一-落料-正反拉伸-冲孔-翻孔复合模具设计的工艺性分析及方案确定
落料拉伸冲孔复合模具设计1

落料冲孔复合模设计实例(一)零件工艺性分析工件为图1所示的落料冲孔件,材料为Q235钢,材料厚度2mm,生产批量为大批量。
工艺性分析内容如下:图1 工件图1.材料分析Q235为普通碳素结构钢,具有较好的冲裁成形性能。
2. 结构分析零件结构简单对称,无尖角,对冲裁加工较为有利。
零件中部有一异形孔,孔的最小尺寸为6mm,满足冲裁最小孔径≥的要求。
另外,经计算异形孔距零件外形之间的最小孔边距为5.5mm,满足冲裁件最小孔边距≥的要求。
所以,该零件的结构满足冲裁的要求。
3. 精度分析:零件上有4个尺寸标注了公差要求,由公差表查得其公差要求都属IT13,所以普通冲裁可以达到零件的精度要求。
对于未注公差尺寸按IT14精度等级查补。
由以上分析可知,该零件可以用普通冲裁的加工方法制得。
(二)冲裁工艺方案的确定零件为一落料冲孔件,可提出的加工方案如下:方案一:先落料,后冲孔。
采用两套单工序模生产。
方案二:落料—冲孔复合冲压,采用复合模生产。
方案三:冲孔—落料连续冲压,采用级进模生产。
方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽管模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,但与方案二比生产的零件精度稍差。
欲保证冲压件的形位精度,需在模具上设置导正销导正,模具制造、装配较复合模略复杂。
所以,比较三个方案欲采用方案二生产。
现对复合模中凸凹模壁厚进行校核,当材料厚度为2mm时,可查得凸凹模最小壁厚为4.9mm,现零件上的最小孔边距为5.5mm,所以可以采用复合模生产,即采用方案二。
(三)零件工艺计算1.刃口尺寸计算根据零件形状特点,刃口尺寸计算采用分开制造法。
(1)落料件尺寸的基本计算公式为尺寸,可查得凸、凹模最小间隙Zmin=0.246mm,最大间隙Zmax=0.360mm,凸模制造公差,凹模制造公差。
落料、冲孔、拉伸、翻边复合模设计

本科毕业设计(论文) 题目:落料、冲孔、拉伸、翻边复合模设计教学单位:西京学院专业:机械设计制造及其自动化学号: 1109331183姓名:杜军飞指导教师:董忍娥2015年 04月摘要模具应用广泛,在现代化制造中产品的模型先要经过分析设计计算,然后再设计制作模具,工业中很多产品的生产,都需要模具才能完成生产,生产出来到消费者手中,模具是衡量每个一个国家制造业水平高低的重要方法。
毕业设计设计研究内容:结构参数的选择与计算;绘制模具二维及三维装配图及零部件图、爆炸图。
主要研究方法:收集相关资料,了解冲压的整个加工过程;设计计算工艺参数;编制工艺规程;进行关键工序的落料拉伸模具设计;绘制模具零件图和装配图;撰写设计论文及设计说明书。
结果与结论:完成所有的研究内容,熟悉了冷冲压模具的工作原理,并系统地运用所学过的知识处理冷冲压模具设计中的各种问题,提高了对机械系统分析和模具设计的能力;另外,通过毕业设计培养我们阅读中外文科技文献、查阅并利用文献资料以及独立撰写科技论文的能力。
[关键词]:模具落料冲孔拉伸翻边复合模AbstractMould is widely used in modern manufacturing, product model in the first after the analysis of design and calculation, and then the mold design, a lot of products in industrial production, need to die to complete production, production out to consumers, the mould is an important measure of a country's manufacturing level. The content of graduation design, selection and calculation of the structure parameters of the die; drawing; 2D and 3D assembly drawing and parts drawing, exploded diagram. The main research methods: the collection of relevant information, to understand the whole process of stamping process parameters; design and calculation; process planning; the drawing die design were the key processes; drawing mold parts and assembly drawings and specifications; writing paper. Results and conclusion: the complete contents of all, familiar with the work principle of cold stamping die, and use all kinds of problems of knowledge