SMT钢网制作、使用管理规定
SMT钢网制做与使用管理指引
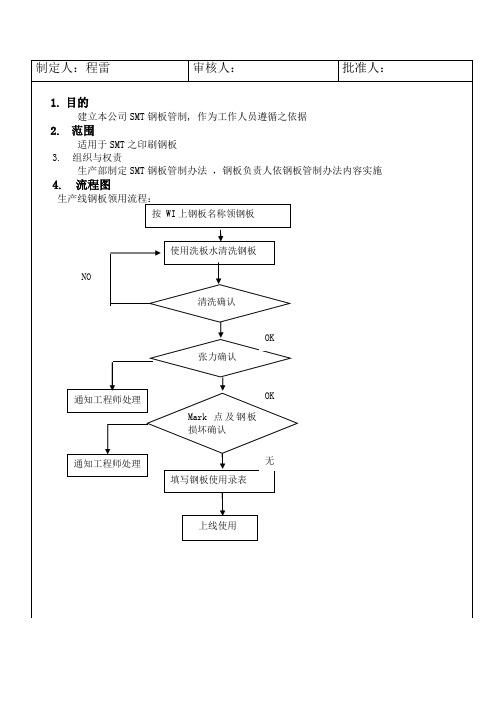
1.0 范围与责任1.1 本工作指令范围涵盖所有SMT钢网之制作、验收、管理及使用。
在制作、验收、管理及使用时必须按本工作指令执行。
1.2 本工作指令由SMT技术人员负责施行。
2.0 新钢网的制作所有新钢网的制作,必须由SMT技术人员作书面申请,并提供GERBER文件或PCB(如无PCB应提供PCB焊盘图及组件丝印图作参考),交SMT课长审核后安排SMT 技术人员根据钢网使用之设备及实际生产情况,制订钢网规格及要求。
并联系商制造。
3.0 钢网之验收3.1 所有新制之钢网,必须由SMT技术人员根据对应MODEL之钢网制作规格及要求,核对制造商提供之《检验报告》。
内容包括钢网外框尺寸及模板厚度。
3.2 选用该钢网对应之PCB进行实际印刷,根据PCB之实际印刷效果检查。
内容包括钢网之开孔与焊盘是否有偏差、多开孔或漏开孔。
3.3 根据检验结果填写,交设备部经理审批后,存放于车间作为验收合格之依据。
如新钢网验收不合格,必须退回制造商返工,并在“验收结果”栏注明。
返工后之钢网,必须按3.0之验收程序进行。
4.0 钢网管理4.1 所有新制钢网,验收合格后(包括现时使用之钢网),必须编写独立之编号,并张贴于该钢网外框上,同时将该钢网适用之产品型号,列入《SMT钢网使用对照表》,《SMT 钢网使用对照表》存放于车间,作为使用时之依据。
4.2 所有SMT钢网,由SMT技术人员统一管理。
如使用中之钢网因损坏或产品不再生产,导至该钢网不使用,可申请作报废处理。
所有SMT钢网印刷10万次后做报废处理。
5.0 钢网之使用5.1 产品生产需使用钢网时,由生产线组长(或以上人员)根据产品之型号及《SMT钢网使用对照表》领取钢网,并记录于《钢网使用记录表》上交SMT技术人员审核。
5.2 钢网使用后,使用人员必须将钢网清理干净,交还技术人员作外观检查。
检查无损后作签收,记录印刷次数。
SMT钢网制作 使用管理规定
本文件非经公司准许不得私自翻印文件编号: EN-WI-029 系统名称:作业指导书主题:SMT 钢网制作、使用管理规定页次第1页共6页版本 A11.目的:规范SMT 钢网制作,使SMT 钢网制作有章可循;规范钢网的使用和管理,提高工作效率。
规范SMT 刮刀的管理及使用,提高工作效率. 2.适用范围:SMT 车间的所有工程人员、设备理员、生产线印刷员、品质部IPQC 、PMC 部仓库。
3.定义:无。
4.参考文件:无。
5.工作职责: 5.1 PMC 部:5.1.1负责开新产品导入会,在生产前8小时提供新的PCB 空板或者“Gerber,File ”给SMT 工程,同时提供样板并说明制作工艺要求;当钢网为客供时由PMC 通知SMT 退领钢网到仓库。
5.2.2 PMC 设备仓:当钢网为客供时,SMT 收到PMC 退或领钢网通知后,钢网管理员及PIE 确认无误后将钢网退至PMC 仓库或领入SMT ,由打单员打《退仓单》退领。
5.2 SMT 部:5.2.1 负责填写钢网制作要求,以及对供应商的送货进行检验是否合格。
5.2.2 SMT 钢网管理员:负责对钢网的编号,《钢网型号一览表》的制作,并及时更新钢网一览表。
(如是ROHS 必须贴上ROHS 标签)负责用确认新制作或回收钢网/刮刀(刮刀不用测试张力)时清洗效果及张力的检测,确认OK 的将钢网按编号朝外的方向统一放置,OK 的刮刀放入到刮刀专用盒中.负责对刮刀编号及确认.5.2.3 SMT 工程师:监督SMT 钢网/刮刀的使用管理,并按生产情况对不良或报废钢网做鉴定后报告SMT 主管,由主管负责申请制作。
5.2.4 SMT 技术员:负责对钢网/刮刀的领退并监督产线使用及回收的确认. 5.3 品质部:负责SMT 各人员的钢网/刮刀的使用管理执行情况的监督。
5.4 SMT 部生产科:负责在线钢网/刮刀的管理和停产时钢网的清洁。
6.内容:6.1 钢网制作:6.1.1 SMT 钢网制作时需在钢网上刻我司的标志“ 金众’’。
某司SMT钢网管理规范

生效日期
5.1 钢网制作:
5.1.1 SMT钢网制作时需制作<<钢网制作要求>>后提供给供应商。
5.2.钢网制作基准:
5.2.1 设计尺寸: 650mm×550mm
5.2.2 钢网厚度基准:
(1)元件最小PITCH小于等于0.3 mm的产品,选取0.10mm的模板;
(2)元件最小PITCH为0.4 mm的产品选取0.12mm的模板,
(3)最小间距大于或等于0.5 mm的产品选取0.15mm的模板
5.3 钢网制作方法:
确认分析要制作的机型及特殊元件引脚尺寸,排列位置考虑受力的方向决定钢网式样.
