丝印生产工艺文件、QC工程图
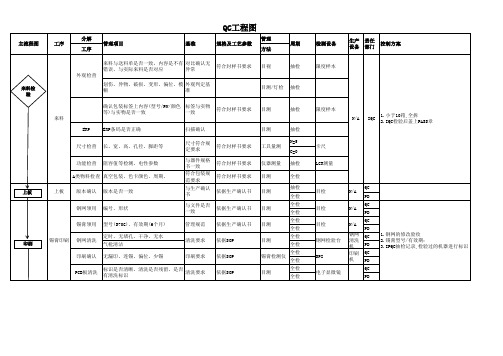
印刷制品QC工程图

主管
外发半成品、成品加工
主要为手工、辅以机器
粘裱、成形、装配、
外发加工单
样办及附属资料、QC日报表
加工商
外发QC
规格、组成、尺寸、颜色搭配、粘著度、干湿度、外观之胶水渍、压痕、起皱、歪斜等。
依样办、客户书面特别要求、我厂检验标准
首件确认,制程随机抽检、批检查按GB2828—87一般二级对照表
目测放大镜测色仪
主管
机长
组长
找出异常原因、调整机器、油墨;标识品质状况、处理品质异常
机长主管组长
上光裱胶
过油
UV裱胶机
上光、裱胶
工程单生产日报表
作业员
亮度、光滑度、颜色变异度、耐磨擦效果、上光粘坏
样板、制程检验标准
每200张至少抽检1张
目测
作
业
员
调机、调油浓度、上报、标识隔离
主管
裱纸
手、自动裱纸机
裱彩盒、彩卡等(即进行厚度加工)
进料检验标准、免检物料一览表
GB2828—87一般二级对照表
目测卷尺
主
管
及时上报;拣用、退货、特采等
主管
总监
纸
仓
铲车
唧车
卸货柜、发原纸
订购单
领料单
工程单
作业员
纸张的种类、数量、尺寸等符合要求,合理及时准确发纸。
生产计划、工程单、进料检验标准
核对、测量
目测卷尺
作
业
员
重新换纸
主管
木
样
线锯机切刀机曲模机
根据工程单和样板的要求,正确精密地制作木模
印刷制品
生产流程
管理方式
异常处理
印刷公司QC工程图范本

理丝 ↓Βιβλιοθήκη 理丝作业员1:理丝后灯丝不可
《OP自检报表》
《作业指导书》
PQC
有交叉现象
《巡检记录报告》
组长
自检 OP全检
巡检 PQC:2H/20Pcs
监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
绕丝 ↓
试亮 ↓
绕丝 试亮
1:将不良品留样 2:发《进料异常处 理单》给相关部门 3:跟踪处理结果
核准
审核
编制
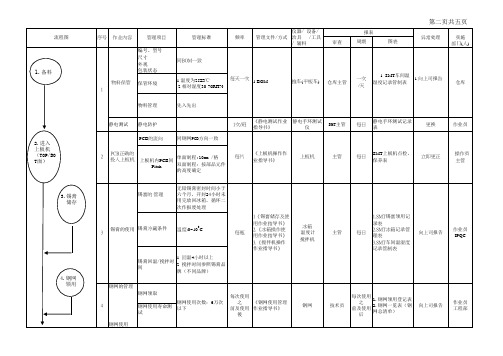
工艺流程 生产领料→核对物料→材 料上线
工程名称
管制重点
领料
1:标识 2:包装
作业标准
产品名称 页次 记录方法
依照《BOM》表 领料记录表单
文件编号
共五页-第2页
制定日期
责任人员
检验频率
检验方式
组长 仓管
每批
自检
异常处理
巡检 PQC:2H/20Pcs
监管
OP全检
自检
巡检
PQC:2H/20Pcs 监管
自检 OP全检
巡检 PQC:2H/20Pcs
监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
作业员 PQC 组长
自检 OP全检
巡检 PQC:2H/20Pcs 监管
异常处理
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
整灯老化
QC工程图
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
QC工程图-通用
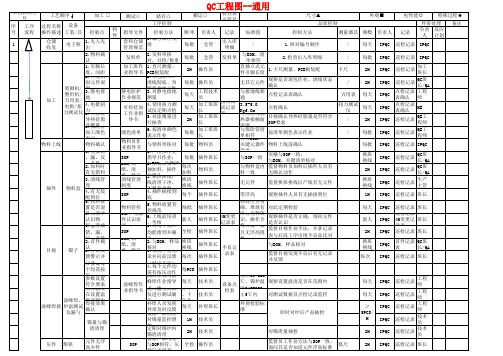
与BOM、清 2.检查出入库明细 单相符 直插立式元 2H 操作员 1.卡尺测量、PCB板装配 件引脚长度 观察是否混包作业,清线状态 每批 操作员 无其它元件 确认 工程技术 与接地线相 每天 点检记录表确认 员 通 加工班班 扭力测 3.5-5.0 每天 点检确认 试记录 Kgf.Cm 长 可控硅与散 目视确认导热硅脂量是否符合 加工班班 表 2H 热器接触面 SOP要求 长 涂满 加工班班 与保险管清 每批 按清单颜色表示作业 长 单相符 符合BOM、 每批 物料员 物料上线前确认 关键元器件 清单 实操与SOP一致; 每批 插件班长 与SOP一致 与BOM、关键清单核对 每次 与物料盒内 监督物料员加料后插件人员有 物料员 加料 料一致 无确认动作 换班 插件班长 无元件 监督换班换线后产线有无元件 换线 每个 每批 新人 全检 换班 换线 每次 插件班长 插件班长 零浮高 观察插件人员有无插接到位 对此定期检验 观察插件是否正确,询问元件 是否认识 监督目视作业手法,并拿记录 表与后段工序出现不良品比对 与BOM、样品核对 监督目视发现不良后有无记录 并反馈