processing of cold stamping die design of the study, improve the ability of analysis and die design of mechanical systems; in addition, through the graduation design we develop foreign science and Technology Literature, reading access to and use of literature and the ability of independent technical writing.Key words: die blanking punching drawing flanging compound die目录第1章绪论.......................................... 错误!未定义书签。
端盖落料拉深复合模和翻边冲孔复合模设计
摘要本文根据端盖的结构特点及技术要求通过对各工艺方案,进行比较设计了落料拉深复合模和翻边冲孔复合模,并利用proe cad 软件对其进行三维的分析。
对工件进行了工艺计算确定了各零件的尺寸及结构。
其中详细介绍了凸模、凹模、固定板、垫板、卸料板等零部件的设计与制造、以及压力机的选择和模架的选择。
关键词:冲压模具工艺方案复合模零件压力机plans,design the blanking-drawing gang dies and trimming-piercing gang dies, and carries on the three dimensional analysis using the UG software to it Launched the process computation,determine the size and structure of all parts.In which in detail introduced the designs and the manufacture of convex die,concave die,fixed plante,pad,stripper plate ,as well as the press choice and thepould frame choice. Keywords: Punching die process plans gang dies a part a press Abstract Punching die has been widely used in industri This article based on design features and technical requirements of a gland,by analyzing process al production.In the traditional industrial production,the worker work very hard,and there are toomuch work,so the efficiency is low.With the development of the science and technology nowadays,the use of punching die in the industial production gain more attention, and be used in the industrial production more and more.Self-acting feed technology of punching die is also used in production, punching die could increase the efficience of production and could alleviate the work burden so it has significant meaning in technologic progress and the pould frame choice.摘要 ................................................................................................................ 错误!未定义书签。
落料、拉深、冲孔复合模的课程设计
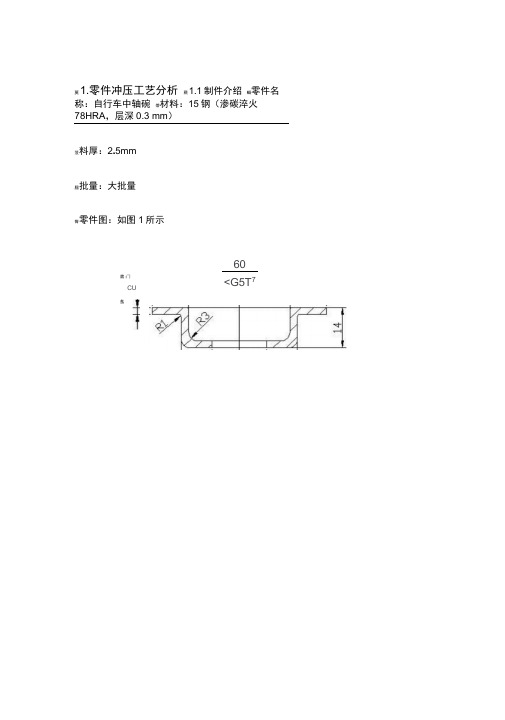
薁1.零件冲压工艺分析 羆1.1制件介绍 螄零件名称:自行车中轴碗 蒂材料:15钢(渗碳淬火78HRA ,层深0.3 mm )莈料厚:2.5mm膃批量:大批量膂零件图:如图1所示蒇:门 CU 蚃 60 <G5T 7莀1.2产品结构形状分析芀由图1可知,产品为圆片落料、有凸缘筒形件拉深、圆片冲孔,产品结构简单对称,孔壁与制件直壁之间的距离满足L > R+0.5t (查参考书[1]第75页)的要求(L =(35-19)吃=8, R+0.5t= 3+0.5 星.5= 4.25)。
蚅1.3产品尺寸精度、粗糙度、断面质量分析蒃(1)尺寸精度35皐17,为IT12 ;①40第75,查[7]第17页表1-8,尺寸精度为IT13。
