等离子切割机切割参数表AA
等离子切割机参数

1产品简介1325型台式数控等离子切割机(快速切割)外形如图所示。
该型数控切割机为台式龙门结构、使得运行高效稳定,且切割过程中使用连续喷水装置,可有效降低材料热变形以及正反面无挂扎、无发黑现象,该机型含一台60A专用等离子电源;标配有效切割范围为:1.25米*2.5米和1.25米*3.0米两种规格。
其主要特点:切割速度快,控制精度高,切割面光洁,;特别适用于5mm以内各种金属板材的等离子切割。
主要技术参数:台面尺寸1400*2850mm 和1400*3350 (可根据要加长)有效切割范围1250*2500mm 和1250*3000 (可根据要加长)等离子切割机6KW切割速度0-12000mm/min传输方式USB 或连机两种方式指令格式G 代码code\HPGL整机重量450kg输入电源380V/50HZmm输入电流45A/60A输入功率12KW切割电流60A切割电压90V电流调节范围15-60A工作方式非接触式引弧等离子电源国产60A 机用等离子电源等离子电源切割厚度(推荐)质量切割:0.3mm-2mm 最大边缘切割:5mm主要性能特点:• 整体采用全焊接结构,YX 轴采用国内最精密的同步带传动,Z 轴采用气动加自动调高,保证切割速度和精度• 专业针对广告行业的立体发光字槽型字的金属面板和底板进行切割, 切割精度达到标准• 采用电流可调式等离子电源,根据材料不同厚度调节电流大小, 保证切割材料无毛刺• 大容量储存空间, 同时保存30 个以上加工文件, 任意读取加工• 采用USB 接口和连机型两种方式, 瞬间完成数据传输,WIN98/2000/XP 下的热插拔,即插即用• 切口小,整齐,无掉渣现象,不需二次休整加工• 本机主要适用于钢板铝铁铜等金属材料的加工, 广泛应用于广告行业工艺美术字切割及钣金切割。
等离子切割机技术规格书
等离子切割机技术规格书一、使用的条件工作环境温度:-15℃~+45℃。
贮存环境温度;-15℃~+45℃二、名称及数量设备名称:等离子切割机(切割+电焊双用款)设备数量:2台三、技术要求1、技术参数:(1)型号: CUT-80(2)电源电压(V):220v/380v(3)规格尺寸:≧555mm*285mm*555mm(4)产品重量:≧32.5KG(5)极限切割:≧25mm(6)切割材质:铁/不锈钢/铜/铝/镀锌板(7)气泵材质:全铜芯(8)防护等级: IP21S2、等离子切割机设备的制造,需符合国家标准规范要求,或行业现行的有关标准,提供检验合格证明。
3、设备性能技术要求:(1)设备零部件选用优质材料制造,所选用的机械、电气、电子元件是优质的,成熟的,可靠的系列产品。
(2)后备有可靠的安全保护、保险措施,以防止误操作或意外事故。
(3)设备必须技术先进,操作直观简便,易于维护和维修。
(4)设备噪音按GB/T16769标准测试,不得高于80db(A)。
4、设备安全技术要求:设备应符合中华人民共和国安全标准。
5、设备环保要求:设备应符合中华人民共和国环境标准。
6、其它要求:设备主要部件的材质符合国家及行业相关规定要求,使用寿命不低于10年。
四、供货范围1、主机、备品、备件、专用工具等按照行业标准配备齐全。
2、配备焊线1条(≧5米);地线1条(≧5米);割枪1个(≧15米);喷嘴10个;电极10个;瓷嘴10个。
3、随机提供设备及其部件相关图纸、资料、产品使用说明书等纸质版各三份,合格证、检定证纸质版各一份。
