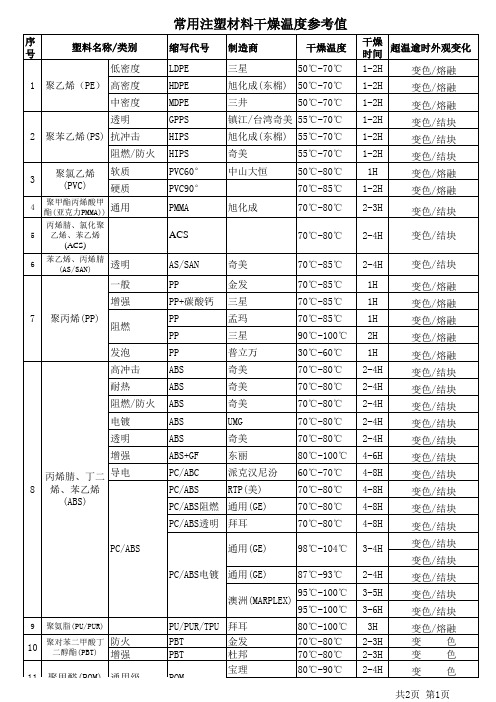
常用注塑材料干燥温度参考值
典型塑料的干燥处理条件
最大可到1000bar(使用低保压压力和高熔化温度)
高速(对于有玻璃添加剂的材料更好些)
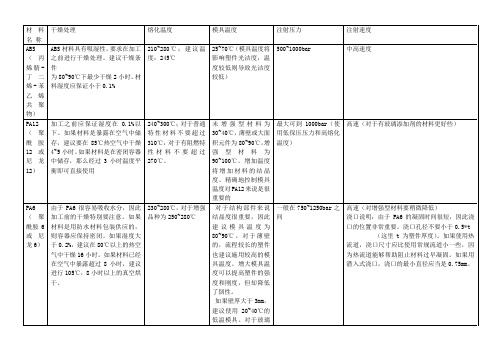
PA6(聚酰胺6或尼龙6)
由于PA6很容易吸收水分,因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
40~50℃
200~600bar
建议使用快速的注射速度。 流道和浇口: 可以使用所有常规类型的浇口
PV℃ (聚氯乙烯)
通常不需要干燥处理
185~205℃
20~50℃
可大到1500bar 保压压力:可大到1000bar
为避免材料降解,一般要用相当地的注射速度。 流道和浇口: 所有常规的浇口都可以使用。如果加工较小的部件,最好使用针尖型浇口或潜入式浇口; 对于较厚的部件,最好使用扇形浇口。针尖型浇口或潜入式浇口的最小直径应为1mm;扇形浇口的厚度不能小于1mm
80~105
为了减小成型后收缩率可选用高一些的模具温度
700~1200bar
中等或偏高的注射速度。 流道和浇口: 可以使用任何类型的浇口
PP 聚丙烯
干燥处理:如果储存适当则不需要干燥处理
220~275℃,注意不要超过275℃
40~80℃,建议使用50℃。
可大到1800bar
通常,使用高速注塑可以使内部压力减小到最小。如果制品表面出现了缺陷,那么应使用较高温度下的低速注塑。 流道和浇口: 对于冷流道,典型的流道直径范围是4~7mm。建议使用通体为圆形的注入口和流道。所有类型的浇口都可以使用。典型的浇口直径范围是1~1.5mm,但也可以使用小到0.7mm的浇口
常用塑料干燥温度参考值
镇江/台湾奇美 55℃-70℃
聚氯乙烯 (PVC)
软质 硬质
聚甲酯丙烯酸甲 通用 酯(亚克力PMMA)) 丙烯腈、氯化聚 乙烯、苯乙烯 (ACS) 苯乙烯、丙烯腈 透明 (AS/SAN)
旭化成
70℃-80℃ 70℃-80℃
奇美 金发 三星 孟玛 三星 普立万 奇美 奇美 奇美 UMG 奇美 东丽 派克汉尼汾 RTP(美)
70℃-85℃ 70℃-85℃ 70℃-85℃ 70℃-85℃ 90℃-100℃ 30℃-60℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 80℃-100℃ 60℃-70℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 98℃-104℃ 87℃-93℃ 95℃-100℃ 95℃-100℃ 80℃-100℃ 70℃-80℃ 70℃-80℃
常用注塑材料干燥温度参考值
序 号 1 塑料名称/类别 低密度 聚乙烯(PE) 高密度 中密度 透明 2 聚苯乙烯(PS) 抗冲击 阻燃/防火 3
4 5 6
缩写代号 LDPE HDPE MDPE GPPS HIPS HIPS PVC60° PVC90° PMMA ACS AS/SAN PP PP+碳酸钙 PP PP PP ABS ABS ABS ABS ABS ABS+GF PC/ABC PC/ABS
共2页 第2页
变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变 色
阻燃/抗静电 PC+碳
