雕刻机type3软件安装设置参数
Type3软件操作方法

Type3软件操作方法1.双击打开type3(或者右击——打开),如下图。
2.单击文件——输入,如下图。
3.然后选择已经做好的文件路径,文件名,文件格式等(注:本type3只支持文件类型下的所有格式,最多的是EPS,DXF,PLT等)如下图。
4.单击打开。
这个时候文件已经在type3里面了。
5.然后选择工具箱中的选取工具。
如下图。
6.然后把途中的文件移动到页面的左下角,(移动的方法有两个①移动的同时按F2,在跳出来的窗口如图一中单击相对原点移动,然后把方向改为左下角,然后把X,Y,Z坐标改为0,如图二图一图二②在软件的最下面有一个锁,并且把它锁上如下图,然后用选取工具拖动就可以了,如下图。
)7.然后单击CAM模块进去编导程序,如下图。
8.单击创建刀具路径进去编刀路径列表中如下图。
9.在弹出来的窗口中双击二维切割,如下图。
10.接着会跳出来一个提示框,单击确定如下图。
11.单击好确定以后会跳出来一个保存文件对话框,直接单击保存就可以,这个是做个备份使用的,如下图。
12.在跳出来的窗口中选择刀具参数和切割深度如下图。
13.单击右侧的刀具参数进入刀具编辑,如下图。
14.输入刀的刀的名称,直径,及长度如图一和图二。
图一刀的名称及直径图二,刀的长度15.然后再设置刀切割深度,如下图。
16.单击刀具路径一览表,如下图。
17.在弹出来的窗口中右击层次一下面的二维切割找机器工作如下图。
18.单击文件后面的更改如下图。
19.输入文件名,然后单击确认,如下图。
20.然后再单击执行,如下图。
21.在弹出来的提示框中单击继续,如下图。
22.然后软件会自动执行,接着把窗口关掉就可以了。
雕刻机软件使用方法

雕刻机软件安装方法:打开TYPE34——TYPE3v 4200——TYPE34——Type3V4200——SETUP.EXE——(选第一个)——运行CRACK2.EXE和CRACK1.EXE要在安装文件夹下面——回上一层把数控雕刻机.MAC 文件覆盖安装文件下面的POSTPRO文件里的文件——再回上一层——运行Sentinel Protection Installer 7.2.1.exe (虚拟打印机端口)——完成运行图标——增加雕刻机——数控雕刻机——输入数据最小:X:-10000 Y:-10000 Z:-10000 ;输入数据最大:X:10000 Y:10000 Z:10000;进入雕刻机软件\TYPE3——选项——可调雕刻页——宽度:1220mm长度:2440mm深度:50mm文件——输入——*.dxf(2d)格式文件(CAD文件输入最低版本)——根据图形外框更改页面大小——对齐图形到页面中心——删除图形四边框——选图——集合——节点——自动连接——(颜色有蓝色顺时钟转,绿色是逆时针转)特性工具——改变方向(从绿色变蓝色)——再拆开——再点ctrl加选所有图形,这里选的顺序是机器运行的顺序——集合——设起始点(上面S小图标,最好都选在右下角)——确定——CAM模块——创建刀具路径——可用刀具路径——双击绘图——保存——选刀具——右键增加刀具——选第二个直刀——设刀直径30——设雕刻深度:3.5mm——刀具路径表——刀具模仿(可查看刀运行时的情况)——机器工作——文件——解锁——执行——*.UOO文件(雕刻机文件)——用记事本打开这个文件可查看里面数据。
机器回原点设置:XY—0,Z—0,设为0拷贝文件方法:菜单——高级加工配置——确定——文件维护——确定——拷贝文件——确定——U盘文件——确定机器数据设置:加速度:15000—20000(每分钟15-20M)落刀倍率:0.5——0.6 ,速度倍率:0.1——1.0(机器运行速度)在运行过程中Y+或Y-调整速度。
type3使用教程
(type3使用教程)如何安装type32013-05-23 作者:佚名来源:本站整理浏览:3245 评论:0Type3能精确计算三维刀具路径,优化机器加工轨迹,并最终产生数控加工机器轨迹,并最终产生数控加工机器代码。
可以自由地选择锥型、球型、圆柱型等各种刀具和钻头,进行雕刻加工。
type3下载点此进入一.装type31.放入光盘于光驱中2.打开“我的电脑”,选择光盘并双击3.双击“TYPE3V4200”4.双击“SETUP”5.双击“NEXT”6.双击“YES”7.双击“NEXT”8.双击“NEXT”9.双击“NEXT”10.双击“NEXT”11.双击“NEXT”12.双击“NEXT”,此时电脑会自动安装,可以休息一会儿13.单击“FINISH”,电脑重新启动二.解压1.打开“我的电脑”,选择光盘并双击2.双击“TYPE3V4200”3.双击“crack1”4.单击“APPLY”5.单击“确定”6.双击“crack2”7.单击“APPLY”8.单击“确定”,此时解压已经完成三.改“后处理器”1.回到桌面,双击type3图标2.点“加入机器”前面的加号“+”3.点“CNC机器”前面的加号“+”4.选择“Fanuc 16M/Fanuc 0M”,使其成为绿色底5.单击右下角的“加入”6.单击任一“确认”7.单击右边的“后处理器……”8.把滚动条往下拉,将Nmax=999999中的6个“9”改为10个“9”9.把滚动条往下拉,将HeadpcrSz0=p中的“p”改为大写“/ROC/0”HeadpcrSz1=G91。