五、设计、制造和检验标准设备的设计和制造以及设备的检验应符合国家或行业现行的有关标准。
六、质保期及售后服务1、产品质量保证期为自货到安装调试验收合格起12个月。
在质保期内若设备出现任何故障(含易损件、配件更换等),供货方保证在24小时内赶到现场进行免费处理;在质保期之外,供货方保证在48小时之内赶到现场进行有偿维修、更换损坏的设备及配件。
cut等离子切割机参数

cut等离子切割机参数【最新版】目录一、等离子切割机简介二、等离子切割机的参数设置1.加工厚度2.切割速度3.功率4.输入电压5.电源频率6.等离子电流7.文件传输方式8.工作方式三、切割电源的电气原理四、总结正文一、等离子切割机简介等离子切割机是一种采用等离子弧进行材料切割的设备,具有切割速度快、效率高、切割面光洁度好等特点。
它广泛应用于金属加工、制造业等领域。
二、等离子切割机的参数设置1.加工厚度:0.215mm等离子切割机的加工厚度是指切割机可以切割的最大材料厚度。
本设备的加工厚度为 0.215mm。
2.切割速度:0-8000mm/min切割速度是指等离子切割机在切割过程中的速度,范围为0-8000mm/min。
用户可以根据实际需求进行调整。
3.功率:8.5kw功率决定了等离子切割机的切割能力,本设备的功率为 8.5kw。
4.输入电压:3 相 380v输入电压是指等离子切割机所需的电源电压,本设备为 3 相 380v。
5.电源频率:50hz电源频率是指等离子切割机所需的电源频率,本设备为 50hz。
6.等离子电流:60a等离子电流是指等离子弧的电流大小,本设备为 60a。
7.文件传输方式:usb 接口文件传输方式是指等离子切割机传输切割文件的方式,本设备采用usb 接口进行文件传输。
8.工作方式:非接触式引弧工作方式是指等离子切割机的切割方式,本设备采用非接触式引弧进行切割。
三、切割电源的电气原理切割电源包括主电路及控制电路两部分,电气原理如下:主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。
由高漏抗引成陡将的电源外特性。
控制电路通过接触器对主电路进行控制,实现切割过程的自动控制。
四、总结等离子切割机具有高效、高速、高精度等特点,广泛应用于金属切割领域。
用户需要根据实际需求进行参数设置,以达到最佳的切割效果。
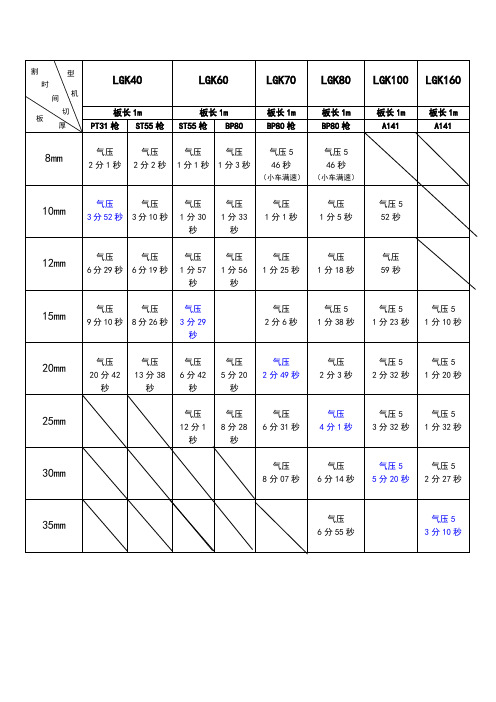
等离子切割机切割参数表
LGK60
LGK70
LGK80
LGK100
LGK160
板长1m
板长1m
板长1m
板长1m
板长1m
板长1m
PT31枪
ST55枪
ST55枪
BP80
BP80枪
BP80枪
A141
A141
8mm
气压
2分1秒
气压
2分2秒
气压
1分1秒
气压
1分3秒
气压5
46秒
(小车满速)
气压5
46秒
(小车满速)
10mm
气压
6分55秒ቤተ መጻሕፍቲ ባይዱ
气压5
3分10秒
20mm
气压
20分42秒
气压
13分38秒
气压
6分42秒
气压
5分20秒
气压
2分49秒
气压
2分3秒
气压5
2分32秒
气压5
1分20秒
25mm
气压
12分1秒
气压
8分28秒
气压
6分31秒
气压
4分1秒
气压5
3分32秒
气压5
1分32秒
30mm
气压
8分07秒
气压
6分14秒
气压5
5分20秒
气压5
2分27秒
35mm
气压
3分52秒
气压
3分10秒
气压
1分30秒
