等离子切割参数
等离子切割机 技术参数

等离子切割机技术参数
1、整机采用方管焊结构,具有刚性好,精度高,自重轻,惯量小的特点。
所有焊接件均振动时效去应力处理,有效的防止了结构变形;
2、纵、横向驱动:均采用精密斜齿齿轮齿条(7级精度)传动。
纵向导轨采用台湾进口的直线导轨,横向运行横梁整体铝结构,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;可以非常完美的保证运动的精度和平衡度;
3、简单易用的自动编程系统,使数控编程不再复杂,轻而易举;
4、数控控制系统采用中美合资北京斯达特的数控切割机控制系统,配合PLC作输入输出控制,使该电气系统具有优良稳定性和超强抗干扰。
产品主要技术性能指标:
1、切割形状:可编程切割直线和圆弧构成的任意平面形状钢板零件;
2、切割精度:国家标准JB/T100
45、3-99;
3、切割宽度:横向跨度1500mm,有效切割宽度1250mm,可以根据客户需求加长;
4、轨道长度:轨道长度3000mm,有效切割长度2500mm,可以根据客户需求加长;
6、切割厚度:视等离子电源而定
7、割炬系统数:异型切割系统1套,
8、数控系统:北京斯达特SHxxH数控切割控制系统,简单易用,稳定可靠;
9、数控编程:基于AutoCAD的全自动图形化编程软件;文泰雕刻软件
10、文件传输:配USB接口;
12、切割气体:压缩空气
13、调速范围:0---15000mm/min(米/分钟)。
cut等离子切割机参数
cut等离子切割机参数
以下是CUT等离子切割机的一些参数:
1. 机型:CUT-40/LGK40、CUT-50/LGK50、CUT-60/LGK60
2. 额定输入电压(v):220v(10%)、380v(10%)
3. 外形尺寸(mm):370*150*234、485*200*380、485*200*380
4. 包装尺寸(mm):455*275*345、580*320*420、500*300*420
5. 切割电流调节范围(a):20-60
6. 切割速度:快,运行成本低,切割速度可达气割数倍
7. 切口特点:窄、平整光滑,变形小,可免再加工
8. 适用范围:广泛用于普通钢、不锈钢、铝、钛、铸铁等金属板管材料的切割
9. 主机重量(kg):18kg
10. 外型尺寸(mm):480*230*368
11. 防护等级:IP23
12. 绝缘等级:F
13. 负载持续率(%):60%
14. 效率(%):85%
15. 主要附件:切割枪、焊夹、焊接电缆、刷子、焊帽/眼镜
这些参数仅供参考,实际产品可能因型号、品牌和用途的不同而有所差异。
如需了解更多详细信息,请参考产品说明书或咨询相关厂商。
数控等离子切割参数设置
数控等离子切割参数设置
数控等离子切割是一种高效、精确的金属切割方法,需要根据切割材料的种类和厚度来设置相应的参数。
以下是一般的参数设置建议:
1. 切割速度:切割速度取决于材料的种类和厚度。
一般来说,切割速度越快,切割起来越容易,但也要考虑切割质量和刀具的寿命。
可以根据经验选择一个适当的切割速度。
2. 切割电流:切割电流是影响切割速度和质量的重要参数。
一般来说,较大的切割电流会提高切割速度,但也可能导致切割质量下降。
要根据材料的种类和厚度选择合适的切割电流。
3. 切割气体:切割气体有助于清除切割区域产生的废料和降低熔化池中的温度。
常用的切割气体包括氧气和氮气。
切割材料的不同可能需要不同的切割气体,氧气适用于大部分金属材料,而氮气适用于不锈钢等材料。
