TYPE3设置详解
type3安装设置参数

如何安装type3一.装type31.放入光盘于光驱中2.打开“我的电脑”,选择光盘并双击3.双击“TYPE3V4200”4.双击“SETUP”5.双击“NEXT”6.双击“YES”7.双击“NEXT”8.双击“NEXT”9.双击“NEXT”10.双击“NEXT”11.双击“NEXT”12.双击“NEXT”,此时电脑会自动安装,可以休息一会儿13.单击“FINISH”,电脑重新启动二.解压1.打开“我的电脑”,选择光盘并双击2.双击“TYPE3V4200”3.双击“crack1”4.单击“APPLY”5.单击“确定”6.双击“crack2”7.单击“APPLY”8.单击“确定”,此时解压已经完成三.改“后处理器”1.回到桌面,双击type3图标2.点“加入机器”前面的加号“+”3.点“CNC机器”前面的加号“+”4.选择“Fanuc 16M/Fanuc 0M”,使其成为绿色底5.单击右下角的“加入”6.单击任一“确认”7.单击右边的“后处理器……”8.把滚动条往下拉,将Nmax=999999中的6个“9”改为10个“9”9.把滚动条往下拉,将HeadpcrSz0=p中的“p”改为大写“/ROC/0”HeadpcrSz1=G91。
G28HeadpcrSz2=t 等于号“=”HeadpcrSz3=M6 后面删除.10. 将EndpcrSz0=M17中的“17”改为“05”11.单击右上角的“确认”12.将最小X最大最小Y最大Y最小最大13.单击“确认”14.单击“退出”(此时会自动弹出type3界面)四.更改可雕刻页及选项以“RS-1208”为例(根据自己的机型设置,深度都一样)按F10,需改以下参数a.通用取消步数:10改为30自动保存:20改为3单击“声音”:将勾号去掉b.显示单击“显示浮雕”:将勾号去掉c.可雕刻页宽度改为“1200mm”(L)左留边:0mm(R)右留边:0mm高度改为“800mm”(B)底留边:0mm(T)顶留边:0mm深度改为“150mm”顶边:0mm底边:0mmd.计算参数:单击“人工”,使其选中,0p1改为“2”。
法国type3详细教程

CAM模块发送物体去加工送去加工点击图标CAM模块,把物体送入CAM (演示)模块,屏幕转变成蓝色。
注释当没有成分被选中时,Type3 将发送缺省时的整个画面图形(所有层中,开放的和封闭的轮廓线形式)。
当选中一个或多个成分时,Type3 仅发送这些成分。
优化刀具路径计算计算参数这个功能能优化您的软件:适当的参数将产生理想的结果! 您可以按F10功能键得到这些参数。
按此键将显示选项对话框(或者在编辑菜单中选择选项…)。
在这个对话框中,选择计算参数。
路径走向Type 3通过设定缺省值来减少雕刻的时间。
对于某些工作,例如切割,您可以选定第二个选项来修改路径走向的顺序。
雕刻顺序人工当路径走向在人工模式中时,指定的起始点和路径顺序的选择(创建)与在CAD模块中选定的将保持一致。
最小距离缺省模式:为了最小化刀具路径的时间,将通过雕刻邻近区域的顺序来实现(X最小到X最大)。
面积最小到最大在这个模式中,将首先雕刻最小的表面(例如在字母的内部)。
注意:当您选择二维或三维切割时,Type3将自动选择这个模式。
面积最大到最小将首先雕刻较大的表面。
无警示无任一类型选项可作。
缺省模式Op1 = 0首先雕刻最小的表面。
如果选择路径走向的缺省模式不能优化您的刀具路径,您可以在您的操作中附加选项来改进雕刻的时间。
在Op1区域中,根据想要的切割类型选择数值1或2(如下所示)。
刻字Opt1 = 1所有的物体都是独立的,并且将刻好一个字,接着刻下一个字(在每种情形下内框将优先于外框先刻)。
快速计算轨线,如果刀具操作有冲突时,软件将不执行此功能,但不检查字之间的交错,所以应注意物体之间的空间以避免冲突。
刻词Op1 = 2在CAD 模式中选择的顺序保持不变。
执行的切割操作,将是一个接着一个的雕刻(在每种情形下内框将优先于外框先刻)以避免操作冲突。
对于物体之间不要求完全切割的部件,推荐使用此选项。
拉角脚按F10功能键或在编辑菜单中选择选项…,在屏幕上显示的选项对话框中点击计算参数栏。
type3使用教程
(type3使用教程)如何安装type32013-05-23 作者:佚名来源:本站整理浏览:3245 评论:0Type3能精确计算三维刀具路径,优化机器加工轨迹,并最终产生数控加工机器轨迹,并最终产生数控加工机器代码。
可以自由地选择锥型、球型、圆柱型等各种刀具和钻头,进行雕刻加工。