G28HeadpcrSz2=t 等于号“=”HeadpcrSz3=M6 后面删除.10. 将EndpcrSz0=M17中的“17”改为“05”11.单击右上角的“确认”12.将最小X:-200.000mm 最大:200.000mm改为:-2000.00mm 改为:2000.00mm最小Y:-200.000mm 最大Y:200.000mm改为:-2000.00mm 改为:2000.00mm最小:-100.000mm 最大:100.000mm改为:-50.00mm 改为:50.00mm 13.单击“确认”14.单击“退出” (此时会自动弹出type3界面)四.更改可雕刻页及选项以“RS-1208”为例(根据自己的机型设置,深度都一样)按F10,需改以下参数a.通用取消步数:10改为30自动保存:20改为3单击“声音”:将勾号去掉b.显示单击“显示浮雕”:将勾号去掉c.可雕刻页宽度改为“1200mm” (L)左留边:0mm(R)右留边:0mm高度改为“800mm” (B)底留边:0mm(T)顶留边:0mm深度改为“150mm” 顶边:0mm底边:0mmd.计算参数:单击“人工”,使其选中,0p1改为“2”。
TYPE3操作使用手册
TYPE3软件使用说明目录软件安装与设置 (01)TYPE3 CAD模块 (XX)界面的定制 (XX)工具的使用 (XX)画图工具 (XX)选取工具与放大镜 (XX)对齐工具 (XX)变形工具 (XX)特效工具 (XX)复制工具 (XX)文本工具 (XX)节点工具 (XX)图层 (XX)测量工具 (XX)F2,F3,F10快捷键 (XX)TYPE3 CAM模块 (XX)创建刀具路径 (XX)刀具路径目录 (XX)TYPE3与其它软件的并用 (XX)软件的安装与设置安装将光盘放入光驱,双击X:\type3\type3v4200\setup.exe.依提示安装,重新启动电脑.默认的安装目录是c:\vision.双击桌面上的TYPE3图标,初次运行会出现加入机器的界面,入下图。
点击“+”,指向CNC机器下的AXYZ G-CODE TPWIN,点加入,进入接口设置,点击前一个确认即可。
进入设置机器的窗口,点“确认”。
再点击下一界面的“退出”。
这时我们将伴着节奏音乐进入TYPE3的世界。
设置按键盘上的F10或者点击菜单栏的“编辑”里“选项”,点击“可雕刻页”标签,依下图设置。
点“确定”退出。
点击菜单栏里“更改”下的“可雕刻页”,如下图设置。
点“确定”退出。
用画图工具里的矩形在页面上画适当大小的矩形,进入CAM模块。
用扫描计算刀具路径,在刀具库中选择一把锥刀,在扫描的经过参数里将覆盖率改为40%,点“确认”。
这时在刀具路径根目录下的层次1里出现“扫描”,右键单击,如下图。
点击“机器工作”,出现“机床工作”界面。
如下图。
选择第二个。
选择第一个点份额,将初始位置与结束位置中的Z改为5mm。
点“确认”退出。
点击“文件”,再点“更改”,如下图。
将c:\vision\draws\ 改成e:\daolu,点“确认”注意:一般我们将TYPE3产生的刀具路径文件集中放在一个文件夹里,所以先在其它驱动器里创建一个文件夹,比方说e:\daolu。
TYPE3安装方法

TYPE3安装方法TYPE3是一种用于CAD/CAM软件的插件,可以帮助用户在设计和加工过程中实现更高的精度和效率。
安装TYPE3插件可能对一些用户来说是一项挑战,但只要按照正确的步骤进行操作,就可以顺利完成安装。
本文将介绍TYPE3插件的安装方法,帮助用户顺利使用这一强大的工具。
1. 下载安装程序。
首先,用户需要从官方网站或授权的渠道下载TYPE3的安装程序。
确保下载的安装程序是最新版本,以便获得最新的功能和修复bug。
一旦下载完成,用户可以双击安装程序来开始安装过程。
2. 安装向导。
安装程序会启动一个安装向导,用户需要按照向导的指示逐步进行操作。
首先,用户需要选择安装语言,然后点击“下一步”继续。
接下来,用户需要阅读并接受许可协议,然后点击“下一步”。
3. 选择安装位置。
在安装向导的下一步中,用户需要选择TYPE3插件的安装位置。
通常情况下,安装程序会默认选择一个合适的位置,用户可以选择接受默认设置,也可以点击“浏览”来选择其他位置。
一旦选择好安装位置,用户可以点击“下一步”继续。
4. 完成安装。
安装向导会显示一个安装概要,用户需要确认所选择的安装选项是否正确,然后点击“安装”按钮开始安装过程。
安装程序会自动将文件复制到所选择的安装位置,并创建必要的快捷方式和注册表项。
一旦安装完成,用户可以点击“完成”按钮退出安装向导。
5. 激活插件。
安装完成后,用户需要激活TYPE3插件才能开始使用。
通常情况下,用户会收到一封包含激活码的电子邮件,用户需要将激活码输入到插件中进行激活。
如果用户没有收到激活码,可以联系官方客服进行获取。
6. 配置CAD/CAM软件。
安装完成并激活插件后,用户需要将TYPE3插件与所使用的CAD/CAM软件进行配置。
这通常需要在软件的插件管理界面中添加TYPE3插件,并设置相关参数。
具体的配置步骤可能会因软件版本而异,用户可以参考官方文档或向厂商咨询。