賺①零件图上的未注尺寸公差要求为IT13。
芁(2)冲裁件断面质量w 0.15mm 羇板料厚度为2.5,查[1]第49页表2.2,生产时毛刺允许高度为本产品在断面质量和毛刺高度上没有严格的要求,所以只要模具精度达到一定要求,冲裁件的断面质量可以保证。
袂(3)产品材料分析袁对于冲裁件材料一般要求的力学性能是强度低,塑性高,表面质量和厚度公差符合国家标准。
本设计产品所用的材料是15钢,为优质碳素结构钢,其力学性能是强度、硬度和塑性指标适中,经热处理后,用冲裁的加工方法是完全可以成形的。
另外产品对于厚度和表面质量没有严格要求,所以采用国家标准的板材,其冲裁出的产品的表面质量和厚度公差就可以保证。
肇(4)生产批量肆产品生产批量为大批量生产,适于采用冲压加工的方法,最好是采用复合模或级进模,这样将很大地提高生产效率,降低生产成本。
零件冲压工艺方案的确定蚁2.1冲压方案薆2.膀完成此工件需要落料、拉深、冲孔、切边四道工序。
其加工方案分为以下8种:蒈(1)方案一:落料一拉深一冲孔一切边。
肅(2)方案二:落料、拉深复合一冲孔一切边。
莂(3)方案三:落料、拉深复合-冲孔切边复合。
羇(4)方案四:落料、拉深、冲孔复合一切边。
冲压工艺方案的分析与确定

冲压工艺方案的分析与确定第一篇:冲压工艺方案的分析与确定冲压工艺方案的分析与确定该零件包括落料、冲孔、弯曲三道工序,可有以下三种工艺方案:方案一:落料----冲孔---弯曲。
采用单工序模生产方案二:落料冲孔弯曲合并。
采用复合模生产。
方案三:冲孔---落料弯曲。
采用连续模生产。
方案一模具结构简单,制造容易模具寿命长,但需要两道工序两幅模具,成本高而生产效率低,难以满足大批量生产要求。
方案二只需一副模具,工序比较集中,占用设备和人员少,生产率高,适用于大批量生产,但模具结构复杂成本高。
方案三只需要一副模具,生产效率高,但模具结构复杂,制造周期长,对零件定位复杂。
第二篇:冲压工艺冲压工艺今天的课程讲三个内容,一、冷冲压工序分类;二、冲压件工艺性分析;三、常用的模具制造工艺。
中国模具的历史,可上溯几千年前,从最初的非金属生活用品、手工艺品的小批量试制,到大量的黑色金属、有色金属的铸造和锻造无不反映着那时模具的雏形。
早期的模具,人们称之为“范”,“模范”其实指的就是模具。
模具是工业生产的主要工艺装备,属于高新技术产品,当然也应当是我们美的微波炉公司的一项核心技术。
作为基础与先导工业,它的发展和应用几乎涵盖了现代社会生活的方方面面。
模具技术已成为衡量一个国家产品制造水平的重要标志之一。
模具种类繁多,主要有:冷冲压、金属型材、塑料模(注塑、滚塑、吸塑、吹塑、压胶、管型、异型材等)、压铸模、高、低压铸造沙芯、锻造、陶瓷玻璃模、粉末冶金、橡胶发泡体、弹压体成型等等。
冷冲压是先进的金属加工方法之一,它是利用模具在压力机上对材料施加压力,使其分离或变形,从而得到所需零件的一种压力加工方法。
其特点:1、在压力机简单的压力下,能够获得其他加工方法难以加工或无法加工的、形状复杂的零件。
2、实现少、无切屑,可以获得合理的流线分布和较高的材料利用率。
3、加工的零件精度较高,尺寸稳定,互换性好。
4、操作简单,便于生产;生产率高,生产过程易于实现机械化和自动化。
落料,正反拉深复合模毕业设计

落料、正、反拉深模具课程设计系别:材料工程学院专业:模具设计及制作学号:姓名:指导教师:孙老师2012年11月落料、正、反拉深模具课程设计指导教师:学生:摘要随着中国工业不断地发展,模具行业也显得越来越重要。
本论文便是设计加工落料、正、反拉深的模具。
首先对加工零件进行了加工工艺和结构工艺的分析。
通过计算毛坯尺寸和拉深系数提出了四种方案,最后确定采用落料、正反拉深复合模。
对模具的排样做出了合理的布置,使材料利用率达到较高的水平。
计算了冲压过程中所需要的各种冲压工艺力,包括落料力、卸料力、压边力、拉深力、顶料力等,并对压力机进行了合理的吨位初选。
复合模在结构上采用了正装的形式,计算出了落料、正拉深和反拉深工作部分的尺寸。
对模具的闭合高度进行了合理的确定,还设计出模具的主要零件落料凹模、凸凹模、反拉深凸模、反拉深凹模、凹模固定板等。
列出了模具所需零件的详细清单,并给出了合理的装配图。
由于拉深的深度较大,对压力机的电机也进行了功率校核并提出了润滑的附加工序,能使拉深顺利完成。
最后对模具的一个主要零件导套进行了简单的加工工艺路线的制定。
本设计对于采用单动压力机进行正反拉深具有一定的参考作用。
关键词毕业论文;模具设计;复合模;正反拉深ABSTRACTAs China's industrial continuously development, mould industry is becoming more and more important. This paper is the design process blanking, positive, FanLa deep mould. Firstly the processing parts processing technology and structure analysis of the process. Through the calculation blank dimensions and drawing coefficient puts forward four kinds of solutions, the final determination