4. 穿孔时间:穿孔时间是指切割开始到切割电弧稳定的时间。
穿孔时间应该足够长,以确保切割电弧稳定后再开始切割。
一般来说,穿孔时间是根据切割材料的厚度和类型来确定的。
5. 切割深度:切割深度是指切割刀具切割进入工件的深度。
切割深度要根据切割材料的厚度和类型来确定。
通常,较厚的材料需要较大的切割深度。
以上是一些常见的数控等离子切割参数设置建议,具体的设置还需要根据实际情况进行调整和优化。
一般来说,经验和实践都是获取最佳切割参数的重要因素。
等离子切割工艺参数

详细描述
热影响区的存在会导致材料性能发生变化, 特别是对于那些对热敏感的材料,如不锈钢 和铝合金等。合理的工艺参数设置可以有效
减小热影响区,提高切割边缘的稳定性。
切缝宽度与精度
总结词
切缝宽度和精度是反映等离子切割工艺精度的关键参数。
详细描述
切缝宽度直接关系到切割质量和材料利用率,较窄的切缝可 以减少材料浪费,同时提高工件的装配精度。精度则涉及到 切割位置的准确性,高精度的切割能够确保工件装配无误, 减少后续加工或调整的需求。
详细描述
气体流量决定了等离子射流的电弧特性和射流能量密度。适当的气体流量可以保持电弧的稳定性和射 流的聚焦性,提高切割质量和效率。但过大的气体流量可能会影响电弧的稳定性,导致切口质量下降 。因此,需要根据实际情况选择合适的气体流量。
切割高度
总结词
切割高度是指等离子割炬与切割表面之 间的距离。
VS
详细描述
适用范围
等离子切割适用于各种金属材料的切割,如钢铁 、铜、铝等。
切割质量
等离子切割能够获得较高的切割质量,切口平整 ,热影响区小。
工艺参数
等离子切割的工艺参数包括电流、气压、切割速 度和喷嘴高度等,需要根据不同的金属材料进行 调整。
非金属材料的等离子切割
切割速度
等离子切割对于非金属材料也能实现快速切割,但相对于金属材料略 有降低。
切割速度
总结词
切割速度是指在单位时间内完成切割的距离或长度。
详细描述
切割速度决定了切割效率,它与切割电流、气体流量、割嘴高度等因素有关。提高切割速度可以增加生产效率, 但过快的速度可能导致切口质量下降。因此,需要根据实际情况选择合适的切割速度,以获得最佳的切割效果和 生产效率。
cut等离子切割机参数

cut等离子切割机参数【最新版】目录一、等离子切割机简介二、等离子切割机的参数设置1.加工厚度2.切割速度3.功率4.输入电压5.电源频率6.等离子电流7.文件传输方式8.工作方式三、切割电源的电气原理四、总结正文一、等离子切割机简介等离子切割机是一种采用等离子弧进行材料切割的设备,具有切割速度快、效率高、切割面光洁度好等特点。
它广泛应用于金属加工、制造业等领域。
二、等离子切割机的参数设置1.加工厚度:0.215mm等离子切割机的加工厚度是指切割机可以切割的最大材料厚度。
本设备的加工厚度为 0.215mm。
2.切割速度:0-8000mm/min切割速度是指等离子切割机在切割过程中的速度,范围为0-8000mm/min。
用户可以根据实际需求进行调整。
3.功率:8.5kw功率决定了等离子切割机的切割能力,本设备的功率为 8.5kw。
4.输入电压:3 相 380v输入电压是指等离子切割机所需的电源电压,本设备为 3 相 380v。
5.电源频率:50hz电源频率是指等离子切割机所需的电源频率,本设备为 50hz。
6.等离子电流:60a等离子电流是指等离子弧的电流大小,本设备为 60a。