7. 测试和调试。
最后,用户需要对安装的TYPE3插件进行测试和调试,确保插件可以正常工作。
type3安装教程--雕刻机

版权归意达科技李东强所有,违者必究!1、打开安装光盘→→进入“Type3V4200”文件→→“SETUP.EXE”后双击。
2、进入如下安装状态。
版权归意达科技李东强所有,违者必究!3、单击.“Next”→如下。
版权归意达科技李东强所有,违者必究!5、单击“Browse”选择安装路径后单击“Next”如下。
版权归意达科技李东强所有,违者必究!7、继续单击“Next”如下。
版权归意达科技李东强所有,违者必究!9、去掉第二个和第四个的选择,然后单击“Next”如下。
版权归意达科技李东强所有,违者必究!注:如出现下列情况,请直接关闭此对话框。
出现以下情况,请您单击“是”。
版权归意达科技李东强所有,违者必究!10、开始复制安装应用软件,继续单击“Next”如下。
11、单击以上界面中的“NO,”然后单击“Finish”。
安装完成以上步骤后,请把安装盘中“EXE”文件夹复制后覆盖(以上第四步所安装的路径处)“EXE”文件夹。
如下:版权归意达科技李东强所有,违者必究!12、覆盖完后,从开始菜单打开“Type3(4.2.0.0)”如下:版权归意达科技李东强所有,违者必究!13、添加CNC机器如下:版权归意达科技李东强所有,违者必究!14、选择“Fanuc 16M/Fanuc OM”点击加入如下:15、点击上步中“确定”如下:版权归意达科技李东强所有,违者必究!16、设置所有参数以上图为准。
后点击“后处理器”如下:17、所有参数以上图为准。
然后进入以下界面后按“F10”:版权归意达科技李东强所有,违者必究!版权归意达科技李东强所有,违者必究!18、设置参数如下图:(注:根据购买机子型号的不同来设置参数,以上参数只针对1212型雕刻机。
)版权归意达科技李东强所有,违者必究!版权归意达科技李东强所有,违者必究!版权归意达科技李东强所有,违者必究!19、设置完以上参数后,继续打开“Type3”如下:版权归意达科技李东强所有,违者必究!20、从更改项打开可雕刻页如下:(注:以上参数只针对1212型雕刻机)《安装完成》版权归意达科技李东强所有,违者必究!谢谢使用啄木鸟雕刻机!。
Type3浮雕雕刻软件4.6简体中文版

Type3浮雕雕刻软件4.6简体中文版Type3 是法国三维立体浮雕软件 , 其浮雕效果让人赞叹不已。
它能迅速有效地简单的二维图形或照片转化非凡的浮雕。
从审美角度看,其中的TypeArt 是一个令人兴奋的软件模块,它可以对最复杂的形体进行简单的定义,从而得到浮雕般地雕刻效果。
而且,可以将浮雕投影或包络到各种复杂曲面上,——该曲面可以由其他 CAD 文件或用三坐标数字化扫描仪输入,或用 TypeEdit 与TypeArt 直接产生。
TypeArt 模块提供矢量和位图编辑,照片修饰,贴图及上色等工具。
且具快速产生凹凸模和优化加工等专业功能。
同时, Type3 也是解决木工界图形设计要求的全能软件方案。
运行于 Microsoft Windows 系统下,具有最佳的图形设计软件包,并与加工过程紧密结合。
从简单的字符到复杂的图案制作,Type3 具有解决所有专业雕刻难题的强大功能和灵活性。
Type3 和你的所有习惯相适应,易学易用。
它是创意与雕刻加工全能软件。
TypeEdit 能驱动各种型号扫描仪,并能精确地将图形矢量化成直线或弧线,且可在屏幕上作节点修改。
TYPE3.4.6.0.0安装方法:首先在D盘新建一个文件夹,文件名是“TYPE3.4.6.00”。
把光盘中“TypeEditV4600.rar”复制并解压。
打开“TypeEditV4600”文件夹双击“TypeEditv46install.exe”开始安装开始进入安装界面。
点击“Install TypeEdit”点击确定。
选择“Next”,→“Yes”。
选择“Next”,→“Next”。
→“Next”。
→“Next”。
选择第一项,点击“Next”。
开始安装选择“NO”,点击“Finish”。
点击“Quit”点击“EXIT PROGRAM”退出安装界面。
安装第一步完成。
回到安装文件夹,(D盘\type3.4.6.00\TypeEditV4600)打开“crack”文件夹,把“crack”文件夹里面的四个文件。
雕刻机维宏软件设置参数
安装参数设置方法
一、将维宏卡装到电脑PCI插槽,请注意插紧、插牢。
二、光盘放入光驱,打开/维宏/NcstudioV中文Setup/文件夹,点击Setup.exe,一直点击“下一步”,完成安装,重启电脑。
三、安装数控适配器驱动,右键“我的电脑”/“属性”/“硬件”/“设备管理器”,右键黄色的问号,点击“更新驱动程序”,一直点击“下一步”,“仍然继续”,完成安装。
四、维宏参数设置:加工参数和厂商参数设置如图(1图是加工参数,2图是系统参数设置方法,密码:NcStudio)
图1
图2
在“I/O状态”中,分别选中X、Y、Z限位,按住CTRL+alt+shift不放单击右键,“改变该极性”,改完后将软件关闭重新启动。
具体加工参数根据加工材料、加工经验等实际情况而定,本参数仅做参考!
