后锂离子电池
锂离子动力电池的优势与劣势分析
锂离子动力电池的优势与劣势分析锂离子动力电池作为目前应用最广泛的电池之一,其作用在各个领域的电力储存中扮演着重要的角色。
本文将从锂离子动力电池的优势和劣势两个方面进行分析,并探讨其在未来的应用前景。
优势分析:1. 高能量密度:锂离子动力电池具有较高的能量密度,能够储存和释放更多的电能,相对于传统的铅酸电池和镍氢电池来说,其能量密度更高,储存更多的能量,因此在同样体积的情况下,锂离子电池可以提供更长的续航里程。
2. 长循环寿命:与其他电池相比,锂离子电池具有较长的循环寿命。
经过数千次的充放电循环后,锂离子电池的性能仍能保持相对稳定。
这意味着锂离子电池可以在长期使用中保持更好的性能,延长了电池的使用寿命。
3. 无记忆效应:锂离子电池没有记忆效应,即使电池没有完全放空,也可以进行充电而不会对电池的性能产生负面影响。
这使得锂离子电池更加方便使用,可以根据实际需求进行充电,而无需担心记忆效应对电池寿命的影响。
4. 快速充电能力:相对于其他类型的电池,锂离子电池具有较快的充电速度。
现代锂离子电池技术的进步,使得电池能够在短时间内快速充电,从而提高了电池的可用性和便利性。
劣势分析:1. 安全性问题:锂离子电池在过热、过充、过放等情况下,存在安全隐患。
如果电池内部结构设计不当,或者电池过度使用时发生异常,可能会导致电池膨胀、起火甚至爆炸等安全事故。
因此,在设计和使用锂离子电池时需要特别注意安全问题,并采取相应的安全措施。
2. 有限的资源和环境影响:锂离子电池的生产需要消耗大量的锂资源,而目前全球锂资源的储量有限。
此外,电池的生产和废弃处理也会对环境造成一定的影响。
虽然一些回收技术正在发展,但对于大规模的电池废弃物处理仍然存在问题。
3. 电池容量衰退:锂离子电池的容量随着使用时间的增加而逐渐下降。
这是因为电池内部材料的物理和化学变化,导致电池容量减少。
尽管锂离子电池相对其他电池类型的容量衰减较慢,但随着使用寿命的延长,容量衰减仍然是影响锂离子电池性能的一个因素。
锂离子电池研究_综述
锂离子电池研究综述—陈欢1 锂离子电池简介离子电池又称为“摇椅电池”,是指以可供锂离子嵌入脱嵌的物质作为正、负极的二次电池。
电解质一般采用溶解有锂盐的有机溶液,根据所用电解质的状态,可分为液态锂离子电池、聚合物锂离子电池和全固态锂离子电池。
1.1 锂离子电池的工作原理[1]一个锂离子电池主要由正极、负极、电解液及隔膜组成,外加正负极引线,安全阀,PTC(正温度控制端子),电池壳等。
虽然锂离子电池种类繁多,但其工作原理大致相同。
充电时,锂离子从正极材料中脱嵌,经过隔膜和电解液,嵌入到负极材料中,放电以相反过程进行。
再充电,又重复上述过程。
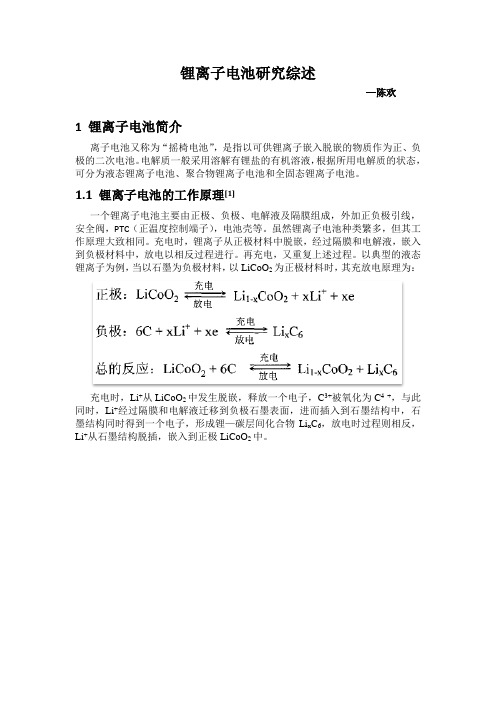
以典型的液态锂离子为例,当以石墨为负极材料,以LiCoO2为正极材料时,其充放电原理为:充电时,Li+从LiCoO2中发生脱嵌,释放一个电子,C3+被氧化为C4 +,与此同时,Li+经过隔膜和电解液迁移到负极石墨表面,进而插入到石墨结构中,石墨结构同时得到一个电子,形成锂—碳层间化合物Li x C6,放电时过程则相反,Li+从石墨结构脱插,嵌入到正极LiCoO2中。
图1 锂离子电池从放电示意图1.2 锂离子电池的优缺点[2](1)能量密度高,输出功率大。
(2)平均输出电压高(约3.6V),为Ni-Cd、Ni-MH电池的三倍。
(3)工作温度范围宽,一般能在-20-45℃,期望值为-40-70℃。
(4)无记忆效应。
(5)可快速充放电,充放电效率高,可达100%。
(6)没有环境污染,称为绿色电池。
(7)使用寿命长,可达1200次左右。
当然,目前的锂离子电池还存在一些不足。
(1)成本较高,主要是正极材料的价格高,随着正极材料的研究开发不断深入一些新的更廉价的正极材料,如LiMnZO4、LiFePO4等己经初步商品化。
(2)过充电的安全问题还需要进一步解决;(3)与普通电池的相容性差,一般要在用3节AA电池(3.6V)的情况下才可以用锂离子电池代替。
2. 锂离子电池的正极材料为了提高锂离子电池的输出电压、比容量、循环使用寿命,目前正在开发的正极材料主要是具有层状结构、尖晶石结构和橄榄石结构的嵌入化合物,主要有氧化钻锂、氧化镍锂、氧化锰锂、磷酸亚铁锂、三元复合材料等。
YDB 032-2009 通信用后备式锂离子电池组

通信用后备式锂离子电池组 Back-up lithium-ion battery for telecommunications中国通信标准化协会发布YDB 032—2009目 次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 术语、定义和符号 (1)4 产品系列 (2)5 要求 (2)6 试验方法 (6)7 检验规则 (12)8 标志、包装、运输、储存 (12)附录A (规范性附录)电池组的标称电压、容量和适用性 (14)A.1 电池组工作电压 (14)A.2 电池组容量(暂行) (14)A.3 电池组适用性 (14)附录B (资料性附录)通信用后备电源主要问题和锂离子电池组产业化现状 (15)B.1 通信用铅酸蓄电池的主要问题 (15)B.2 通信用后备式锂离子电池组的不足 (16)IYDB 032—2009II前 言为适应信息通信业发展对通信标准文件的需要,在工业和信息化部统一安排下,对于技术尚在发展中,又需要有相应的标准性文件引导其发展的领域,由中国通信标准化协会组织制定“通信标准类技术报告”,推荐有关方面参考采用。