by blanking, positive and negative drawing compound die. To mould layout made reasonable decorate, make material utilization reached a high level. To calculate the stamping process need all kinds of stamping technology force, including blanking force, discharge power, blank-holder force, drawing force, lifter force, etc., and to press the reasonable tonnage primaries. Composite die on the structure adopted the form of dress, calculated the blanking, are drawing and FanLa deep working portion size. To mould height on the determination of reasonable, but also to design the mould of the main parts blanking die, die and punch, FanLa deep punch, FanLa deep concave die, die fixed plate, etc. Lists the required detailed list of mould parts, and gives a reasonable assembly drawing. Because of the depth of the deep drawing greatly, the press of motor has also carried on the power check and puts forward the lubrication additional process, can make the drawing complete. Finally, the mould a main part guide sleeve of a simple processing technology route formulation. This design for the single action press on positive and negative drawing to have the certain reference function.Key words graduation thesis; mold design; superposable die; pro and con drawing目录摘要一.分析零件的工艺性 (1)1.形状特点与尺寸精度要求 (2)2.拉深件材料要求 (2)二.确定工艺方案 (2)1.工艺方案确定 (2)三.工艺计算 (3)1.计算毛坯尺寸 (3)2.排样图的确定,条料利用率的计算 (5)3.计算冲压力、初选设备 (7)4.拉深功的计算 (8)5.初选压力机 (9)四.模具的结构设计 (11)1.模具结构形式的选择 (11)2.模具工作零件相关尺寸的计算 (11)五.选用模架、确定闭合高度 (14)1.模架的选用 (14)2.模具的闭合高度 (14)3.压力中心 (15)六.模具的主要零部件结构设计 (15)1.落料凹模 (15)2.外凸凹模 (16)3.反拉深凸模 (17)4. 反拉深凹模 (19)5.上垫板 (19)七.模具的整体安装 (20)1.模具的总装配 (20)2.模具零件 (22)八.选定冲压设备 (23)1.压力机的规格 (23)致谢参考文献一.分析零件的工艺性冲压件工艺性是指冲压零件在冲压加工过程中加工的难易程度。
二_落料_正反拉伸_冲孔_翻孔复合模具设计的工作零件结构尺寸的计算

二、落料、正反拉伸、冲孔、翻孔复合模具设计的工作零件结构尺寸的计算1.落料凹模结构设计及刃口尺寸的计算1.1确定凹模板外形尺寸凹模板采用圆形凹模板,由于压力中心在几何中心,查表2-17(见冲压工艺与模具设计一书)可得:凹模壁厚为35至45mm,本次设计C取40根据凹模的直径D=124+2C,所以可得凹模的最小外形尺寸:D=124+2⨯40=204mm查国标取标准值:凹模直径为200φmm查国标GB2873.3-81得模架的零件为;上垫板尺寸为:200⨯8上固定板尺寸为:200⨯22下固定板尺寸为:200⨯22卸料板、压边圈尺寸为:200⨯18上模螺钉尺寸为:124颗上模圆柱销钉尺寸为:124颗下模螺钉尺寸为:124颗下模圆柱销钉尺寸为:124颗孔的布置均在164的圆周上。
1.2刃口尺寸的计算124φ01-的落料拉深凸凹模的制造公差由表1—22(见冲压模具设计与制造)查得mm 040.0=凹δ,mm 030.0=凸δ。
查表1—20(见冲压模具设计与制造)查得180.0max =Z min Z =0.126由于min max 070.0Z Z ->=+凸凹δδ=0.180-0.126=0.054mm,故采用凸模与凹模配合加工方法,该冲裁件属落料件,选凹模为设计基准件,采用配合加工,只需要计算落料凹模刃口尺寸及制造公差,凸模刃口尺寸根据凹模实际尺寸按间隙要求配作。