雕刻机软件安装说明

雕刻机软件的安装一TYPE3安装方法:首先在D盘新建一个文件夹,文件名是“TYPE3”。
把光盘中“TYPE34.rar”复制并解压。
如下图:打开“TYPE34”文件,打开“TYPE3V4200”文件,双击“SETUP.EXE”,开始安装TYPE3。
点击“Next”-----“yes”----点击“Next”,-----“Next”--- , -----“Next”--- , -----“Next”--- 进入到以下安装界面:然后,回到安装文件夹,对TYPE3进行解密。
打开“CRACK1.EXE”,点击“Apply”,解开第一把锁。
打开“CRACK2.EXE”,点击“Apply”,解开第二把锁。
返回到上级目录,同样方法,解开这里面的“CRACK1.EXE”,“CRACK2.EXE”,把该文件夹中的“数控雕刻机.MAC”文件复制,粘贴到C:\Vision\POSTPRO 文件夹里。
安装完成!双击桌面上的“TYPE3 4.2.0.0”快捷方式,加入机器,选择“数控雕刻机”,加入,并确认修改参数,如下表:点击确认。
退出设置机器。
电脑会自动进入TYPE3程序。
“TYPE3”安装完毕!!!二AatCAM7.0的安装方法首先在D盘建一个文件夹,文件名是“ArtCAM7.0”。
把光盘中“pdxdac7.0.rar”复制并解压到里面。
打开“pdxdac7”文件夹,双击“install.exe”开始安装,选择Next Next Next 出现下面界面:选择“Chinese”,点击“Next”。
到安装完毕。
回到安装文件夹,如下图:打开“PARADOX”文件夹复制“patch.exe”,粘贴到C:\Program Files\ArtCAMPro 7000\Exec文件夹里面,如下图:打开“patch.exe”点击“Apply”,然后选择关闭对话框。
安装完毕!三32M DSP的安装方法:首先在D盘新建一个文件夹,文件名是“DSP”。
Type 3后处理器的设置方法

Type 3后处理器的设置方法
1:安装好Type3后双击打开桌面Woodpecker 4.3后显示加入机器对话框如下图(1-1)
图(1-1)
2:单击加入机器选择所有机器类型中的ISO TYPE CRRTESIAN XYZ后点击加入如下图(2-2)
图(2-2)
3:点击机器设置中的后处理器如下图(3-3)
图(3-3)
4:在机器设置的滚动条空白处单击两下将Nmax=9999改为Nmax=99999999如下图(4-4)
图(4-4-1)
图(4-4-2)
5:点击下滚动条将HeadPcrSz0=%p改为HeadPcrSz0=O1(大写欧1),将HeadPcrSz1=(AXE XYZ),HeadPcrSz2=t M6等号后的值删除。如下图(5-5)
10:再将---编辑---选项---可雕刻页中的宽度、高度、深度改为成相应的机器类型其余均分别为“0”以MEⅡ4540为例。如下图。
(更改前)
(更改后)
11任意做好一个文件在机床工作中的份额中做如下修改(将出始位置、结束位置、换刀具位置中Z的值由“100”改为“10”并在曲线线段化的方框中打“√”。如下图。