气压
1分33秒
气压
1分1秒
气压
1分5秒
气压5
52秒
12mm
气压
6分29秒
气压
6分19秒
气压
等离子切割机主要参数

1、上海交大数控系统是专为等离子、火焰、激光、高压水切割机开发的建立于国内基础上 的最先进的数控系统。该系统的界面设计、切割速度和运动控制采用了最新技术,功能强大, 操作方便,是切割加工中最具智能化的系统。 功能和技术参数介绍 1、先进的图形用户界面 a.可用51个基本图形生成200多个不同图形; b.Shapewizard,一种独特的图形环境软件,用于生成用户自定义的参量图形并贮存; c.全屏幕图形用户界面具有智能的数据输入窗口,零件图形可按照输入数据比例显示; d.软键设计简化了数据输入,从而使大部分常用功能可通过简易方便的软键操作来实现。
2、编程特点
全自动石材烧板机的特点:
可向操作者提供如下全套编程选择项目:
a.英制或公制单位;
b.比例或镜向功能;
c.全自动控制或手动拐角和板材校直;
d.动态割缝补偿;
3、帮助你管理大量的零件程序文件,EDGE提供灵活的零件文件存贮菜单:
a.文件结构组织的高灵活性;
b.零件程序的图形实时预显示;
c.能存贮的子目录及文件夹数量没有限制;
等离子切割机特点: 一、 规格及主要技术参数
1.规格 横向跨距4000mm 有效切割宽度3200mm 纵向轨道16000mm 有效切割长度14000mm双边驱 动 2.切割形式 ◆等离子切割碳钢、不锈钢、铝 ◆火焰、切割碳钢 3.设备工作环境条件 电源:数控AC380V±10% 50Hz 功率:数控约3KW 气源:氧气1.0-1.2MPa
4、全程范围内获得平稳的运动,并且能方便地知道在编程位置上切割机的实际运行位置,你甚至还可以 在切割过程中使用动态放大功能,对上述位置予以核查。
5、安装和设置特性:
a.易于调用的全内装的测试、系统测试和文件配置;
等离子切割工艺参数
• 除非有特殊提示要求作额外调整 来改善切割质量。
19
• 有必要对切割速度,割炬高度 和弧压设定等参数作适当微调 ,以便获得最佳切割效果。
开始切割前和更换消耗件之后必须吹 气1分钟以上。
Copyright, 2001 Hypertherm, Inc. These materials cannot be reproduced in any form without the permission of Hypertherm, Inc.
切割能力
切割质量的识别
最佳切割质量的定义 切割外观 切割参数表 切割方向
气体要求
纯度要求 流量 等离子气 - 空气 - 氮气 - 氩气-氢气 - 氧气 屏蔽气(保护)
切割面现象诊断
挂渣 - 低速挂渣 -高速挂渣 - 上端口挂渣 切割面倾斜 -切割面倾斜问题 - 纠正方法
割炬高度
穿孔高度 切割高度 割炬高度控制 切割速度和弧压
气体: 屏蔽(保护)气
13
屏蔽气是用来将切割区域与大气隔离,使获得的切割面更清洁。
• 第二种气体参与等离子切 割过程。 • 围绕等离子弧,并使之进 一步向核心压缩。 • 进一步帮助割嘴冷却。 • 在切割面周围形成一个小 气候,使其与氧气隔离。 • 保护气种类的选择取决与 等离子气。
Copyright, 2001 Hypertherm, Inc. These materials cannot be reproduced in any form without the permission of Hypertherm, Inc.