120℃-140℃ 3-4H 120℃-140℃ 3-4H 130℃-150℃ 6-8H
聚苯硫醚 16 (PPS) 说明: 1、单位:温度--摄氏(℃
时间--小时(H ;
常用塑料干燥处理温度参考数据
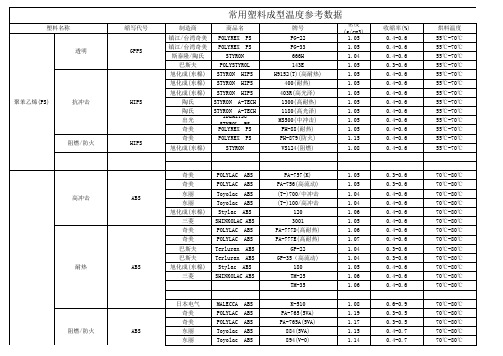
聚苯乙烯(PS)
抗冲击
阻燃/防火
高冲击
耐热 阻燃/防火
缩写代号 GPPS
HIPS HIPS
制造商 镇江/台湾奇美 镇江/台湾奇美 斯泰隆/陶氏
巴斯夫 旭化成(东棉) 旭化成(东棉) 旭化成(东棉)
陶氏 陶氏 出光 奇美 奇美 旭化成(东棉)
常用塑料成型温度参考数据
商品名 POLYREX PS
KINGFA SAMSUNG Pro-Fax PP SAMSUNG
CALP CALP CALP CALP CALP CALP CALP
AT-310 HJ730 6331 SB52S(10%TALCUM) 1420G-3(40%KD) 8200R V-0 8300R V-0 8400R V-0 8500R V-0 8900R-4(20%填充剂V-2) FR-240 V-0
LEXAN LEXAN Makrolon PC Iupilon PC
RTP
Makrolon PC LEXAN LEXAN LEXAN KINGFA KINGFA
HF1110R(高流动) 920
6265(易流动) S-3000V(低粘度)
300 (UL V-O)
6555 OQ1020 500R(PC+GF10%) 3414R(PC+40%GF) JH710 G10(PC+10%GF) JH710 G40(PC+40%GF)
70℃-90℃ 70℃-90℃ 70℃-90℃ 80℃-110℃ 80℃-110℃ 90℃-110℃
90℃-110℃ 90℃-110℃ 90℃-110℃
90℃-110℃
90℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃ 90℃-110℃
常见塑料材料的成型温度和干燥温度
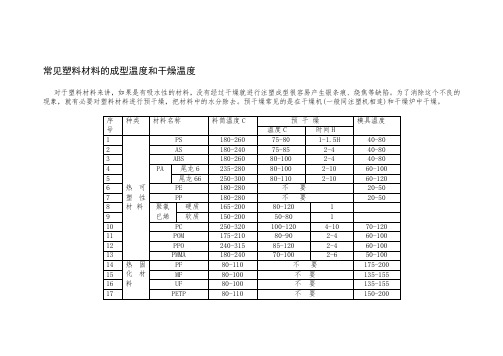
常见塑料材料的成型温度和干燥温度
对于塑料材料来讲,如果是有吸水性的材料,没有经过干燥就进行注塑成型很容易产生银条痕、烧焦等缺陷。
为了消除这个不良的现象,就有必要对塑料材料进行预干燥,把材料中的水分除去。
预干燥常见的是在干燥机(一般同注塑机相连)和干燥炉中干燥。
序号种类材料名称料筒温度C 预干燥模具温度
温度C 时间H
1
热可
塑性
材料PS 180-260 75-80 1-1.5H 40-80
2 AS 180-240 75-85 2-4 40-80
3 ABS 180-260 80-100 2-
4 40-80
4 PA 尾龙6 235-280 80-100 2-10 60-100
5 尾龙6
6 250-300 80-110 2-10 60-120
6 PE 180-280 不要20-50
7 PP 180-280 不要20-50
8 聚氯
已烯硬质165-200 80-120 1
9 软质150-200 50-80 1
10 PC 250-320 100-120 4-10 70-120
11 POM 175-210 80-90 2-4 60-100
12 PPO 240-315 85-120 2-4 60-100
13 PMMA 180-240 70-100 2-6 50-100