SOP SOP SOP SOP SOP SOP SOP SOP SOP 日期码编 码规则 SOP SOP SOP SOP
与样板一致 监督目视作业手法,并拿记录 插件班长 不良记 且无浮高现 表与后段工序出现不良品比 录表 象 对,观察电解电容需有标记, 监督目视发现不良后有无记录 插件班长 并反馈 不良记 班长 抽检,作业手法监督 录表 外观检验标 准 班长 询问、不良警惕验证 班长 班长 班长 点检表 55±15度、 ≥1min 漆:溶剂 =9:1 ≥1mm 插件面元件 防止浸漆 烘烤温度点检、线体速度监控 漆调配比例监控 漆的厚度测试 摆放方式确认; 未干前禁止下道工序使用 点检确认,点检记录表稽查 抽检,作业手法监督 出口机测试 电压一览表 出口机测试电压一览表核对 询问、不良警惕验证 符合编码规 则且易扫描 一块板子上 3码均为一 个IC号 与样品一致 超出板面 3.5-5.0mm 解读编码,及对其进行扫描辨 认 观察操作方法是否按SOP进行作 业 抽检,作业手法监督
QC工程图

目视
作业指导 书
目视
外观检查 作业指导书 记录表
目视 目视
测试仪 目视
作业指导 书 作业指导 书 作业指导 外观检查 书
记录表
胶袋
购入品
条形码标签 购入品
无破损 规格正确
印刷正确 污染/少胶
全数 目视 全数 目视
作业指导书 作业指导书
贴附
贴附状态 全数 贴歪/夹异物 全数 目视
作业指导书
贴附位置正
确
《备注》
《记号》 :部
○:加工
D:保管 :质量、
●: 重
:捆
点作业
工程
部准 品 工 备工 本工 序序序
品名
工序名
锡膏印刷
贴片部品 B面
购入品 SMT自动 贴片
弹片正极A 购入品 弹片贴装
弹片正极B 购入品 弹片贴装
炉前检查
重
点 机械 装置
作 (制造条件) 业
管理 项 目 方法
检查
测定
项 目 方法 机器
作业指导 书
螺钉×2
购入品 打螺钉
● 电批
LED灯帽
购入品 组入
开关帽
购入品 组入
麦克风支架 购入品 组入
开关×2 购入品
电批扭力: 0.9±0.1 kgf.cm
规格正确 2回/日 滑牙/浮起
欠品
组入状态
全数
成形不良 倾斜/脱落 欠品/错品
组入状态
全数
成形不良 倾斜/脱落 欠品/错品
组入状态
成形不良 全数 浮起/欠品
全数 浮起/错品 2回/日
变形/氧化
全数
目视 测试仪
全数 目视
作业指导书
印刷制品QC工程图

否开胶、溢胶、粘坏、拖 样办、制
花、擦花、脏污、变形、 程、成品
湿度合格、
检验标 准
随时自 检、全检 QC 抽 检
目 测
规格、组成、尺寸、颜色 依样办、 首件确
搭配、粘著度、干湿度、 外观之胶水 渍、压痕、起 皱、歪斜等。
客户书面 认,制程 特别要 随机抽 检、 求、我厂 批检查按 G 检验标 准 B2828 —87
QC 工程图(手工制品类 )
生产 步骤
拼 版
晒 兰 纸
晒 版
物 料 纸 仓
木 样
生产流程
管理方式
设备 名称
作业内容
资料及表 责任
单
者
管制项目
规格值
抽样
测 定
晒 版 机
晒 版 机
晒版 机、 冲版 机
按照生产部提供的样办、工 程单、将客供菲林经过一系 列技术处理后拼制成供晒版 用的大版
过油 上光、裱胶
UV 裱 胶机
手、 裱彩盒、彩卡等(即进行厚 自动 度 加工) 裱纸 机
管理方式
责 资料及表单 任
者
管制项目
规格值
抽样
测 定
工程单 生产日报表 成品检验报 告
作 业 员
尺寸、规格、刀花、底面 刀、切斜、污脏、数量、 位置、爆角、切到字。
工程单 领纸单 样办
直 随机检查 尺
品 管
Q
C
管理方式
管制项目