因数由1-23(见冲压模具设计与制造)因为冲裁件精度IT14级,查得X=0.5,则落料凹模的基本尺寸计算如下:mmX D D 25.0014141max 5.12315.0124+⨯+∆+=⨯-=∆-=)()(凹凸D 按凹模尺寸配制,根据表1—20(见冲压模具设计与制造)查得其双面间隙为0.126~0.180mm ,其工作部分结构尺寸如图所示:1.3凹模的厚度的计算凹模的厚度为:H=)(1.0321mm F K K1K -凹模材料修正系数,合金工具钢取1,碳素工具钢取1.3;2K -凹模刃口周边长度修正系数见表2-18(见冲压工艺与模具设计一书);F 为冲裁力(N);冲裁力N Lt F b 1811404002.1378=⨯⨯==σ所以凹模厚度mmH 361811401.037.113≈⨯⨯⨯=根据模具结构计算凹模厚度:依据经验值取顶件块的高度为15mm,安全距离取10mm,凹模厚度:492410151=++=++=h H H H 安顶mm 按GB2858.5-81最大标准值32mm,本次设计凹模厚度取50mm.1.4凹模刃口高度的确定凹模刃口高度查表1-26(见冲压模具设计与制造), 1t 5.2≤h 6≥本次设计取h 为10mm.落料孔要安装顶件块,本次设计单边扩大10mm。
落料拉伸冲孔复合模具设计

题目: 落料拉伸冲孔复合膜设计分院:机械与电子学院姓名:沈星星学号: 20213729专业:模具设计与制造指导教师:焦锡岩毕业论文辩论时间: 2021-6-14前言随着工业开展,冲压模具的应用越来越广泛。
同时由于产品更新换代速度的加快,除了要保证模具设计质量以外,对模具设计效率的要求也越来越高。
为了促进我国冲压模具技术的开展,从计算机技术、先进加工技术及装备、其它新技术与冲压模具等方面分析了我国冲压模具的技术现状。
结果说明:经过几十年的开展,我国的冲压模具总量位居世界第三位,加工技术装备根本已与世界先进水平同步。
本文首先分析了复合模具的工艺构造,介绍了复合模具的设计,重点介绍了模具的构造、凹凸模的设计、冲裁力的计算以及冲压机的选型。
其次详细阐述了落料拉深冲孔复合模的工艺设计与构造设计过程、对拉深凸模、落料凹模、落料拉深凹凸等模具主要的成型零件以及各种标准零件进展设计计算和选择,根本上确定了落料拉深冲孔复合模的整体构造框架。
本文设计的复合模具适用于加工几何尺寸较大、形状复杂、精度要求较高的冲压类零件,通过理论分析和大量的工程实践探索,在模具上采用了一些特殊机构,可使操作简单,提高生产效率,对提高企业的市场竞争力有着现实的意义。
通过了复合模具的设计,可以将传统的分模加工合二为一,使落料、拉深、冲孔一次成形,防止了分模加工中定位误差的生产,从而保证了质量,降低了本钱,提高了生产效率。
页脚下载后可删除,如有侵权请告知删除!目录\前言 (Ⅰ)目录 (Ⅱ)第1章绪论 (1)1.1冲压模具简介 (2)1.1.1 冲压成形与冲压模具的概念 (2)1.1.2 冲压模具的分类 (2)1.2 本课题主要研究的内容及意义 (3)第2章复合模具总体方案的分析与确定 (5)2.1 工艺方案分析 (5)2.1.1 工件的分析 (5)2.1.2 落料拉深工艺分析 (5)工艺方案确实定 (6)第3章主要的工艺参数计算 (7)3.1 毛坯尺寸的计算 (7)3.2 排样 (7)3.3 工序压力计算 (8)3.4 冲压设备的选择 (9)第4章主要工作局部尺寸计算 (11)4.1 落料刃口尺寸计算 (11)4.2 冲孔刃口尺寸计算 (11)4.3 复合模具主要零件的设计 (12)第5章落料拉深冲孔复合模装配 (18)5.1 冲压模具装配的技术要求 (18)5.2 落料拉深冲孔复合模装配的特点 (19)复合模具的总体设计 (19)复合模具总装配 (19)总结与展望 (24)参考文献 (25)致谢 (26)第1章绪论在现代工业生产中,模具是生产各种产品的重要工艺装备。
落料冲孔翻边复合模具设计
前言冲压加工技术是工业的一项基础技术,在机械、电子、航空、航天、汽车、轻工等制造行业中应用广泛。
同时也对模具制造业提出了应用信息技术将先进的设计理论、方法与制造技术加以系统的集成创新的要求,促进了冲压模具设计、制造的信息化与智能化的快速发展。
进入21世纪,制造技术在中国发展更加迅速,作为制造业大国,培养数以万计的应用性、技能型人才必须采用现代教育技术手段,以实现国家的人才培养战略的需求。
概论1.1引言日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。
模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。
因为各种产品的材质、外观、规格及用途的不同,模具分为了铸造模、锻造模、压铸模、冲压模等非塑胶模具,以及塑胶模具。
随着科学技术的进步和工业生产的迅速发展,冲压加工技术的应用愈来愈广泛,模具成形已成为当代工业生产的重要手段。
1.2冲压模地位及我国冲压技术1.2.1冲压模相关介绍冷冲压:是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状、尺寸和性能的零件的加工方法。
冲压可分为五个基本工序:冲裁、弯曲、拉深、成形和立体压制。
冲压模具:在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
