金属探测器CCP监控记录表
CCP点金属探测操作记录
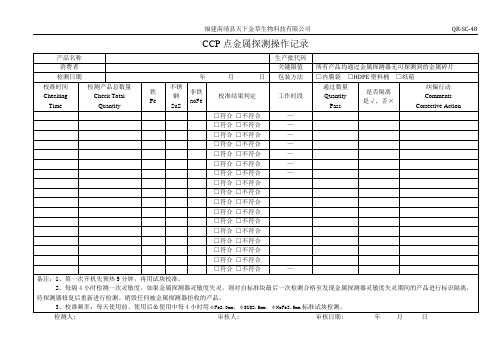
□符合□不符合
□符合□不符合
—
备注:1、第一次开机先预热5分钟,再用试块校准。
2、每隔4小时检测一次灵敏度,如果金属探测器灵敏度失灵,则对自标准块最后一次检测合格至发现金属探测器灵敏度失灵期间的产品进行标识隔离,待探测器修复后重新进行检测。销毁任何被金属探测器拒收的产品。
3、校准频率:每天使用前、使用后&使用中每4小时用φFe2.0mm,φSUS2.5mm,φNoFe3.5mm标准试块检测。
是√,否×
纠偏行动
Quantity
Comments
Pass
Corrective Action
□符合□不符合
—
□符合□不符合
—
□符合□不符合
—
□符合□不符合
—
□符合□不符合
—
□符合□不符合
—
□符合□不符合
—
□符合□不符合
□符合□不符合
□符合□不符合
□符合□不符合
□符合□不符合
□符合□不符合
□符合□不符合
检测人:
审核人:
审核日期:
年月日
CCP点金属探测操作记录
值
所有产品均通过金属探测器无可探测到的金属碎片
检测日期
年月日
包装方法
□内膜袋□HDPE塑料桶□纸箱
校准时间Checking Time
检测产品总数量
Check Total
Quantity
铁Fe
不锈钢SuS
非铁
noFe
校准结果判定
工作时段
通过数量
是否隔离
金属探测器校验、使用记录表

金属探测器校验/使用记录表 AB-PG-043
监 频
控 率
生产前,生产后,生产过程中每半小 时用2.0mmFe标准试片和3mmSUS标准 试片试验一次。
标
准
当使用2.0mmFe或3mmSUS准试片校验时会报 警。
校验
使用
操作员
时间 Fe SUS 判 定 纠偏措施 时间 使用情况 是否符合CL 纠偏措施
1、Fe:表示2.0mm铁金属标准试片;
2、SUS:表示3mm非铁金属标准试片;
备 3、当校验时会报警用“√”表示; 注 4、当校验时不报警用“×”表示;
5、正常:产品通过金探器时不发生报警;
6、不正常:产品通过金探器时发生报警。
纠 偏 措
若校验时不报警,则调整维修机器并重新校验,直 至报警为止,并把上一次正确结果后的产品重新过 金属探测器。当最终产品通过金属探测器发生报警 时,为防止误报应重新过三次,如仍 期:
金属探测仪点检表

月份 设备 名称 金属探测仪 编号 监管人 日期 项目 点检明细 保养周期 点检方法 及工具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 保养责任人
皮带
每周
1、肉眼观察皮带无破损,发现 破损及时上报储备备用 2、肉眼观察皮带有无跑偏,并 及时调节校正确保无跑偏 1、启动设备运行,仔细听轴承 运行有无异响 2、肉眼观察轴承有无破损、确 保内部有足够润滑油 1、肉眼观察油位观察口润滑油 量确保在中心红点位置(无红 点则在观察口一半即可),若 观察口模糊无法识别,则采取 铁丝从加油口伸去内部底部取 出观察铁丝油位,以此确定油 位,油位不够及时添加(不可 过多)。 1、肉眼观察线路有无破损,发 现破损及时找电工处理 1、用手按压开关是否能正常使 用,出现异常找电工及时更换 1、实际操作调速,若不能正常 使用找电工处理
机 械 部 分
ቤተ መጻሕፍቲ ባይዱ
轴承
每周
电机
每月
电 器 部 位 设备其 他异常 记录及 措施
线路 开关 频幕
每周 每周 每周
备注
注: 1、记录符号:点检状况如实填写:正常打“√”异常待修打“×”,修复后请在“×”上打“○”。 2、异常待修打“×”项要在设备其他异常记录项中做简要描述记录