规格值
抽样
测 定
PVC 胶片厚度及规格; 盒样、工
胶液浓度;所贴位置; 程单、样 胶片透明度 ;是否粘胶、 办
随时自检
目 测
溢胶
QC工程图(SMT生产流程)
每批次
1.向上司报告 作业员
17
IPQC检 查
巡检
预防生产中造成的不良
换线/新 机种
1.《SMT首件检查
作业指导书》 2.《IPQC巡查作
5倍放大镜
业指导书》
品质主管 1H/次 1.IPQC巡线记录表 1.向上司报告
IPQC
核对零件规格、
位置、极性、偏
1.《PCBA外观检
移
基板外观检查标准
验标准》 2.抽样方案(正
物料品名、规格 、版本、位置、 极性
1.用LCR表及外观图逐 一核对是否缺件 , 极反 ,错件,偏移,側立等不良
每次上线 之第一片 PCBA
问题并签名确认
1.BOM 2.位置图 3.SMT首件检查 作业指导书
1.LCR 2.镊子
QC主管
每日
1.SMT首件检查记 录表
反馈组长 技术人员
工程人员 操作员 IPQC
锡膏回温/搅拌时 间
1. 回温4小时以上 2. 搅拌时间参照锡膏品 牌(不同品牌)
每瓶
1《锡膏储存及使 用作业指导书》 2.《冰箱操作使 用作业指导书》 3.《搅伴机操作 作业指导书》
冰箱 温度计 搅拌机
钢网的管理 钢网领取
4
钢网使用次数:6万次 钢网使用寿命测 以下
试
钢网使用
每次使用 之 《钢网使用管理
18 OQC抽检
外观检验
每批次
常/加严) 3.《OQC出货检查
5倍放大镜
作业指导书》
4.《抽样检查作
包装数量/机型
不可少装、多装、混装 挤压
业指导书》
组长 技术员
每日
1.SMT OQC抽检记 1.向上司报告
丝印QC工程图
控制频率
1次/炉
负责人
操作员 操作员 IPQC 组长
记录表单
5
丝印第二次 黑色
自检
1pcs/盘 操作员
1.设备/仪器点检表 2.首件报表 3.巡检报表 4.百格测试报表 5.油墨厚度测试报表
巡检 首检
5片/次/H 1pcs/盘 1片/次/H 2pcs/架 5pcs/架/H 1pcs/次
IPQC 操作员 技术员 IPQC 操作员 IPQC 操作员 IPQC 组长 1.设备/仪器点检表 2.首件报表 3.巡检报表 4.百格测试报表 5.IR油测试报表 6.IR孔颜色上下限度 样板,可见光波长 550nm 透过率< 10% 红外光波长850nm透 过率>60% 1.设备/仪器点检表 2.首件报表 3.巡检报表 1.设备/仪器点检表 2.首件报表 3.巡检报表
9
烘烤3
烤箱:烘烤温度、烘烤时间
作业指导书 巡检
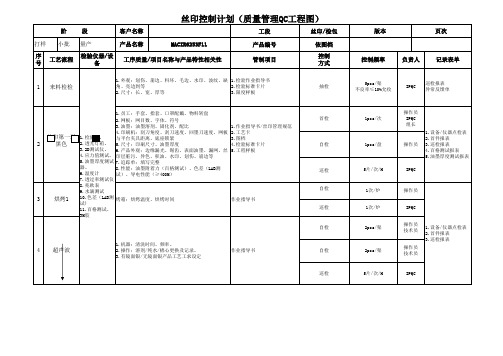
控制计划(质量管理QC工程图)
阶 打样 序 号 小批 段 量产 检验仪器/设 备 客户名称 产品名称 MACIR6253F11 工段 产品编号 丝印/检包 依图档 检测 方式
自检 作业指导书 巡检 5pcs/架/H IPQC
版本
页次
工艺流程
工序质量与产品特性相关性
丝印控制计划(质量管理QC工程图)
阶 打样 序 号 小批 工艺流程 段 量产 检验仪器/设 备 客户名称 产品名称 MACIR6253F11 工段 产品编号 管制项目 丝印/检包 依图档 控制 方式 控制频率 负责人 记录表单 版本 页次
工序质量/项目名称与产品特性相关性
1
来料检检
1.外观:划伤、崩边、料坏、毛边、水印、波纹、缺 角、亮边到等 2.尺寸:长、宽、厚等
QC工程图的制作

QC工程图的制作QC工程图是:工艺流程图+工序所需的要求和标准QC工程表的目的是依據客戶的各種需求來製造滿足其需求產品的一種輔助工具。
QC工程表之所以能達成這個目的,是因為它對設計及篩選提供了一種結構性的方法,同時對整個系統實施能增加附加價值的管制方法。
QC工程表提供了整個系統,如何減少製程與產品變異的書面化的說明。
QC 工程表不是用來取代作業標準書的。
QC工程表的方法被廣泛地應用到各種的製程與技術上。
QC工程表所扮演的是整體品質程序裡的一個整合的部分。