7.文件传输方式:usb 接口文件传输方式是指等离子切割机传输切割文件的方式,本设备采用usb 接口进行文件传输。
8.工作方式:非接触式引弧工作方式是指等离子切割机的切割方式,本设备采用非接触式引弧进行切割。
三、切割电源的电气原理切割电源包括主电路及控制电路两部分,电气原理如下:主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。
由高漏抗引成陡将的电源外特性。
控制电路通过接触器对主电路进行控制,实现切割过程的自动控制。
四、总结等离子切割机具有高效、高速、高精度等特点,广泛应用于金属切割领域。
用户需要根据实际需求进行参数设置,以达到最佳的切割效果。
等离子切割机技术要求
等离子切割机技术要求
1、等离子切割机100A技术指标
(1) 能够实现20A-100A电流无级调整
(2) 起弧方式包括接触与非接触起弧
(3) 负载持续率不低于80%
(4) 整机具有欠压.过压.过热.及热保护功能
(5) 碳钢切割要求切割30MM,质量切割不低于25MM
(6) 具有切割自锁功能
2、氩弧焊机技术指标
(1) 焊接电流5-270A具有高频起弧功能,能够实现AC-DC电流输出陡降特性
(2) 防护等级要求高于等于IP23
(3) 基值电流.频率.工作时间能够精确调整,能够快速点焊。
(4) 总线能够程序升级
(5) 焊接具有自锁功能
(6) 5A焊接电弧要求稳定燃烧,具有电弧沉降功能
(7) 具有氩弧焊及手工电弧焊双功能。
cut等离子切割机参数

cut等离子切割机参数
以下是一般的等离子切割机的参数:
1. 切割厚度:通常可以切割的材料厚度范围为0.5毫米至50毫米。
2. 切割速度:切割速度可以根据材料的不同进行调整,通常在1000毫米/分钟至8000毫米/分钟之间。
3. 切割精度:切割精度取决于机器的控制系统和切割头的精准度,通常可以达到±0.5毫米。
4. 切割面质量:等离子切割可以产生平滑的切割表面,但在切割厚度增加和切割速度加快时,切割面质量可能会有所降低。
5. 等离子气体:切割时使用的等离子气体通常为氧气、氮气或压缩空气。
6. 功率需求:切割机的功率需求取决于切割机的尺寸和切割厚度,通常在30千瓦至200千瓦之间。
这些参数可能会根据不同的切割机型号和制造商有所变化,所以在购买前最好咨询相关的销售代表获取详细的参数信息。
等离子切割工艺参数

安培 – 电路中电子流量(每秒钟通过的电子量)的计量 单位。
• 对某一确定厚度的材料, 如切割电流增大,切割速度必须相应提高。
• 对某一确定厚度的材料, 如加大切割电流,挂渣将会减少。
• 对某一确定厚度的材料, 选择较低电流切割,通常能获得较好的切面 质量以及上口质量。
• 正常情况下消耗件使用寿命为低电流消耗件高于高电流消耗件,在 使用氧气切割时尤其显著。
• 氧, 氮, & 氩-氢(H35):纯度≥ 99.995% • 空气: 清洁, 干燥 ,无油 • 甲烷:纯度≥ 93%
Copyright, 2001 Hypertherm, Inc. These materials cannot be reproduced in any form without the permission of Hypertherm, Inc.
Copyright, 2001 Hypertherm, Inc. These materials cannot be reproduced in any form without the permission of Hypertherm, Inc.