PCB升级变更与品质异常改善,需要修改或重开钢网
5.4.钢网开孔基准
参照《金众手机开网规范》编号:
6.0钢网编号管理:
6.1 钢网编号标签的说明
板型:主板用M标示、,GPS板、SIM板用S标示
机型名称:以客供名称为准
面:O标示阴阳板,A标示A面,B标示B面
PCB板本:PCB版号
开往次数:以1、2、3、4以此类推
钢网厚度: 10标示0.1MM , 12标示0.12 ,15标示0.15
6.1.1钢网的启用日期:表示该钢网的使用日期.。
SMT钢网管理规范
深圳市云顶科技有限公司SMT车间.工作指引文件类别三级文件文件编号GT-SMT-004版次A/1文件名SMT钢网管理规范页次1/3制订单位SMT车间制定日期2014-06-02生效日期2014-06-05(受控文件专用章)批准审核拟制杨春华分发□总经办□业务部□财务室☑工程部☑行政部□采购部☑品质部☑生产部□物控部☑货仓部发行日期发行版次修改内容修订人部门A/1第一次发行杨春华SMT页次 2 / 7三级文件生效日期1 目的为了规范钢网使用及其管理,延长钢网使用寿命。
2 范围钢网管理规范适用于公司内部所有的钢网管制。
3 钢网管理责任3.1 钢网制作责任由SMT车间根据需要填写《申购单》; SMT工程师核实发外制作,并跟踪钢网制作全过程、校对等工作。
3.2 钢网管理责任3.2.1品质部:负责对钢网进行首检验收,填写《钢网验收记录单》(附件一),并对SMT车间使用和管理进行监督。
3.2.2SMT车间:所有的钢网使用、清洗、维护、保存。
3.2.3 SMT组长:(1) 协助品质部对接收的钢网进行验收。
(2) 对接收到的钢网进行检查并贴上钢网管理标贴。
4 管理要求4.1 钢网制作基准4.1.1 钢网尺寸(1) 自动印刷设备:650*550mm、736*736mm(2) 手动印刷设备:470*370mm、550*420mm4.1.2 钢网厚度(1) 元件最小PITCH≤0.3mm的产品,选取0.13mm以下的模板;(2) 元件最小PITCH为0.4mm的产品,选取0.13mm (±0.01mm)的模板;(3) 最小间距≥0.5mm的产品,选取0.15mm的模板;页次 3 / 7三级文件生效日期4.1.3钢网张力(1) 用张力计测量钢网的四个边角和它的中心点,要求达到张力要求。
(2) 张力要求:35≤F≤50(G/CM)(3) 张力误差:F≤8(G/CM)4.2 钢网验收标准取到新钢网后,应先对新钢网作以下检查:4.2.1 钢网外观(1) 网面无划痕、变形,污物,字符与PCB板对应。
SMT钢网管理规范
SMT钢网管理规范1 目的为了规范钢网使用及其管理,延长钢网使用寿命。
2 范围钢网管理规范适用于公司内部所有的钢网管制。
3 钢网管理责任3.1 钢网制作责任由生产线根据需要填写《请购单》; SMT工程师核实发外制作,并跟踪钢网制作全过程、校对等事物。
3.2 钢网管理责任3.2.1品质检验部:负责对钢网进行首检验收,填写《钢网验收记录单》(附件一),并对生产部门的使用和管理进行监督。
3.2.2生产部:所有的钢网使用、清洗、维护、保存。
3.2.3 SMT线长:(1) 协助品质检验部对接收的钢网进行验收。
(2) 对接收到的钢网进行检查并贴上钢网管理标贴。
4 管理要求4.1 钢网制作基准4.1.1 钢网尺寸(1) 自动印刷设备:650*550mm、736*736mm(2) 手动印刷设备:470*370mm、550*420mm4.1.2 钢网厚度(1) 元件最小PITCH≤0.3mm的产品,选取0.13mm以下的模板;(2) 元件最小PITCH为0.4mm的产品,选取0.13mm (±0.01mm)的模板;(3) 最小间距≥0.5mm的产品,选取0.15mm的模板;4.1.3钢网张力(1) 用张力计测量钢网的四个边角和它的中心点,要求达到张力要求。
(2) 张力要求:35≤F≤50(G/CM)(3) 张力误差:F≤8(G/CM)4.2 钢网验收标准取到新钢网后,应先对新钢网作以下检查:4.2.1 钢网外观(1) 网面无划痕、变形,污物,字符与PCB板对应。
(2) 铝框平整、整洁;外型尺寸核对无误,其公差小于2mm 。
(3) 钢片与铝框之间的刮胶平整,颜色均匀,厚度均匀。
(4) 钢片与铝框相对位置边距偏差在1mm左右。
4.2.2开口检测(1) 目测焊盘和开口数量,形状,位置是否一一对应,IC开口尺寸是否与标准相符。
(2) 将钢网与同型号PCB板孔距校对,或装机试印刷再步确认。
SMT钢网管理规范
至印刷钢板四周之测试点(1).(2).(3).(4)及钢板正中心位置(5),测试点距网框距离为
15CM,具体如图:
5.3.4.3 张力量测的标准:新钢板张力的平均值大于等于 40N; 使用中的钢板五点的张力平