type3下载点此进入一.装type31.放入光盘于光驱中2.打开“我的电脑”,选择光盘并双击3.双击“TYPE3V4200”4.双击“SETUP”5.双击“NEXT”6.双击“YES”7.双击“NEXT”8.双击“NEXT”9.双击“NEXT”10.双击“NEXT”11.双击“NEXT”12.双击“NEXT”,此时电脑会自动安装,可以休息一会儿13.单击“FINISH”,电脑重新启动二.解压1.打开“我的电脑”,选择光盘并双击2.双击“TYPE3V4200”3.双击“crack1”4.单击“APPLY”5.单击“确定”6.双击“crack2”7.单击“APPLY”8.单击“确定”,此时解压已经完成三.改“后处理器”1.回到桌面,双击type3图标2.点“加入机器”前面的加号“+”3.点“CNC机器”前面的加号“+”4.选择“Fanuc 16M/Fanuc 0M”,使其成为绿色底5.单击右下角的“加入”6.单击任一“确认”7.单击右边的“后处理器……”8.把滚动条往下拉,将Nmax=999999中的6个“9”改为10个“9”9.把滚动条往下拉,将HeadpcrSz0=p中的“p”改为大写“/ROC/0”HeadpcrSz1=G91。
G28HeadpcrSz2=t 等于号“=”HeadpcrSz3=M6 后面删除.10. 将EndpcrSz0=M17中的“17”改为“05”11.单击右上角的“确认”12.将最小X:-200.000mm 最大:200.000mm改为:-2000.00mm 改为:2000.00mm最小Y:-200.000mm 最大Y:200.000mm改为:-2000.00mm 改为:2000.00mm最小:-100.000mm 最大:100.000mm改为:-50.00mm 改为:50.00mm 13.单击“确认”14.单击“退出” (此时会自动弹出type3界面)四.更改可雕刻页及选项以“RS-1208”为例(根据自己的机型设置,深度都一样)按F10,需改以下参数a.通用取消步数:10改为30自动保存:20改为3单击“声音”:将勾号去掉b.显示单击“显示浮雕”:将勾号去掉c.可雕刻页宽度改为“1200mm” (L)左留边:0mm(R)右留边:0mm高度改为“800mm” (B)底留边:0mm(T)顶留边:0mm深度改为“150mm” 顶边:0mm底边:0mmd.计算参数:单击“人工”,使其选中,0p1改为“2”。
法国type3详细教程
CAM模块发送物体去加工送去加工点击图标CAM模块,把物体送入CAM (演示)模块,屏幕转变成蓝色。
注释当没有成分被选中时,Type3 将发送缺省时的整个画面图形(所有层中,开放的和封闭的轮廓线形式)。
当选中一个或多个成分时,Type3 仅发送这些成分。
优化刀具路径计算计算参数这个功能能优化您的软件:适当的参数将产生理想的结果! 您可以按F10功能键得到这些参数。
按此键将显示选项对话框(或者在编辑菜单中选择选项…)。
在这个对话框中,选择计算参数。
路径走向Type 3通过设定缺省值来减少雕刻的时间。
对于某些工作,例如切割,您可以选定第二个选项来修改路径走向的顺序。
雕刻顺序人工当路径走向在人工模式中时,指定的起始点和路径顺序的选择(创建)与在CAD模块中选定的将保持一致。
最小距离缺省模式:为了最小化刀具路径的时间,将通过雕刻邻近区域的顺序来实现(X最小到X最大)。
面积最小到最大在这个模式中,将首先雕刻最小的表面(例如在字母的内部)。
注意:当您选择二维或三维切割时,Type3将自动选择这个模式。
面积最大到最小将首先雕刻较大的表面。
无警示无任一类型选项可作。
缺省模式Op1 = 0首先雕刻最小的表面。
如果选择路径走向的缺省模式不能优化您的刀具路径,您可以在您的操作中附加选项来改进雕刻的时间。
在Op1区域中,根据想要的切割类型选择数值1或2(如下所示)。
刻字Opt1 = 1所有的物体都是独立的,并且将刻好一个字,接着刻下一个字(在每种情形下内框将优先于外框先刻)。
快速计算轨线,如果刀具操作有冲突时,软件将不执行此功能,但不检查字之间的交错,所以应注意物体之间的空间以避免冲突。
刻词Op1 = 2在CAD 模式中选择的顺序保持不变。
执行的切割操作,将是一个接着一个的雕刻(在每种情形下内框将优先于外框先刻)以避免操作冲突。
对于物体之间不要求完全切割的部件,推荐使用此选项。
拉角脚按F10功能键或在编辑菜单中选择选项…,在屏幕上显示的选项对话框中点击计算参数栏。
法国type3详细教程

CAM模块发送物体去加工送去加工点击图标CAM模块,把物体送入CAM (演示)模块,屏幕转变成蓝色。
注释当没有成分被选中时,Type3 将发送缺省时的整个画面图形(所有层中,开放的和封闭的轮廓线形式)。
当选中一个或多个成分时,Type3 仅发送这些成分。
优化刀具路径计算计算参数这个功能能优化您的软件:适当的参数将产生理想的结果! 您可以按F10功能键得到这些参数。
按此键将显示选项对话框(或者在编辑菜单中选择选项…)。
在这个对话框中,选择计算参数。
路径走向Type 3通过设定缺省值来减少雕刻的时间。
对于某些工作,例如切割,您可以选定第二个选项来修改路径走向的顺序。
雕刻顺序人工当路径走向在人工模式中时,指定的起始点和路径顺序的选择(创建)与在CAD模块中选定的将保持一致。
最小距离缺省模式:为了最小化刀具路径的时间,将通过雕刻邻近区域的顺序来实现(X最小到X最大)。
面积最小到最大在这个模式中,将首先雕刻最小的表面(例如在字母的内部)。
注意:当您选择二维或三维切割时,Type3将自动选择这个模式。
面积最大到最小将首先雕刻较大的表面。
无警示无任一类型选项可作。
缺省模式Op1 = 0首先雕刻最小的表面。