有关对本技术报告的建议和意见,向中国通信标准化协会反映。
本技术报告的附录A是规范性附录,附录B是资料性附录。
本技术报告由中国通信标准化协会提出并归口。
本技术报告起草单位:华为技术有限公司、信息产业部电信研究院、浙江南都电源动力股份有限公司、江苏双登集团有限公司、深圳市比亚迪锂电池有限公司、艾默生网络能源有限公司、哈尔滨光宇电源股份有限公司本技术报告主要起草人:胡芳、李海、马向民、黄茂胜、熊兰英、吴京文、黄睿、江文锋、唐志雄、吴建华、刘铁建YDB 032—2009通信用后备式锂离子电池组1 范围本技术报告规定了通信用后备式锂离子电池组的定义、要求、试验方法、检验规则及标志、包装、运输和储存。
本技术报告适用于通信用后备式锂离子电池组(以下简称电池组)。
2 规范性引用文件下列文件中的条款通过本技术报告的引用而成为本技术报告的条款。
废锂离子动力蓄电池处理污染控制技术规范(试行)1186-2021

1186-2021废锂离子动力蓄电池处理污染控制技术规范(试行)1适用范围本标准规定了废锂离子动力蓄电池处理的总体要求、处理过程污染控制技术要求、污染物排放控制与环境监测要求和运行环境管理要求。
本标准适用于废锂离子动力蓄电池处理过程的污染控制,可作为废锂离子动力蓄电池处理有关建设项目环境影响评价、建设运行、竣工环境保护验收、排污许可管理等的技术参考依据。
储能类、消费类等其他类型的废锂离子电池,以及锂离子电池生产废料处理过程的污染控制,可参照本标准执行。
本标准不适用于锂离子动力蓄电池在保质期内的返厂故障检测、维修翻新过程。
2规范性引用文件本标准引用了下列文件或其中的条款。
凡是注明日期的引用文件,仅注日期的版本适用于本标准。
凡是未注日期的引用文件,其最新版本(包括所有的修改单)适用于本标准。
GB 3095环境空气质量标准GB 8978污水综合排放标准GB 9078工业炉窑大气污染物排放标准GB 12348工业企业厂界环境噪声排放标准GB/T 14848地下水质量标准GB 16297大气污染物综合排放标准GB 18484危险废物焚烧污染控制标准GB 18597危险废物贮存污染控制标准GB 18599一般工业固体废物贮存和填埋污染控制标准GB 31573无机化学工业污染物排放标准GB 36600土壤环境质量建设用地土壤污染风险管控标准(试行)GB 37822挥发性有机物无组织排放控制标准HJ 819排污单位自行监测技术指南总则3术语和定义下列术语和定义适用于本标准。
3.1锂离子动力蓄电池power lithium-ion battery利用锂离子作为导电离子,在阳极和阴极之间移动,通过化学能和电能相互转化实现充放电,为新能源汽车动力系统提供能量的蓄电池。
3.2电池单体cell将化学能与电能进行相互转换的基本单元装置,通常包括电极、隔膜、电解质、外壳和端子,并被设计成可充电。
3.3电池模块module将一个以上电池单体按照串联、并联或串并联方式组合,并作为电源使用的组合体。
废旧锂离子动力蓄电池贮存安全技术条件-2023最新
废旧锂离子动力蓄电池贮存安全技术条件1 范围本文件规定了废旧锂离子动力蓄电池(以下简称“废旧蓄电池”)的贮存和安全环保要求。
本文件适用于废旧蓄电池包、电池模块、电池单体的贮存。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 15562.2 环境保护图形标志固体废物贮存(处置)场GB 18597 危险废物贮存污染控制标准GB 18599 一般工业固体废物贮存和填埋污染控制标准GB/T 19596 电动汽车术语GB/T 34695 废弃电池化学品处理处置术语HJ 1186 废锂离子动力蓄电池处理污染控制技术规范(试行)DB34/T 3077 车用锂离子动力电池回收利用放电技术规范DB34/T 3590—2020 废旧锂离子动力蓄电池单体拆解技术规范3 术语和定义GB/T 19596、GB/T 34695 和 DB34/T 3077界定的以及下列术语和定义适用于本文件。
3.1废旧锂离子动力蓄电池waste and used lithium-ion traction battery失去原有使用价值或废弃的锂离子动力蓄电池单体、电池模块和电池包。
注:包括在锂离子动力蓄电池生产、运输、储存、使用过程中产生的不合格产品、报废产品等。
3.2贮存storage使用合适的场地及设施设备,并按照规范的作业流程,对处置前的废旧锂离子动力蓄电池进行合理存放。
4 分类4.1废旧蓄电池分类根据附录A的检测结果,废旧蓄电池分类可分为以下三类:a)A类蓄电池:结构功能完好、所有项目检验结果均为“否”的废旧蓄电池;b)B类蓄电池:所有项目检验结果有一项或者一项以上为“是”、且国家法律法规对其包装运输没有特殊规定的废旧蓄电池;c)C类蓄电池:除A类蓄电池与B类蓄电池以外,符合国家法律法规对危险废物或其他特殊规定的废旧蓄电池。
锂离子电池常用的性能参数

