H
¥0.00000
¥0.00000
0.00000 ¥0.00000 #DIV/0!
房
水
1
电
2
费
用
3
设备名称
设
1
备
折
2
旧
3
费
用
配件名称
名称 厂房 水 电
名称
管理费用分摊﹕ 管 理 费 用
生产工艺 SMT AI MI
生产工艺 SMT AI MI
面积/用量 平方米 立方米 度
规格型号
单位
报价标准人工成本
标准时间
单价
金额
实际时间
实际人工成本 单价
金额
实际比标准成本增减
工时差额 金额
金额
H 0.12000 20.00000 ¥2.40000
H
¥0.00000
¥0.00000
0.00000 ¥0.00000 #DIV/0!
产品成本核算报价表1
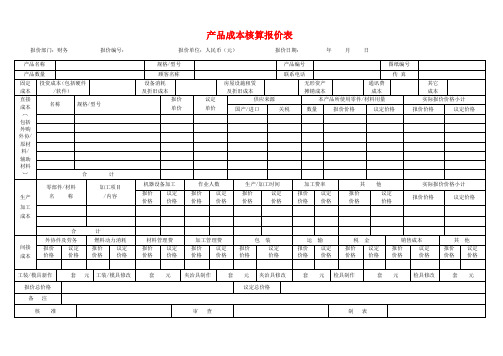
产品成本核算报价表报价部门:财务报价编号:报价单位:人民币(元)报价日期:年月日产品名称规格/型号产品编号图纸编号产品数量顾客名称联系电话传真固定成本投资成本(包括硬件/软件)设备消耗及折旧成本房屋设施租赁及折旧成本无形资产摊销成本通讯费成本其它成本直接成本︹包括外购外协/ 原材料/ 辅助材料︺名称规格/型号报价单价议定单价供应来源本产品所使用零件/材料用量实际报价价格小计国产/进口关税数量报价价格议定价格报价价格议定价格合计生产加工成本零部件/材料名称加工项目/内容机器设备加工作业人数生产/加工时间加工费率其他实际报价价格小计报价价格议定价格报价价格议定价格报价价格议定价格报价价格议定价格报价价格议定价格报价价格议定价格合计间接成本外协件及劳务燃料动力消耗材料管理费加工管理费包装运输税金销售成本其他报价价格议定价格报价价格议定价格报价价格议定价格报价价格议定价格报价价格议定价格报价价格议定价格报价价格议定价格报价价格议定价格报价价格议定价格工装/模具新作套元工装/模具修改套元夹治具制作套元夹治具修改套元检具制作套元检具修改套元报价总价格议定总价格备注核准审查制表。
单品成本核算明细表模板

单品成本核算明细表模板
单品成本核算明细表模板如下:
单品名称直接材料直接人工制造费用单位成本
:--: :--: :--: :--: :--:
说明:
1. 单品名称:填写产品名称。
2. 直接材料:填写该产品生产过程中所消耗的直接材料的成本。
3. 直接人工:填写该产品生产过程中所需要的人工成本,包括工资、福利等。
4. 制造费用:填写该产品生产过程中所发生的制造费用,包括设备折旧、水电费、维修费等。
5. 单位成本:填写该产品的总成本除以产品数量,即单位产品的成本。
使用该模板时,根据实际情况填写各项数据,并计算出单位成本。
通过该表格可以清晰地了解每个产品的成本构成和单位成本,有助于企业进行成本分析和控制。
产品成本核算及报价分析表

3.0% 3.0% 3.0% 3.0% 3.0% 3.0% 3.0%
零件名称
AP FS WT SRV F D SW E RV U6 SW B2 CY BY BD XX XX
机器吨位
穴位数量
1500KN
2
1000KN
1
2500KN
2
1000KN
2
2500KN
2
2500KN
2
1000KN
2011-05-19 XXXX 详见表格内 容
RMB
材料名称
材料供应商
计量单位
ABS-3450HH
PP9 PP9 PC聚碳 ABS-3450HH
ABS-3450HH
ABS-707K POM PP
PA66+GF30 PA66+A3K 普通铁管
65Mn
0.4mm
XX
kg
XX
kg
XX
kg
XX
kg
XX
kg
XX
1
¥20.00
¥0.0167
制造费用
费率(RMB/小时)
单件费用 (RMB)
¥26.80 ¥13.20 ¥44.20 ¥13.20 ¥44.20 ¥44.20 ¥13.20 ¥27.30 ¥27.30 ¥13.20 ¥27.30 ¥1.30 ¥1.30 ¥0.90 ¥4.50 ¥19.20
¥0.0744 ¥0.0550 ¥0.1842 ¥0.0220 ¥0.2456 ¥0.2456 ¥0.0046 ¥0.0569 ¥0.0379 ¥0.0147 ¥0.0303 ¥0.0014 ¥0.0014 ¥0.0003 ¥0.1125 ¥0.0160