如果选择路径走向的缺省模式不能优化您的刀具路径,您可以在您的操作中附加选项来改进雕刻的时间。
在Op1区域中,根据想要的切割类型选择数值1或2(如下所示)。
刻字Opt1 = 1所有的物体都是独立的,并且将刻好一个字,接着刻下一个字(在每种情形下内框将优先于外框先刻)。
快速计算轨线,如果刀具操作有冲突时,软件将不执行此功能,但不检查字之间的交错,所以应注意物体之间的空间以避免冲突。
刻词Op1 = 2在CAD 模式中选择的顺序保持不变。
执行的切割操作,将是一个接着一个的雕刻(在每种情形下内框将优先于外框先刻)以避免操作冲突。
对于物体之间不要求完全切割的部件,推荐使用此选项。
拉角脚按F10功能键或在编辑菜单中选择选项…,在屏幕上显示的选项对话框中点击计算参数栏。
TYPE3操作使用手册
TYPE3软件使用说明目录软件安装与设置 (01)TYPE3 CAD模块 (XX)界面的定制 (XX)工具的使用 (XX)画图工具 (XX)选取工具与放大镜 (XX)对齐工具 (XX)变形工具 (XX)特效工具 (XX)复制工具 (XX)文本工具 (XX)节点工具 (XX)图层 (XX)测量工具 (XX)F2,F3,F10快捷键 (XX)TYPE3 CAM模块 (XX)创建刀具路径 (XX)刀具路径目录 (XX)TYPE3与其它软件的并用 (XX)软件的安装与设置安装将光盘放入光驱,双击X:\type3\type3v4200\setup.exe.依提示安装,重新启动电脑.默认的安装目录是c:\vision.双击桌面上的TYPE3图标,初次运行会出现加入机器的界面,入下图。
点击“+”,指向CNC机器下的AXYZ G-CODE TPWIN,点加入,进入接口设置,点击前一个确认即可。
进入设置机器的窗口,点“确认”。
再点击下一界面的“退出”。
这时我们将伴着节奏音乐进入TYPE3的世界。
设置按键盘上的F10或者点击菜单栏的“编辑”里“选项”,点击“可雕刻页”标签,依下图设置。
点“确定”退出。
点击菜单栏里“更改”下的“可雕刻页”,如下图设置。
点“确定”退出。
用画图工具里的矩形在页面上画适当大小的矩形,进入CAM模块。
用扫描计算刀具路径,在刀具库中选择一把锥刀,在扫描的经过参数里将覆盖率改为40%,点“确认”。
这时在刀具路径根目录下的层次1里出现“扫描”,右键单击,如下图。
点击“机器工作”,出现“机床工作”界面。
如下图。
选择第二个。
选择第一个点份额,将初始位置与结束位置中的Z改为5mm。
点“确认”退出。
点击“文件”,再点“更改”,如下图。
将c:\vision\draws\ 改成e:\daolu,点“确认”注意:一般我们将TYPE3产生的刀具路径文件集中放在一个文件夹里,所以先在其它驱动器里创建一个文件夹,比方说e:\daolu。
Type3软件安装及操作
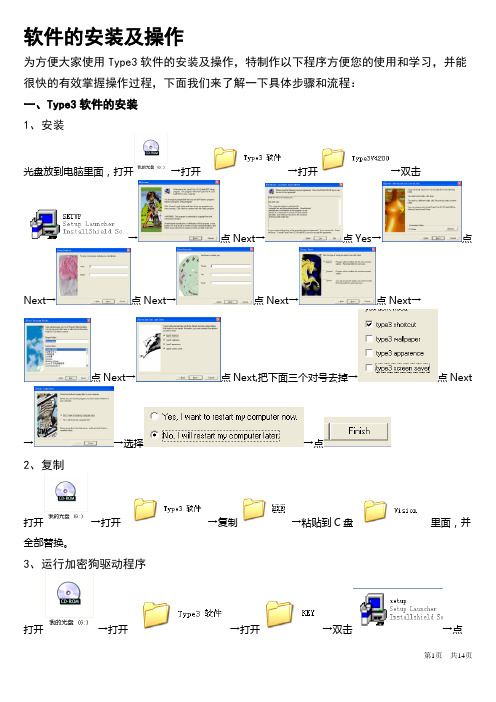
软件的安装及操作为方便大家使用Type3软件的安装及操作,特制作以下程序方便您的使用和学习,并能很快的有效掌握操作过程,下面我们来了解一下具体步骤和流程:一、Type3软件的安装1、安装光盘放到电脑里面,打开→打开→打开→双击→点Next→点Yes→点Next→点Next→点Next→点Next→点Next→点Next,把下面三个对号去掉→点Next→→选择→点2、复制打开→打开→复制→粘贴到C盘里面,并全部替换。
3、运行加密狗驱动程序打开→打开→打开→双击→点Next→点Next→点Next→点Install→点(注:KEY运行两遍)4、type3设置打开桌面上会出现“设置机器”→点开“加入机器”→点开“雕刻机”→选中“HPGL3D_001”→点“加入”→点“确定”→输入此数值根据机器外形尺寸大小确定,最大为正数,最小为负数。
(例如机器外形尺寸为3000X10000,那么最小X:-3000 最大:3000最小Y:-10000 最大Y:10000)→点“确认”→点“退出”→→点“编辑”→点“选项”→→→点“显示”→把每步移动:改为“1”→点“确定”→把左边的工具栏全点开,拖到上面→上面显示为→把鼠标移到上面,点→按F2→随便设置个长宽,如长100,宽100→点→再按空格键→右击我们画的图形,直到我们能看清楚为止→拖动图形上的线,不松手并按F2→选上面的→把X,Y,Z全改为0→点→点→点前面的加号→点前面的加号→双击“绘图”→点“确定”→把文件保存在你所使用的文件夹内→点→→右击空白处→点“增加刀具”(割缝的设置:根据切割钢材的厚度,使用割嘴的大小,速度的快慢及压力大小等情况来确定割缝大小,一般3-20mm板厚的割缝在2mm左右,其他情况根据试割的缝隙大小来确定割缝大小,这样才能精确的控制尺寸)→按此填写选择此刀具设置割缝的大小→点“确定”→→点“确定”→再点“确定”→→→右击→点“机器工作”→→把“测试”改为“文件”→点→→点“继续”→点“继续”→点“取消”→Type3设置好了,可以把软件关掉了二、Type3软件操作首先我们来介绍一下软件的使用说明,因为大家对CAD画图比较熟悉,所以先从导入图形入手进行讲解。
TYPE3用户指南(浮雕说明书)

Vision numeric USA, INC美国.