锂离子电池常用的性能参数(1)额定容量:指电池在出厂时在常温25℃环境下按照标准充放电工序测试,所能放出的最大电量,单位为mAh 或者Ah,一般由厂家自己规定;(2)剩余容量:指电池在一定的环境中使用,经过一阶段的使用结束后,以标准放电工序仍可放出的电量,表明了电池当前阶段的续航能力;(3)电动势:指电池处于平衡状态时正负电极的电位差,其大小由内部电化学反应所决定,与形状、大小等外在因素无关;(4)开路电压:电池在与外界电路断开时的正负极电位差;(5)端电压:电池与外界电路相连,即充电或带负载放电时的正负极电位差,充电时数值上总是高于开路电压,放电时数值上总是低于开路电压;(6)充电保护电压:指电池电压所允许的最大值,超过此电压会损伤电池寿命或者影响电池的安全性,充电时达到此电压即可认为已充满电量,具体数值一般由厂家决定;(7)放电保护电压:指电池电压所允许的最小值,低于此电压会损伤电池寿命或者影响电池的安全性,放电时达到此电压即可认为已放空电量,具体数值一般由厂家规定;(8)充放电倍率:指充放电过程中电流的大小,在数值上定义为: 充放电倍率=充放电电流额/定容量,工程测试中,常用C 来表征其数值的大小,如额定容量为10Ah 的电池以1C电流放电即表示放电电流为10A;(9)荷电状态:指电池剩余容量与额定容量的比值,常用百分比形式表示,表征电池当前状态下可吸收或释放电能的能力;(10)极化电压:指由电极反应导致的电池极化现象使电极电位偏离平衡电位,从而产生的电极电位差;(11)极化内阻:指由电极反应导致的内阻变化,包括电化学极化内阻和浓差极化内阻等,其值大小与电极材料和电化学本质相关; (12)欧姆内阻:指电池各组成部分之间的接触电阻,其值大小与电池的制造工艺、电极结构相关;(13)电池内阻:由极化内阻与欧姆内阻共同组成;(14)循环寿命:在电池满电状态下的容量下降至某一规定值之前,电池可经历的充放电循环次数。
(完整版)史上最全的锂离子电池析锂原因解析

(完整版)史上最全的锂离⼦电池析锂原因解析知⾏锂电●技艺┃史上最全的锂离⼦电池析锂原因解析引⾔析锂是咱们锂电⾏业中极其常见的⼀种异常现象,不同的析锂状态,往往也对应着不同的异常原因,根据析锂状态分析异常原因,可以说是我们必备的⼀项技能。
虽说析锂如此重要,但是能系统的讲⼀讲析锂原因的⽂章却并不多见。
虽然⽂武在这⽅⾯功⼒还不够深厚,但还是愿意抛砖引⽟,将⾃⼰这些年遇到的问题,与⼤家来分享⼀下。
⼀、析锂的基本概念锂离⼦电池在充电过程中,锂离⼦会从正极脱嵌并嵌⼊负极。
但是当⼀些异常状况发⽣、并造成从正极脱嵌的锂离⼦⽆法嵌⼊负极的话,那么锂离⼦就只能析出在负极表⾯,从⽽形成⼀层灰⾊的物质,这就叫做析锂。
从析锂的⼤⽅向来分类的话,⽂武将析锂的原因分成五⼤类:负极余量不够造成的析锂;充电机制造成的析锂;嵌锂路径异常造成的析锂;主材异常造成的析锂;特殊原因造成的固定位置析锂。
下⾯分别针对上述五⼤类原因,来对析锂的具体原因进⾏讲解。
⼆、负极余量不够造成的析锂锂离⼦在充电时从正极脱嵌之后,⼀定要有⼀个归宿。
⼀般⽽⾔,归宿是嵌⼊到负极当中,但是当负极过量不够、负极可嵌⼊锂离⼦少于正极脱嵌的锂离⼦时,锂离⼦就只能在负极表⾯析出了。
负极过量不够,算得上是析锂的最常见原因。
⽽根据负极过量不够的位置,⼜可以细分成下⾯三组析锂情况:2.1 常规负极过量不够的析锂当负极过量不⾜时,从正极脱嵌后来到负极的锂离⼦没有⾜够的嵌⼊空间,因⽽只能形成⾦属锂单质并析出在负极表⾯。
由于负极过量不够程度⼀般是均匀的、正极脱嵌的锂离⼦也是均匀来到负极的,因此负极过量不够造成的析锂也都是均匀的⼀层,析锂严重程度的⼤⼩与负极过量不够的程度密切相关,过量不⾜程度越⾼则析锂越严重。
2.2 阴阳⾯析锂当⼀个电芯出现正极单⾯涂重或者负极单⾯涂轻时,就会造成这个电芯的负极两⾯⼀侧析锂⼀侧不析锂,这也就是俗称的阴阳⾯。
阴阳⾯电芯析锂⼀侧的界⾯与负极过量不⾜析锂完全⼀致,⽽另外⼀侧则是⾦黄⾊(⽯墨负极的话)。
终锂离子电池材料
Introduction锂离子电池(LIB)是20世纪70年代发展起来的一种集高能量密度、高输出电位、无污染、寿命长等优点于一身的新型储能电池。
至20世纪90年代商业化后已经被广泛地应用到了笔记本电脑、手机、数码相机、摄像机以及航天等众多领域。
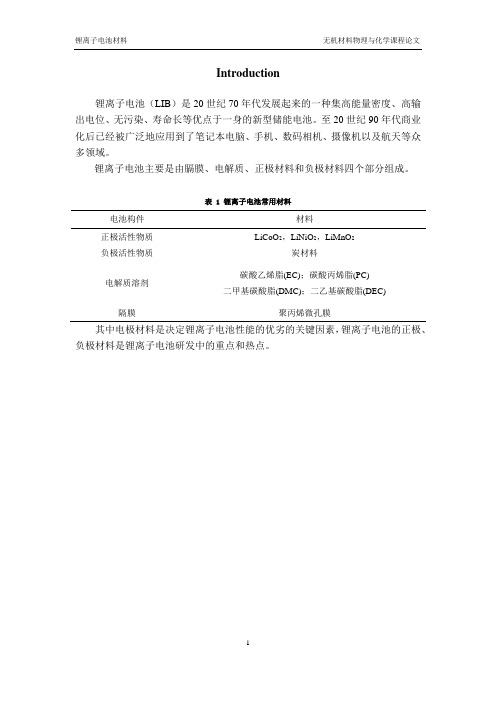
锂离子电池主要是由膈膜、电解质、正极材料和负极材料四个部分组成。
表 1 锂离子电池常用材料电池构件材料正极活性物质LiCoO2,LiNiO2,LiMnO2负极活性物质炭材料电解质溶剂碳酸乙烯脂(EC);碳酸丙烯脂(PC)二甲基碳酸脂(DMC);二乙基碳酸脂(DEC)隔膜聚丙烯微孔膜其中电极材料是决定锂离子电池性能的优劣的关键因素,锂离子电池的正极、负极材料是锂离子电池研发中的重点和热点。
1 锂离子电池负极材料目前如何提高负极材料的嵌锂容量及其充放电速度是锂离子电池领域的热点,理想的锂离子电池负极材料应具有如下特点[1-3]:(1)在电极材料的内部和表面,锂离子具有较大的扩散速率,以确保电极过程的动力学因素,从而使电池能以较高倍率充放电,满足动力型电源的需要为;(2)为保证电池具有较高的能量密度和较小的容量损失,要求有较高的电化学容量和较高的充放电效率;(3)具有较高的结构稳定性、化学稳定性和热稳定性,同时与电解液和粘合剂的兼容性好,比表面积小于10 m2/g,真密度大于2.0 g/cm3;(4)保证电池具有较高且平稳的输出电压,在锂离子嵌-脱锂反应过程中自由能变化小,电极电位低,并接近金属锂;(5)有良好的电导率;(6)电极的成型性能好;(7)资源丰富,价格低廉,在空气中稳定,无毒。