應該被當作活生生的文件來使用。
在品質計劃中的一個很重要的部分,就是QC工程表的製作。
QC工程表是一份敘述如何管制各種零件與製程的系統書面說明。
一份單一的QC工程表,如果是同一個製造廠商用同一個製程來進行生產,就可以應用到一群產品或產品家族上。
必要時,各種圖面可以附加在QC工程表上以作說明之用。
為了讓QC工程表發揮作用,各種製程監控的指示應明確第加以定義並持續的執行。
事實上,QC工程表說明了,將整個製程包括進料、製程、出貨以及定期性檢驗的各個階段所需採取的措施,加以詳細地說明,以確保製程所有各階段的產出均在控制中。
在正式量產中,QC工程表對需要進行管制的特性值,提供了製程進行各種監控及管制的方法說明。
由於製程會不斷地被更新及改善,所以QC工程表也隨之不斷地更新。
QC工程表在整個產品壽命週期裡,都應加以維持並被使用。
在產品壽命週期中的初期,它主要的目的是將製程管制的初步方案加以書面化與進行溝通之用。
然後,它引導我們告訴我們在製造中如何進行製程的管制及確保產品品質。
最後階段,它仍是一份活生生的書面文件,反映出現行的管制方法以及所使用的量測系統。
當量測方法及管制方法有所改善後,QC工程表也應隨之更新。
為了要讓製程管制與改善能有效的進行,必須對製程要有基本的認識。
為了對製程有充分的了解,應該組成一支具備多種學問的小組並運用各種所能取得的資訊來製作QC工程表。
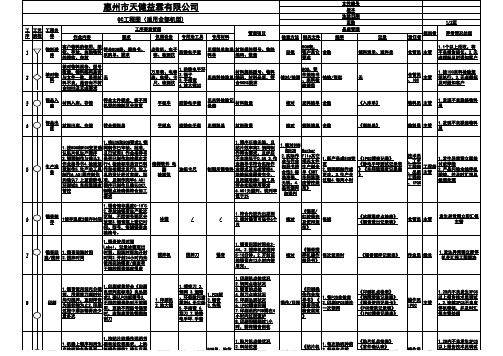
QC工程图(完整版)
1.无漏洞,且误判率小 于2%
2.选择对应型号的程序 3.将测好的PCB放入周
转盒中
1.AOI 2.防静电手环
防静电手套
周转盒
不良标签
1.AOI机点检状况 2.AOI程式确认 3.焊接品质状态
4.标示卡上需注明产 品品质状态
测试
AOI检查 作业指导 全检查 书
《AOI机点检表》 《AOI测试报表》
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
叉车/平板车 包装箱
标示卡
搬运过程中注意安全
操作
出货程序 书
全数
《出货记录表》 《送货单》
仓管员 主管
有异常要及时报告主 管
批准:
审核:
制定:谢胜章
作业员
1.发现异常要及时报 告主管 2.连续3PCS 不良应停机稽核,并 及时汇报工程主管处 理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求 和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁 干净, 无残留物、起 泡、发黄2.做好静电
要求
一致 2.上线前确认每
盘元件的极性
贴片机
飞达、上料车
BOM单、站位 表
SMT(QC工程图)
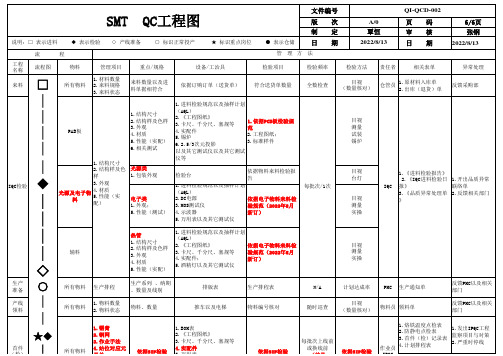
页 码6/6页 审 核张钢 日 期2022/8/13工程名称流程图物料管理项目重点/规格设备/工治具检验项目检验频率责任者相关表单异常处理来料所有物料1.材料数量2.来料规格3.来料状态来料数量以及进料单据相符合依据订购订单(送货单)符合送货单数量全数检查仓管员1.原材料入库单2.出库(退货)单反馈采购部PAB板1.结构尺寸2.结构样及色样3.外观4.材质5.性能(实配)6.相关测试1.进料检验规范以及抽样计划(AQL)2.《工程图纸》3.卡尺、千分尺、塞规等4.实配件5.锡炉6.2.5/3次元投影以及其它测试仪以及其它测试仪等 1.依据PCB板检验规范2.工程图纸;3.标准样件光源类1.包装外观检验台依据物料来料检验报告电子类1.外观;5.性能(测试)1.进料检验规范以及抽样计划(AQL)2.DC电源3.MOS测试仪4.示波器5.万用表以及其它测试仪依据电子物料来料检验规范(2022年8月新订)辅料热管1.结构尺寸2.结构样及色样3.外观4.材质5.性能(实配)1.进料检验规范以及抽样计划(AQL)2.