29 30 31
关键控制(CCP)点验证记录

该岗位人员对CCP2宰后检验的监控实施在规定范围内,与冰鲜/冷冻鸡肉HACCP计划、生产加工检验作业指导书要相一致, 符合要求, 经对记录的核实验证有效。
验证人:
***************
CCP
日期: 月 日文件编号:DW-D-JL-PG030
CCP点编号:CCP1(毛鸡验收)监控人:
验证依据
况描述:
现场询问并查看监控人员对关键限值、监控程序、纠偏措施的认识,
监控人员对关键值清楚,预冷池水温:2#池:0C〜8C3#池:0C〜4C次氯酸钠消毒液的浓度:2#池:50〜100ppm3#池:0ppm出预冷 池胴体温度为w5C,
对于以上监控,并做出了相应完整的胴体预冷消毒监控记录,记录
显示该岗位每小时监控一次,预冷池温度、消毒浓度在监控范围之内, 出预冷池胴体温度达到关键限值要求。
验证结论
该岗位人员对CCP1毛鸡检验的监控实施在规定范围内,与冰鲜/冷冻鸡肉HACCP计划、生产加工检验作业指导书要相一致, 符合要求, 经对记录的核实验证有效。
验证人:
***************
CCP
日期: 月 日文件编号:DW-D-JL-PG030
CCP点编号:CCP4(金属探测)监控人:
验证依据
况描述:
该岗位主要是对产品在加工过程中受金属异物污染情况的检验,主
要监控铁、非铁和不锈钢,其实监控限值分别为Fe ?v1.5mm SuS ?v
2.5mm Non-Fev2.0mm,对有金属反应的产品隔离存放,做好标识; 班后解冻查找金属异物及来源,产品降级处理。
查验当天记录,在开始检验产品前先对金属探测器的灵敏度进行了 校准,然后再对产品进行逐一过金属探测器,并对检验情况进行相应的 记录,监控有效。
农产品公司质量食品安全CCP点验证与确认记录示例
根据问题发生的严重程度与生产的综合能力制定。
5、记录的真实性与合理性
CCP4点的记录与文件相符合,能够有效达到预期目的。
确认结论:
CCP4点运行有效。
确认签字:确认日期:
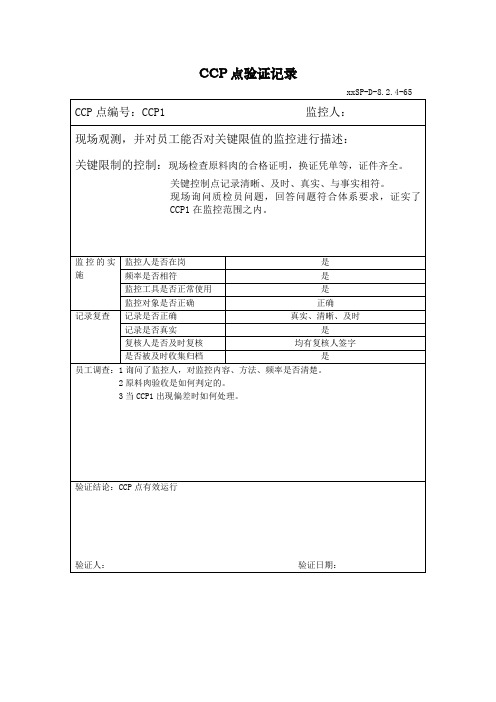
CCP点验证记录
xxSP-D-802.4-65
CCP点编号:CCP4监控人:
现场观测,并对员工能否对关键限制的监控进行描述:
2杀菌锅的温度表是如何校准的,频率是多少。
验证结论:
CCP4关键控制点运行有效。
验证人:验证日期:
在现场检查中,未发现控制点失效现象,并且对温度表进行校准,与水银温度计一致。
监控的实施
监控人是否在岗
是
频率是否相符
是
监控工具是否正常使用
是
监控对象是否正确
正确
记录复查
记录是否正确
真实、清晰、及时
记录是否真实
是
复核人是否及时复核
均有复核人签字
是否被及时收集归档
是
员工调查:1当杀菌锅温度发生偏差时,如何处理当前的产品。
监控的实施
监控人是否在岗
是
频率是否相符
是
监控工具是否正常使用
是
监控对象是否正确
正确
记录复查
记录是否正确
真实、清晰、及时
记录是否真实
是
复核人是否及时复核
均有复核人签字
是否被及时收集归档
是
员工调查:1询问了监控人,对监控内容、方法、频率是否清楚。
2原料肉验收是如何判定的。
3当CCP1出现偏差时如何处理。
4、纠偏措施制定的依据
根据危害程度的大小,危害的严重性而建立相应的纠偏措施。
危害分析和CCP案例分析
普通无脂干酪块-8盎司,砖型 巴式杀菌,培养,热包装奶制品 巴氏灭菌,配方,冷藏,活性发酵
大众;
通常运作时间* (清洁循环的间隔时间) 延长运作时间 * (批准时间和日期)
无食品安全影响时, 此项目进作为可选项 保质期 (例如:保质天数,温度条件) 贮存和分销:(例如:普通环境、冷藏、冷冻、相对湿度、高原条件。)