目前锂离子电池中的负极材料主要有以下几种:炭质负极材料(包括石墨、硬炭和软炭),非碳负极材料(包括硅基负极材料、锡基负极材料和过渡金属氧化物负极材料)。
1.1碳材料由于碳材料具有原料较丰富、成本低廉、良好的电化学性能等优势,所以成为了开发最早应用最多的锂电池负极材料。
目前研究较多的有天然石墨、中间相炭微球、焦炭、碳纤维等[4-5]。
锂离子电池拆解后极片清洗方法
锂离子电池拆解后极片清洗方法
锂离子电池拆解后极片清洗方法有以下几个步骤:
1. 安全操作:在进行清洗之前,请确保个人防护设备完善,如戴上手套、护目镜等。
2. 分离电极片:将电池拆解开,将正负极片分离。
3. 洗涤极片:将极片放入清水中浸泡,搅拌浸泡约10-15分钟,以便溶解附着在极片上的污物。
4. 清洗极片:用软毛刷轻轻刷洗极片,可以去除污物和氧化物,注意不要用力过猛,以免损坏极片。
5. 漂洗:用清水对极片进行彻底漂洗,确保极片表面没有残留的污物。
6. 风干:将清洗干净的极片放在通风处自然风干,不要使用热风吹干,以免引起变形或其他损坏。
请注意,锂离子电池的拆解和清洗需要专业人士进行操作,不建议普通用户进行。
此外,清洗后的极片可能会对环境产生污染,请妥善处理废弃物。
废旧锂离子电池正极有价金属的回收研究
废旧锂离子电池正极有价金属的回收研究电池、三元锂离子电池和钴酸锂电池这三种使用摘要:主要介绍了LiFePO4比较广泛的锂电池正极有价金属的回收研究进展,同时比较了干法回收和湿法回收之间的优点和不足,阐明了两种回收方法的现状,进一步提出了锂电池的回收将来一定是标准化、系统化、无污染化的观点。
关键词:废旧锂离子电池;回收;正极材料;有价金属引言石油作为不可再生战略资源,其用途可不仅仅用作汽车燃料,许多的高科技领域都有它的身影,而燃油汽车不仅需要耗费大量石油还会产生对环境有害的气体,所以由可再生能源驱动的新能源汽车必将成为将来的主流。
我国在2010年已经将新能源汽车纳入了战略产业的规划当中,2015—2018年产业增长速率皆在50%以上,2019年我国新能源汽车销量达到120.6万辆,2020年受新冠疫情的影响,新能源汽车的销量仍达136.7万辆再创历史新高[1]。
动力电池作为新能源汽车的核心,2018年装机量为56.89GW·h,2019年为62.27GW·h,2020年为62.85GW·h。
一般商用车电池寿命为5年左右,乘用车为8年左右,且人们日常生活中的手机、电脑等都是使用电池作为核心能源来驱动的,电作为可再生能源固然是好,但废旧电池的回收又成了人们必须面对的问题。
锂离子电池的结构大致是由正极、负极、隔膜层以及电解液组成,含有铜、铝、钴、镍、锂等金属元素。
随着钴、镍等金属资源的日益减少及废旧锂电池会对环境造成巨大危害,废旧锂电池的回收再利用已迫在眉睫。
废旧锂电池的回收作为我国新能源产业链的最后一环,也是新能源产业循环链的控制步骤,对新能源产业的长远发展有着重要意义。
目前废旧电池的回收方法主要分为干法回收和湿法回收。
干法适用于大多数的锂电池回收,同时也是已投产规模化的回收方法,将深度放电后的电池进行破碎处理,再进行磁选分离,最后使用高温进行煅烧。
干法回收的能耗大、设备投资高、回报低且无法回收锂电池正极材料中的锂、镍等有价金属。
锂离子电池优缺点
一、简介锂离子电池的正极活性材料是钴酸锂(LiCoO2--氧化钴锂),负极活性材料是碳材。
电池通过正极的锂离子在负极的键入与迁出实现电池的充放电过程。
锂离子电池有各种形状(圆柱形、长方形等)以适合不同产品的需要,其容量一般有几百毫安时到几安时。
另外,可以将几个锂离子电池串联在一起,并与电池保护器封装在一起组成电池组。
二、优点1. 单体电压高:3.6~3.8V,充满电时的电压(终止充电电压)一般为4.2V,终止放电电压不低于2.5V。
2. 比能量大:100~135Wh/kg,是镍氢的1.5倍,镍镉2倍。
3. 循环寿命长:一般500次,甚至1000次。
4. 安全,无公害,无记忆,无污染。
5. 自放电低:室温下满电存储1个月的自放电率约10%左右(镍镉25~30%,镍氢30~35%)。
6. 温度范围广:-20~+60℃三、缺点1. 成本高:LiCoO2价格高(几十万元/吨)。
2. 不能大电流放电,内阻相对较大,一般在0.5C以下放电。
例如,一种容量为3Ah的锂离子电池,在0.75A(0.25C)电流放电时,工作时间为4小时;若以2A(0.67C)电流放电时,工作时间为1.25小时(相当于2.5Ah了);若以3A(1C)电流放电,工作时间仅为为0.6小时(相当于1.8Ah了)。
3. 需要保护电路控制。
如果锂离子电池在使用过程中电压已降到2.5V 后还继续使用,则称为过放电(或过放),对电池有损害。
四、充电锂离子电池充电的需求有:(1)过充保护——终止充电电压精度在额定值的1%之内(过压充电可能对锂离子电池造成永久性损坏)。
(2)锂离子电池的充电率(充电电流)应根据电池生产厂的建议选用。
虽然某些电池充电率可达2C(C为电池的容量),但常用的充电率为(0.5~1.0)C。
(3)如果充电电流过大会产生温度过高,不仅会损坏电池并可能引起爆炸。
因此在大电流充电时,需要对电池进行温度检测,并且在超过设定充电温度时能停止充电以保证安全。
废旧锂离子动力电池的拆解及梯次利用