《工程图纸》3.卡尺、千分尺、塞规等4.实配件;5.酒精灯以及其它测试仪依据电子物料来料检验规范(2022年8月新订)生产准备所有物料生产排程生产系列 、纳期、数量及线别排版表生产排程表N/A PMC 生产通知单反馈PMC以及相关部门产线领料所有物料 1.物料数量2.物料状态物料、数量推车以及电梯物料编号核对随时巡查物料员领料单反馈PMC以及相关部门1.烙铁温度点检表2.防静电点检表3.首件(检)记录表4.计划排程表1.发出IPQC工程监察项目与对策2.严重时停线依据SIP检验1.《进料检验报告》2.《IQC进料检验日报》3.《品质异常处理单》1.开出品质异常联络单2.反馈相关部门SMT QC工程图每批次/1次每批次上线前或换线前IQC作业员依据SIP检验1.BOM表2.《工程图纸》3.卡尺、千分尺、塞规等4.实配件依据SIP检验1.结构尺寸2.结构样及色样3.外观4.材质5.性能(实配)1.锡膏2.钢网3.作业手法4.站位对应元□|||||◆||||◇○||★◆光源及电子物料所有物料目视(数量核对)IQC检验首件目视(数量核对)目视测量试装锡炉目视台灯目视测量实操目视测量实操计划达成率说明:□ 表示进料 ◆ 表示检验 ◇ 产线准备 ○ 标识正常投产 ★ 标识重点岗位 ● 表示仓储日 期2022/8/13流 程管 理 方 法检验方法文件编号QI-QCD-002版 次A/0制 定覃恒。
QC工程图

QC工程图工图制作人审核批准DST-QA-00006-00判定方法管制要求和BOM单,套料单相符ROHS物料标识正确,作好相关的ESD防护和BOM单,套料单相符符合产品相关要求和BOM单,套料单相符贴有IQCPASS标识才可使用和BOM单,套料单相符和BOM单,套料单相符机型、钢网、版本储存温度:0℃-10℃,使用前解冻4H程序正确,贴片无偏移、欠品、反面等每次换料,上料由IPQC进行确认,核对每日对设备及接地,线体静电点检,并记录正常的无铅制程温度,实际温度不超过240度设定温度不超过260度,链速60-70cm/min按要求对炉温曲线进行测试挂于指定地方每日对设备及接地,线体静电点检,并记录元件不可破损、假焊、连锡、欠品、错件上锡情况良好、无溢胶,偏移现象及时、准确填写报表所有人员佩戴静电手环作业目视QC检验报表100%目视目视冰箱站位表/BOM单锡膏厚度测试每换钢网/次4H/次5PCS/次2H/次1次/日4H/次2H/次4H/次1次/日目视1次/批评价/测量技术万用表/LCR电桥目视半导体测试仪AQL抽样标准检验频率生产设备LCR测试仪半导体测试仪万用表卡尺等来料检来料检验验领料人工电子称BOM单套料单IQCPASS标识等工作单号数量、单位、规格钢网与版本核对3当需SMT时印刷锡膏/机器贴装作业指导书人工SMT工艺流程图锡膏印刷机/红胶锡膏/红胶储存及钢网使用方法换料记录锡膏使用规定锡膏/红胶印刷贴片程式/位置换料确认设备点检/保养炉温设定参数每印5PCS擦拭一次钢网,不可擦板、连锡、溢胶等无尘棉布4当需SMT时过回流炉回流炉炉温测试仪作业指导书回流炉温度温度曲线设备点检/保养元件5当需SMT时QC全检放大镜牙签静电手环作业指导书PCBA检验规范上锡状况QC检查报表静电防护QC产品防护6当需SMT时工程图目视橡皮筋静电测试仪100%板间须用气泡袋阻隔,尤其注意晶振的防护产品标识清晰、正确、张贴规范包装时不可太松太紧,限定每扎数量包装人员佩戴静电手环作业元件不可破损、假焊、连锡、欠品、错件上锡情况良好、无溢胶,偏移现象及时、准确填写报表QA人员佩戴静电手环作业完全符合我司外发AI要求元件不可破损、欠品、错件AI位置正确,元件规格与BOM、AI表相符包装时不可太松太紧,限定每扎数量防挤压,防静电等与BOM单相符与BOM单相符,客户要求相符按作业指导书作业,不可错件等标识清晰,正确所有人员佩戴静电手环作业元件用错、不可破损、无欠品、错件按相应的作业要求、工艺进行及时、准确填写报表佩戴静电手环作业同一不良点出现3次,立即反馈生产拉长。