14 热固
化材
料PF 80-110 不要175-200
15 MF 80-100 不要135-155
16 UF 80-100 不要135-155
17 PETP 80-110 不要150-200。
常用塑料干燥温度参考值

RTP(美)
100℃-120℃ 4-12H
通用(GE)
85℃-120℃ 2-4H
通用(GE)
85℃-120℃ 2-4H
通用(GE)
100℃-120℃ 4-10H
通用(GE)
100℃-120℃ 4-10H
RTP(美)
110℃-120℃ 4-10H
拜耳
100℃-120℃ 4-10H
通用(GE)
100℃-120℃ 4-10H
PC/ABS
9 聚氨脂(PU/PUR)
10
聚对苯二甲酸丁 防火 二醇酯(PBT) 增强
11 聚甲醛(POM) 通用级
常用注塑材料干燥温度参考值
缩写代号
LDPE HDPE MDPE GPPS HIPS HIPS PVC60° PVC90° PMMA
制造商
干燥温度
三星
50℃-70℃
旭化成(东棉) 50℃-70℃
EMS
80℃-110℃ 6-12H
金发
90℃-110℃ 4-6H
金发
90℃-110℃ 4-6H
孟山都
100℃-120℃ 4-10H
巴斯夫
100℃-120℃ 4-10H
拜耳
100℃-120℃ 4-10H
东洋
100℃-120℃ 4-6H
杜邦
100℃-120℃ 4-10H
普立万
100℃-120℃ 4-6H
东丽
PC/ABC
派克汉尼汾
PC/ABS
RTP(美)
PC/ABS阻燃 通用(GE)
PC/ABS透明 拜耳
70℃-85℃
70℃-85℃ 70℃-85℃ 70℃-85℃ 90℃-100℃ 30℃-60℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 80℃-100℃ 60℃-70℃ 70℃-80℃ 70℃-80℃ 70℃-80℃
塑料材料注塑参数表

干燥温度:85-95C
干燥时间:3-5小时
有的流动性比较 差,注意注塑压力
PBT/ABS
PA/PBT
干燥温度:115-130C(必 须降到0.02-0.03%)
干燥时间:4-6小时
成型收缩率:
0.4-0.7%
PEEK
聚醚醚酮
polyetheretherket one
PMMA
聚甲基丙基酸甲酯(业克 力)
Polymethyl Methacrylate
料筒温度:190-245C,流动性差射出压力:
750-2400kg/cm3,模具温度:40-70C,螺杆转 速宜慢:背压:150-400kg/cm3
干燥温度:85-110C
干燥时间:4-6小时 对于增强类尼龙干燥温
度:95-115C左右
PPO
聚苯醚
Polyphe nylene Oxide
料筒温度:270-330C,模具温度:100-150C
采用高压、高速注射,保压(注射40-60%)
干燥温度:100-110C
干燥时间:2-4小时
吸水性比较低,但 也要注意干燥,收 缩率:
干燥温度:80-100C
干燥时间:2-4小时
AS(SAN)
丙烯晴-苯乙烯共聚物
Styre ne-Arcylo ni trile
料筒温度:180-290C,一般在230左右范围内。 模具温度保持在35-80C,射出压力:
700-2300kg/cm3,背压:100-200kg/cm3
干燥温度:85-100C
压力:50-130mpa,注射速度:中速