废旧锂离子动力电池的拆解及梯次利用作者:朱国才何向明来源:《新材料产业》 2017年第9期一、前言我国已经成为全球最大新能源汽车市场,2014年电动汽车销售量为7万辆,2015年30万辆,2016年达到50万辆。
随着电动汽车关键部件电池使用寿命逐渐到期,动力电池报废量也越来越大。
预计到2020年我国车用动力电池需求量将达125GWh,报废量将达32GWh,报废电池折算为质量将达到约50万t;到2030年,车用动力电池报废量将达101GWh,报废动力电池量约116万t。
目前废旧动力锂离子电池回收主要有2种方式,一是梯次利用:针对电池容量下降到原来70%~80%无法在电动汽车上继续使用的电池,进行梯次利用,可继续在其他领域如电力储能、低速电动车、五金工具等作为电源继续使用一定时间;二是拆解回收:主要针对电池容量下降到50%以下,该类电池无法继续使用,只能将电池进行拆解并资源化回收利用。
目前动力电池的回收利用以小型的环保企业为主,并形成梯次利用的市场,以18650为例,回收到企业的成本约0.1元/个,把电池包拆解,得到单体电池,经过测试后,可售出作为五金工具的电源,批发的价格可以达到1 ~1.5元/个,因此具有经济效益。
但这些小公司工艺设备落后,回收利用过程很难达到环保要求。
而专业回收公司如深圳格林美高新技术股份有限公司、广东邦普循环科技有限公司、浙江超威动力能源有限公司和广东芳源环保股份有限公司等具有先进技术设备及一定技术开发,但目前还只能对特有电池品种(如三元材料电池)进行回收利用。
由于动力锂电池品种多,在拆解过程缺乏自动化拆解技术,进行环保回收利用需要增加企业成本,因此回收利用过程很难获得经济效益,需要政府系统的支持和政策激励。
整体上看,由于电动汽车发展时间不长,动力电池废料在近几年才大量进入市场。
我国动力电池的回收利用还处于初始阶段,针对不同类型的动力锂离子电池无论在拆解、梯次利用及资源综合利用方面缺乏成熟的技术。
废旧锂离子电池电解液回收处理方法综述

废旧锂离子电池电解液回收处理方法综述韩晓改1,张俊喜2*,范靖康1,王裕民1(1.山西汾西重工有限责任公司,山西 太原 030027; 2.山西根复科技有限公司,山西 太原 030027 )摘要:结合废旧锂离子电池回收利用工艺,阐述电解液组成、特点、处理方法(高温、常温、湿法处理等)及处理过程对环境的影响。
从环境保护和资源利用的角度,对电解液的各种处理方法进行讨论。
关键词:废旧锂离子电池; 电解液; 回收利用; 处理方法中图分类号:TM912.9 文献标志码:A 文章编号:1001-1579( 2021) 02-0205-04Summary of recycle and treatment method of electrolyte in spent Li-ion batteryHAN Xiao-gai 1 ,ZHANG Jun-xi 2* , FAN Jing-kang 1 ,WANG Yu-min 1(1. Fenxi Shanxi Heavy Industry Co., Ltd., Taiyuan , Shanxi 030027, China ;2. Shanxi Genfu Science and Technology Co., Ltd., Taiyuan , Shanxi 030027, China )Abstract : Combining the recovery and utilization technology of spent Li-ion battery , the ingredient , characteristics , treatmentmethods ( high temperature , normal temperature , wet processing ) and the influence of treating process on environment were elaborated. The treatment methods for electrolyte were discussed from the view of environmental protection and resource utilization.Key words : spent Li-ion battery; electrolyte; recycle and reutilization; treatment method废旧锂离子电池具有较高的回收价值,开展回收及进行有价元素的再资源化,可以产生较好的社会效益和经济效 益。
锂离子电池循环后电池中值电压升高
锂离子电池循环后电池中值电压升高
锂离子电池是目前应用最广泛的可充电电池之一,其高能量密度和长寿命使其成为手机、电动车等设备的首选电源。
在长期使用后,锂离子电池的性能会出现一定的衰减,但循环后电池中的平均电压却会升高。
循环是指锂离子电池在充放电过程中的循环使用。
在每个循环的过程中,锂离子电池会逐渐损失一部分容量,但同时也会逐步恢复一定的容量。
这是因为在循环过程中,锂离子电池中的锂离子会在正负极之间移动,从而形成电流。
而锂离子的迁移过程是一个动态平衡的过程,会导致电池内部存在一定的损耗。
这种损耗会导致电池容量的减少,从而使电池中的平均电压升高。
锂离子电池中的平均电压升高有助于提高电池的能量密度和功率输出。