Process Variables
等离子切割机切割参数表AA

等离子切割机切割参数表AA
割型
时
间
机
LGK40LGK60LGK70LGK80LGK100LGK160切
板
厚8mm 10mm 12mm 15mm 20mm 25mm 30mm 35mm
板长 1m板长 1m板长 1m板长 1m板长 1m板长 1m PT31 枪ST55 枪ST55 枪BP80BP80 枪BP80 枪A141A141气压气压气压气压气压 5气压 5
2分 1秒2分 2秒1分1秒 1分3秒46 秒46 秒
(小车满速)(小车满速)
气压气压气压气压气压气压气压 5
3分52秒 3分10秒1分301分 331分1秒1分 5秒52 秒
秒秒
气压气压气压气压气压气压气压
6分29秒 6分19秒1分571分 561分25秒1分18秒59 秒
秒秒
气压气压气压气压气压 5气压 5气压 5 9分10秒 8分26秒3分292分6秒1分38秒1分 23秒1分10秒
秒
气压气压气压气压气压气压气压 5气压 5 20分4213分386分425分 202分49秒2分 3秒2分 32秒1分20秒秒秒秒秒
气压气压气压气压气压 5气压 5
12分18分 286分31秒4分 1秒3分 32秒1分32秒
秒秒
气压气压气压 5气压 5
8分07秒6分14秒5分 20秒2分27秒
气压气压 5
6分55秒3分10秒。
激光切割参数表

压力为0.8mpa
10mm/s 7mm/s 15mm/s 13mm/s 25mm/s 20mm/s 35mm/s 30mm/s 40mm/s 35mm/s 45mm/s 40mm/s 55mm/s 50mm/s 65mm/s 60mm/s 80mm/s 75mm/s
同PVC切割
纸张切割要注意激光功率调
5mm/s 2mm/s
4mm/s 1mm/s
15mm/s 10mm/s
13mm/s 8mm/s
25mm/s 15mm/s
20mm/s 10mm/s
30mm/s 18mm/s
27mm/s 15mm/s
35mm/s 20mm/s
33mm/s 18mm/s
40mm/s 25mm/s
38mm/s 23mm/s
—— —— —— —— —— —— —— —— —— —— 0.2mm/s —— 0.4mm/s 0.1mm/s 0.6mm/s 0.3mm/s 1mm/s 0.7mm/s
—— —— —— —— —— —— —— —— —— —— —— —— 0.1mm/s —— 0.2mm/s 0.1mm/s 0.5mm/s 0.3mm/s
12mm/s 10mm/s 30mm/s 27mm/s 40mm/s 38mm/s 50mm/s 48mm/s 60mm/s 58mm/s 70mm/s 68mm/s 80mm/s 78mm/s 90mm/s 88mm/s 110mm/s 108mm/s 焦镜配合60W-100W的激光管,
—— —— 25mm/s 20mm/s 35mm/s 30mm/s 45mm/s 40mm/s 55mm/s 50mm/s 65mm/s 63mm/s 75mm/s 73mm/s 85mm/s 80mm/s 100mm/s 98mm/s
等离子切割工艺参数

等离子气: 空气
9
优点
• 经济性佳(成本低)。 • 容易获得。 • 切割碳钢效果较好。
缺点
• 在切割表面上会产生金属特性变化 (如碳钢则表现为可焊性, 可 塑性, 以及可切削性等变化)。 • 消耗件使用寿命尚可接受。 • 挂渣增多,表面氮化。
Copyright, 2001 Hypertherm, Inc. These materials cannot be reproduced in any form without the permission of Hypertherm, Inc.
等离子气: 氮气
10
优点
• 切割铝合金和不锈钢能获得最佳切割质量 (结合应用水射流切割 技术)。 • 上佳的消耗件使用寿命。
缺点
• 在切割表面上会产生金属特性变化 (如碳钢则表现为可焊性, 可 塑性, 以及可切削性等变化)。 • 切割碳钢挂渣增多,表面氮化。
Copyright, 2001 Hypertherm, Inc. These materials cannot be reproduced in any form without the permission of Hypertherm, Inc.
Copyright, 2001 Hypertherm, Inc. These materials cannot be reproduced in any form without the permission of Hypertherm, Inc.