干燥温度:110-130C
干燥时间:3-5小时
常用塑料特性及成型温度

常用塑料特性及成型温度常用塑料特性及成型温度PEI 聚乙醚典型应用范围:汽车工业(发动机配件如温度传感器、燃料和空气处理器等),电器及电子设备(电气联结器、印刷电路板、芯片外壳、防爆盒等),产品包装,飞机内部设备,医药行业(外科器械、工具壳体、非植入器械)。
注塑模工艺条件:干燥处理:PEI具有吸湿特性并可导致材料降解。
要求湿度值应小于0.02%。
建议干燥条件为150C、4小时的干燥处理。
熔化温度:普通类型材料为340~400C;增强类型材料为340~415C。
模具温度:107~175C,建议模具温度为140C。
注射压力:700~1500bar。
注射速度:使用尽可能高的注射速度。
化学和物理特性:PEI具有很强的高温稳定性,既使是非增强型的PEI,仍具有很好的韧性和强度。
因此利用PEI优越的热稳定性可用来制作高温耐热器件。
PEI还有良好的阻燃性、抗化学反应以及电绝缘特性。
玻璃化转化温度很高,达215C。
PEI还具有很低的收缩率及良好的等方向机械特性。
PE-LD 低密度聚乙烯典型应用范围:碗,箱柜,管道联接器注塑模工艺条件:干燥:一般不需要熔化温度:180~280C模具温度:20~40C为了实现冷却均匀以及较为经济的去热,建议冷却腔道直径至少为8mm,并且从冷却腔道到模具表面的距离不要超过冷却腔道直径的1.5倍。
注射压力:最大可到1500bar。
保压压力:最大可到750bar。
注射速度:建议使用快速注射速度。
流道和浇口:可以使用各种类型的流道和浇口。
PE-LD特别适合于使用热流道模具。
化学和物理特性:商业用的PE-LD材料的密度为0.91~0.94 g/cm3。
PE-LD对气体和水蒸汽具有渗透性。
PE-LD的热膨胀系数很高不适合于加工长期使用的制品。
如果PE-LD的密度在0.91~0.925 g/cm3之间,那么其收缩率在2%~5%之间;如果密度在0.926~0.94 g/cm3之间,那么其收缩率在1.5%~4%之间。
36个常用塑胶原料成型温度,想做好工艺就牢记于心
36个常用塑胶原料成型温度,想做好工艺就牢记于心认识从文章开始!你需要、就是我们深交的开始。
ABS(丙烯腈-丁二烯-苯乙烯共聚合物)1. 依照流动性选定适当之浇道及浇口。
2. 对应浇口位置选择适当熔合状态。
3. 由于高压成形,退缩倾斜须在2°以上。
4. 成形收缩率须在0.5%左右。
5. 常用于镀金品,其注意事项如下:(1) 料管温度宜高,约220℃~250℃;(2) 射出温度宜慢(用二次加压法)、射出压力宜低;(3) 不可用离模剂;(4) 不可有收缩下陷及熔接线之流痕;(5) 成品表面不可有创痕。
6. 加热温度180~290℃、模具温度50~80℃、料管温度200~230℃、喷出料温度200~240℃、射出压力700~1500kg/cm²、最低操作温度260℃。
7. 使用热风干燥机、干燥温度为80~100℃、需时2~4小时(0.3%以下)、料管温度第一段为220~240℃;第二段为210~240℃;第三段为180~230℃;第四段为150~180℃;模具表面温度50~90℃、射出压力500~2100kg/cm²。
8. 温度设定:射嘴203~295℃、前段220~295℃、中段210~290℃、后段180~210℃;螺杆转速70~150rpm、模具温度10~80℃、保压30~60%、背压100~250kg/cm²。