(更改前)
(更改后)
12:最后在机床工作中的细分将---人工---Z分步值---改为无。如下图。
(更改前)
图(5-5-1)
图(5-5-2)
6:点击下滚动条将EndPcrNb=2改为EndPcrNb=3,将EndPcrSz0=M2改为EndPcrSz0=M05,将EndPcrSz1=p0改为EndPcrSz1=M30,将EndPcrSz2=改为EndPcrSz2=%如下图(6-6)
Type3软件安装及操作
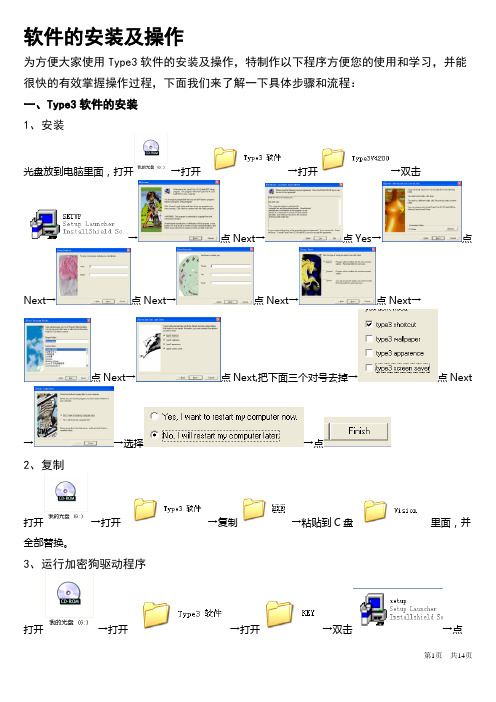
软件的安装及操作为方便大家使用Type3软件的安装及操作,特制作以下程序方便您的使用和学习,并能很快的有效掌握操作过程,下面我们来了解一下具体步骤和流程:一、Type3软件的安装1、安装光盘放到电脑里面,打开→打开→打开→双击→点Next→点Yes→点Next→点Next→点Next→点Next→点Next→点Next,把下面三个对号去掉→点Next→→选择→点2、复制打开→打开→复制→粘贴到C盘里面,并全部替换。
3、运行加密狗驱动程序打开→打开→打开→双击→点Next→点Next→点Next→点Install→点(注:KEY运行两遍)4、type3设置打开桌面上会出现“设置机器”→点开“加入机器”→点开“雕刻机”→选中“HPGL3D_001”→点“加入”→点“确定”→输入此数值根据机器外形尺寸大小确定,最大为正数,最小为负数。
(例如机器外形尺寸为3000X10000,那么最小X:-3000 最大:3000最小Y:-10000 最大Y:10000)→点“确认”→点“退出”→→点“编辑”→点“选项”→→→点“显示”→把每步移动:改为“1”→点“确定”→把左边的工具栏全点开,拖到上面→上面显示为→把鼠标移到上面,点→按F2→随便设置个长宽,如长100,宽100→点→再按空格键→右击我们画的图形,直到我们能看清楚为止→拖动图形上的线,不松手并按F2→选上面的→把X,Y,Z全改为0→点→点→点前面的加号→点前面的加号→双击“绘图”→点“确定”→把文件保存在你所使用的文件夹内→点→→右击空白处→点“增加刀具”(割缝的设置:根据切割钢材的厚度,使用割嘴的大小,速度的快慢及压力大小等情况来确定割缝大小,一般3-20mm板厚的割缝在2mm左右,其他情况根据试割的缝隙大小来确定割缝大小,这样才能精确的控制尺寸)→按此填写选择此刀具设置割缝的大小→点“确定”→→点“确定”→再点“确定”→→→右击→点“机器工作”→→把“测试”改为“文件”→点→→点“继续”→点“继续”→点“取消”→Type3设置好了,可以把软件关掉了二、Type3软件操作首先我们来介绍一下软件的使用说明,因为大家对CAD画图比较熟悉,所以先从导入图形入手进行讲解。
Type3 安装及参数修改
1.安装Type3
双击“STEUP”图标,进行一步步的安装。
(点击“下一步”等)
最后一步:点击“No,I will restart computer later”安装结束!