均值不能小于 35N,中心点的张力不能小于 28N。
备注:边上四点:请不要量在孔壁及刮刀刮过的区域,中间的第五点量测请尽量不要放在
日期 版本/版次
修订内容
制表 审核 批准
测试记录标签上。
5.2.2 钢板使用中确认项目:由钢板管理员确认钢板张力是否足够;所归还的每片钢板是否清洗干净、 损坏变形,确认累计产量有无真实填写.,Mark 点有无变形或磨损(判断的标示按验收窗体),钢板所贴 标签有无掉落,检验作业标准书请参照 SMT 生产线作业规范表.IPQC 每天进行抽检钢板的如实状况, 如有问题速反应责任单位。
清洗机上清洗。清洗机上面要标有无铅的标示, 无铅与有铅归还的钢板必须要分开放置. 5.1.4 钢板要报废由钢板管理员填写钢板使用记录表。 钢板使用相关规定: 5.2.1 钢板进厂验收 Ok 后需由钢板管理员贴钢板标示:钢板名称、位置编号、版本标签、 条形码累计产量、实际张力值于钢板上,具体标签及贴法如下图:4.7.3 图(1) 具体标签如下:
没有电抛光,孔壁有严重毛刺且成剧齿状。 验收凸点的标准:小于 0.018mm 电抛光效果 NG,孔壁有轻度毛刺。 开孔的长宽标准:允许正负 0.010mm
电抛光效果 OK 孔壁光滑无毛刺
5.4.8 对于新开制的钢板要做新钢板质量记录表落实钢板质量。
5.4.9 钢板开孔规定: 5.4.9.1 对于特别客户需求,不打零件的地方,钢板不开孔.那钢板的制作是根据 ECN 的变 更有无增减零件, 来确认是否需要重开钢板.,只要 BOM 有增减,,将做新钢板,版本就 变更一次,以前之版本的钢板就报废。确认时是用 BOM 把打零件的位置坐标,用软件转 成 GERBER 档案,这时用 GERBER 文件进行比对,找出打零件的地方与不打零件的地方进 行确认。 5.4.9.2 厂内一般的情况下,钢板开孔小零件全部都是开出来的,如(电阻、电容、电 感、三脚晶体等),不要开孔的部分是 BOM 里面此零件不打如(IC、MOS)及共享焊盘不 打零件部分,ME 需记录于钢板需求表, 在 ECN 变更时 ME 工程师做确认后方可使用。如 需重新开制钢板, 则版本需变更一次, 以前版本的钢板报废. 6. 相应表格 钢板验收记录表、钢板使用记录表
SMT钢网制作使用管理规范
制订:段 林
审核:王赢
批准:李志宏
文 件 修 订 记 录
文件名称
钢网制作及使用管理规范
编号
D-016-001
版次
修订内容
修改页次
修订日期
修订者
备注
001
修订版
2016/01/01
段林
1.目的
1.1满足生产需求,为生产提供优质模板。
1.2降低钢网的人为损伤。
1.3保证印刷品质。
2.适用范围
将不合格原因告知厂商参考改善。
5.4.2因产品需要进行版本变更,由研发中心发出申请,ME部委托厂商制造
5.4.3因订单生产需要,PMC或生产提出增加钢网申请,ME部委托厂商制造。
5.4.4因破损或旧钢网报废,ME部提出申请更新。
5.4.5因钢网使用寿命期限到达(10万印刷次数/张),ME部提出申请更新。
第一:清洗剂具有一定的腐蚀,清洁时双手请带上专用的橡胶手套。
第二:先把机器停留下来,开始运转指示灯灭。然后把清洗剂倒到无尘纸的光滑面上,在钢网底部来回清洗两次,清洗完成后用风枪从下往上对着开口处吹。清洁时注意手不能用力过大,风枪不能接触到钢网,以免损伤钢网。
第三:每隔4个小时应彻底清洁钢网,先把刮刀移到钢网后面,把钢网上残留的锡膏用铲刀轻轻地刮到清洁好的锡膏瓶中。然后用无尘纸把钢网上多余的锡膏擦干净,再倒少量的清洗剂在钢网上,用无尘纸擦洗,IC和BGA开口处用牙刷清洗,力度不能过大。擦洗完后用风枪分别从钢网的上面和下面对着开口处吹气清洁。清洁时风枪不能碰到钢网。禁止将铲刀在钢网开口处作业。清洁完成后填写[钢网清洁记录表]。
第四:生产完成后用清洗剂对钢网正反面进行彻底清洁。清洗方法参照5.3.3第五:清洗完成后交由IPQC检验,检验表准为:钢网表面无残留锡膏,开口孔壁内无残留锡膏,无异物。钢网无明显变形。检验合格后操作员按钢网上面的编码把钢网放置在钢网架上。并填写好[钢网使用记录表]。
SMT钢网制作、使用及管理规范
SMT钢网制作、使用及管理规范1.目的:规范钢网的制作、使用及管理,保证印刷质量。
2.适用范围:适用公司 SMT所有钢网制作、使用及管理。
3.权责:3.1 SMT工程部3.1.1 负责钢网的申请购买、制作、验收确认、编号、建档、存放管理、报废处理。
3.1.2 按本规范设计制作、验收、使用和管理钢网。
3.1.3 负责指导印刷位作业员正确使用钢网。
3.1.4 对钢网出现异常时的及时处理。
3.1.5 负责接收钢网供应商的制作钢网和回传开孔数据。