1835 Shackelford Court – Suite 320
Norcross, GA 30093 – USA
Tel. +1 770 717 1122
Fax +1 770 717 1433
E-mail [email]vision-numeric@[/email]
显示点阵图 28
显示矢量方向 28
显示起点 28
显示控制点 28
在二维观看中演示浮雕 29
每步移动 29
抓取距离 29
表面疏密 29
显示方向 30
显示线框图 30
显示填充色中的线条 30
色彩加工 31
更改轴的原点 31
自动保存 32
文件管理 32
建立新文件 32
打开已有的文件 32
 加密狗接口上避免加插打印机接口。
 如您必须使用打印机,您必须先将计算机和打印机的电源关闭,并拔下电源插头,然后再接上加密狗,再连接打印机、接上电源。
 计算机上所有的连接接口(包括加密狗、显示器接口、扫描仪接口等),均严禁热插拔,否则将造成计算机组件的损坏。
曲面到浮雕物体的转换 191
从浮雕物体中剪取某个部分 192
利用标志建立不对称的剖面 193
根据曲线建立一固定高度的剖面 195
曲线扫描 198
从扫描图片中获取一个浮雕 205
删除一个剖面 205
选择凸或凹的浮雕 205
三点确立一个平面 206
计算浮雕的刀具路径 207
[小学]Type3软件操作方法
![[小学]Type3软件操作方法](https://img.taocdn.com/s3/m/09446c4e7f21af45b307e87101f69e314332fa7b.png)
[小学]Type3软件操作方法Type3软件操作方法1. 双击打开type3(或者右击——打开),如下图。
2. 单击文件——输入,如下图。
3. 然后选择已经做好的文件路径,文件名,文件格式等(注:本type3 只支持文件类型下的所有格式,最多的是EPS,DXF,PLT等)如下图。
4. 单击打开。
这个时候文件已经在type3里面了。
5. 然后选择工具箱中的选取工具。
如下图。
6. 然后把途中的文件移动到页面的左下角,(移动的方法有两个?移动的同时按F2,在跳出来的窗口如图一中单击相对原点移动,然后把方向改为左下角,然后把X,Y,Z坐标改为0,如图二图一图二在软件的最下面有一个锁,并且把它锁上如下图,然后用选取工具拖动就可以了,如下图。
)7. 然后单击CAM模块进去编导程序,如下图。
8. 单击创建刀具路径进去编刀路径列表中如下图。
9. 在弹出来的窗口中双击二维切割,如下图。
10. 接着会跳出来一个提示框,单击确定如下图。
11. 单击好确定以后会跳出来一个保存文件对话框,直接单击保存就可以,这个是做个备份使用的,如下图。
12. 在跳出来的窗口中选择刀具参数和切割深度如下图。
13. 单击右侧的刀具参数进入刀具编辑,如下图。
14. 输入刀的刀的名称,直径,及长度如图一和图二。
图一刀的名称及直径图二,刀的长度15. 然后再设置刀切割深度,如下图。
16. 单击刀具路径一览表,如下图。
17. 在弹出来的窗口中右击层次一下面的二维切割找机器工作如下图。
18. 单击文件后面的更改如下图。
19. 输入文件名,然后单击确认,如下图。
20. 然后再单击执行,如下图。
21. 在弹出来的提示框中单击继续,如下图。
Type3操作步骤

拆开:选择一个集合好的图形,然后点击拆开按钮,所选择的图形就拆开成多个图形。
三:图形加工
选择加工图形----点击[CAM模块]按钮----点击创建刀具路径图标--点击[分组]前面的 “+号”--点击[二维组]前面的“+号”--选择需要进行加工的方法--然后按下文的蓝色 确认按钮--选择文件的保存位置和文件名--按确认----出现二维切割对话框----点击右 上角刀具选择按钮--出现选取刀具对话框--选择适合的刀具--按确认--在刀具路径参数 里面输入合适的数据,选择内切割或外切割--点击确认按钮----点击刀具路径按钮--出 现刀具路径表对话框--鼠标右键点击前面选择的加工方法--点击刀具路径模拟--观看模 拟图形,如有错误及时改正。
Type3操作方法和步骤
一:选择图形
A:选择图形
(点击画图工具,在图形栏中选择自己需要的工具)按左键在桌面上 画出图形,不松 开左键,左手按下F2键。
B:输入参数
(选择坐标点位置)输入边长和宽。
二:图形的处理
A:复制工具:需要相同的图形两个以上的图形进行对齐处理时使用。先选择不需要移动的图形,再选 择需要对齐的图形,然后点击对齐工具,选择对齐的方法。(左手按Ctrl键, 右手用鼠标选择要对齐的图形)
C:变形工具:先选择需要变形的图形,再点击变形工具,选择变形的方法。(清洗孔上面的 螺丝孔)
D:特效工具:选择需要处理的图形,然后点击特效工具,选择自己需要的特效处理方法。( 油箱中间隔板文件的制作多用到,只需要使用割熔就行,注意,先选择的图形 是被割的图形)
E:图形的集合与拆开:
集合:选择需要集合的图形,然后点击集合按钮。所选择的图形就集合成一个整体。
type3说明书
一、产品简介(一)、主要性能及特点:1、简便易学,接口方便。
CAD 图形通过转换软件自动生成走刀轨迹,自动识别内外切割,自动生成引入引出线。
合理排续,内孔优先。