当电池中的平均电压升高时,相同容量的电池可以存储更多的电能。
这意味着,在相同体积或重量的电池中,可以存储更多的能量。
此外,电池的功率输出也会增加,可以更快地为设备提供所需的电能。
电池中的平均电压升高是由于电池内部的化学反应和电荷迁移过程的特性所决定的。
在循环过程中,电池内部的化学反应会导致锂离子的重新分布,使锂离子在正负极之间的迁移更加均匀。
这种均匀的迁移过程可以减少电池内部的损耗,从而提高电池的电压。
锂离子电池循环后电池中的平均电压升高是由于电池内部的化学反应和电荷迁移过程的特性所决定的。
这种升高可以提高电池的能量密度和功率输出,为电子设备的使用提供更加可靠和持久的电源。
废旧锂离子动力电池的拆解及梯次利用

前沿技术L eading-edge technology废旧锂离子动力电池的拆解及梯次利用杨思蔚,杜光潮,王立新,刘鲁平,侯晓川,应旭峰(浙江新时代中能循环科技有限公司,浙江 绍兴 312369)摘 要:伴随电池技术的不断升级,当前电池使用市场上,锂电池、锂离子电池成为主流,在各类电子产品和汽车中被广泛应用,其适用性和可靠性经得起时间检验。
基于废旧动力锂电池的环境危害性与经济价值性,环保、安全、可靠、高效的拆解具有重要意义。
本文将围绕废旧锂离子动力电池的拆解及梯次利用进行探究分析。
关键词:锂电池;动力电池;梯次利用中图分类号:X734.2 文献标识码:A 文章编号:1002-5065(2021)19-0136-2Dismantling and step utilization of waste lithium ion power battery YANG Si-wei, DU Guang-chao, WANG Li-xin, LIU Lu-ping, HOU Xiao-chuan, YING Xu-feng (Zhejiang New Times Zhongneng Cycle Technology Co., LTD,Shaoxing 312369,China)Abstract: With the continuous upgrading of battery technology, lithium battery, lithium ion battery has become the most mainstream battery in the current market, is widely used in all kinds of electronic products and automobiles, its applicability and reliability can stand the test of time. Based on the environmental hazard and economic value of waste power lithium battery, environmental protection, safety, reliable and efficient dismantling is of great significance. This paper will explore and analyze the disassembly and step utilization of waste lithium ion power battery.Keywords: lithium battery; Power battery; Echelon utilization1 废旧锂离子动力电池回收利用的现状纵观我国锂离子电池回收现状,市场上动力锂离子电池的回收主体重要有回收小作坊、专业回收公司,缺乏以动力锂离子电池生产公司或电动汽车公司为主体的回收体系。
锂离子动力电池主要工序

锂离子动力电池主要工序现代电池技术已经高度发展,在电力交通、家庭能源应用、移动通讯等方面已经广泛应用。
在这些应用领域中,锂离子电池已经成为一个热门的电池类型。
锂离子电池是由正极、负极、隔膜和电解液所组成的,其中正极材料、负极材料和电解液是锂电池的三个重要部分。
锂离子电池是一种高性能、高稳定性和高一致性的电池。
本文将会介绍锂离子电池的主要工序。
1. 正极材料的制备钴酸锂是目前正极材料的主要原料。
制备工艺中的关键环节是原料的粉末处理、配比和混合。
通常情况下,原料的治疗过程:预处理→混合→干燥→烧结。
负极材料的制备通常采用石墨。
石墨材料可以精细加工并具有良好的导电性。
制备工艺主要包括材料选择、配比、混合、压制、烘烤等步骤。
3. 锂离子电池电解液的混合锂离子电池的电解液主要包括有机溶剂和锂盐。
电解液的混合方法是不断混合电解液的主要成分,使其完全混合,制成一种理想的电解液,其主要工艺包括:配比→混合→过滤。
4. 正负极的组装与封闭电池的组装是将正负极材料、隔膜、电解液等元件进行合理组合并紧固。
封闭是将电池组装好的较小的容器密封,防止电池内部的电解质泄漏,同时防止外部物体进入电池容器中。
5. 成品测试生产完成后的电池必须进行测试,以确保质量符合要求。
主要测试包括电池容量、循环寿命、温度特性、击穿电压、壳体渗漏性以及外观检查等。
只有通过各项测试的电池才能出厂销售或进入下一步工艺流程。