切割能力
所有等离子切割装置都规 定有最大切割厚度和最大 穿孔厚度。
等离子气 – 又称作 切割气,是排出喷 嘴孔的被电离的气 体。 • 空气 • 氧气 • 氮气 • 氩 -氢
等离子切割机 技术参数
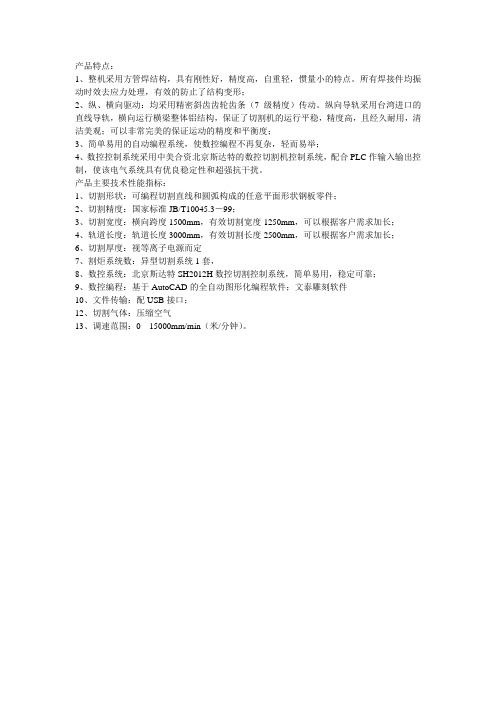
产品特点:
1、整机采用方管焊结构,具有刚性好,精度高,自重轻,惯量小的特点。
所有焊接件均振动时效去应力处理,有效的防止了结构变形;
2、纵、横向驱动:均采用精密斜齿齿轮齿条(7级精度)传动。
纵向导轨采用台湾进口的直线导轨,横向运行横梁整体铝结构,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;可以非常完美的保证运动的精度和平衡度;
3、简单易用的自动编程系统,使数控编程不再复杂,轻而易举;
4、数控控制系统采用中美合资北京斯达特的数控切割机控制系统,配合PLC作输入输出控制,使该电气系统具有优良稳定性和超强抗干扰。
产品主要技术性能指标:
1、切割形状:可编程切割直线和圆弧构成的任意平面形状钢板零件;
2、切割精度:国家标准JB/T10045.3-99;
3、切割宽度:横向跨度1500mm,有效切割宽度1250mm,可以根据客户需求加长;
4、轨道长度:轨道长度3000mm,有效切割长度2500mm,可以根据客户需求加长;
6、切割厚度:视等离子电源而定
7、割炬系统数:异型切割系统1套,
8、数控系统:北京斯达特SH2012H数控切割控制系统,简单易用,稳定可靠;
9、数控编程:基于AutoCAD的全自动图形化编程软件;文泰雕刻软件
10、文件传输:配USB接口;
12、切割气体:压缩空气
13、调速范围:0---15000mm/min(米/分钟)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气压
20分42秒
气压
13分38秒
气压
6分42秒
气压
5分20秒
气压
2分49秒
气压
2分3秒
气压5
2分32秒
气压5
1分20秒
25mm
气压
12分1秒
气压
8分28秒
气压
6分31秒
气压
4分1秒
气压5
3分32秒
气压5
1分32秒
30mm
气压
8分07秒
气压
6分14秒
气压5
5分20秒
气压5
2分27秒
35mm
气压
6分55秒
气压5
3分10秒
LGK40
LGK60
LGK70
LGK80
LGK100
LGK160
板长1m
板长1m
板长1m
板长1m
板长1m
板长1m
PT31枪
ST55枪
ST55枪
BP80
BP80枪
BP80枪
A141
A141
8mm
气压
2分1秒
气压
2分2秒
气压
1分1秒
气压
1分3秒
气压5
46秒
(小车满速)
气压5
46秒
(小车满速)
10mm
气压
3分52秒
气压
3分10秒
气压
1分30秒
气压
1分33秒
气压
1分1秒
气压
1分5秒
气压5
52秒
12mm
气压
6分29秒
气压
6分19秒
气压
1分57秒
气压1分56秒来自气压1分25秒气压
1分18秒
气压
59秒
15mm
气压
9分10秒
气压
8分26秒
气压
3分29秒
气压
2分6秒
气压5
1分38秒
气压5
1分23秒
气压5
1分10秒