2.对Type3进行解密:
运行光盘上:type3\crack\crac1.exe文件进行升级
运行光盘上:type3\crack\crac2.exe文件进行升级
拷贝光盘上文件:type3\crack\config.dtk到安装目录vision\datakit中
拷贝光盘上文件:type3\crack\SD3025S.mac到安装目录vision\postpro中
3.Type3后处理器的设置:
双击桌面上的Type3图表,自动弹出“设置机器”的窗口:(如果没弹出直接进入Ttpe3,就点击“操作机器”下的“加入机器”)
然后我们点击“加入机器”
点击“所有类型机器”
将滚动条拉到最后:选中“同心SD3025S/D”
点击“加入”,选择“无”点击“确认”
修改机器的“总尺寸”(以SD-3025为例),其它保持不变
修改后为:然后点击“确认”,“退出”
修改可雕刻页:选择菜单栏的“更改”,“可雕刻页”
弹出“可雕刻页”菜单,进行修改(以SD-3025为例)
修改后为:点击“确认”
选择菜单栏的“编辑”“选项”
弹出窗口“选项”:
修改(以SD-3025为例)后为:点击“确认”
随意画个图形:
进入“CAM”模块,将图形进行“绘图”,计算刀具路径
将路径“机器工作”后,“Z细分”选择“无”
将“份额”中的“Z”进行修改:
修改后为:点击“确认”
将锁打开后,点击“文件”然后“执行”,检查生成的文件代码,正确即可!。
Type3安装说明

自动熔化--打勾
拉角脚--打勾
OP0--17
1 install Tຫໍສະໝຸດ pe3 4200 2 复制“crack” 里面的所有文件,粘贴覆盖 type3的已安装文件夹里面
3 安装完成后,运行程序,按以下步骤进行参数设置:
加入机器---选择 CNC机器---选择 Fanuc16M/Fanuc OM
设置机器---后处理器---Nmax= 加3个9以上
留边 0
制作字模后,选择CAM模块--二维刀具选择一个(一般为0.3、0.5的刀)--机器工作---份额---曲线化
刀具通常设定为(0.3、15、3.25) 内切割、调整刀具、深度 1mm
HeadPcrSz0、1、2、3 等号以后的字符除去(注意:仅去除4个等号后的几个字符,不是3=以后的所有字符)--确定
总尺寸: X设后 正负2000以上
Y 正负2000以上
最小 正负1000以上
按F10 选择 “选项” 设定:1、计算参数
OP1--2
2、可雕刻页: 宽度 650
高度 900
深度 110
Type3-雕刻机设置
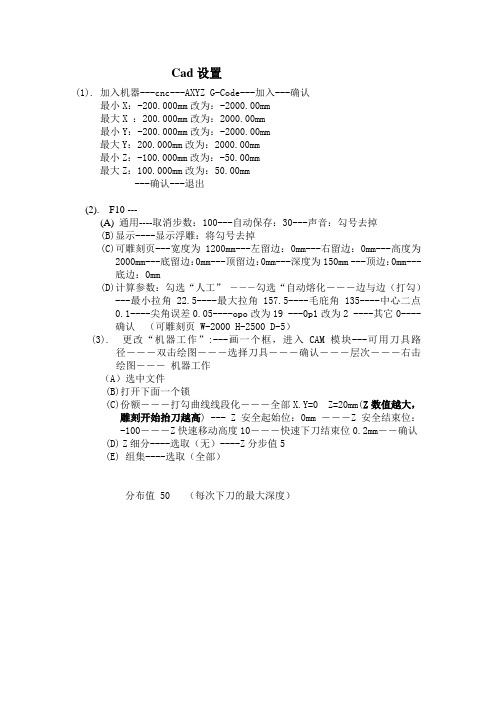
Cad设置(1). 加入机器---cnc---AXYZ G-Code---加入---确认最小X:-200.000mm改为:-2000.00mm最大X :200.000mm改为:2000.00mm最小Y:-200.000mm改为:-2000.00mm最大Y:200.000mm改为:2000.00mm最小Z:-100.000mm改为:-50.00mm最大Z:100.000mm改为:50.00mm---确认---退出(2). F10 ---(A) 通用----取消步数:100---自动保存:30---声音:勾号去掉(B)显示----显示浮雕:将勾号去掉(C)可雕刻页---宽度为1200mm---左留边:0mm---右留边:0mm---高度为2000mm---底留边:0mm---顶留边:0mm---深度为150mm ---顶边:0mm---底边:0mm(D)计算参数:勾选“人工”―――勾选“自动熔化―――边与边(打勾)---最小拉角22.5----最大拉角157.5----毛庇角135----中心二点0.1----尖角误差0.05----opo改为19 ---0p1改为2 ----其它0----确认(可雕刻页 W-2000 H-2500 D-5)(3). 更改“机器工作”:---画一个框,进入CAM模块---可用刀具路径―――双击绘图―――选择刀具―――确认―――层次―――右击绘图―――机器工作(A)选中文件(B)打开下面一个锁(C)份额―――打勾曲线线段化―――全部X.Y=0 Z=20mm(Z数值越大,雕刻开始抬刀越高) --- Z安全起始位:0mm ―――Z安全结束位:-100―――Z快速移动高度10―――快速下刀结束位0.2mm――确认(D)Z细分----选取(无)----Z分步值5(E) 组集----选取(全部)分布值 50 (每次下刀的最大深度)雕刻机设置---1 Ncstydio加工参数手底 10000手高 10000空 10000加 10000打勾使用缺……打勾使用缺……打勾速度自……空 IJK……打勾使用Z向下……300mm/分钟打勾优画Z…….打勾空程(G00)……打勾暂停或…..