总之,锂离子动力电池的制造涉及到多个工序,其中关键的工艺和机器设备的协调运作,严格质量检测过程以及全面的生产管理是确保产品质量和综合竞争力的重要因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【后锂电池】(序):钠电池及有机电池开发火热【日经BP社报道】“第53届电池研讨会”于2012年11月14~16日成功举办。
2300多名电池研发人员齐聚福冈会场,以提高锂离子充电电池容量为目标的新一代正负极材料相关的演讲接连不断;钠离子充电电池、全固体电池及有机充电电池等“后锂离子充电电池”相关的发表也盛况空前,甚至出现了站着听讲的情况。
大型电池的市场需求日益高涨。
对此起推动作用的包括今后有望普及的纯电动汽车,以及2011年3月11日发生东日本大地震后备受关注的定置用蓄电系统中使用的大型充电电池。
此前的研发主角一直是用于便携终端的充电电池。
但是,由于每台产品所需要的电池容量和性能大大超出便携用途,所以用于汽车及定置用途的大型电池逐渐成为研究的主要对象。
汽车和定置用途等使用的大型电池除了便携终端用电池所要求的高容量化之外,对长寿命化和高安全性也有很高的要求(图1)。
比如寿命,便携终端用锂离子充电电池只要能在产品约为2年的换购周期内维持性能即可。
而大型电池则必须保证10年或20年的更长期间。
图1:面向汽车用途和定置市场发生变化的电池开发汽车用途和定置市场今后将迅速扩大,因此电池开发也开始发生巨变。
不仅是高容量化,从安全性和寿命的角度出发,全固体电池开始受到关注。
此外,由于资源问题,钠离子电池的开发加速。
据调查公司富士经济的调查结果,虽然纯电动汽车(EV)目前的市场规模为每年几万辆,但“2020年以后会逐渐扩大,到2030年全球的EV将达到1374万辆”。
预计定置用途的用量也将随着可再生能源的普及而成倍增长。
充电电池市场激增的负面影响是可能出现资源短缺问题。
尤其是稀有金属锂(Li),业内一致认为“总有一天锂也会出现供应短缺的问题”(某电池相关人士)。
另外,越来越多的研究人员开始开发不使用钴(Co)和镍(Ni)等高价材料的充电电池,这些材料目前多被用于作为锂离子充电电池的正极材料。
2012年11月14~16日举办的日本最大规模的电池学会——“第53届电池研讨会”上就鲜明地显示出了这种立足于未来的研发趋势。
钠离子充电电池发表激增本届研讨会的发表数量大幅增加的内容是不使用锂的钠离子充电电池。
发表件数增加到了上届的3倍(参照下图)。
采用资源丰富的钠有望大幅降低成本。
关于在电池的性能中最为重要的大容量化指标,被称为“后锂离子充电电池”的全固体电池和锂空气电池纷纷发表了取得的成果,这些发表十分受欢迎,甚至出现了站着听讲的听众。
从发表内容中可以了解到,为了在2020~2030年前后实用化,并实现500Wh/kg以上的能量密度,电池开发人员正在推进基础研发(图2)。
图2:计划2020年实现300Wh/kg的能量密度目前推进的材料开发的目标是,2020年在确保安全性的同时使能量密度达到300Wh/kg。
2030年使Li-S电池和锂空气电池等500Wh/kg以上的新一代电池实现实用化。
不过,要想一下子实现具备500Wh/kg能量密度的新一代电池并非易事。
因此,首先打算在2015~2020年前后实现目前约2倍能量密度、即200~300Wh/kg的改良型锂离子充电电池也在推进开发。
改良型锂离子充电电池打算将正负极换成更高容量的材料来实现。
正极材料方面,采用有机化合物的有机充电电池领域的发表每次都会增加。
这种电池可以利用低价有机化合物,但此前循环特性存在课题,不过在本届电池研讨会上有报告宣布,充放电3万次以上仍可以作为充电电池使用。
负极材料有硅(Si)和锡(Sn)等比容量为目前2倍以上即1000mAh/g的候补材料。
长寿命化方面的难度最高,本届电池研讨会有很多关于解决该课题的内容发表。
(未完待续,记者:久米秀尚、狩集浩志,《日经电子》)【后锂电池】(一):钠电池,从正极到固体电解质从正极到固体电解质钠离子充电电池的发表数量激增至3倍是有原因的。
那就是,最近数年钠离子充电电池的特性得到大幅提高(图3)。
此前采用钠离子的充电电池只有日本碍子(NGK)已经商用化的钠硫(NAS)电池以及瑞士MES-DEA公司的钠镍氯化物充电电池。
不过,这些电池组合使用了熔解钠和陶瓷固体电解质,因此需要300℃的工作温度。
图3:钠离子充电电池的研究开发日益活跃钠离子充电电池可在常温下稳定工作,因此探索高容量材料的研究开发日益活跃。
(图由《日经电子》根据东京理科大学的资料制作)可用于钠离子充电电池的正极材料、负极材料及电解液的候补材料等从2005年前后开始陆续发现,现在已经具备可在常温下实现毫不逊色于锂离子充电电池容量的实力。
2005年,九州大学的研发小组宣布,通过在正极材料中采用α-NaFeO2,能实现可逆性钠离子的脱/嵌,钠的平均电压高达3.3V,由此开始受到关注。
可利用硬碳更具有冲击力的是,负极材料通过采用硬碳也能实现钠离子的嵌入。
此前一直作为锂离子充电电池主流负极材料的石墨无法进行钠离子嵌入。
另外,2009年春,东京理科大学驹场研究室发现了可用于硬碳负极而且充放电循环特性出色的电解液和添加剂,研究取得了大幅进展。
具体而言,研究了碳酸乙烯酯(EC)、碳酸亚丙酯(PC)、碳酸二甲酯(DMC)、碳酸甲乙酯(EMC)及碳酸二乙酯(DEC)等锂离子充电电池常用的碳酸酯类溶剂。
发现在PC和EC:DEC的混合溶液中,能以200mAh/g以上的高容量实现100次以上的循环寿命(图4)。