冲压模按照工序组合分为三类:单工序模、复合模和级进模。
复合模与单工序模相比减少了冲压工艺,其结构紧凑,面积较小;冲出的制件精度高,工件表面较平直,特别是孔与制件的外形同步精度容易保证;适于冲薄料,可充分利用短料和边角余料;适合大批量生产,生产率高,所以得到广泛应用,但模具结构复杂,制造困难。
冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。
冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。
模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。
落料、冲孔、拉深、翻边复合模

Qq:联系815862347毕业设计(论文)任务书设计(论文)题目:落料、冲孔、拉深、翻边复合模系:专业:班级:学号:学生:指导教师:接受任务时间教研室主任(签名)系主任(签名)1.毕业设计(论文)的主要内容及基本要求内容:如图所示的零件(1)生产批量:大批量;(2)材料:08(3)材料厚度:t=1.5㎜要求:(1)要有目录、设计任务书及产品图;(2)零件工艺性、经济性分析;(3)冲压零件工艺方案的拟定;(4)模具类型及结构形式的选择、排样方式、材料利用率的计算;(5)冲裁力的计算、压力中心的确定;(6)模具主要零件的确定(选择、设计和必要的计算)、压力机的选择等;(7)绘制正规的模具0#装配图一张,要求有正视图、俯视图、排样图、零件图、技术要求及明细栏;(8)绘制模具的主要零件图六张(或折合0#图纸一张),要求用计算机绘制图纸,说明书按照学院规定采用电子版格式毕业论文不少于2万字,图纸总工作量为折合0#图纸二张。
2.指定查阅的主要参考文献及说明(1)中国模具标准件手册.中国模具工业协会标准委员会编.上海科学普及出版社,1989(2)冷冲压国家标准.国家标准总局.中国标准出版社,1989(3)冷冲压工艺与模具设计.姜奎华.机械工业出版社,2002(4)模具制造工艺.黄毅宏.机械工业出版社,2004(5)冲模图册.李天佑.机械工业出版社,1998(6)冷冲模设计.丁聚松.机械工业出版社,2004(7)模具设计与制造简明手册.冯柄亮等.上海科技业出版社,2002(8)冷冲压与塑性成型——工艺与模具设计.翁其金.机械工业出版社,1990(9)冷冲模设计(第2版),赵孟栋主编.北京:机械工业出版社,1997(10)冲压手册.王孝培主编.北京:机械工业出版社,1990(11)冲压工艺学.肖景容,姜奎华主编.北京:机械工业出版社,19903摘要本设计说明书分析了零件冲压成形的工艺特点,介绍了封盖落料、冲孔、拉深翻边复合模的工作原理和结构设计过程,设计了一副包含落料、冲孔、拉深、翻边的复合模,该模具设计合理,结构紧凑,可靠性好,装、拆、修磨方便,模具使用性能良好,应用广泛。
落料拉深冲孔复合模具设计方案

专业课程设计说明书—冲压模具课程设计姓名:学号:班级:指导老师:日期:目录、工艺性分析 (2)二、工艺方案的分析和确定 (2)三、主要工作部分尺寸计算 (7)四、零件尺寸设计选取 (9)五、压力机的校核 (13)六、设计总结.................... 14 参考文献.................. 15 一、工艺性分析材料为Ly12M 料厚为0.8mm 大批量生产。
该零件为中等高度锥形件,其相对高度叵| ,锥度亠,板料相对厚度^ II 则可以采用一次拉深成形。
拉深系数—=__L1 。
根据公式[沁〕判断其在拉深过程中是否起皱。
则该工件在拉深过程不会起皱。
根据制件的材料,料厚形状及尺寸在进行冲压工艺过程中设计和模具设计时应注意以下几点:1、该工件为锥形拉深冲孔件,设计时应保证工件内尺寸的准确。
2、冲裁间隙拉深凸凹模间隙的确定应符合制件的要求。
各工序凸凹模动作的行程应保证各工序动作的稳妥连贯。
二、工艺方案的分析和确定<一)、工艺方案的分析根据制件的工艺性分析,其基本工序有落料,拉深,冲孔。
按其先后顺序组合可得到以下几种方案:1、落料——拉深——冲孔2、落料——冲孔——拉深3、落料拉深——冲孔4、落料拉深冲孔方案1、2属于单工序冲压,由于改件生产批量大且尺寸小,因此生产效率低。
方案3、4均属于复合工序,减少了工序数量。
方案4改成落料拉深冲孔复合,更减少了工序数量,提高了生产效率,故拟采用方案4.<二)、主要工艺参数计算1.毛坯尺寸计算根据等面积原则计算该零件的毛坯尺寸。
首先将该零件分成圆、圆锥台两个简单几何体。
它们的面积分别如下:毛坯展开尺寸查得拉深的修边余量亠。
则毛坯直径一一=^~~,取亠。
2.排样该工件排样根据落料工序设计。
考虑操作方便及模具结构简单,故条料宽一—一I条料的进距为—冲裁单件材料的利用率式中——冲裁件面积――一个进距内冲裁件数目 ――条料宽度 ——进距送料方向为从右向左3. 计算工序压力选择压力机 <1)落料力计算式中 一一落料力< );采用单排排样设计。
落料、冲孔、弯曲复合模设计
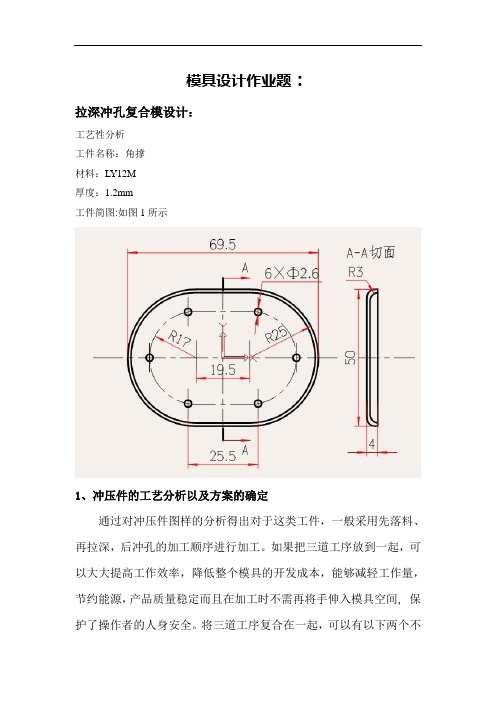
模具设计作业题:拉深冲孔复合模设计:工艺性分析工件名称:角撑材料:L Y12M厚度:1.2mm工件简图:如图1所示1、冲压件的工艺分析以及方案的确定通过对冲压件图样的分析得出对于这类工件,一般采用先落料、再拉深,后冲孔的加工顺序进行加工。