空X 空Y换刀位空使用换刀位X:0 Y:0 Z:0退刀点设为20mm文件输入二维2 抬高5PTL 40打勾Z反向厂商参数起X 0 终X 1300Y 0 Y 2500Z -150 Z 0对刀块12mm电机参数X 0.0098175 起跳100Y 0.0098175Z 0.0098175 Z速5000加速度单200弯500主参数主高24000主启6000雕刻机设置---2 Ncstydio加工参数手底 6000手高 8000空 800加 600打勾使用缺……打勾使用缺……打勾速度自……空 IJK……(工厂)打勾使用Z向下……300mm/分钟打勾优画Z…….打勾空程(G00)……打勾暂停或…..空X 空Y换刀位空使用换刀位X:0 Y:0 Z:0退刀点设为10m文件输入二维2 抬高5PTL 40打勾Z反向厂商参数起X 0 终X 1300Y 0 Y 2500Z -150 Z 0对刀块12mm电机参数X 0.0098175 起跳100Y 0.0098175Z 0.0098175 Z速5000加速度设定单200设定弯500主参数主高24000主启6000。
TYPE3安装方法

TYPE3安装方法:
每一步:
首先,我们打开光盘里的软件,找到
KEY文件夹,运行里面的setup然后一直点下一步(Next),直到完成(finish)。
第二步:
打开这个文件夹,运行里面的
setup,然后点下一步(Next),一直往下点(到第三步可以根据自已的需求改更安装目录),直到完成,最后一步选NO,电脑不用重启。
第三步:
打开光盘,找到里面的EXE文件夹(这个是解密过的文件),点复制,然后找到我们在电脑里安装的目录,右击粘贴,把这个解密过的EXE文件取代安装过没解密的就可以了。
第四步:机器设置:
打开桌面上的,会出现设置机器对话框,如图
点开前面的加号(+),打开第二个CNC机器,找到
BAUBLYS G CODE
这个机型,点加入,出现点确认,出现
如图设置,点确认。
然后回到设置机器对话框,点退出,即可进入TYPE3。
第五步:TYPE3参数设置:
进入TYPE3以后,按F10,出现选项对话框
在通用选项栏,取消声音。
然后点可雕刻页,如图设置:
,然后点
计算参数,如图设置
,路径走向一定要选人工,这样可以根据咱们自已的需求选择切割顺序。
然后点确定。
然后按下更改,点可雕刻页,出现可雕刻页对
话框
如图设置,宽度:1500,高度2500,点确认。
(注:以上设置的宽度和高度都是根据咱们机器实际切割幅面而定的,因为咱们的机器实际切割幅面就是1500*2500)
接下来,咱们就可以在TYPE3里做图了,路径做好后点机器工作,第一次机器工作时会出现如图所示
选中后面的文件,如图
点执行,点继续2次即可。
雕刻机使用说明书
雕刻机使用手册目录首页- 3 -安装前注意事项:- 4 -第一章雕刻机的组成- 5 -一、图片- 5 -二、雕刻机配件- 7 -第二章雕刻机的安装及软件设置- 9 -一、机器安装- 9 -二.软件的安装- 9 -三.软件的参数设置- 12 -第三章雕刻机的操作流程- 18 -第四章刀具的选择- 19 -第五章机器的日常维护及保养- 20 -第六章故障与分析- 21 -附录1控制卡具体参数设置- 25 -附录2DSP手柄的使用说明- 26 -首页首先感谢您选用本公司产品,在您机器安装前请仔细阅读本说明书,以免给您的安装和使用造成不必要的麻烦。
如您在使用本产品的过程中遇到问题,请致电本公司售后服务电话:05本说明书解释权归广州锐雕数控科技有限公司所有,本说明书中所涉及一些技术参数如发生改变,恕无法另行通知。
安装前注意事项:1.切勿在闪电和打雷时安装此设备,切勿在潮湿的地方安装电源插座,切勿触摸未绝缘的电源线。
2.上机操作人员必须经过严格的培训,操作过程中必须注意人身安全和机器安全。
3.电源电压要求为210V~230V,若电源电压不稳或周围有大功率的用电设备,请在专业人员指导下安装稳压电流。
4.不可带电插拔数据电缆,机器本身和控制柜必须接地。
5.操作人员切勿带手套,最好带上防护眼镜。
6.刀具一定要装好夹紧,保持刀具锋利,钝刀将使雕刻质量下降和使电机过载。
7.请勿将手伸入刀具工作范围内。
不可加工含石棉的材料。
8.加工材料大小不要超过机械加工范围,长时间不用请切断电源,机器移动时必须有专业人员指导。
9.水冷主轴使用前一定要注意通水。
10.如机器出现异常,请与经销商或本公司售后服务部联系。
第一章雕刻机的组成一、图片1.整机图(1)12系列(2)木工机2.控制柜前部指示图(1)12系列(2)木工机3.控制柜后部接线图(1)12系列(2)木工机4. 变频器面板指示图二、雕刻机配件第二章雕刻机的安装及软件设置一、机器安装警告:所有操作须在断电下进行!1.打开木箱,抬出机器放在平地,轻搬轻放,避免撞击。
3.文泰软件的设置
3.文泰软件的设置文件格式为“G代码格式”、变为折线的精度为“0.0254毫米或0毫米”、小数点后保留“2位”、单位为毫米、限制每段直线的长度为“0毫米”、原点位置“3处”、抬刀距离“5毫米”、水平方向为“X轴”、Z轴向下为“负”、雕刻时刀的自转方向为“顺时针”。
保存代码路径时点击文件名后的“查找”,可以使您轻松选择保存文件的位置及文件名。