3.1.6负责回收报废钢网,实时对报废钢网进行处理。
3.2 SMT生产部3.2.1 负责根据生产计划需要领取对应机型的钢网。
3.2.2 负责钢网的正确使用和清洁维护。
3.2.2 钢网在使用过程中出现异常时需立即反馈工程师确认处理。
3.2.3 生产过程印刷位作业员需按该机型的SOP要求进行钢网底部擦试,并填写钢网手工擦试记录。
3.3货仓3.3.1 负责钢网的收货及入库管理。
3.3.2 负责检验钢网数量及型号与申请数量及型号是否相符,检查外包装是否完好。
3.4 SMT 品质部3.4.1 负责监督SMT工程、SMT生产及货仓按本管理规范进行作业。
3.4.2 负责监督检查所有钢网验收、使用管理及报废作业实施和记录。
3.4.3 监督SMT生产部员工有无按规定进行人工擦网,并记录在相应的表格内。
4.程序内容:4.1钢网的制作4.1.1 SMT工程部根据客户产品订单信息、PMC计划产出及出货要求,确定钢网制作的数量和交付时间。
4.1.2 SMT工程部根据产品的工艺特性和客户的特殊要求,确定钢网制作的工艺和开孔要求。
4.1.3 SMT工程部工程师需向钢网供应商提供,对应机型的钢网制作说明、产品位号图、GERBER文件、拼板图及PCB实板 1panel(有必要时提供开孔参考文件)给到钢网供应商制作钢网。
4.1.4SMT生产用所有机型钢网开孔设计要求以《SMT钢网开孔设计规范》为准。
SMT钢网使用寿命管控规范
1、目的规范钢网的使用和管理,提高工作效率。
2、适用范围适用于SMT车间所有钢网的使用及管理3、定义无4、钢网使用管理4.1钢网张力管控4.1.1钢网需标识清楚对应机型、编号、制作日期。
4.1.2新钢网使用前由技术员进行确认钢网效果,对钢网进行张力测试;4.1.3测试要求:测试时选择5个点进行确认,四个点选择网柜的四角,以钢网中心到钢网脚距的中心为测试点,中央以钢网正中位置为准,钢网张力要求:30N以上,钢网2个点低于30N或中心点低于30N作报废处理。
详见《钢网张力测试操作规范》。
4.1.4新开钢网要求:钢网3个点40N以上,第5点不可低于40N,如问题退供应商4.1.5确认OK后贴上钢网标签,存放于钢网架上,钢网按编号朝外的方向统一放置。
4.1.6钢网的清洁:每天上班后前10分钟,印刷员负责对钢网的清洁;清洁时用酒精、白布对钢网孔进行清洁擦试干净后用风枪清除钢网的异物;确保无残留异物在钢网上;在拉线转拉时,由印刷员清洁OK后放回钢网架上。
4.1.7钢网性能的确认:技术员在取出钢网时,确认钢网是否良好,钢片无变形,特别是IC 引脚孔位,生产时钢网再次进行确认。
4.1.8钢网张力的测试频率:钢网张力检查标准:钢网张力30≦F≦50(N/cm),四角及中心点,每两测试点的张力相差值F≦15(N/cm);钢网在每次上线使用前检测一次张力是否在规定范围内。
记录于:《钢网张力记录表》4.1.9钢网张力不良处理:若四角及中心点所检测的张力皆为超出钢网张力30≦钢网≦50(N/cm)且两测试点的张力相差值钢网≦15(N/cm)的标准,需及时送往供应商处重新进行绷网,在绷网后若张力检测符合标准,则投入使用,若张力检测仍为NG,则由部门负责人确认是否作废弃处理。
4.2 钢网使用次数管控4.2.1 钢片厚度:一般情况钢片越厚使用次数越长,可以参照下表:4.2.2 开口方式:开口密度越大,其寿命越小;开口越精细,其稳定系数越差,其实际寿命越小;开口保留筋越细长,其越容易损坏,寿命越小。
SMT钢网管理与维护管理规
页次 版本
4/3 A1
6. PROCEDURE 程序:
6.1 钢网管理: 6.1.1 制作钢网: SMT工程部根据相关文件、资料与产品要求设计钢网.参考《钢网设计指引》。 6.1.2 钢网的验收: SMT工程部对新钢网的尺寸.外观.包装及开孔情况进行验收.参考《钢网订购与验收 指引》。 6.1.3 验收合格的钢网放入钢网架储存。 6.1.3.1 SMT文员对验收合格的钢网列印钢网管理标签贴于钢网外框上以便于管理。 6.1.3.2 标签的类型、格式和钢网的ID号编号规则:
版 本 : PCB 板号: 存贮位置:
机种型号: 钢网编号:
制程类别:
6.1.3.3
粘贴钢网标签:所有标签都要贴在钢网放入时朝外面的外框上面,(即对应着操作员的正面)。
6.1.3.4 确保钢网的位置与钢网储存位的编号一致。 6.1.4 钢网的使用:
6. 1. 4. 1 当生产线需要生产时,生产线操作员到钢网架领取钢网并填写《钢网管制卡》。 6.1.4.2 在生产中,操作员应根据实际生产中规定的擦钢网频率,用清洗剂清洗钢网,并用风枪吹干
621生产部统计印刷次数达100000次时smt相关人员对钢网作出评估能继续使用的继续使用但以后每使用10000次后再对其作一次评估如不使用则停用或报废该钢网由smt工程人员填写停用报废钢网清单