切割速度合适
17
切割电流所对应的最佳切割厚度应选择切割参 数表的中间段。 切割速度准确; arc lagging slightly 切割高度准确; voltage dialed in
等离子气: 氩/4”以上的不锈钢。 • 获得平整和光亮的切割表面。 • 一般在大电流切割时采用 (切割电流到 1000 安培 切割厚度到 6”)。
• 上佳的消耗件使用寿命。
• 切割不锈钢从3/8“ 到2” ,应用双气切割使切割质量得到改善。 缺点 • 由于气体成本增加而使运行成本升高。 • 切割铝合金时表面粗糙。
等离子切割机 技术参数
产品特点:
1、整机采用方管焊结构,具有刚性好,精度高,自重轻,惯量小的特点。
所有焊接件均振动时效去应力处理,有效的防止了结构变形;
2、纵、横向驱动:均采用精密斜齿齿轮齿条(7级精度)传动。
纵向导轨采用台湾进口的直线导轨,横向运行横梁整体铝结构,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;可以非常完美的保证运动的精度和平衡度;
3、简单易用的自动编程系统,使数控编程不再复杂,轻而易举;
4、数控控制系统采用中美合资北京斯达特的数控切割机控制系统,配合PLC作输入输出控制,使该电气系统具有优良稳定性和超强抗干扰。
产品主要技术性能指标:
1、切割形状:可编程切割直线和圆弧构成的任意平面形状钢板零件;
2、切割精度:国家标准JB/T10045.3-99;
3、切割宽度:横向跨度1500mm,有效切割宽度1250mm,可以根据客户需求加长;
4、轨道长度:轨道长度3000mm,有效切割长度2500mm,可以根据客户需求加长;
6、切割厚度:视等离子电源而定
7、割炬系统数:异型切割系统1套,
8、数控系统:北京斯达特SH2012H数控切割控制系统,简单易用,稳定可靠;
9、数控编程:基于AutoCAD的全自动图形化编程软件;文泰雕刻软件
10、文件传输:配USB接口;
12、切割气体:压缩空气
13、调速范围:0---15000mm/min(米/分钟)。
等离子参数设置

等离子切割工艺设置标准一般情况下,切割件的起弧点应在金属板材边缘,或在已割加工件的割缝中间最为理想。
2.切割方向正确的切割方向应该保证最后一条割边与母板大部分脱离,如果过早的与母板大部分脱离,则周边的边角框不足已抵抗切割过程中出现的热变形应力,造成切割件在切割过程中移位,出现尺寸超差。
3.切割顺序切割顺序指对钢板上若干大小嵌套的套排零件依次进行切割的顺序。
一般应遵循“先内后外,先大后小,顺时针”的原则。
等离子电源的功率,等离子电源的割枪,割嘴电极等耗材以及金属板材的厚度等等,还包括各种等离子弧切割工艺参数,直接影响切割过程的稳定性、切割质量和效果。
主要切割规范简述如下:1.空载电压和弧柱电压等离子切割电源,必须具有足够高的空载电压,才能容易引弧和使等离子弧稳定燃烧。
空载电压一般为120-600V,而弧柱电压一般为空载电压的一半。
提高弧柱电压,能明显地增加等离子弧的功率,因而能提高切割速度和切割更大厚度的金属板材。
弧柱电压往往通过调节气体流量和加大电极内缩量未达到,但弧柱电压不能超过空载电压的65%,否则会使等离子弧不稳定。
2.切割电流增加切割电流同样能提高等离子弧的功率,但它受到最大允许电流的限制,否则会使等离子弧柱变粗、割缝宽度增加、电极寿命下降。
3.气体流量增加气本流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。
