白刚玉砂轮好还是棕刚玉砂轮好 白刚玉的硬度是多少
砂轮的特性由磨料
砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。
(1)磨料及其选择磨料是制造砂轮的主要原料,它担负着切削工作。
因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。
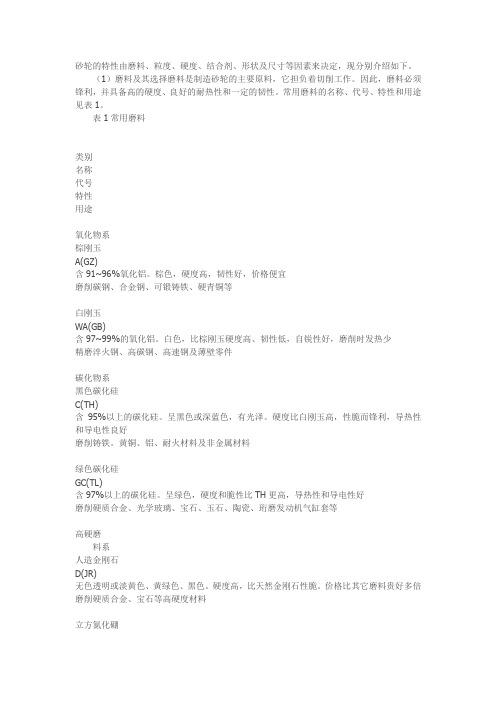
常用磨料的名称、代号、特性和用途见表1。
表1常用磨料类别名称代号特性用途氧化物系棕刚玉A(GZ)含91~96%氧化铝。
棕色,硬度高,韧性好,价格便宜磨削碳钢、合金钢、可锻铸铁、硬青铜等白刚玉WA(GB)含97~99%的氧化铝。
白色,比棕刚玉硬度高、韧性低,自锐性好,磨削时发热少精磨淬火钢、高碳钢、高速钢及薄壁零件碳化物系黑色碳化硅C(TH)含95%以上的碳化硅。
呈黑色或深蓝色,有光泽。
硬度比白刚玉高,性脆而锋利,导热性和导电性良好磨削铸铁。
黄铜、铝、耐火材料及非金属材料绿色碳化硅GC(TL)含97%以上的碳化硅。
呈绿色,硬度和脆性比TH更高,导热性和导电性好磨削硬质合金、光学玻璃、宝石、玉石、陶瓷、珩磨发动机气缸套等高硬磨料系人造金刚石D(JR)无色透明或淡黄色、黄绿色、黑色。
硬度高,比天然金刚石性脆。
价格比其它磨料贵好多倍磨削硬质合金、宝石等高硬度材料立方氮化硼(JLD)立方型晶体结构,硬度略低于金刚石,强度较高,导热性能好磨削、研磨、珩磨各种既硬又韧的淬火钢和高钼、高矾、高钴钢、不锈钢注:括号内的代号是旧标准代号。
(2)粒度及其选择粒度指磨料颗料的大小。
粒度分磨粒与微粉两组。
磨粒用筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表示。
例如60 #粒度的的磨粒,说明能通过每英寸长有60个孔眼的筛网,而不能通过每英寸70个孔眼的筛网。
微粉用显微测量法分类,它的粒度号以磨料的实际尺寸来表示(W)。
各种粒度号的磨粒尺寸见表2。
表2磨料粒度号及其颗粒尺寸磨粒磨粒微粉粒度号颗粒尺寸(mm)粒度号颗粒尺寸(mm)粒度号颗粒尺寸(mm)14 #1600~125070 #250~200W4040~2816 #1250~100080 #200~160W2828~2020 #1000~800100 #160~125W2020~14800~630120 #125~100W1414~1030 #630~500150 #100~80W1010~736 #500~400180 #80~63W77~546 #400~315240 #63~50W55~3.560 #315~250280 #50~40W3.53.5~2.5注:比14 #粗的磨粒及比W3.5细的微粉很少使用,表中未列出。
砂轮小整理

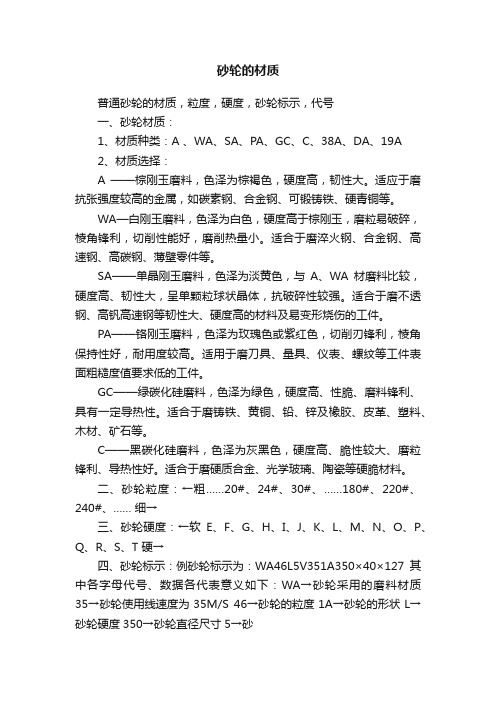
一、砂轮材质:1、材质种类:A 、WA、SA、PA、GC、C、38A、DA、19A2、材质选择:A ——棕刚玉磨料,色泽为棕褐色,硬度高,韧性大。
适应于磨抗张强度较高的金属,如碳素钢、合金钢、可锻铸铁、硬青铜等。
WA—白刚玉磨料,色泽为白色,硬度高于棕刚玉,磨粒易破碎,棱角锋利,切削性能好,磨削热量小。
适合于磨淬火钢、合金钢、高速钢、高碳钢、薄壁零件等。
SA——单晶刚玉磨料,色泽为淡黄色,与A、WA材磨料比较,硬度高、韧性大,呈单颗粒球状晶体,抗破碎性较强。
适合于磨不透钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工件。
PA——铬刚玉磨料,色泽为玫瑰色或紫红色,切削刃锋利,棱角保持性好,耐用度较高。
适用于磨刀具、量具、仪表、螺纹等工件表面粗糙度值要求低的工件。
GC——绿碳化硅磨料,色泽为绿色,硬度高、性脆、磨料锋利、具有一定导热性。