9. 密度1.04~1.06g/cc,变形温度82~122℃,成型收缩率0.4~0.8%,比重1.0~1.2,线膨胀系数0.00006~0.00013/℃,成型收缩率0.3~0.8%,热变形温度66~107℃(88~113℃)。
AS(SAN)丙烯腈-苯乙烯共聚合物1. 成形品有钵裂之虞者,注意成形品设计。
特殊情况使用1°以上之退缩倾斜,注意模具不得有低陷部分。
2. 成形收缩率为0.45%左右、加热温度170~310℃、使用热风干燥机、干燥时间2~3小时(0.1%以下)、干燥温度80~100℃、料管温度180~290℃、。
注塑材料的分类
以下是注塑行业大部分的材料特性:PC/ABS 聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物和混合物典型应用范围:计算机和商业机器壳体、电器设备、草坪园艺机器、汽车零件仪表板、内部装修以及车轮盖)。
注塑模工艺条件:干燥处理:加工前的干燥处理是必须的。
湿度应小于0.04%,建议干燥条件为90~110C,2~4小时。
熔化温度: 230~300C。
模具温度:50~100C。
注射压力:取决于塑件。
注射速度:尽可能地高。
化学和物理特性:PC/ABS具有PC和ABS两者的综合特性。
例如ABS的易加工特性和PC的优良机械特性和热稳定性。
二者的比率将影响PC/ABS材料的热稳定性。
PC/ABS这种混合材料还显示了优异的流动特性。
PC/PBT 聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物典型应用范围:齿轮箱、汽车保险杠以及要求具有抗化学反应和耐腐蚀性、热稳定性、抗冲击性以及几何稳定性的产品。
注塑模工艺条件:干燥处理:建议110~135C,约4小时的干燥处理。
熔化温度:235~300C。
模具温度:37~93C。
化学和物理特性:PC/PBT具有PC和PBT二者的综合特性,例如PC的高韧性和几何稳定性以及PBT的化学稳定性、热稳定性和润滑特性等。
PE-HD 高密度聚乙烯典型应用范围:电冰箱容器、存储容器、家用厨具、密封盖等。
注塑模工艺条件:干燥:如果存储恰当则无须干燥。
熔化温度:220~260C。
对于分子较大的材料,建议熔化温度范围在200~250C之间。
模具温度:50~95C。
6mm以下壁厚的塑件应使用较高的模具温度,6mm以上壁厚的塑件使用较低的模具温度。
塑件冷却温度应当均匀以减小收缩率的差异。
对于最优的加工周期时间,冷却腔道直径应不小于8mm,并且距模具表面的距离应在1.3d之内(这里“d”是冷却腔道的直径)。
注射压力:700~1050bar。
注射速度:建议使用高速注射。
流道和浇口:流道直径在4到7.5mm之间,流道长度应尽可能短。
JHONE常规材料烘干温度、注塑温度参考值

PP-BZ11G(GH、GF) 无需烘干 B系列 G系列(01G-05G) G系列(06G-19G) J、DL系列 J、JZ系列 ZDK、JDK系列 120℃-130℃ 3-4H 120℃-130℃ 3-4H 注塑机动态作业烘 干120°C-130°C 90℃-120℃ 80℃-90℃ 80℃-90℃ 90℃-120℃ 80℃-100℃ 80℃-100℃ 85M Z011T、Z035T PA6-Z系列 PA6-ZM系列 70℃-80℃ 80℃-90℃ 3-4H 3-4H 3-4H 3-4H 3-4H 3-4H 3-4H 3-4H