QC工程图

V
V
V
IPQC巡检报 表
返工
26 清外观
1.外观清洁 2.清观方式
清外观作业指导 书
确认外观
1.灯管、套件是 否有异物脏污 2.有无损坏套 件,灯管,胶面
制程检验标准
自主100% 巡查1次/2 小时
目测
V
V
IPQC巡检报 表
返工
27 装面罩 材料型号
面罩安装作业指 导书
组装方向性
1.面罩方向与 PCBA、底壳方向 一致 2.无压灯 管
贴片机
1.根据BOM表,站 1.物料核对 位表核对机台物 2.LED灯位置确认 料 2.根据焊 盘确认LED灯贴片
5
过回流焊
1.确认材料 2.设备运行正常 3.回流焊温度
BOM表 过回流焊作业指 导书
回流焊机
1.贴片物料规格 型号 2.各温区温度 3.焊接质量
1.各温区设置温 度参照回流焊作 业指导书,最高 炉温为230度到 240度 2.焊点是否虚 焊,连焊,空焊 3.待过炉的PCBA 不能超过5PCS 不允许存在 1.根据BOM确认灯 的参数是否正确 (亮度,波长, 电压) 2.根据 灯的数量决定混 灯的次数
制程检验标准
自主100% 巡查1次/2 小时
目测
V
V
IPQC巡检报 表
返工
34 转板 转板数量
1.不能混装,车 上要做好标示
自主100% 巡查1次/2 小时
目测
V
V
35 剥线皮
1.材料型号 2.设备运行状况
FE-220全自动裁 线剥皮机
剥线机
1.线芯断裂 2.剥线长度
1.线芯不可断裂 2.长度根据工程 图纸、BOM
印刷行业QC工程图
MIL—STD-105E
一般II级对照表
直尺
卷尺
作
业
员
IQC
重新换纸
作业员
木
样
线锯机
切刀机
曲模机
根据工程单和样板的要求,正确精密的制作要木模
作
业
员
木样精密正确及有效合理地使用K刀和夹板,降低成本
参照样板或图纸
全检
卷尺
作
业
员
换K线或K刀,必要时重新
主管
拟制:核准:版次:
工程单
生产日报表
作
业
员
压力、压盒时间、胶水温度、表面压痕、及埋口位胶水、数量、刮痕、混款
样板
工程单
制程检验标准
自检
目测
机长
调整机器
主管
手工粘盒
手
工
礼盒包边成型
工程单
生产日报表
作
业
员
位置、折角、粘度、皱纸、
样板
工程单
制程检验标准
自检
全检
抽检
目测
作
业
员
分类整理,控制所刷胶水厚度、更换胶水、保证折角边缘与K线平行
样板
工程单
首检
每200车至少抽检一张
目测
手感
作
业
员
调整胶滚间压力及温度,不同纸张要调不同浓度的油
机长
主管
裱纸
自动
裱纸机
卡纸、纸板、瓦楞纸系列交叉贴合
工程单
生产日报表
作
业
员
粘着度、硬挺度、干湿度及防止裱纸起泡、开裂、粘坏
样板
制程检验标准
首检
SMT QC工程图

料号并签名,IPQA盖章
颗粒是否与工单相符
上线前确认每盘IC的极性
100%
SPI
印刷操作员 1. 首件 制程人员 2. 每PCS
IPQC巡检记录表
NXT
设备工程师 设备操作员
1.首件
换料记录表
XPF/XP243
设备工程师 1. 首件 设备操作员 2. 每PCS
换料记录表
根据各机型图纸对每个元件设定影像比对
检查频率
程序设定 AOI不良确认 不合格处理 不合格数目 温度设定 链条速度 程序名称
检查频率
程序设定 AOI不良确认 不合格处理 不合格数目
不良品隔离 不良品标示
依SPI工艺参数设定
当检测到不良时需确认是否为真正的不良,并按
照不良处理流程处理
经修理过后的产品须重新测试
SPI操作指引
同一不良现象连续出现5块,需反馈给SPI工程处
分板 PCBA维修 OQC抽检 贴片IPQC
不合格数目 分板程序 除尘 外观检查 静电防护 物料正确性 维修质量 外观质量 返修次数
标示卡确认
外观抽检 不合格处理 盖合格章 首件检查 物料核查 制程抽检
巡检
不良品隔离 不良品标示
转板 插件 后焊 剪脚
状态标识 时效性 产品防护 静电防护 静电防护 物料正确性 插件作业
1.首件 2.每PCS
制程工程师
1. 2.