图4:通过改变电解液提高充放电循环特性东京理科大学通过将PC和EC:DEC用于电解液,实现了充放电循环特性出色的钠离子充电电池,并于2009年春进行了相关发表(a)。
如果是锂离子充电电池利用的EC:DMC的话,电解液立即就会劣化(b)。
(图由《日经电子》根据东京理科大学的资料制作)众所周知,锂离子充电电池为了在石墨和电解液间获得良好的界面,会在电解液中添加碳酸亚乙烯酯(VC),以便在石墨上形成钝化膜。
但将VC用于钠离子充电电池的话,电解液会立即劣化。
东京理科大学宣布,通过添加氟代碳酸乙烯酯(FEC),可大幅抑制电解液的分解,有望改善电池寿命。
钠离子比锂离子的离子半径大,过去认为在结晶构造之间难以移动,高速率的充放电特性低,其实并非如此。
“离子半径大则表面电荷密度低,离子自身的传导率高”(东京理科大学理学部应用化学科副教授驹场慎一)。
驹场研究室利用正极采用NaNi1/2Mn1/2O2、负极采用硬碳的纽扣型电池实施了试验,经确认,即使进行高速充放电,与低速充放电相比容量的降低程度也比较小(图5)。
驹场表示,这是“因为电解液中的输送能力比锂离子还要优异”。
(未完待续,记者:久米秀尚、狩集浩志,《日经电子》)图5:高速充放电特性出色的钠离子充电电池利用东京理科大学试制的纽扣型电池进行充放电的结果显示,钠离子充电电池在高速充放电中也具备优异的特性。
(图由《日经电子》根据东京理科大学的资料制作)【后锂电池】(二):钠电池,利用铁的氧化还原反应利用铁的氧化还原反应由于负极可利用硬碳,与锂离子充电电池研究一样,探索可实现高容量化正极材料的开发也日益活跃。
最近备受关注的是,可实现高容量化、且不同于锂离子充电电池的正极材料。
其中之一就是可利用铁的3价和4价氧化还元反应。
锂离子充电电池不会发生铁氧化还原反应,只能利用镍、锰和钴等过渡元素的氧化还原反应。
实际上,东京理科大学发布的铁类层状正极材料Na2/3(Fe1/2Mn1/2)O2的比容量为190mAh/g 注1)。
特点是,显示出了钠和氧形成三棱柱网格的P2型层状构造。
注1)东京理科大学以“层状含钠铁锰类氧化物的结晶构造和电气化学特性”为题发表了演讲[演讲序号:1E29]。
仅以铁构成的NaFeO2一般采用钠和氧形成八面体网格的O3型积层构造,以3.5V以上电压充电时,随着铁离子的移动会发生不可逆相变。
而P2型Na2/3(Fe1/2Mn1/2)O2即使充电电压超过3.5V,也可以根据铁的氧化还原反应获得可逆容量,充电电压提高至4.5V时仍能维持层状构造。
东京理科大学的研发小组认为,虽然Na2/3(Fe1/2Mn1/2)O2的平均电压只有2.75V,但比容量高,因此能确保能量密度超过正极材料采用LiFePO4的锂离子充电电池(图6)。
另外,目前通过使铁和锰的比例各占一半来维持P2型,“如果减少锰的用量后仍能维持P2型的话,还能进一步提高容量”(东京理科大学综合研究机构讲师薮内直明)。
图6:利用新的正极材料实现190mAh/g的比容量东京理科大学在本届电池研讨会上就拥有高比容量的正极材料Na2/3(Fe1/2Mn1/2)O2发表了演讲。
钠和氧以三棱柱构造(P2型)排列(a)。
通过锰和铁的氧化还原反应实现了190mAh/g的高容量(b)。
虽然新材料的平均电位稍低,只有2.75V,但作为电池可实现高能量密度(c)。
(图由《日经电子》根据东京理科大学的资料制作)意在高电压化的丰田钠离子充电电池在制成单元时与锂离子充电电池相比存在电压低的课题。
因此,业界还出现了提高电压的动向。
丰田在本届电池研讨会上就电位为4V以上的含钠过渡金属磷酸盐发表了演讲(图7)注2)。
该公司就Na4M3(PO4)2P2O7,以镍、钴、锰比较了M过渡金属部分。
结果显示,采用钴的Na4Co3(PO4)2P2O7的容量最高,为95mAh/g。
而且,不但确保了4V以上的放电,充放电100次后也没有出现容量劣化。
图7:具备4V以上电位的Na4Co3(PO4)2P2O7丰田在电池研讨会上就具备4V以上电位的Na4Co3(PO4)2P2O7发表了演讲(a,b)。
(图由《日经电子》根据丰田的资料制作)注2)丰田以“钠电池用新正极活性物质Na4M3(PO4)2P2O7〔M=Ni,Co,Mn〕的电气化学特性”为题发表了演讲[演讲序号:2E07]。
不仅是正极材料的开发,钠离子充电电池的研究范围在不断扩大。
在本届电池研讨会上,因采用锂离子的全固体电池研究而闻名的大阪府立大学发布了钠离子全固体电池的研究成果注3)。
固体电解质采用钠离子导电率为10-4S/cm的Na3PS4。
在该固体电解质的基础之上采用钛硫(TiS)正极和钠锡(Na-Sn)合金负极的全固体电池在室温下使用时,虽然首次的不可逆容量较高,但第二次以后就可以稳定地反复充电了(图8)。
图8:钠离子全固体电池亮相大阪府立大学在电池研讨会上就固体电解质采用Na3PS4的全固体电池发表了演讲(a,b)。
与初始放电容量相比,第二次以后的放电容量大幅降低,不过第二次以后表现出了稳定的循环特性(c)。
(图由《日经电子》根据大阪府立大学的资料制作)注3)大阪府立大学以“采用Na3PS4固体电解质的全固体钠硫电池试制”为题发表了演讲[演讲序号:2E21]。
另外,还试制了正极采用高容量硫(S)的电池。
S和放电生成物Na2S是绝缘体,因此将S 或Na2S与导电材料乙炔黑和固体电解质以1:1:2的重量比进行了混合。