东莞市东方雷豹电子有限公司
文件名称 文件编号
1. 目的:
为钢网的管理与维护提供一个规范的指示。 SMT 钢网管理与维护管理规范
东莞市东方雷豹电子有限公司
文件名称 文件编号
SMT 钢网管理与维护管理规范
DongFang RedPower/WI-RD-001
生效日期 制作单位
2008/4/3 SMT 部
SMT钢网使用管理规定
5.4.8清洗完畢待鋼網完全幹後用10倍放大鏡檢查鋼網表面有無錫膏殘留,是否有損壞,若發現異常要馬上報告技術人員。
5.4.9清潔後的鋼網應豎立放置於鋼網櫃內相對應的位置。
5.5 鋼網的報廢
5.5.1有下列情形之一的,鋼網可申請報廢。
5.5.1.1因PCB設計變更而導致鋼網不能使用的;
1.0目的
規範SMT鋼網的驗收、使用、保管和報廢作業,使鋼網管理工作有章可循。
2.0範圍
適用於SMT車間鋼網作業管理。
3.0職責
3.1文員:負責SMT鋼網的接收、登 Nhomakorabea編號管理。
3.2印錫操作員:負責鋼網的使用和日常清潔維護。
3.3 技術人員:負責對鋼網的檢查和評定。
3.4主管:負責對該程序的制定和修改,並驗證其效果。
5.1.4對鋼網的张力須進行測試,其张力要求不低於40N/CM²。张力測試點如附件所示。
5.1.5驗收合格的鋼網要貼上以板號命名的標籤,填寫鋼網製作記錄並附上供應商的鋼網檢查報告。
5.2鋼網的保存
5.2.1鋼網要根據其標籤上的序列號保存於鋼網櫃內相應的位置,標籤要一致朝外以方便查找。
5.2.2鋼網櫃要貼上鋼網放置列表,標明鋼網放置位號與相對應的鋼網編號,並不定期檢查鋼網是否有亂擺放現象。
5.4.2清洗時應放在膠筐裏,防止清洗液弄髒地板。
5.4.3鋼網應用無塵紙醮酒精(或清洗劑)擦拭,對已經有錫膏或膠水凝結的網孔可用小毛刷輕緩的刷掉。
5.4.4清洗鋼網時,用力須輕柔,動作不宜過猛過快,防止鋼網受壓變形或受損。
5.4.5擦拭乾淨後,須用氣槍仔細地吹乾淨每一個網孔。
5.4.6用氣槍吹過之後須用無塵紙再擦拭一遍,直至完全乾淨為止。
SMT钢网管理规则
2 范围:本规则适用于SMT工程所有使用钢网之产品。
3 定义:钢网:是用来将锡膏刷到PCB的铜箔面上的一种金属网板。
4 职责与权限:4.1采购负责下订单联络供应商来开钢网,并负责钢网的入库前确认及管理编码打印和粘贴。
4.2程序员负责钢网入库的编号和出库管理,以及钢网张力测试及确认,并且对使用到期的钢网重新确认及评价可再使用次数或报废的相关确认事项。
4.3领班助理负责对使用后的钢网清洗状况确认和保管担当。
4.4IPQC负责根据每天生产数量记录钢网使用次数,并把使用次数记录到《钢网使用次数累计表》上。
5 作业内容:5.1 开钢网的条件要求:5.1.1 钢网大小,根据机板的实际大小来决定开钢网的尺寸大小,一般有大、中、小号三种钢网(730mm*730mm;550mm*650mm;420mm*520mm)。
5.1.2 空PCB板一片,Gerberfile或图纸一份。
5.1.3 磁盘(GERBER FILE)制作钢网之PCB PHOTO档。
5.1.4 PCBA(作为钢网开制孔径之依据,及检查之套板)。
5.1.5 大于0.5mm之pitch用蚀刻方式开孔,0.4~0.5mm之pitch须用激光开孔。
超密间距(0.2~0.4mm)用电铸(见IPC-610D通用标准,SMT模板设计/制造)。
5.1.6 钢网上须注上PCB料号、版本、厚度、网框尺寸等。
5.1.7 钢网固定方式为:网框四角气缸夹紧时定位。
5.1.8 钢网制作作业流程:资料提供生管根据客户提供Gerber file、PCB、实装机板等资料交给生产课。
NG确认SMT工程师确认资料是否完整。
OK钢网订购SMT提出钢网请购需求,并将完整资料提供给供应商。
钢网制作供应商依据提供的资料及钢网制作要求制作。
NG检验供应商附各类型零件开孔数据。
SMT工程师依据供应商提供之开孔数据检验钢网,检验结果记录《SMT钢网入库检验表》检验工具:检验平台、10倍刻度放大镜。
SMT钢网管理规范
SMT钢网管理规范在使用前必须进行清洗,清洗后需进行清洗确认,确保钢板表面干净无杂质。
如果清洗不干净,需要重新清洗直至清洗确认OK。
同时还需进行张力确认,确保钢板张力符合要求。
如果张力不符合要求,需通知工程师处理。
5.1.4钢板归还规定如下:钢板下线时需刮除残留锡膏,并填写累计次数于钢板上。
之后进行清洗,如果清洗不干净,需由钢板室管理员检查钢板是否清洗干净、钢板是否有损坏变形、标签有无脱落、___点有无变形磨损及张力测试。
如果钢板损坏、___点变形磨损累计次数达到及张力NG,需填写钢板使用记录表并通知工程师确认并速改善。