单个零件优先切割,可以使用非封闭图形进行特殊切割。
长条切割,最有效的减少热变形。
可与进口type3、Mastercam、ProE、国产CAXA、文泰等软件提供接口。
割缝自动补偿,辅助套料,自动排续,连续批量切割。
自动升降速,自动识别切割起点,弯道速度平稳,提高切割精度。
内外置U盘方式,将文件通过外置U 盘传入内置U盘。
即使断电,数据也不会丢失。
数据通过压缩码方式存储,大大提高存储质量。
随机加密方式、保证数据安全。
2、操作方便,维护简便。
友好的界面,中文汉显,随机提示操作方法,键盘简便,操作快捷,一目了然。
接口指示灯可直接提供故障诊断。
3、物美价廉,结构紧凑。
合理节约安排空间,强劲紧凑的结构设计,使得机器运行更加平稳,切割品质保证。
4、增加抗干扰处理,最大限度的避免故障率。
5、纵向长度不限。
(二)、产品的用途及适应范围本产品为价格经济、操作与维护傻瓜型设计的数控火焰、等离子两用切割机,是专门用于金属板材下料的数控设备。
能实现对各种金属材料按任意图形下料切割。
割口粗糙度可达25 (▽3),CNCAM cut system 数控火焰、等离子两用切割机使用说明书徐州卡斯特数控设备制造厂切割后的割口面一般情况下不需要进行表面加工。
具有自动化程度高、使用方便、精度高、可靠性高、价格低,操作、维护非常简便等优点,广泛适用于机床制造、造船、压力容器、工程机械、矿山机械、电力、桥梁建筑、钢结构等行业。
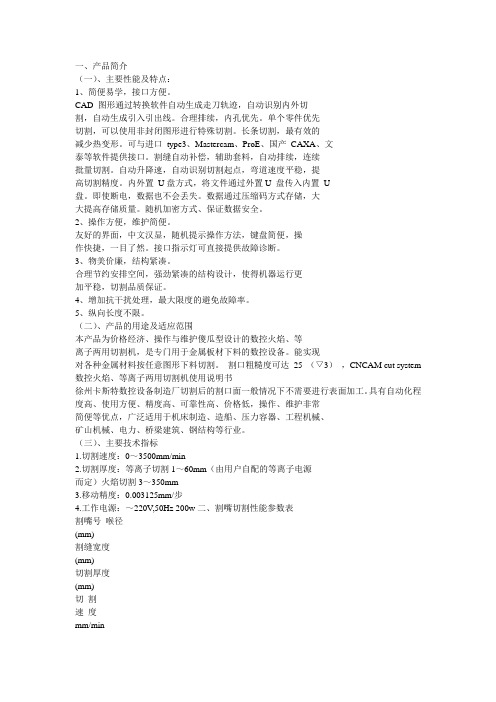
(三)、主要技术指标1.切割速度:0~3500mm/min2.切割厚度:等离子切割1~60mm(由用户自配的等离子电源而定)火焰切割3~350mm3.移动精度:0.003125mm/步4.工作电源:~220V,50Hz 200w二、割嘴切割性能参数表割嘴号喉径(mm)割缝宽度(mm)切割厚度(mm)切割速度mm/min丙烷压力Mpa切割氧压力Mpa切割氧耗量(m3/n)0 0.6 ~1.1 5~10 700~500 0.03 0.7~0.8 1.251 0.8 ~1.3 10~20 600~400 0.03 0.7~0.8 2.462 1.0 ~1.5 20~35 500~350 0.03 0.7~0.8 3.553 1.2 ~1.7 35~50 400~300 0.03 0.7~0.8 5.474 1.4 ~1.9 50~70 350~250 0.04 0.7~0.8 7.455 1.6 ~2.1 70~100 300~220 0.04 0.7~0.8 10.136 1.8 ~2.3 100~130 260~200 0.04 0.7~0.8 11.567 2.1 ~2.6 130~170 210~170 0.05 0.8~0.9 15.708 2.4 ~2.9 170~220 180~140 0.05 0.8~0.9 19.209 2.7 ~3.2 220~260 150~110 0.05 0.9~1.0 24.7310 3.1 ~3.6 260~320 110~80 0.07 1.0~1.1 35.5011 3.4 ~3.9 320~380 90~60 0.08 1.1~1.2 46.4012 3.8 ~4.3 380~450 70~50 0.08 1.2~1.3 62.70三、TYPE3 的使用从其它作图软件作的图调入TYPE3 里方法:在AUTOCAD、CAXA 电子图版、Solidwork等软件里做好的图可以另存为DXF 的格式调入TYPE3里。
TYPE3设置详解
TYPE3设置详解
打开Type3软件
打开“编辑”下的“选项”,做如下修改:
(1):“计算参数”中,选择“路径走向”下的“人工”;勾选“自动熔化”。
(2):“可雕刻页”中,分别把其中的宽度、高度、深度改为机器幅面的大小,如RS1212型,宽度为1200mm,高度为1200mm,深度为110mm,其余均为0,单位为毫米:mm。
确定。
打开“更改”下的“可雕刻页”,将其中的宽高深度做同上修改,其余均为0。
在Type3中做任意图形,进入“CAM”创建任意刀具路径,机器工作。
在“机床工作”中,做如下修改:
(1):打开“份额”,勾选“曲线线段化”,将“Z安全起始位”修改为1mm。
(2):在“机床工作”对话框中,激活“开锁”标志,点选“文件”,确定。
(3):修改“机床工作”框中心位置的参数为5到10,此为加工中的抬刀高度。
保存并关闭Type3,软件设置结束。
TYPE3操作使用手册
TYPE3软件使用说明目录软件安装与设置 (01)TYPE3 CAD模块 (XX)界面的定制 (XX)工具的使用 (XX)画图工具 (XX)选取工具与放大镜 (XX)对齐工具 (XX)变形工具 (XX)特效工具 (XX)复制工具 (XX)文本工具 (XX)节点工具 (XX)图层 (XX)测量工具 (XX)F2,F3,F10快捷键 (XX)TYPE3 CAM模块 (XX)创建刀具路径 (XX)刀具路径目录 (XX)TYPE3与其它软件的并用 (XX)软件的安装与设置安装将光盘放入光驱,双击X:\type3\type3v4200\setup.exe.依提示安装,重新启动电脑.默认的安装目录是c:\vision.双击桌面上的TYPE3图标,初次运行会出现加入机器的界面,入下图。