但气体流量过大,反而会使弧柱变短,损失热量增加,使切割能力减弱,直至使切割过程不能正常进行。
4.电极内缩量所谓内缩量是指电极到割嘴端面的距离,合适的距离可以使电弧在割嘴内得到良好的压缩,获得能量集中、温度高的等离子弧而进行有效的切割。
距离过大或过小,会使电极严重烧损、割嘴烧坏和切割能力下降。
内缩量一般取8-11mm。
5.割嘴高度割嘴高度是指割嘴端面至被割工件表面的距离。
该距离一般为4~10mm。
它与电极内缩量一样,距离要合适才能充分发挥等离子弧的切割效率,否则会使切割效率和切割质量下降或使割嘴烧坏。
等离子切割电流参数表
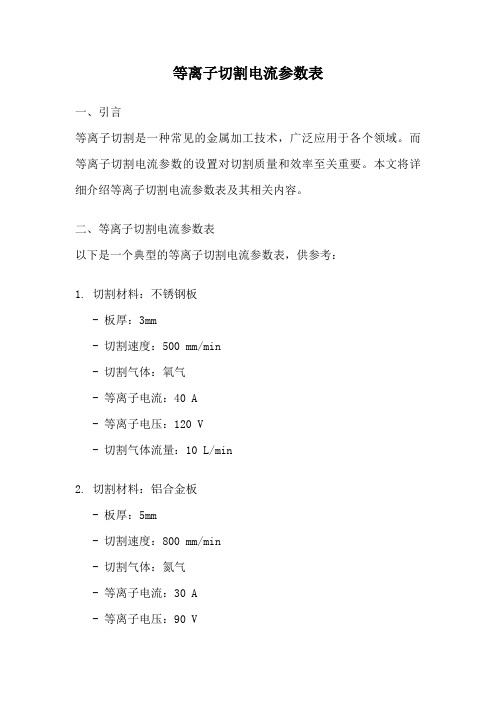
等离子切割电流参数表一、引言等离子切割是一种常见的金属加工技术,广泛应用于各个领域。
而等离子切割电流参数的设置对切割质量和效率至关重要。
本文将详细介绍等离子切割电流参数表及其相关内容。
二、等离子切割电流参数表以下是一个典型的等离子切割电流参数表,供参考:1. 切割材料:不锈钢板- 板厚:3mm- 切割速度:500 mm/min- 切割气体:氧气- 等离子电流:40 A- 等离子电压:120 V- 切割气体流量:10 L/min2. 切割材料:铝合金板- 板厚:5mm- 切割速度:800 mm/min- 切割气体:氮气- 等离子电流:30 A- 等离子电压:90 V- 切割气体流量:8 L/min3. 切割材料:碳钢板- 板厚:8mm- 切割速度:300 mm/min- 切割气体:氧气- 等离子电流:60 A- 等离子电压:150 V- 切割气体流量:12 L/min三、等离子切割电流参数解析1. 切割材料不同的材料需要采用不同的电流参数。
常见的切割材料包括不锈钢板、铝合金板、碳钢板等。
每种材料的物理性质不同,因此需要针对不同材料进行参数调整。
2. 板厚板厚是确定切割电流参数的重要因素之一。
较薄的材料可采用较低的电流参数,而较厚的材料则需要较高的电流参数。
过高或过低的电流参数都会影响切割质量和效率。
3. 切割速度切割速度对于切割质量和效率同样重要。
过快的切割速度可能导致切割质量下降,而过慢的切割速度则会影响切割效率。
因此,需要根据材料和板厚合理设置切割速度。
4. 切割气体切割气体的选择也对切割质量有一定影响。
常见的切割气体有氧气、氮气等。
氧气适用于切割不锈钢等材料,而氮气适用于切割铝合金等材料。
切割气体流量的设置也需要根据具体情况进行调整。
5. 等离子电流和电压等离子电流和电压是决定等离子切割效果的关键参数。
较高的等离子电流和电压可提高切割速度,但过高的电流和电压可能导致切割质量下降。
因此,需要根据切割材料、板厚和切割速度进行合理设置。
等离子切割机主要参数

1、上海交大数控系统是专为等离子、火焰、激光、高压水切割机开发的建立于国内基础上 的最先进的数控系统。该系统的界面设计、切割速度和运动控制采用了最新技术,功能强大, 操作方便,是切割加工中最具智能化的系统。 功能和技术参数介绍 1、先进的图形用户界面 a.可用51个基本图形生成200多个不同图形; b.Shapewizard,一种独特的图形环境软件,用于生成用户自定义的参量图形并贮存; c.全屏幕图形用户界面具有智能的数据输入窗口,零件图形可按照输入数据比例显示; d.软键设计简化了数据输入,从而使大部分常用功能可通过简易方便的软键操作来实现。
2、编程特点
全自动石材烧板机的特点:
可向操作者提供如下全套编程选择项目:
a.英制或公制单位;
b.比例或镜向功能;
c.全自动控制或手动拐角和板材校直;
d.动态割缝补偿;