首件 1次/天
操作员
1.首件 2.每PCS
首件确认记录表 炉温曲线 SMT检查记录表
撕金手指后再检视
撕胶带时不允许使用尖锐利器(如镊子,美工刀
等)
工作台上只允许单一工单的产品
SMT外观检验指导书 NA
喷油丝印QC工程图

移交单
出货检验
不合格品管制程序 工程图面 检验标准(规范)
包装数量、包装方式 工程图面
出货
搬运与包装管制程序 出货管制程序
移交单、交货单/物品 数量、料号 交运单、出货通知单包装数量、包装方 出货通知单 出货检验报告
膜厚计 样品 目测 测量 依MIL-STD-105E之 II-A级检验标准抽检 颜色样 色卡/百格刀 酒精测试仪 铅笔硬度计 若有任何不良应立即通知生产部及IPQC 改善,且填写“重工单”。
包装数量、包装方式 作业标准书 粘贴标签、标签书写
喷油-丝印QC 工 程 图
品名 产品型号 品号
流程 入库
(通用) (通用) (通用)
检测设备/工治具 叉车 电梯 卡尺/色差仪 百格刀/三次元 防酒精测试仪 电气测试治具 叉车 电梯 叉车 电梯 喷枪
改善措施 数量不对,通知厂商处理,材料有误, 由IQC通知厂商处理
材质、规格、数量 采购单
IQC检验
进料检验管制程序 不合格品管制程序 特采管制程序 进料检验规范
进料检验记录表 材料不良通知书 进货验收单 移交单、入帐本 电脑帐 制造命令单 领料单 喷油自检表 首(末)件检查表
清点实物与 料号核对 目测 清点 目测 随时
数量有误,产品与料号不符时要查清楚 及通知FQC确认。 数量不符要查清楚,材质不符要通知工 程或IQC确认 若来料有问题,应知会生产部及仓管, 喷油件不良应改善正常后,方可继续作 业。
喷油
首(末)件作业指导书 制程检验管制程序
色卡 膜厚计
喷油检验规范、作业标准书 喷油日报表 检验 不合格品管制程序 作业标准书 检验标准(规范) 包装 生产制程管制程序 搬运与包装管制程序 产品鉴别与追溯管制程序 喷油日报表 作业标准书 包装作业说明书 终检 产品入库检验管理程序 不合格品管制程序 检验标准(规范) 作业标准书 FQC日报表 重工单 尺寸、材质、外观 颜色、组装性能 IPQC日报表 品质异常处理单 组装性能、材质
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《品质异常处理单》
通知领班
《工艺参数记录表》
通知技术员、领班调整
通知领班.品质工程师/标 识/隔离/报废/更换材料
第 2 页,共 2 页
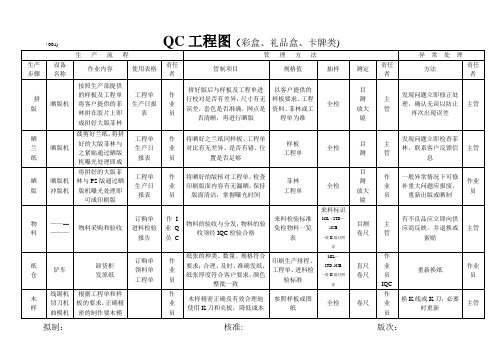
丝印生产工艺文件
样件 客 户: 产品/部品名称:此客户所有系列 生产的机 过程 过程名称/过程描述 器/设备/ NO 号 编 工装 号 80 巡检 3 4 5 90 全检 1 100 烘干 烤箱 2 1 110 包装 2 3 1 2 120 抽检 3 4 130 140 入库或转入下工序 环保测试 平台车 1 环保检查 标识 产品防护 有害物质含 量 HSF 有害物质防 护 HSF HSF 《塑胶壳检验标准》 《塑胶壳检验标准》 产品无受损 Rosh&REACH&WEEE 《HSF管控标准》 包装外观 标识 存放数量 外观/颜色 位置 有害物质防 护 HSF 时间 《真机物料需求计划表》 《真机物料需求计划表》 《真机物料需求计划表》 《塑胶壳检验标准》 《塑胶壳检验标准》 试生产 生产 核心小组成员 : 审核: 批准: 特性 产品 附着力 性能 标识 外观/颜色 温度 《烤箱管理规定》 目视检查 目视检查 目视检查 目视检查 目视检查 目视检查/卡尺 目视检查 依据HSF测试控制 计划送检 目视检查 目视检查 委外检测 HS测试仪 100% 100% 100% 100% AQL抽样 AQL抽样 AQL抽样 AQL抽样 100% 依测试要 求 每批次 每批次 每批次 每批次 每批次 每批次 每批次 每批次 每箱 1次/每1年 生产 生产 生产 生产 品质 品质 品质 品质 生产 品质 《入库单》 《HSF测试控制计划》 材质报告 有害物质检测报告 通知技术员、领班调整 隔离、更换材料、报废 《不合格品处理通知单》 《品质异常联络单》 《入库单》 通知主管、调整 有害物质防 护 HSF 过程 特殊 特性 分类 产品/过程/规范/公差 《丝印工序首检、巡检作业 规范》 评估/测量技术 百格介刀 日期: 日期: 文件编号 版 本 初版日期 升版日期 页 次 /2