点击“+”,指向CNC机器下的AXYZ G-CODE TPWIN,点加入,进入接口设置,点击前一个确认即可。
进入设置机器的窗口,点“确认”。
再点击下一界面的“退出”。
这时我们将伴着节奏音乐进入TYPE3的世界。
设置按键盘上的F10或者点击菜单栏的“编辑”里“选项”,点击“可雕刻页”标签,依下图设置。
点“确定”退出。
点击菜单栏里“更改”下的“可雕刻页”,如下图设置。
点“确定”退出。
用画图工具里的矩形在页面上画适当大小的矩形,进入CAM模块。
用扫描计算刀具路径,在刀具库中选择一把锥刀,在扫描的经过参数里将覆盖率改为40%,点“确认”。
这时在刀具路径根目录下的层次1里出现“扫描”,右键单击,如下图。
点击“机器工作”,出现“机床工作”界面。
如下图。
选择第二个。
选择第一个点份额,将初始位置与结束位置中的Z改为5mm。
点“确认”退出。
点击“文件”,再点“更改”,如下图。
将c:\vision\draws\ 改成e:\daolu,点“确认”注意:一般我们将TYPE3产生的刀具路径文件集中放在一个文件夹里,所以先在其它驱动器里创建一个文件夹,比方说e:\daolu。
Type3安装说明

自动熔化--打勾
拉角脚--打勾
OP0--17
1 install Tຫໍສະໝຸດ pe3 4200 2 复制“crack” 里面的所有文件,粘贴覆盖 type3的已安装文件夹里面
3 安装完成后,运行程序,按以下步骤进行参数设置:
加入机器---选择 CNC机器---选择 Fanuc16M/Fanuc OM
设置机器---后处理器---Nmax= 加3个9以上
留边 0
制作字模后,选择CAM模块--二维刀具选择一个(一般为0.3、0.5的刀)--机器工作---份额---曲线化
刀具通常设定为(0.3、15、3.25) 内切割、调整刀具、深度 1mm
HeadPcrSz0、1、2、3 等号以后的字符除去(注意:仅去除4个等号后的几个字符,不是3=以后的所有字符)--确定
总尺寸: X设后 正负2000以上
Y 正负2000以上
最小 正负1000以上
按F10 选择 “选项” 设定:1、计算参数
OP1--2
2、可雕刻页: 宽度 650
高度 900
深度 110
Type3-雕刻机设置
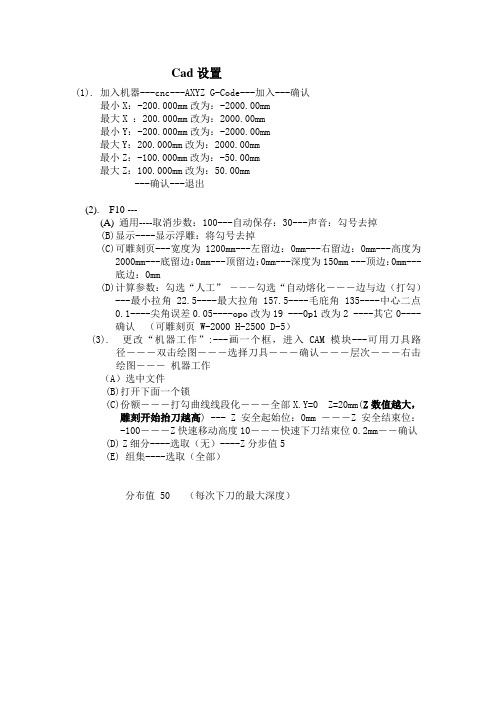
Cad设置(1). 加入机器---cnc---AXYZ G-Code---加入---确认最小X:-200.000mm改为:-2000.00mm最大X :200.000mm改为:2000.00mm最小Y:-200.000mm改为:-2000.00mm最大Y:200.000mm改为:2000.00mm最小Z:-100.000mm改为:-50.00mm最大Z:100.000mm改为:50.00mm---确认---退出(2). F10 ---(A) 通用----取消步数:100---自动保存:30---声音:勾号去掉(B)显示----显示浮雕:将勾号去掉(C)可雕刻页---宽度为1200mm---左留边:0mm---右留边:0mm---高度为2000mm---底留边:0mm---顶留边:0mm---深度为150mm ---顶边:0mm---底边:0mm(D)计算参数:勾选“人工”―――勾选“自动熔化―――边与边(打勾)---最小拉角22.5----最大拉角157.5----毛庇角135----中心二点0.1----尖角误差0.05----opo改为19 ---0p1改为2 ----其它0----确认(可雕刻页 W-2000 H-2500 D-5)(3). 更改“机器工作”:---画一个框,进入CAM模块---可用刀具路径―――双击绘图―――选择刀具―――确认―――层次―――右击绘图―――机器工作(A)选中文件(B)打开下面一个锁(C)份额―――打勾曲线线段化―――全部X.Y=0 Z=20mm(Z数值越大,雕刻开始抬刀越高) --- Z安全起始位:0mm ―――Z安全结束位:-100―――Z快速移动高度10―――快速下刀结束位0.2mm――确认(D)Z细分----选取(无)----Z分步值5(E) 组集----选取(全部)分布值 50 (每次下刀的最大深度)雕刻机设置---1 Ncstydio加工参数手底 10000手高 10000空 10000加 10000打勾使用缺……打勾使用缺……打勾速度自……空 IJK……打勾使用Z向下……300mm/分钟打勾优画Z…….打勾空程(G00)……打勾暂停或…..空X 空Y换刀位空使用换刀位X:0 Y:0 Z:0退刀点设为20mm文件输入二维2 抬高5PTL 40打勾Z反向厂商参数起X 0 终X 1300Y 0 Y 2500Z -150 Z 0对刀块12mm电机参数X 0.0098175 起跳100Y 0.0098175Z 0.0098175 Z速5000加速度单200弯500主参数主高24000主启6000雕刻机设置---2 Ncstydio加工参数手底 6000手高 8000空 800加 600打勾使用缺……打勾使用缺……打勾速度自……空 IJK……(工厂)打勾使用Z向下……300mm/分钟打勾优画Z…….打勾空程(G00)……打勾暂停或…..空X 空Y换刀位空使用换刀位X:0 Y:0 Z:0退刀点设为10m文件输入二维2 抬高5PTL 40打勾Z反向厂商参数起X 0 终X 1300Y 0 Y 2500Z -150 Z 0对刀块12mm电机参数X 0.0098175 起跳100Y 0.0098175Z 0.0098175 Z速5000加速度设定单200设定弯500主参数主高24000主启6000。