最后按钢板位置编号归位。
5.1.5钢板验收规定如下:根据钢板验收记录表进行验收,如果验收NG,需退货给厂商。
如果验收OK,需贴上标签及条形码,并等待制令上线使用钢板。
同时需记录实验结果于钢板验收记录表中。
5.1.6钢板报废规定如下:如果钢板异常,需由钢板管理员通知工程师确认钢板。
如果确认OK,可继续使用;如果确认NG,需帖上报废标签并放入指定地点。
同时需填写钢板使用记录表,注明钢网已报废。
PMC需确认报废之机种。
5.2注意事项:5.2.1钢板管理需严格按照本规范执行,确保钢板质量符合要求。
5.2.2钢板管理员需对钢板进行认真维护,确保钢板表面干净无杂质,标签及条形码完好无损。
5.2.3生产人员需按照流程图操作,确保钢板使用安全、稳定。
如有异常情况,需及时通知相关人员处理。
5.1.3.1 在上线之前,印刷机操作人员需要手动清洗钢板。
5.1.3.2 如果钢板停线时间超过4小时或下线,印刷机操作员必须清洗钢板。
作业员可以使用放大镜自主检查钢板是否清洗干净。
如果表面有锡垢、塞孔等情况,必须再清洗到干净方可使用。
5.1.3.3 如果同时生产无铅和有铅的钢板,清洗机需要将有铅和无铅分开清洗,并在清洗机上标明无铅的标识。
无铅和有铅的钢板必须分开放置。
5.1.4 钢板报废需要由钢板管理员填写钢板使用记录表。
SMT钢网管理、制作、检验标准
深圳华盛昌机械实业有限公司钢网制作及检验标准1.目的:规范钢网的制作,确保所制钢网能满足我们生产.2.范围:适用于焊膏印刷钢网和印胶钢网的设计和制作,其中焊膏印刷钢网又包括阶梯钢网、非阶梯钢网3. 材料、制作方法、文件格式3.1 网框材料钢网边框材料可选用空心铝框或实心铝框。
3.2 钢片材料钢片材料优选不锈钢板,3.3 张网用钢丝网钢丝网用材料为不锈钢钢丝,其目数应不低于100 目,其最小屈服张力应不低于45N。
3.4 胶在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必需用强度足够的胶水填充,如 下图一。
所用的胶水应不与清洗钢网用的清洗溶剂(工业酒精、二甲苯、丙酮等)起化学反应。
3.5 制作方法由客户提供。
3.6 文件格式由客户提供。
4. 钢网外形及标识的要求4.1 外形图钢网尺寸(单位MM)大钢网736*736+0/-5.0590±10最大10030±3.0530*530激光加电抛光中钢网580*580±3.0450±10最大7025±3.0400*400激光加电抛光、蚀刻。
四角必须有φ小钢网370*470±3.0260*350±10最大5025±3.0250*300蚀刻为主4.2 PCB 位置要求一般情况下,PCB 中心、钢片中心、钢网外框中心需重合,三者中心距最大值不超过3.0mm;PCB、 钢片、钢网外框的轴线在方向上应一致,任两条轴线角度偏差不超过2°(合开或补切根据具体要 求)。
4.3 钢网标识内容及位置钢网标识应位于钢片T 面的左下角(如图一所示),其内容与格式(字体为标楷体,)如下: 前面为钢网厂家标识: 后面如有:厚度 T=0.15MM厂家生产流水号 H07101029 机型号 GYWBM10-4如果是双面或合开必须有双面标识和合开机型的所有名称.4.4 钢网标签内容及位置钢网标签需贴于钢网网框边上中间位置,如图二所示,标签内容需有板名(TOP 或BOTTOM)、版 本、制造日期。
SMT钢网管理规范
SMT钢网管理规范页码第2页共6 页生效日期2010-11-1
(3)最小间距大于或等于0.5 mm的产品选取0.15mm的模板
5.3 钢网制作方法:
确认分析要制作的机型及特殊元件引脚尺寸,排列位置考虑受力的方向决定钢网式样.
PCB升级变更与品质异常改善,需要修改或重开钢网
5.4.钢网开孔基准
参照《金众手机开网规范》编号:
6.0钢网编号管理:
6.1 钢网编号标签的说明
板型:主板用M标示、,GPS板、SIM板用S标示
机型名称:以客供名称为准
面:O标示阴阳板,A标示A面,B标示B面
PCB板本:PCB版号
开往次数:以1、2、3、4以此类推
钢网厚度:10标示0.1MM ,12标示0.12 ,15标示0.15
6.1.1钢网的启用日期:表示该钢网的使用日期.
6.1.2钢网的废弃日期:指该钢网确定的废弃日期.
6.2 钢网管理标贴颜色说明:
6.2.1 正常使用的无铅钢网为绿色标贴.
6.2.2 待废弃钢网加贴黄色标贴.
6.2.3 已废弃钢网加贴红色标贴.
6.3标贴位置:
6.3.1 钢网管理标贴:当钢网置于网架时,钢网朝外一侧下方部分为标贴位置.
6.3.2 钢网装网方向标贴: 装网方向标贴沿着钢网刻字的正面贴于网框左下角位置;且箭头方向朝内.