3、帮助你管理大量的零件程序文件,EDGE提供灵活的零件文件存贮菜单:
a.文件结构组织的高灵活性;
b.零件程序的图形实时预显示;
c.能存贮的子目录及文件夹数量没有限制;
等离子切割机特点: 一、 规格及主要技术参数
1.规格 横向跨距4000mm 有效切割宽度3200mm 纵向轨道16000mm 有效切割长度14000mm双边驱 动 2.切割形式 ◆等离子切割碳钢、不锈钢、铝 ◆火焰、切割碳钢 3.设备工作环境条件 电源:数控AC380V±10% 50Hz 功率:数控约3KW 气源:氧气1.0-1.2MPa
4、全程范围内获得平稳的运动,并且能方便地知道在编程位置上切割机的实际运行位置,你甚至还可以 在切割过程中使用动态放大功能,对上述位置予以核查。
5、安装和设置特性:
a.易于调用的全内装的测试、系统测试和文件配置;
等离子切割机技术全参数
实用标准文案
产品特点:
1、整机采用方管焊结构,具有刚性好,精度高,自重轻,惯量小的特点。
所有焊接件均振动时效去应力处理,有效的防止了结构变形;
2、纵、横向驱动:均采用精密斜齿齿轮齿条(7级精度)传动。
纵向导轨采用台湾进口的直线导轨,横向运行横梁整体铝结构,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;可以非常完美的保证运动的精度和平衡度;
3、简单易用的自动编程系统,使数控编程不再复杂,轻而易举;
4、数控控制系统采用中美合资北京斯达特的数控切割机控制系统,配合PLC作输入输出控制,使该电气系统具有优良稳定性和超强抗干扰。
产品主要技术性能指标:
1、切割形状:可编程切割直线和圆弧构成的任意平面形状钢板零件;
2、切割精度:国家标准JB/T10045.3-99;
3、切割宽度:横向跨度1500mm,有效切割宽度1250mm,可以根据客户需求加长;
4、轨道长度:轨道长度3000mm,有效切割长度2500mm,可以根据客户需求加长;
6、切割厚度:视等离子电源而定
7、割炬系统数:异型切割系统1套,
8、数控系统:北京斯达特SH2012H数控切割控制系统,简单易用,稳定可靠;
9、数控编程:基于AutoCAD的全自动图形化编程软件;文泰雕刻软件
10、文件传输:配USB接口;
12、切割气体:压缩空气
13、调速范围:0---15000mm/min(米/分钟)。
精彩文档。
等离子切割机的主要参数
直线定位精度:±0.2mm/10m
直线重复精度:±0.2mm/10m 纵向导轨精度:±0.2mm/10m
Байду номын сангаас
全自动石材烧板机的特点: 二. 主 要 技 术 参 数
6、划线精度:GB(国标):≤±0.5mm
QB(企标):≤±0.3mm
7、整机切割垂直度:按照行业标准验收
附:检验的综合检测图形(600mm×600mm) 检测图形: GB(国标):所有相交相切点及尺寸偏 差均不超过±0.5mm。 QB(企标):所有相交相切点及尺寸偏差 均不超过±0.3mm。 本公司对综合检测图形的出厂标准按“KMPER系列数 控切割机制造标准”≤±0.3执行。
全自动石材烧板机的特点:
三、主 要 配 置 说 明 1、上海交大数控系统是专为等离子、火焰、激光、高压水切割机开发的建立于国内基础上 的最先进的数控系统。该系统的界面设计、切割速度和运动控制采用了最新技术,功能强大, 操作方便,是切割加工中最具智能化的系统。 功能和技术参数介绍 1、先进的图形用户界面 a.可用51个基本图形生成200多个不同图形; b.Shapewizard,一种独特的图形环境软件,用于生成用户自定义的参量图形并贮存; c.全屏幕图形用户界面具有智能的数据输入窗口,零件图形可按照输入数据比例显示; d.软键设计简化了数据输入,从而使大部分常用功能可通过简易方便的软键操作来实现。