Type3-雕刻机设置
Cad设置(1). 加入机器---cnc---AXYZ G-Code---加入---确认最小X:-200.000mm改为:-2000.00mm最大X :200.000mm改为:2000.00mm最小Y:-200.000mm改为:-2000.00mm最大Y:200.000mm改为:2000.00mm最小Z:-100.000mm改为:-50.00mm最大Z:100.000mm改为:50.00mm---确认---退出(2). F10 ---(A) 通用----取消步数:100---自动保存:30---声音:勾号去掉(B)显示----显示浮雕:将勾号去掉(C)可雕刻页---宽度为1200mm---左留边:0mm---右留边:0mm---高度为2000mm---底留边:0mm---顶留边:0mm---深度为150mm ---顶边:0mm---底边:0mm(D)计算参数:勾选“人工”―――勾选“自动熔化―――边与边(打勾)---最小拉角22.5----最大拉角157.5----毛庇角135----中心二点0.1----尖角误差0.05----opo改为19 ---0p1改为2 ----其它0----确认(可雕刻页 W-2000 H-2500 D-5)(3). 更改“机器工作”:---画一个框,进入CAM模块---可用刀具路径―――双击绘图―――选择刀具―――确认―――层次―――右击绘图―――机器工作(A)选中文件(B)打开下面一个锁(C)份额―――打勾曲线线段化―――全部X.Y=0 Z=20mm(Z数值越大,雕刻开始抬刀越高) --- Z安全起始位:0mm ―――Z安全结束位:-100―――Z快速移动高度10―――快速下刀结束位0.2mm――确认(D)Z细分----选取(无)----Z分步值5(E) 组集----选取(全部)分布值 50 (每次下刀的最大深度)雕刻机设置---1 Ncstydio加工参数手底 10000手高 10000空 10000加 10000打勾使用缺……打勾使用缺……打勾速度自……空 IJK……打勾使用Z向下……300mm/分钟打勾优画Z…….打勾空程(G00)……打勾暂停或…..空X 空Y换刀位空使用换刀位X:0 Y:0 Z:0退刀点设为20mm文件输入二维2 抬高5PTL 40打勾Z反向厂商参数起X 0 终X 1300Y 0 Y 2500Z -150 Z 0对刀块12mm电机参数X 0.0098175 起跳100Y 0.0098175Z 0.0098175 Z速5000加速度单200弯500主参数主高24000主启6000雕刻机设置---2 Ncstydio加工参数手底 6000手高 8000空 800加 600打勾使用缺……打勾使用缺……打勾速度自……空 IJK……(工厂)打勾使用Z向下……300mm/分钟打勾优画Z…….打勾空程(G00)……打勾暂停或…..空X 空Y换刀位空使用换刀位X:0 Y:0 Z:0退刀点设为10m文件输入二维2 抬高5PTL 40打勾Z反向厂商参数起X 0 终X 1300Y 0 Y 2500Z -150 Z 0对刀块12mm电机参数X 0.0098175 起跳100Y 0.0098175Z 0.0098175 Z速5000加速度设定单200设定弯500主参数主高24000主启6000。
法国type3详细教程
CAM模块发送物体去加工送去加工点击图标CAM模块,把物体送入CAM (演示)模块,屏幕转变成蓝色。
注释当没有成分被选中时,Type3 将发送缺省时的整个画面图形(所有层中,开放的和封闭的轮廓线形式)。
当选中一个或多个成分时,Type3 仅发送这些成分。
优化刀具路径计算计算参数这个功能能优化您的软件:适当的参数将产生理想的结果! 您可以按F10功能键得到这些参数。
按此键将显示选项对话框(或者在编辑菜单中选择选项…)。
在这个对话框中,选择计算参数。
路径走向Type 3通过设定缺省值来减少雕刻的时间。
对于某些工作,例如切割,您可以选定第二个选项来修改路径走向的顺序。
雕刻顺序人工当路径走向在人工模式中时,指定的起始点和路径顺序的选择(创建)与在CAD模块中选定的将保持一致。
最小距离缺省模式:为了最小化刀具路径的时间,将通过雕刻邻近区域的顺序来实现(X最小到X最大)。
面积最小到最大在这个模式中,将首先雕刻最小的表面(例如在字母的内部)。
注意:当您选择二维或三维切割时,Type3将自动选择这个模式。
面积最大到最小将首先雕刻较大的表面。
无警示无任一类型选项可作。
缺省模式Op1 = 0首先雕刻最小的表面。
如果选择路径走向的缺省模式不能优化您的刀具路径,您可以在您的操作中附加选项来改进雕刻的时间。
在Op1区域中,根据想要的切割类型选择数值1或2(如下所示)。