如果把三道工序放到一起,可以大大提高工作效率,降低整个模具的开发成本,能够减轻工作量,节约能源,产品质量稳定而且在加工时不需再将手伸入模具空间, 保护了操作者的人身安全。
将三道工序复合在一起,可以有以下两个不同的工艺方案:方案一、先冲孔、落料为同一工步首先完成,然后再进行拉深。
采用级进模具。
方案二、先落料,然后冲孔和拉深在同一工序;采用复合模具。
由于此零件为盒形件且直边较短拉深后由于回弹的影响,难以保证零件的精度,因此可留一截直边,零件成形后在削去多余的直边。
采用第一种方案加工工件,只需一副模具,生产效率高,但结构复杂,生产成本高。
不易保证长度尺寸的精度,而且容易磨损内孔冲头,降低模具寿命。
方案二也只需一副模具,生产效率高,结构较方案一简单。
经分析、比较最后确认方案二。
该冲压件的形状较为简单对称, 冲裁件内外形达到的经济精度为IT12~IT13,最小孔径为2.60.8 1.20.96≥⨯= mm,查钣金课本表± mm;一般冲裁件剪断面粗糙75~77页:两孔中心距公差,25.50.12度6.3 。
圆角部分r=3mm,其尺寸的精度要求不高,LY12M冲压性能较好,孔与外缘的壁厚较大, 复合模中的凸凹模壁厚部分需要足够的强度。
因此, 该工件采用落料、冲孔及弯曲复合模加工较合理。
2、主要工艺参数的计算2.1 毛坯尺寸的计算在计算毛坯尺寸前,需要先确定拉深前的形状和尺寸,又有拉深圆角半径r=3mm,板料厚度t=1.2mm,r/t=2.5,故这类弯曲件变薄不严重,横断面畸变较小,并且留出8.5的直壁高度,拉伸成型后还需要修边,故毛料展开粗劣计算即可:1)将盒形件两个圆角部分合在一起,组成一个圆筒,其展开半径为: 1222312.5 4.2354R mm π=+⨯⨯+-=, D=70mm 2)直边部分按弯曲计算展开:B=D=70mm ,3)展开后的毛料如下图:4)拉伸成型后如图:2.2 排样的设计与计算排样设计主要确定排样形式、送料步距、条料宽度、材料利用率和绘制排样图。
筒形件落料、拉深、冲孔、复合模模具课程设计剖析

目录序言 (2)第一部分冲压成形工艺设计 (5)Ⅰ明确设计任务,收集相关资料 (5)Ⅱ冲压工艺性分析 (6)Ⅲ制定冲压工艺方案 (6)Ⅳ确定毛坯形状,尺寸和主要参数计算 (10)第二部分冲压模具设计 (15)rⅡ计算工序压力,选择压力机 (16)Ⅲ计算模具压力中心 (19)Ⅴ、弹性元件的设计 (25)Ⅵ模具零件的选用 (27)Ⅶ冲压设备的校核 (29)Ⅷ其他需要说明的问题 (30)Ⅸ模具装配 (32)设计总结 (35)参考文献 (36)序言目前我国模具工业与发达国家相比还相当落后。
主要原因是我国在模具标准化,模具制造工艺及设备等方面与工业发达国家相比差距很大。
随着工业产品质量的不断提高,模具产品生成呈现的品种、少批量、复杂、大型精密更新换代速度快。
模具设计与技术由于手工设备,依靠人工经验和常规机加工,技术向以计算机辅助设计,数控编程切屑加工,数控电加工核心的计算机辅助设计(CAD/CAM)技术转变。
模具生产制件所表现出来的高精度,高复杂程度,高生产率,高一致性和抵消耗是其它制造加工方面所不能充分展示出来,从而有好的经济效益,因此在批量生产中得到广泛应用,在现代工业生产中有十分重要的地位,是我国国防工业及民用生产中必不可少的加工方法。
随着科学技术的不断进步和工业生产的迅速发展,冲压零件日趋复杂化,冲压模具正向高效、精密、长寿命、大型化方向发展,冲模制造难度日益增大。
模具制造正由过去的劳动密集、依靠人工的手工技巧及采用传统机械加工设备的行业转变为技术密集型行业,更多的依靠各种高效、高精度的NC机床、CNC机床、电加工机床,从过去的单一的机械加工时代转变成机械加工、电加工以及其他特种加工相结合的时代。
模具制造技术,已经发展成为技术密集型的综合加工技术。
本专业以培养学生从事模具设计与制造工作能力的核心,将模具成型加工原理、设备、工艺、模具设计与制造有机结合在一起,实现理论与实际相结合,突出实用性,综合性,先进性。
复合模具(冲孔、落料、拉伸)毕业设计正文

摘要本毕业设计的题目是落料、拉深、冲孔模具设计,叙述了冲压的概念、特点、基本工序及应用,分析了冲压技术的现状和发展方向,说明了冲压模具的重要性。
本文先对冲压件进行工艺分析,确定工艺方案,以工序少,模具结构简单,生产周期短,经济效益高为原则,选取最佳工艺方案,采用落料、拉深、冲孔复合模。
确定了冲压模具总体结构设计方案,进行了工艺分析与相关设计计算,包括拉深次数,排样,利用率,冲压力,拉深力等;还进行了压力机的选择及模具零件主要工作部分尺寸及公差的计算。
最后,采用CAD绘制了这一套模具的装配总图和全部非标准件的零件图。
关键词:落料;拉深;冲孔目录摘要 (I)1 绪论 (1)1.1冲压的概念、特点及应用 (1)1.2冲压的基本工序及模具分类 (2)1.3 冲压技术的现状及发展方向 (3)2 冲压件的工艺性分析 (5)2.1冲压件的工艺性分析 (5)2.2 端盖冲压工艺方案的确定 (6)3 主要工艺参数计算 (7)3.1 毛坯尺寸计算 (7)3.1.1确定修边余量 (7)3.1.2计算毛坯直径 (7)3.1.3确定是否需要压边圈 (7)3.2 确定拉深次数 (7)3.3 排样及材料的利用率 (8)3.4 计算工序冲压力 (9)3.5 冲压设备的选择 (10)3.6 模具零件主要工作部分尺寸计算 (11)3.7 弹性元件的设计计算 (13)4 落料、拉深和冲孔复合模结构设计 (14)4.1 落料凹模设计 (14)4.2 冲孔凸模长度及强度校核 (14)4.3 落料拉深凸凹模设计 (18)4.3.1拉深部分凹模圆角半径的确定 (18)4.3.2 凹模拉深部分高度的确定 (19)4.4 拉深冲孔凸凹模设计 (19)4.5 压边及顶件装置类型设计 (20)4.6 压边圈的形式设计 (21)4.7 推件块设计 (21)4.8 卸料板设计 (22)5 标准件的选择 (23)5.1 卸料螺钉的选用 (23)5.2 模柄的选用 (23)5.3 模座的选用 (23)6 结论 (24)致谢 (25)参考文献 (26)1 绪论1.1冲压的概念、特点及应用冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、 落料、 正反拉伸、冲孔、翻孔复合模具设计