4. Type3的设置1)软件安装完成后首先加入“HPGL3D—001”机床并设置为“默认机器”。
在“设置机器”(也称为属性)栏中;总尺寸:Y最小为“负300—负500毫米、最大为300—500毫米”、X、Y 最大设为机床台面的刻雕刻尺寸、最小设为负500左右即可。
基准点:X、Y、Z三轴全设为“0”并选择“左下”方向。
轴面:为X、Y。
精度:为0.01毫米。
轴数:选3轴X、Y、Z,其它不设,点确认完成。
2)进入Type3软件在“更改”菜单栏中选择“可雕刻页”项,宽度、高度的设置为机床的最大雕刻尺寸(单位为毫米),深度一般为50--80毫米,其它全部设为“0”。
◆加工参数材料加工方式切削深度刀具主轴转速冷却有机玻璃切割/切透 5mm 锥形刀 <24000RPM 无PVC发泡板切割/切透 2-3mm 锥形刀 <20000RPM 无双色板切割/切透 1-2mm 锥形刀 <20000RPM 无1mmABS板切透锥形刀 <20000RPM 无硬铝雕刻 0.5mm/次锥形刀 <10000RPM 有紫铜雕刻 0.5mm/次锥形刀 <10000RPM 有冷轧钢板雕刻 0.4mm/次锥形刀 <10000RPM 有A3钢雕刻 0.4mm/次锥形刀 <10000RPM 有45#钢雕刻 0.4mm/次锥形刀 <10000RPM 有铸铁雕刻 0.5mm/次锥形刀 <10000RPM 有玻璃雕刻 0.4mm/次锥形刀 <10000RPM 有大理石雕刻 0.4mm/次锥形刀 <10000RPM 无使用说明:◆准备(参考电控箱后面板)1.从雕刻机电控箱连接36线电缆到雕刻机的对应接头,变频器上的4线航空插头连接到控制箱上的对应接口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何安装type3一.安装type3
1.把光盘放入光驱中
2.打开“我的电脑”,选择光盘并双击,首先安装“虚拟端口”选中直接双击安装就行3.双击“TYPE3V4200”
4.双击“SETUP”
5.单击“NEXT”
6.单击“YES”
7.单击“NEXT”
8.单击“NEXT”
9.单击“NEXT”
10.单击“NEXT”
11.单击“NEXT”
12.单击“NEXT”
13.单击“FINISH”,电脑重新启动
二.解压
1.打开“我的电脑”,选择光盘并双击
2.双击“TYPE3V4200”
3.双击“crack1”
4.单击“APPLY”
5.单击“确定”
6.双击“crack2”
7.单击“APPLY”
8.单击“确定”,此时解压已经完成
三.改“后处理器”
1.回到桌面,双击type3图标
2.点“加入机器”前面的加号“+”
3.点“CNC机器”前面的加号“+”
4.选择“Fanuc 16M/Fanuc 0M”
5.单击右下角的“加入”
6.单击第一个“确认”
7.单击右边的“后处理器……”
8.把滚动条往下拉,将Nmax=999999中的6个“9”改为10个“9”9.把滚动条往下拉,将HeadpcrSz0=p中的“p”改为大写“O1”
(O是大写字母O,1是数字1)
HeadpcrSz1=G91 G28
HeadpcrSz2=t 把等于号“=”后面的内容
HeadpcrSz3=M6 “G91 G28”“ t”“ M6”删除保留等号.10. 将EndpcrSz0=M17中的“17”改为“05”
11.单击右上角的“确认”
12.将最小X:-200.000mm 最大:200.000mm
改为:-3000.00mm改为:3000.00mm 最小Y:-200.000mm 最大Y:200.000mm
改为:-3000.00mm改为:3000.00mm
13.单击“确认”
14.单击“退出”(此时会自动弹出type3界面)
四.更改可雕刻页及选项
(根据自己的机型具体设置,宽度与高度设为机器实际加工台面的尺寸,不同机型深度设置一样,下面以 CP1325Y 机型为例)按键盘F10,需更改以下参数
a.通用取消步数:10改为30
自动保存:20改为3
单击“声音”:将勾号去掉
b.显示单击“显示浮雕”:将勾号去掉
c.可雕刻页
宽度改为“1300mm”(L)左留边:0mm
(R)右留边:0mm
高度改为“2500mm”(B)底留边:0mm
(T)顶留边:0mm
深度改为“150mm”顶边:0mm
底边:0mm
d.计算参数:单击“人工”,使其选中,0p1中0改为“2”,确认。
新建一个页,此时打开的已是你雕刻机的实际加工台面尺寸。
五.更改“机器工作”
1.随便画一个图形并选中,进入CAM模块,创建刀具路径,
任意选取一种加工方式双击,保存文件名,选取刀具确认
之后,进入选中程序右单击选取“机器工作”
2.点击下面一个锁,使其打开
3.点击“文件”,使其选中,提刀高度1.5mm改为10mm
4.点击右边的“份额”:单击“曲线线段化”,使其打勾
Z安全起始位:0.000mm改为1.000mm
点击“确认”
5.单击“确认”、“执行”,关闭type3
恭喜你,你已经成功安装了type3 !。