PE ABS TPU TPE PVC POM
高压 中空
注塑级,板材级 D系列 耐磨、静音 耐磨、静音 软 4-8H 110℃-130℃ 4-8H 注塑机动态作业烘 干120°C-130°C 110℃-130℃ 4-8H 110℃-130℃ 4-8H 70℃-85℃ 3-4H
JHONE常规产品烘干温度、注塑温度参考值
序 号 塑料名称/类别 新料改性料 一级改性料 一级改性料 1 PP 一级改性料 非改性料 2 3
4 5
系列产品
干燥温度
干燥 时间
螺杆料筒温度 180°C-220°C 180°C-220°C 180°C-220°C 180°C-220°C 180°C-220°C 170°C-200°C 170°C-210°C 170°C-220°C 160°C-180°C 210°C-235°C 150°C-170°C 145°C-165°C 220°C-260°C 220°C-260°C 220°C-260°C 240°C-270°C 240°C-270°C 170°C-190°C
共2页 第1页
8
PA
PA6-ZM系列塑封包装 PA66/GF PA6/GF HIPS
常用塑料注塑温度大全【对照表】精选全文

可编辑修改精选全文完整版在注塑成型过程中,会遇到各种各样的问题,如出现变形、出现裂纹、出现网状龟裂、熔结痕、产生糊斑等等,这些或多或少都与注塑时的温度相关。
温度设置的准确程度会有产品的外观以及性能有很大的影响。
在注塑设定温度的时候,进料的地方温度不宜过高,可以防止进料的地方出现堵塞,夹带的空气逸出的情况,在注塑加工前,让我们一起来了解一下”常用塑料注塑温度参数“。
常见塑料注塑温度参数汇总常见塑料名称、简写和注塑温度参数在注塑生产中,常见的几个问题值得注意:由于透明塑料的透光率要高,必然对塑料制品的表面质量要求严格,不能有任何斑点,气孔,泛白、喷雾、黑点、色差、色泽不佳等缺陷,因此在整个注塑工艺中,对原料、设备、模具甚至产品的设计,都要非常注意并提出严格的甚至是特殊的要求。
第二,由于透明塑料多为高熔点,流动性差,所以为了保证产品的表面质量,经常需要对机筒温度、注塑压力、注塑速度等工艺参数进行微调,使注塑时既能充满模具,又不会产生内应力,从而导致产品变形和开裂。
以下为配料准备情况。
从设备与模具要求、注塑工艺与原料处理等几个方面,谈谈应注意的问题。
1、原料的制备和干燥由于塑料中含有任何一点杂质,因此会影响产品的透明度,从而也会影响储存、运输。
进料时要注意密封,确保原料的清洁卫生。
尤其是原料中含有水分,加热后会导致原料变质,因此一定要干燥,并且在注塑时,添加的原料必须采用干燥斗。
另外一点需要注意的是,在干燥过程中,输入的空气最好要经过过滤,除湿,以确保不会污染原料。
2、机筒,螺杆及其配件的清洗。
为了防止原料污染,并在螺杆及附件凹陷处存有旧料或杂质,特别是热稳定性差的树脂,所以在使用前和停机后,应用螺杆清洁剂对各部件进行清洗,使其不能粘有杂质,当无螺杆清洁剂时,可用PE、PS等树脂对螺杆进行清洗。
暂时停机时,为防止物料在高温下停留时间过长,引起解降,应将干燥器与机筒的温度降到160℃以下,如PC、PMMA等。
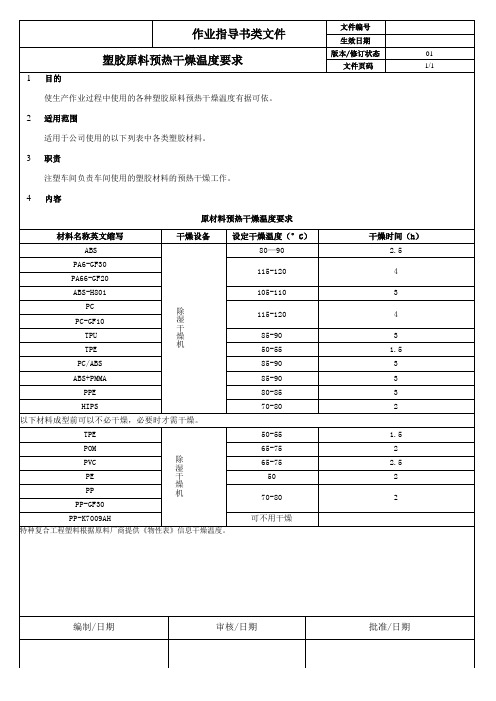
塑胶原料预热干燥温度要求
2
以下材料成型前可以不必干燥,必要时才需干燥。