的工艺性分析及方案确定
一、拉伸件工艺分析
1、材料:该冲裁件的材料为Q235,料厚1.2,属于软钢,具有较好
的可拉深性能。
零件图
2、零件结构:该制件为圆筒形拉深件,筒内有翻孔,故对毛坯的计算要精确。
3、尺寸精度:零件图上所有未注公差的尺寸,属于自由尺寸,可按IT14级确定工件尺寸的公差。
结论:适合冲压加工
二、坯料展开尺寸的计算
(1)计算拉伸料的坯料尺寸。
计算此坯料展开尺寸所需要的公式为:
i i R L D ∑=8(其中i i i i i i R L R L R L R L +++=∑........11)
根据公式的需要把图中的尺寸设为L (L 为长度尺寸)和R(R 为重心长度尺寸)划分图如下:
1确定修边余量h ∆
由于零件材料厚度t =1.2mm ,它大于1mm ,所以按中线尺寸来计算,该h=24-0.6=23.4mm, d=85-1.2=83.8mm, r=2mm 则相对高度h/d=23.4/83.5=0.28 查表3-1无凸缘零件切边余量h ∆= 2mm
则可得拉深高度H
H=h+h ∆=23.4+2=25.4mm 经过计算得到
,8.95,08.442,8.221====L L L L
1.23505.2445.32395.4029.411=====R L R R R 由公式i i R L D ∑=8(其中i i i i i i R L R L R L R L +++=∑........11)并查表得圆弧
的L=4.08与R=1.65。
[])1.238.9()05.2408.4()5.326.13()95.4008.4()8.209.41(8X X X X X D ++++= 124≈
由此可知,拉伸件的坯料展开尺寸是124φ的圆。
三、确定外筒的拉深次数
1.根据毛坯相对厚度查表确定各自拉伸的拉伸系数 97.01001242.1100=⨯=⨯D t 查表3-4可得[]55.01=m ,[]78.02=m
2.根据毛坯尺寸和拉伸系数求出拉伸件的所需拉伸次数
=1d []mm D m 2.6812455.01=⨯= mm 85π
计算结果:该零件需1次拉伸
四、计算拉伸的工序件尺寸
1.调整拉伸系数
调整拉伸系数得:m 1=0.70
2.凸凹模的圆角半径
拉深凹模与凸模的圆角半径,分别为:
mm r d 21= mm r p 21=
2判断内桶能否一次性翻边成形
一次翻边的极限翻边高度H 的表达式:
H max =(1-K min )+0.43r+0.72t
=45/2(1-0.68)+0.43X2+0.72X1.2
=8.924<13mm
所以不能一次翻边成型,要先拉深,再冲预孔,后翻边。
K min 查《冲压模具设计与制造》,表4-6软钢极限翻边系数 得0.68
3 在内筒拉深工序件的底部冲孔翻边
3.1翻边高度()t K D h 57.012
min 0+-= ()2.157.068.012
2.46⨯+-= =8.53mm
3.2预孔直径D K d ⨯=min 00
=0.68⨯46.2
=31.42mm
3.3拉深高度为t r h H h 21++-=
=13-8.53+2+2X1.2
=8.87mm
3.4翻边力的计算.
KN X X t d D F s 40.142352.1)42.312.46(14.31.1)(1.10=-=-=σπ
五 工艺方案确定
根据工件形状,初步确定采用落料、外筒拉深、内筒拉深、冲预孔、翻边等工序,现确定以下方案:
方案一:落料−→−外筒拉深−→−内筒拉深−→−冲预孔−→−翻孔 (5副模具)
方案二:落料、外筒拉深−→−
内筒拉深−→−冲预孔、翻孔(3副模具) 方案三:落料、外筒拉深、内筒拉深−→−
冲预孔、翻孔 (2副模具) 方案四:落料、外筒拉深、内筒拉深、冲预孔、翻孔(1副模具)
方案一:生产效率不高,由于要多道工序完成,致使生产效率和经济效益都降低;但模具制造周期短。
方案二:生产效率不高,完成落料、外筒拉深连续模生产效率较高,同轴度高,内筒拉深;冲预孔、翻边,它不存在定位误差,同轴度高。
模具稍微复杂。
方案三:生产效率高,因为滑块下行一次既完成落料、外筒拉深、内筒拉深等工序,不存在定位误差,同轴度高,因此冲压出来的制件精度也较高;内外拉深模具结构较复杂,因此模具制造难度大。
方案四:生产效率最高,因为滑块下行一次既完成落料、外筒拉深、内筒拉深、冲预孔、翻孔等工序,不存在定位误差,同轴度高,因此冲压出来的制件精度也较高;内外拉深模具结构较复杂,因此模具制造难度大。
结论:采用方案四。
综合考虑,总装结构图如图所示:
设计人员:广西工业职业技术学院
机械工程系模具0932班廖忠景
设计时间:2011年6月6日。