5.0% 5.0% 5.0% 5.0% 5.0%
产品成本核算表
金额
%
单位 单位
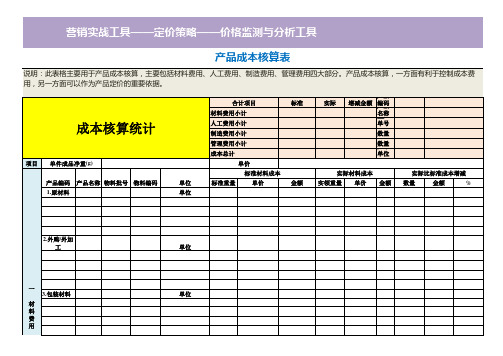
合计项目
材料费用小计
人工费用小计
制造费用小计
管理费用小计
成本总计
单价
标准材料成本
标准重量
单价
标准 金额
实际
增减金额 产品编码 产品名称 生产单号 订单数量 完工数量 货币单位
实际材料成本 实领重量 单价 金额
实际比标准成本增减
数量
金额
%
2.外购/外加 工
一 3.包装材料
材 料 费 用
单位 单位
费 用
4.辅料分摊
相关部门
单位
标准工时 分摊额
金额 实际工时 分摊额 金额 工时
金额
%
材料费用小计:
产品编码 产品名称 相关部门 生产工艺 二
直 接 人 工 费 用
直接人工费用小计
制造费用分摊
三
制 造 费 用
相关部门
制造费用小计 四
相关部门
单位
标准人工成本
标准时间
单价
金额
实际人工成本 实际时间 单价单位
计划分摊制造成本
标准工时 分摊额
金额
实际分摊制造成本 实际工时 分摊额 金额
实际比标准增减
工时
金额
%
单位
计划分摊管理成本
实际分摊管理成本
实际比标准增减
管理费用分摊 四
管 理 费 用
管理费用小计﹕
成本费用合计
相关部门
单位
标准工时 分摊额
金额 实际工时 分摊额 金额 工时
营销实战工具——定价策略——价格监测与分析工具
产品成本核算表
说明:此表格主要用于产品成本核算,主要包括材料费用、人工费用、制造费用、管理费用四大部分。产品成本核算,一方面有利于控制成本费 用,另一方面可以作为产品定价的重要依据。
主营产品成本核算表模板

主营产品成本核算表模板以下是一个主营产品成本核算表的简单模板:
主营产品成本核算表
日期:___________
产品名称:___________
直接材料成本:
原材料:___________
直接材料总成本:___________
直接人工成本:
工人工资:___________
直接人工总成本:___________
制造费用:
制造设备折旧费:___________
制造设备维修费用:___________
制造费用总成本:___________
总成本:
直接材料总成本:___________
直接人工总成本:___________
制造费用总成本:___________
总成本:___________
以上所示为主营产品的成本核算表模板。
根据你的实际情况,你可以根据模板的结构和列名进行调整和修改,以适应你的业务需求。
亚马逊FBA成本核算及定价表格
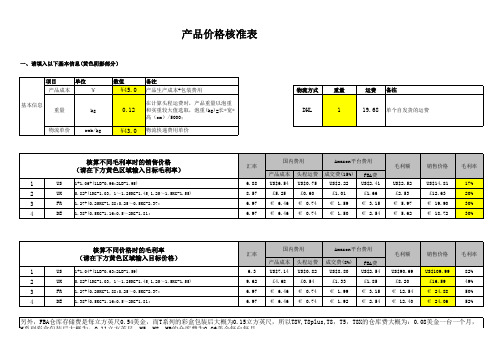
销售价格
US$109.99 £16.59 € 24.88 € 24.06
毛利率
82% 49% 50% 52%
另外,FBA仓库存储费是每立方英尺0.54美金,而T系列的彩盒包装后大概为0.15立方英尺,所以T8V,T8plus,T8,T5,T8X的仓库费大概为:0.08美金一台一个月, M系列彩盒包装后大概为:0.11立方英尺,M5,M8,M9的仓库费为0.06美金每台每月 T8H彩盒包装后大概为:0.07立方英尺,所以T8H的仓库费大概为0.04美金每台每月 T8U的彩盒包装后大概为:0.25立方英尺,所以T8U的仓库费大概为0.14美金每台每月
4
DE
1.38+(0.5KG-1.16;0.5~2KG-1.81;
汇率
6.88 8.57 6.97 6.97
国内费用
Amazon平台费用
产品成本 US$6.54
£5.25 € 6.46 € 6.46
头程运费 成交费(15%)
US$0.75 US$2.22
£0.60
£1.01
€ 0.74 € 1.59
1
运费 备注
19.68 单个自发货的运费
核算不同毛利率时的销售价格 (请在下方黄色区域输入目标毛利率)
1
US
1+1.06+(1LB-0.96;2LB-1.95)
2
UK
0.82+(1KG-1.03,1~1.25KG-1.45,1.25~1.5KG-1.55)
3
FR
1.27+(0.25KG-1.88;0.25~0.5KG-2.37;
US
1+1.04+(1LB-0.63;2LB-1.59)
生产成本核算Excel模板(4)

0%
0.00
0%