TPE
除湿干燥机
50-55
1.5
POM
65-75
2
PVC
65-75
2.5
PE
50
2
PP
70-80
2
PP-GF30
PP-K7009AH
可不用干燥
特种复合工程塑料根据原料厂商提供《物性表》信息干燥温度。
编制/日期
审核/日期
批准/日期
作业指导书类文件
文件编号
生效日期
塑胶原料预热干燥温度要求
版本/修订状态
01
文件页码
1/1
1目的
使生产作业过程中使用的各种塑胶原料预热干燥温度有据可依。
2适用范围
适用于公司使用的以下列表中各类塑胶材料。
3职责
注塑车间负责车间使用的塑胶材料的预热干燥工作。
4内容
原材料预热干燥温度要求
材料名称英文缩写ABS
除湿干燥机
80—90
2.5
PA6-GF30
115-120
4
PA66-GF20
ABS-H801
105-110
3
PC
115-120
4
PC-GF10
TPU
85-90
3
TPE
50-55
1.5
PC/ABS
85-90
3
ABS+PMMA
85-90
3
PPE
80-85
3
HIPS
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚对苯二甲酸丁 防火 10 二醇酯(PBT) 增强
共2页 第1页
常用注塑材料干燥温度参考值
序 号 11 塑料名称/类别 聚甲醛(POM) 通用级 缩写代号 POM 制造商 宝理 杜邦 旭化成(东棉) PA66 一般 PA6 PA12 12 聚酰胺(尼龙) 阻燃 PA66 PA6 巴斯夫 东丽 东洋 巴斯夫 EMS 金发 金发 孟山都 PA66+GF 增强 PA612 PA6+GF 13 聚苯醚(PPO) 通用级 增强 一般 阻燃 14 聚碳酸酯(PC) 透明 增强 PC/PBT 聚对苯二甲酸 乙二醇酯 (PET) 聚苯硫醚 16 (PPS) 说明: 15 1、单位:温度--摄氏(℃ PPO(PPE) PPO(PPE) PC PC PC PC+GF PC/PBT PET PET PPS 巴斯夫 拜耳 东洋 杜邦 普立万 RTP(美) 通用(GE) 通用(GE) 通用(GE) 通用(GE) RTP(美) 拜耳 通用(GE) 三氧社 旭化成(东棉) 旭化成(东棉) 东丽 干燥温度 80℃-90℃ 80℃-100℃ 80℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃ 90℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃ 干燥 超温逾时外观变化 时间 2-4H 变 色 2-4H 变 色 2-10H 2-10H 4-6H 4-6H 4-6H 6-12H 4-6H 4-6H 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变 变 色 色
镇江/台湾奇美 55℃-70℃
聚氯乙烯 (PVC)
软质 硬质
聚甲酯丙烯酸甲 通用 酯(亚克力PMMA)) 丙烯腈、氯化聚 乙烯、苯乙烯 (ACS) 苯乙烯、丙烯腈 透明 (AS/SAN)
旭化成
70℃-80℃ 70℃-80℃
奇美 金发 三星 孟玛 三星 普立万 奇美 奇美 奇美 UMG 奇美 东丽 派克汉尼汾 RTP(美)
变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变 色