生效日期 方法 抽样 数量 1次 1袋(桶) /批 1次 每批 1次 100% 100% 100% 频率 每批次 每批次 责任 部门 品质 品质
控制方法 《来料检验报告》 《来料检验报告》 《HSF测试控制计划》 材质报告 有害物质检测报告 《来料检验报告》 《盘点表》 温湿度检查表 现场看板管理 定置管理 《领料单》
反应措施/计划
隔离、标识、退货
有变更时/ 品质/采 每年 购 每批次 每月盘点 连续 连续 每批次 品质 仓库 仓库 仓库 生产
重新摆放、调整环境
ห้องสมุดไป่ตู้通知主管
《丝印产品首件确认单》 通知技术员、领班调整
生产/品 《丝印产品首件确认单》 质 品质 品质 品质 品质 生产 《品质异常处理单》 生产 生产 品质 品质 《产品巡检记录表》 《不合格品处理通知单》 通知领班.品质工程师/标 识/隔离/报废/更换材料 现场看板管理 定置管理 《丝印产品首件确认单》 通知技术员重做首件 《丝印产品首件确认单》 《丝印产品首件确认单》 《丝印产品首件确认单》 通知领班.品质工程师/标 识/隔离/报废/更换材料 通知品质、生产领班 隔离 标识 返工 通知主管、调整
生效日期 方法 抽样 数量 2PCS 频率 1次/2H 每批 每批 连续 每批次 责任 部门 品质 品质 品质 生产 生产
控制方法 《产品巡检记录表》 《不合格品处理通知单》 《品质异常联络单》
反应措施/计划
通知领班.品质工程师/标 识/隔离/报废/更换材料
《丝印工序首检、巡检作业 首件送检到实验室 5PCS/次 规范》 进行检测 《丝印工序首检、巡检作业 规范》 《塑胶壳检验标准》 XKY-Q-0058 目视检查 目视检查 目视检查 1次 100% 100%
《丝印工序首检、巡检作业 首件送检到实验室 5PCS/次 规范》 进行检测 《丝印工序首检、巡检作业 规范》 《丝印作业指导书》XKY-00060/《移印作业指导书》 位置无偏差 环保与非环保管理区分 目视检查 目视检查 目视检查 目视检查 1次 100% 完工检 100% 100% 2PCS/次
《丝印工序首检、巡检作业 目视检查 规范》 《丝印工序首检、巡检作业 目视检查/卡尺 规范》 第 1 页,共 2 页
丝印生产工艺文件
样件 客 户: 产品/部品名称:此客户所有系列 生产的机 过程 过程名称/过程描述 器/设备/ NO 号 编 工装 号 1 2 10 进料检验 3 4 1 20 储存 货架 2 3 1 30 领料 平台车 2 40 50 调油 试印 丝印机, 移印机 1 1 1 2 60 首件确认 3 4 5 1 70 批量生产 2 3 1 2 80 巡检 外观/颜色 外观/颜色 外观 位置 附着力 性能 标识 外观/颜色 位置 标识 外观/颜色 位置 有害物质防 护 HSF 有害物质防 护 HSF 压力/行程/ 时间 追溯性 《真机物料需求计划表》 《调油作业指导书》/《丝印 打样总结表》 《丝印作业指导书》/《移印 作业指导书》 《丝印工序首检、巡检作业 规范》 《丝印工序首检、巡检作业 规范》 《丝印工序首检、巡检作业 规范》 目视检查 目视检查 目视 目视检查 目视检查/卡尺 百格介刀 100% 100% 100% 2PCS/次 1PC 2PCS 每批次 连续 连续 首件 每批 首件/每批 次 首件 首件 连续 连续 连续 1次/2H 1次/2H 生产 生产 生产 《调油记录表》 通知领班 试生产 生产 核心小组成员 : 审核: 批准: 特性 产品 材质证明 原料外观 有害物质含 量 原料标识 材料存储 储存环境 有害物质防 护 原料防护 HSF HSF HSF 过程 特殊 特性 分类 产品/过程/规范/公差 《IQC来料检验规程》 《IQC来料检验规程》 Rosh&REACH&WEEE 《HSF管控标准》 《IQC来料检验规程》 /环保标识 《仓库管理制度》 《仓库管理制度》 环保与非环保管理区分 《真机物料需求计划表》 评估/测量技术 目视检查 目视检查 委外检测 HS测试仪 目视检查 目视检查 温湿计 目视检查 目视检查 日期: 日期: 文件编号 版 本 初版日期 升版日期 页 次 /2