0.00
0%
0.00
0%
0.00
0%
0.00
0%
0.00
0%
0.00
0%
第 6 頁,共 6 頁
0.00 0.00 0.00 0.00
0.00 0.00 0.00 0.00
0.00 0.00 0.00 0.00
0.00 0.00 0.00 0.00 0.00 0.00
0.00 0.00 0.00 0.00 0.00 0.00
0.00 0.00 0.00 0.00 0.00 0.00
0.00 0.00 0.00 0.00 0.00 0.00
0.00
二
H
0.00
0.00
H
0.00
0.00
直
H
0.00
0.00
接 人 工
H
0.00
0.00
H
0.00
0.00
H
0.00
0.00
H
0.00
0.00
费
H
0.00
0.00
用
H
0.00
0.00
H
0.00
0.00
H
0.00
0.00
实际比标
数量 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
第 1 頁,共 6 頁
4.辅料分 材料费用小计:
工作中心 材料组 车床部 五金部 磨光部 包装部 塑胶部
单位 标准工时 H 0.00 H 0.00 H 0.00 H 0.00 H 0.00 H 0.00 PC
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XXX 有限公司
产品成本核算报价表
报价部门:报价编号:报价单位:人民币(元)报价日期:年月日
家具制造过程中木材利用率提高初探
木材是一种质地优良、感官优美的天然材料,具有质地精致、坚硬、韧性好、易于加工、便于维修等优点,是一种沿用最久且最好的家具用材,同时成为用途最广泛的原材料之一,被各行业所青睐,随着国民经济的发展和人们生活水平不断提高,对木材原料需求的质量更趋于枯竭。
我国是一个森林资源相对贫乏的国家,木材的利用大部分只能依赖进口,木材供需矛盾将进一步突出。
近年来,木材消费需求以平均每年1430万立方米的速度迅猛增加,木材的价格以每年20%以上的速度在上涨,对于生产实木家具的企业来说,实木成本占总成本的60%以上,过去那种粗放式使用木材的方式已不能适应目前的形势,提高木材的利用率成为企业生存的根基。
提高木材的利用率是个综合问题,涉及家具制造过程中很多工艺环节和加工过程,本文就在产品设计、木料选料分级、木料部件画线、木料拼接、木料修补、部件加工等方面对提高木材利用率做初步的探讨。
1.产品设计阶段:
提高木材利用率,在产品设计阶段就必须考虑这个问题,家具产品的设计不仅仅是一个艺术和技术问题,也是一个经济问题,更是一个环境和资源问题。
据统计,产品设计的费用虽然只占产品最终成本的一小部分,但仅产品结构设计阶段就决定一个产品寿命周期中60%的累积成本,到设计完成的时候,产品寿命中80%的累积成本就已经被决定。
当产品进入生产阶段时,最多只能再影响总成本中的5%。
这意味着产品设计工作完成后,大部分成本已成为约束性成本,后续阶段成本控制余地不大。
可见家具设计对产品的成本起了决定性作用。
比如说在设计产品的用的木料净料厚度的时候,必须要考虑和木料原材料的厚度的搭配,比如面板净料确定厚度为28mm,毛料厚度可以采用31-32mm,加工余量为4mm,厚度利用率就可以达到88%-90%,但是如果面板净料厚度为30mm,就需要采用38mm厚度的毛料来加工,厚度利用率只能达到79%,利用率降低10%以上。
又比如根据客户的需求的颜色及规定用材,在非重要部位,是否可以采用替代用材,用低档的木材替代高档木材,达到节约用料的效益;还有,在达到同样的外观效果及使用功能的同时,能否考虑更改结构,采用贴木皮的替代实木。
再有,设计部件的时候,需要考虑到配料的时候是否能套裁以节约木料,等等。
在产品设计阶段考虑到木料的节约利用,是投入最少,节约效果最明显的办法,在实际操作中,往往会因为设计时候的考虑不足,在产品投产后再和客户沟通更改设计,客户很难再同意更改。
2.木料选料分级阶段:
木材是天然材料,必定存在节疤、色差、腐朽、虫眼等天然缺陷,但是客户需要的产品的要求是不一样的,有的产品可以有大节疤,有的产品不能有大节疤,有的产品油漆是深颜色,可以使用有较大色差的木料,有的产品是浅色和本色,客户不接受大的色差存在,在主要部件上比如面板斗面,客户需要单面好的材料,比如椅子脚,客户需要四面都要好的木料,所以在木料进入生产以前,必须由有丰富配料经验的员工,对供应商提供木料原材料进行再次挑选,按照颜色差异,节疤大小分等级。
在配料的时候,根据产品部件的要求,按等级领料,避免好的木料用在要求不高的部件,提高木材利用效率。
木料选料分级的实施,在提高了木材利用的同时,也大大提高了配料生产效率。
3.木料部件画线阶段
经过预先挑选过的木料,同样存在很多的缺陷,而且每一根木料的情况都不一样必须由有经验的员工,根据部件的长短,按照先长料,后短料,先面料后其他的原则,对原材料进行画线,其目的是为了充分利用材料,在画线的过程中,根据每一根木料的具体情况,把部件需要的长度及宽度画在木料上,在画线的过程中把腐朽木,虫眼,开裂去除,节疤尽量取在部件的不显眼的位置。
经过画线后再开锯断料,员工有足够多的时间去考虑如何提高木料的利用率,而且可以反复实验画线后达到木材利用的最佳效果。
4.木料拼接阶段
根据部件的形状进行拼接,是提高木材利用率的有效方法。
主要的拼接方式有以下几种:
A.套拼:套拼配料适用于凹凸曲线形状的家具部件。
配料时先估计一块板可套裁的部件数量,对于相关的部分可以拼一小块板套裁;也可套裁后将边角料再拼接,进行下一次套裁加工。
有些部件(如床柱、台脚)呈大小头形状,可以考虑两根大小头套裁,这样配料比配方料可节省材料大约20%。
套拼配料先要制作一块模板划线,然后用带锯剖开。
大小头套拼要分别以两边为基准定长。
尺寸大小的部件也可数根一起拼,但要先两边后齐头。
注意两端必须垂直于该部件中心线。
这样可以省去每根所放的加工余量。
数根一起拼还要考虑后续机加工精度和加工工艺。
B.贴料:许多家具部件如脚、局部凸起,不运用套拼的配料方法。
采用贴料法可最大限度地减少用材。
贴料方法是,先在芯料上划线确定贴料的位置后贴第一面,然后用双面刨或平刨刨第二拼贴面,然后贴第二面。
为了方便后续加工,第二次贴料溢出基准面的胶水及偏移芯料的贴料必须清除,以形成两个互相垂直的加工基准面。
小尺寸的贴料可选取边角料。
贴料方法比整料少用净材约25%。
C.包裹法:包裹法是为充分利用珍贵木材资源,内芯用差一些的材料,外表用好材的配料方法。
截面为方形的床柱可用此法。
截面积越大,节材效果越明显。
可将同厚度的端头短板经过:齐头——直边——端头开槽——穿条拼接——双面刨光——拼柱,制成芯材备用。
经过制作芯材后,包裹在方柱内的包芯材可以接长。
包芯材可以带死节、虫眼(需处理)、内裂,边材、心材,但要求材种相近,两端头包芯材不可见内裂,装配时可见的槽、榫眼要避开接缝。
包芯材拼成柱后,两个光面与两块好板先拼,经刨两面后,再拼余下两面成方形,最后压刨成型。
对于截面较大的床柱类产品,包芯法是提高木材利用率的主要方法。
木料的拼接,最关键是拼缝的强度,一定要注意正确选择胶水,以及在胶结过程中保持足够的压力。
5.木料修补阶段
部件修补是坯料出配料工段前的一道补救措施,也是一种节约木材、充分利用木材的常用方法、能修就不必重配。
一个大的部件,有一点小的缺陷,如果重新配料浪费太大,通过专人修理后,就可以流到下一工序进行加工,比如四面刨加工后的次品,有跳刀痕,局部没有被刨到,一般较小的缺陷用纹色相近的同种木材修补,较大的缺陷则将该部分开掉,重贴一块。
有些材种比如松木,客户不接受有大的死结,但是可以通过对死节进行钻孔后用树枝修补,然后再通过油漆车间描色处理后,客户可以接受。
通过对部件修补,大大提高木料的利用率。
6.部件加工阶段
部件加工阶段,主要需要处理好木料的正反面问题,不同的部件,对木料的要求是不一样的,比如面板斗面,必须是好面朝外,如果在铣刀加工打线的过程中把面板反放了,造成线型打反了,这样会造成整个面板需要换料,浪费极大。
同样的情况如,柜子的前脚一般要求两个面(正面和侧面)要求质量要好,如果打眼的方位不对,脚坏的两个面朝外,也会导致换料。
在机
加工的过程中首先要确认加工面,然后再加工是提高木料利用率的重要措施。
综上所述,木材利用率的提高是一个综合的过程,贯穿在家具设计、制造的每一个细节中,作为实木家具的生产企业,必须走节约资源型的生产模式,才可能达到持续发展的目的。