6.4 钢网验收:。
SMT印刷钢网管理规范
更改历史规范钢网的管理,完善SMT工艺,提高SMT质量,2.0适用范围:适合于本公司SMT钢网从制作申请到报废的所有过程.3.0权责:3.1开发部:负责知会工程部,并提供相应的PCB板图纸及供应商制板图。
3. 2工程部:负责钢网的开口设计、外发制作、验收编号、入库、台账管理、定时状态检查、损坏钢网的外发维修及钢网的报废审核处理。
4. 3生产一部:负责钢网的日常维护与保养;报废钢网的申请5. 4品管部:负货钢网的巡检工作,并反馈信息至相关部门4.0工作流程:4. 1钢网的制作确认:开发部向工程部提供新增PCB板或更改后的PCB板图纸及制板图,并提供一块该款PCB板样品实物,工程部则确认现有钢网是否可用于该款PCB板,如有,则不用重开钢网,并在钢网索引上注明;如没有,则开发部在样品得到客户确认可用后,及时知会工程部,工程部受理后,则进行钢网的设计和制作。
4. 2钢网的设计及制作:4.2. 1IE工程师应根据PCB板的图纸(CAD格式)、供应商提供的PCB制板图(PCB格式)对PCBA钢网的开口方案进行设计,设计方案在PCB板图纸(CAD格式)中体现;4. 2.2IE工程师应将PCB供应商提供的PCB制板图(PCB格式)及设计好后PCB板的图纸等资料提供给钢网制作商,并在邮件中注明所用钢板的厚度、所需的刻字及制作工艺等;4. 2.3钢网制作工艺要求:涉及0201电容焊盘的PCBA钢网采用激光工艺,其它采用蚀刻工艺(特殊除外)。
4. 2.4生产一部根据产品订单量的大小确认是否需有1张备用钢网并提出申请,以便钢网出现损坏时不会影响生产的进度;另外除特殊原因外,两张钢网不能同时使用,只能先使用其中一张,待其报废后才能使用另外一张。
4. 3钢网的验收及编号:4.3. 1钢网收货时,要检查钢网外形平整度,确认有无变形,并且网板不能有碰撞、刮花等现象;6. 3.2用显微镜检查开孔壁不毛糙,无毛刺;4.3.3使用PCB板检查钢网开口是否有漏开,多开等现象;并试印刷1片PCB板,观察各焊点印锡状态,贴片过回流焊后观察元器件焊接状态;以上确认无误方可验收。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.3 品质部:负责 SMT 各人员的钢网/刮刀的使用管理执行情况的监督。
5.4 SMT 部生产科:负责在线钢网/刮刀的管理和停产时钢网的清洁。
6.内容:
6.1 钢网制作:
6.1.1 SMT 钢网制作时需在钢网上刻我司的标志“
金众’’。
6.1.2 钢网开孔如下图所示:
6.1.2.1 锡膏工艺
拟制
陈桂丰
BGA 0.8MM PITCH
钢版开孔尺寸
原 PAD 尺寸
CRYST AL 振 荡哭器
钢版开孔尺寸
BGA 1.0MM PITCH
原 PAD 尺寸
BGA 1.27MM PITCH
原 PAD 尺寸
钢版开孔尺寸
钢版开孔尺寸 钢版开孔尺寸
6.1.2.2 红胶工艺:
开口宽度遵循于 A=(0.3~0.4)L 的标准. 6.1.3 钢网厚度规定:根据贴装元件不同,钢片要求不一样,0.4mm PITCH IC 开 0.12mm
钢网,0.4mm PITCH 以上开 0.15mm, 红胶钢网厚度开 0.18mm. 6.1.4 以上为我司标准,如果客户有特殊要求,则以客户的要求为准。
本文件非经公司准许不得私自翻印
东莞市金众电子有限公司
系统名称:
主题:
文件编号: EN-WI-029
作业指导书
SMT 钢网制作、使用管理规定 页次 第 5 页共 6 页 版本 A1
东莞市金众电子有限公司
系统名称:
主题:
文件编号: EN-WI-029
作业指导书 SMT 钢网制作、使用管理规定
页次 第 1 页共 6 页 版本 A1
1.目的: 规范 SMT 钢网制作,使 SMT 钢网制作有章可循;规范钢网的使用和管理,提高
工作效率。
规范 SMT 刮刀的管理及使用,提高工作效率. 2.适用范围:
DIODE 零件 (小型)
DIODE 零件 (中型)
原 PAD 尺寸 钢版开孔尺寸
DIODE 零件 (大型)
原 PAD 尺寸
VARITER 零件 (代号 RV1)
钢版开孔尺寸
原 PAD 尺寸
FUSE 保险丝 (1206 含) (以下)
钢版开孔尺寸
原 PAD 尺寸
FUSE 保险丝 (1206 不含) (以上)
审核
跨部门会签栏“√”
□是□否 □是□否 □是□否 □是□否 □是□否 □是□否 □是□否 SMT 部 PMC 部 品质部 技术部 市场部 装配部 采购部
批准
本文件非经公司准许不得私自翻印
日期
东莞市金众电子有限公司
系统名称:
主题:
文件编号: EN-WI-029
作业指导书
SMT 钢网制作、使用管理规定 页 次 第 2 页共 6 页 版本 A1
6.2.4.3 钢网/刮刀性能的确认:技术员在退回钢网时,确认钢网良好,钢片无变形,且钢 网孔,无变形,特别是 IC 引脚之孔位.退回之钢网再次由当班工程师进行确认。
6.2.4.4 报废钢网的处理:在线钢网在使用中出现处理,并退至设备仓管理。
本文件非经公司准许不得私自翻印
东莞市金众电子有限公司
系统名称:
主题:
文件编号: EN-WI-029
作业指导书 SMT 钢网制作、使用管理规定 页 次 第 4 页共 6 页 版本 A1
原 PAD 尺寸
三脚 电晶体
钢版开孔尺寸
原 PAD 尺寸
四脚 电晶体
钢版开孔尺寸
原 PAD 尺寸
五脚 电晶体
原 PAD 尺寸
6.2 钢网/刮刀的使用及管理: 6.2.1 新钢网的编号:新钢网制作完成经工程师核对无误后, 经设备管理员用张力测