刻字Opt1 = 1所有的物体都是独立的,并且将刻好一个字,接着刻下一个字(在每种情形下内框将优先于外框先刻)。
快速计算轨线,如果刀具操作有冲突时,软件将不执行此功能,但不检查字之间的交错,所以应注意物体之间的空间以避免冲突。
刻词Op1 = 2在CAD 模式中选择的顺序保持不变。
执行的切割操作,将是一个接着一个的雕刻(在每种情形下内框将优先于外框先刻)以避免操作冲突。
对于物体之间不要求完全切割的部件,推荐使用此选项。
拉角脚按F10功能键或在编辑菜单中选择选项…,在屏幕上显示的选项对话框中点击计算参数栏。
Type3的安装说明

六、T y p e3的安装:1.打开t y p e3光盘,双击T Y P E3V4200文件夹,双击s e t u p.e x e文件,按提示安装,安装完之后重新启动电脑。
2.打开t y p e3光盘,双击C R A C K文件夹,选中当中的两个文件D a t a k i t和E X E复制到C盘下的Vi s i o n的目录下。
3.双击桌面上的“T Y P E3”图标。
①点击“+”图标加入机器,选“所有机器类型”中的“F a n u c16M/F a n u c O M”。
②点击“加入”,电脑会提示“设置接口”,选“无”,确定退出。
然后会出现“设置机器”窗口,先点击“后处理器”,修改带下划线的参数如下:H e a d P c r N b=7H e a d P c r S z0=pH e a d P c r S z1=H e a d P c r S z2=H e a d P c r S z3=H e a d P c r S z4=sH e a d P c r S z5=G0G90G54x yH e a d P c r S z6=G43H1Z10M8E n d P c r N b=3E n d P c r S z0=M17E n d P c r S z1=M30然后,设置总尺寸,X,Y,Z最小分别是—10000m m;X,Y,Z最大分别是10000m m设置完确定退出。
4.进入“T Y P E3”软件按一下F10键,在“通用”中的取消步数设100,自动保存设20,“计算参数”中的路径走向选“人工”,自动熔化打“√”,“可雕刻页”中的宽度、高度、深度根据机器的实际台面尺寸设定,所有留边设为“0”。
设置完确定退出,并新建一个页面。
5、“机器工作”的对话框中,先把锁打开,单击“文件”使其选中,“份额”中的曲线线段化打“√”,Z安全起始位改为1m m,设置好后点击“执行”。
注:1、重新安装T y p e3软件之前,需将原T y p e3软件彻底删除。
Type3 安装及参数修改
1.安装Type3
双击“STEUP”图标,进行一步步的安装。
(点击“下一步”等)
最后一步:点击“No,I will restart computer later”安装结束!
2.对Type3进行解密:
运行光盘上:type3\crack\crac1.exe文件进行升级
运行光盘上:type3\crack\crac2.exe文件进行升级
拷贝光盘上文件:type3\crack\config.dtk到安装目录vision\datakit中
拷贝光盘上文件:type3\crack\SD3025S.mac到安装目录vision\postpro中
3.Type3后处理器的设置:
双击桌面上的Type3图表,自动弹出“设置机器”的窗口:(如果没弹出直接进入Ttpe3,就点击“操作机器”下的“加入机器”)
然后我们点击“加入机器”
点击“所有类型机器”
将滚动条拉到最后:选中“同心SD3025S/D”
点击“加入”,选择“无”点击“确认”
修改机器的“总尺寸”(以SD-3025为例),其它保持不变
修改后为:然后点击“确认”,“退出”
修改可雕刻页:选择菜单栏的“更改”,“可雕刻页”
弹出“可雕刻页”菜单,进行修改(以SD-3025为例)
修改后为:点击“确认”
选择菜单栏的“编辑”“选项”
弹出窗口“选项”:
修改(以SD-3025为例)后为:点击“确认”
随意画个图形:
进入“CAM”模块,将图形进行“绘图”,计算刀具路径
将路径“机器工作”后,“Z细分”选择“无”
将“份额”中的“Z”进行修改:
修改后为:点击“确认”
将锁打开后,点击“文件”然后“执行”,检查生成的文件代码,正确即可!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
打开“编辑”下的“选项”,做如下修改:
(1):“计算参数”中,选择“路径走向”下的“人工”;勾选“自动熔化”。
(2):“可雕刻页”中,分别把其中的宽度、高度、深度改为机器幅面的大小,如RS1212型,宽度为1200mm,高度为1200mm,深度为110mm,其余均为0,单位为毫米:mm。确定。
(3):修改“机床工作”框中心位置的参数为5关闭Type3,软件设置结束。
打开“更改”下的“可雕刻页”,将其中的宽高深度做同上修改,其余均为0。
在Type3中做任意图形,进入“CAM”创建任意刀具路径,机器工作。在“机床工作”中,做如下修改:
(1):打开“份额”,勾选“曲线线段化”,将“Z安全起始位”修改为1mm。
(2):在“机床工作”对话框中,激活“开锁”标志,点选“文件”,确定。