盐(>10ppm在最终配方中)亚硫酸盐(>10ppm在最终 配方中)
原料全脂奶 乳酸发酵 奶油-甜味 奶油-巴杀 植物香精 三文鱼 返工料
牛奶蛋白 牛奶蛋白 牛奶蛋白 牛奶蛋白 牛奶蛋白 海鲜蛋白 牛奶蛋白,大豆蛋白,海 鲜蛋白
无 无 无 无 无
无
2010 Kraft Supplier Forum
23
卡夫表 E2 — 范例:过敏源交叉生产评估
是否对原料过敏原评估 E-1 表中确定的所有过敏 如果是“否” , 请确定控制机 原都在其成品包装上进行了标识?(这些要求适用 制 列出生产线上生产的所有产品, 于本表中所有在第一列中列出的产品) (__- CCP) 包括所使用的共用设备。例如: (__- PP) 返工罐,过滤器等) 是(列出过敏原) 否(列出过敏 原) 奶油芝士 牛奶 三文鱼,大豆 产品生产排序-PP, 设备清洁—CCP, 包装线换产-CCP, 返工处理-CCP, 标签的使用-PP 植物混合奶油芝士 牛奶、大豆 三文鱼 产品生产排序-PP, 设备清洁—CCP, 包装线换产-CCP, 返工处理-CCP, 标签的使用-PP
A 按照“食品过敏原类别一览表及地区过敏原要求-如适 用(见附件C)”列出所有含过敏原/亚硫酸盐的原料. 包含过敏原和/或亚硫酸盐(>10ppm在最终配方中) 通过换产带入的过敏原或亚硫酸盐(>10ppm在最终配 方中) 列出任何可能与产品接触或产品自身含有过敏原和/或亚 硫酸盐<10PPM 的加工助剂 B 列出原料或原料组成成分 中所确定的过敏原/亚硫酸 C 列出在非直接组成成分的原 料中所确定的携带过敏原/
金属探测器检测与使用操作规程
文件制修订记录一、目的/目标:提供标准金属探测方法。
二、相关材料:01 笔 02记录表 03金属探块 04金属探测仪三、操作规程:01.打开电源,指示灯亮之后,再打开后检除器的电源开关。
02.检测开关向下置于“电源”开关右侧位置。
03.将灵敏度旋纽调到1—3档(FeΦ小于1.5mm,SUSΦ小于2.5mm)(此范围内为正常使用范围)。
04.试运行两圈,同时用酒精喷洒传送带并检测传送带是否有金属物质。
05.检查程序和设备验证:按照HACCP中关控点要求进行检查和验证。
5.1金属探测仪灵敏度的验证:打开探测器传送带,将预检测的单位产品通过金属探测器,产品能顺利通过;然后将规定直径的Fe和SUS测试牌分别放在产品上面的左、中、右和产品下面的左、中、右六个点,检测探测器的灵敏度,如均灵敏无误,则开始逐件通过产品进行检测,检测过程中,每半小时一次按如上方法检测探测器灵敏度,以确保金属探测仪工作正常;生产结束后同样按照上述的方法检测一次。
如经检测探测器不灵敏,则重新调整探测器,至灵敏后将上次正确结果以后检测的产品重新检测一遍。
5.2灵敏度的设定:根据金属探测仪特性和产品要求,确定金属探测仪的灵敏度,具体参看HACCP中金属探测仪关控点关键限值的要求。
5.3检查:将产品逐件通过调整好的金属探测仪,如金属探测仪发出蜂鸣并停止运转,则怀疑该件产品中混有金属异物,按照处理程序进行处理。
06.处理程序:产品通过金属探测仪时如探测仪发出蜂鸣并停止运转,则怀疑该件产品中混有金属异物,按以下程序处理:6.1该件产品全部放入不合格品,做降级处理。
6.2设专人检查该不合格品,查找金属异物,如果检出有金属异物,仔细保存该异物,检查前面工序,查找异物产生的来源并采取相应的预防措施。
6.3如果金属探测仪频繁报警,操作工要上报质检员暂停生产,查找原因,如设备正常则怀疑该批产品受到污染,从第一次报警开始至正常后的所有产品全部降级处理。
07.每天生产结束后对金属探测仪进行清洗消毒。