试 OK 后进行编号,序号按钢网柜的序号存放并做好《钢网型号一览表》EN-083。 6.2.2 刮刀的编号: 对新购的刮刀及在制的刮刀确认无误后设备管理员对其进行编号. 6.2.3 技术员转拉时将上机型钢网/刮刀拆下确认使用状况 OK 后按《SMT 钢网使用
SMT 车间的所有工程人员、设备理员、生产线印刷员、品质部 IPQC、PMC 部仓 库。
3.定义:无。 4.参考文件:无。 5.工作职责:
5.1 PMC 部: 5.1.1 负责开新产品导入会,在生产前 8 小时提供新的 PCB 空板或者“Gerber,File”给
SMT 工程,同时提供样板并说明制作工艺要求;当钢网为客供时由 PMC 通知 SMT 退领钢网到仓库。 5.2.2 PMC 设备仓:当钢网为客供时,SMT 收到 PMC 退或领钢网通知后,钢网管理 员及 PIE 确认无误后将钢网退至 PMC 仓库或领入 SMT,由打单员打《退仓单》 退领。
原 PAD 尺寸
钢版开孔尺寸 原 PAD 尺寸
钢版开孔尺寸
原 PAD 尺寸 钢版开孔尺寸
0402
原 PAD 尺寸 钢版开孔尺寸
1206
0603
原 PAD 尺寸 钢版开孔尺寸
大于 1206 电阻
0805
原 PAD 尺寸 钢版开孔尺寸
大于 1206 电容
原 PAD 尺寸 钢版开孔尺寸
原 PAD 尺寸 钢版开孔尺寸
主题:
作业指导书 SMT 钢网制作、使用管理规定
文件编号: EN-WI-029 页 次 第 3 页共 6 页 版本 A1
原 PAD 尺寸 钢版开孔尺寸
CONNECTOR 零件
(1.27PITCH)
原 PAD 尺寸 钢版开孔尺寸
排阻 RN
原 PAD 尺寸
六角 IC 0.65PITCH
钢版开孔尺寸
原 PAD 尺寸
6.2.4.2 钢网/刮刀的清洁:生产线每班印刷员负责对钢网/刮刀的清洁并填写印刷机保 养记录表,在拉线转拉时,由印刷员清洁 OK 后交由跟拉技术员确认无误后退 回钢网设备管理员再次确认无误后做好钢网使用记录及刮刀领用记录,钢网 清洁时用洗板水、无尘纸对钢网孔进行清洁擦试干净,确保无残留异物在钢 网上(包括胶纸)。
本文件非经公司准许不得私自翻印
本文件非经公司准许不得私自翻印
东莞市金众电子有限公司
系统名称:
主题:
作业指导书
SMT 钢网制作、使用管理规定
文件编号: EN-WI-029 页次 第 6 页共 6 页 版本 A1
8.相关记录表单 : 8.1《钢网型号一览表》 EN-083 8.2 《 SMT 钢网使用记录表》 EN-082 8.3 《钢网验收报告》 EN-128 8.4 《刮刀领用记录表》EN-140
ALUMI N 铝质 电容
大型高压电容 SP: 2.8MM
原 PAD 尺寸 钢版开孔尺寸
大型高压电容 SP: 3.3MM
原 PAD 尺寸 钢版开孔尺寸
原 PAD 尺寸 钢版开孔尺寸
圆形高 压电容
(小型)黑色 电感零件
原 PAD 尺寸 钢版开孔尺寸
(大型)黑色 电感零件
原 PAD 尺寸 钢版开孔尺寸
原 PAD 尺寸 钢版开孔尺寸
测,确认 OK 的将钢网按编号朝外的方向统一放置,OK 的刮刀放入到刮刀专用盒
中.
负责对刮刀编号及确认.
5.2.3 SMT 工程师:监督 SMT 钢网/刮刀的使用管理,并按生产情况对不良或报废钢
网做鉴定后报告 SMT 主管,由主管负责申请制作。
5.2.4 SMT 技术员:负责对钢网/刮刀的领退并监督产线使用及回收的确认.
钢版开孔尺寸
原 PAD 尺寸 钢版开孔尺寸
原 PAD 尺寸 钢版开孔尺寸
原 PAD 尺寸 钢版开孔尺寸
CONNECTOR 零件 (0.5PITCH)
CONNECTOR 零件
(0.65PITCH)
CONNECTOR 零件
(1.0PITCH)
本文件非经公司准许不得私自翻印
东莞市金众电子有限公司
系统名称:
5.2 SMT 部:
5.2.1 负责填写钢网制作要求,以及对供应商的送货进行检验是否合格。
5.2.2 SMT 钢网管理员:负责对钢网的编号,《钢网型号一览表》的制作,并及时更新
钢网一览表。(如是 ROHS 必须贴上 ROHS 标签)
负责用确认新制作或回收钢网/刮刀(刮刀不用测试张力)时清洗效果及张力的检
网按编号朝外的方向统一放置。
6.3.4 新钢网使用前由钢网管理员通知 PIE 跟进确认钢网效果。钢网管理员对钢 网进行张力测试(测试要求:测试时选择 5 个点进行确认,四个点选择网柜的 四角,以钢网中心到钢网脚距的中心为测试点,中央以钢网正中位置为准,新
钢网张力要求 45 牛顿以上,钢网 3 个点低于 30 或单点低于 20 作报废处理。 6.3.5 PIE 确认 OK 后通知钢网管理员贴上钢网编号(RoHS 钢网标示贴纸为绿底黑字, 有铅为黄底黑字),NG 退供应商或客户。 7.流程图: 无.
记录表》及《刮刀领用记录表》,如实记录并签名,然后按序号放入钢网柜或刮 刀箱中。
6.2.4 技术员按转拉通知单到《钢网型号一览表》中查出所需钢网编号并做好《SMT 钢网使用记录表》EN-082。
6.2.4.1 每天对钢网进行张力测试,并将测试记录于,张力要求超出规定范围进行作废 处理,并在报废钢网上用油性笔写上“报废”字样并封存,然后将已报废的钢网 退至设备仓管理。
6.2.4.5 对于封钢网的胶纸用绿色的地板胶,对于垫高胶纸用接料带. 6.3 钢网验收: 6.3.1 客供/新开钢网由工程技术员负责钢网验收并填写《钢网验收报告》EN-128。
技术员根据供应商提供的菲林(激光有菲林)、检验报告及公司对钢网制作的
要求进行核查。
6.3.2 核查有误退供应商重做,无误后钢网管理员进行编号。 6.3.3 钢网管理员根据钢网的编号存放于相应钢网架上,有铅与无铅要区分管理,钢
SOIC 0.5PITC
钢版开孔尺寸