阻燃/抗静电 PC+碳
时间--小时(H ;
2、在干燥温度不变的情况下,夏季比冬季干燥时间要略长0.5小时; 3、干燥操作提示:A 干燥料斗内必须放入料斗分离器;B 干燥料斗内先除湿后加料;C 干燥料斗鼓风 风量控制在大约3/4位置;D 观察干燥机温度表上显示值应为设定值±5℃的范围内,为加温正常。 4、在生产过程中比停产备料时(取表中参考温度值高值)设定温度略高。 审批: 会签: 编制:
常用注塑材料干燥温度参考值
序 号 1 塑料名称/类别 低密度 聚乙烯(PE) 高密度 中密度 透明 2 聚苯乙烯(PS) 抗冲击 阻燃/防火 3
4 5 6
缩写代号 LDPE HDPE MDPE GPPS HIPS HIPS PVC60° PVC90° PMMA ACS AS/SAN PP PP+碳酸钙 PP PP PP ABS ABS ABS ABS ABS ABS+GF PC/ABC PC/ABS
制造商 三星 旭化成(东棉) 三井 旭化成(东棉) 奇美 中山大恒
干燥温度 50℃-70℃ 50℃-70℃ 50℃-70℃ 55℃-70℃ 55℃-70℃ 50℃-80℃ 70℃-85℃
干燥 超温逾时外观变化 时间 1-2H 变色/熔融 1-2H 变色/熔融 1-2H 1-2H 1-2H 1-2H 1H 1-2H 2-3H 2-4H 2-4H 1H 1H 1H 2H 1H 2-4H 2-4H 2-4H 2-4H 2-4H 4-6H 4-8H 4-8H 4-8H 4-8H 3-4H 2-4H 3-5H 3-6H 3H 2-3H 2-3H 变色/熔融 变色/结块 变色/结块 变色/结块 变色/熔融 变色/熔融 变色/结块 变色/结块 变色/结块 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/熔融 变 色 变 色
一般 增强 7 聚丙烯(PP) 阻燃 发泡 高冲击 耐热 阻燃/防火 电镀 透明 增强 8 丙烯腈、丁二 导电 烯、苯乙烯 (ABS)
PC/ABS阻燃 通用(GE) PC/ABS透明 拜耳
PC/ABS
通用(GE) PC/ABS电镀 通用(GE) 澳洲(MARPLEX)
9
聚氨脂(PU/PUR)
PU/PUR/TPU 拜耳 PBT PBT 金发 杜邦
共2页 第2页
100℃-120℃ 4-10H 100℃-120℃ 4-10H 100℃-120℃ 4-10H 100℃-120℃ 4-6H 100℃-120℃ 4-10H 100℃-120℃ 4-6H 100℃-120℃ 4-12H 85℃-120℃ 85℃-120℃ 2100℃-120℃ 4-10H 110℃-120℃ 4-10H 100℃-120℃ 4-10H 100℃-120℃ 4-10H 70℃-90℃ 4-10H 120℃-140℃ 3-4H 120℃-140℃ 3-4H 130℃-150℃ 6-8H
70℃-85℃ 70℃-85℃ 70℃-85℃ 70℃-85℃ 90℃-100℃ 30℃-60℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 80℃-100℃ 60℃-70℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 98℃-104℃ 87℃-93℃ 95℃-100℃ 95℃-100℃ 80℃-100℃ 70℃-80℃ 70℃-80℃