功率:数控约3KW 气源:氧气1.0-1.2MPa
乙炔或丙烷0.2-0.25MPa
工作环境 温度:0℃-45℃ 相对湿度:90%无冷凝 周围环境:5米内无冲击震动 日工作时间:2班(16小时)
全自动石材烧板机的特点: 二. 主 要 技 术 参 数
1、最大空程速度:12000mm/min 2、最大切割速度:等离子(506000mm/min) 火焰 (50-700 mm/min) 3 、切割厚度范围:等离子(1-20mm),火焰 (6- 160mm) 4、自动穿孔厚度:等离子(1-25mm),火焰(6-100mm) 5、整机定位精度;重复精度达到JB/T 5102-99标准:
等离子切割最佳参数

等离子切割的最佳参数取决于许多因素,包括材料类型、材料厚度、切割速度、电流强度、气体类型和气体压力等。
以下是一些一般的建议:1.材料类型和厚度:对于较薄的材料,可以使用较低的电流和较快的切割速度。
对于较厚的材料,可能需要更高的电流和较慢的切割速度。
2.切割速度:切割速度应该足够快,以避免过度熔化材料,但又不能太快,以免切割不彻底。
如果切割速度过慢,可能会导致熔滴堆积在切口底部;如果切割速度过快,可能会导致切口不整齐或不彻底。
3.电流强度:电流强度应根据材料的厚度和切割速度进行调整。
一般来说,电流越高,切割速度和切割深度也会增加。
4.气体类型和气体压力:气体类型和气体压力也会影响切割效果。
一般来说,氩气和氮气用于不锈钢和铝的切割,而氧气用于碳钢的切割。
气体压力应根据材料的厚度和切割速度进行调整。
下面是一些基本的参数范围,这些范围是基于等离子切割机的一般操作经验和制造商的建议:1.碳钢:厚度:1-25mm电流:30-200A切割速度:约2000-3000mm/min气体:氧气,气压约4.5-5.5 bar2.不锈钢:厚度:1-50mm电流:30-200A切割速度:约1000-2500mm/min气体:氩气或氮气,气压约4.5-5.5 bar3.铝:厚度:1-30mm电流:30-200A切割速度:约2000-3000mm/min气体:氩气或氮气,气压约4.5-5.5 bar请注意,这些参数只是大致的范围,实际的最佳参数可能会根据具体的设备、材料和应用需求有所不同。
在使用等离子切割机时,应始终遵循制造商的指南和建议。
等离子电切系统技术参数及性能要求

等离子电切系统参数配置
用途:适用于各种外科和内窥镜手术,用于手术中组织切割、凝血。
一、双极等离子(生理盐水下)电切镜参数
1、4mm目镜
2、外径≤26Fr
3、可360度旋转,持续灌流
4、有效长度:≥190mm
5、双极被动式工作把手
6、配双极大、小电切环
7、配外鞘灌流器
8、电切镜具有在生理盐水中进行诊断和电切、汽化、剜除等多种手术功能
二、双极等离子电切电凝系统参数
1、具有普通双极和等离子(生理盐水下)工作等输出模式
2、等离子(生理盐水)最大输出功率:纯切≥200W、电凝≥100W
3、高频频率:≥300KHZ
4、能根据不同的组织的阻抗自动调节功率输出,保证等离子持续
的激发
5、具有生理盐水检测功能,防止介质误用
6、具有记忆功能,方便找到医生偏好使用的设置
三、其它
1、在山东省范围内有专业售后服务机构
2、提供原厂质保服务36个月,有完整的维修服务方案,发生故障时及时提供备用机,满足临床需要。