适合于磨铸铁、黄铜、铅、锌及橡胶、皮革、塑料、木材、矿石等。
C——黑碳化硅磨料,色泽为灰黑色,硬度高、脆性较大、磨粒锋利、导热性好。
适合于磨硬质合金、光学玻璃、陶瓷等硬脆材料。
二、砂轮粒度:←粗……20#、24#、30#、……180#、220#、240#、…… 细→三、砂轮硬度:←软 E、F、G、H、I、J、K、L、M、N、O、P、Q、R、S、T 硬→四、砂轮标示:例砂轮标示为:WA46L5V351A350×40×127其中各字母代号、数据各代表意义如下:WA→砂轮采用的磨料材质35→砂轮使用线速度为35M/S( 砂轮线速度计算公式为 V = 丌DN /1000,D砂轮外径,N 为每分钟回转)46→砂轮的粒度1A→砂轮的形状L→砂轮硬度350→砂轮直径尺寸5→砂轮组织号40→砂轮厚度尺寸V→砂轮为陶瓷制法砂轮子127→砂轮内孔尺寸砂轮是用磨料和结合剂树脂等制成的中央有通孔的圆形固结磨具。
砂轮是磨具中用量最大、使用面最广的一种,使用时高速旋转,可对金属或非金属工件的外圆、内圆、平面和各种型面等进行粗磨、半精磨和精磨以及开槽和切断等。
砂轮的材质
砂轮的材质普通砂轮的材质,粒度,硬度,砂轮标示,代号一、砂轮材质:1、材质种类:A 、WA、SA、PA、GC、C、38A、DA、19A2、材质选择:A ——棕刚玉磨料,色泽为棕褐色,硬度高,韧性大。
适应于磨抗张强度较高的金属,如碳素钢、合金钢、可锻铸铁、硬青铜等。
WA—白刚玉磨料,色泽为白色,硬度高于棕刚玉,磨粒易破碎,棱角锋利,切削性能好,磨削热量小。
适合于磨淬火钢、合金钢、高速钢、高碳钢、薄壁零件等。
SA——单晶刚玉磨料,色泽为淡黄色,与A、WA材磨料比较,硬度高、韧性大,呈单颗粒球状晶体,抗破碎性较强。
适合于磨不透钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工件。
PA——铬刚玉磨料,色泽为玫瑰色或紫红色,切削刃锋利,棱角保持性好,耐用度较高。
适用于磨刀具、量具、仪表、螺纹等工件表面粗糙度值要求低的工件。
GC——绿碳化硅磨料,色泽为绿色,硬度高、性脆、磨料锋利、具有一定导热性。
适合于磨铸铁、黄铜、铅、锌及橡胶、皮革、塑料、木材、矿石等。
C——黑碳化硅磨料,色泽为灰黑色,硬度高、脆性较大、磨粒锋利、导热性好。
适合于磨硬质合金、光学玻璃、陶瓷等硬脆材料。
二、砂轮粒度:←粗……20#、24#、30#、……180#、220#、240#、…… 细→三、砂轮硬度:←软E、F、G、H、I、J、K、L、M、N、O、P、Q、R、S、T 硬→四、砂轮标示:例砂轮标示为:WA46L5V351A350×40×127其中各字母代号、数据各代表意义如下:WA→砂轮采用的磨料材质35→砂轮使用线速度为35M/S 46→砂轮的粒度1A→砂轮的形状L→砂轮硬度350→砂轮直径尺寸5→砂轮组织号40→砂轮厚度尺寸V→砂轮为陶瓷制法砂轮子127→砂轮内孔尺寸1)单晶刚玉磨料单晶刚玉磨料是Al203以物理刚玉的单晶形态自熔体中析出,经化学处理而得到的绝大多数磨粒为单晶体的磨料。
它具有较高的韧性和硬度,切削能力强。
磨削砂轮的选择

砂轮的种类很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。
每一种砂轮根据其本身的特性,都有一定的适用范围。
因此,磨削加工时,必须根据具体情况(如所磨工件的材料性质、热处理方法、工件形状、尺寸及加工形式和技术要求等),选用合适的砂轮。
否则会因砂轮选择不当而直接影响加工精度、表面粗糙度及生产效率。
下面列出砂轮选择的基本原则以供参考。
一、普通砂轮的选择1. 磨料的选择磨料选择主要取决于工件材料及热处理方法。
a. 磨抗张强度高的材料时,选用韧性大的磨料。
b. 磨硬度低,延伸率大的材料时,选用较脆的磨料。
c. 磨硬度高的材料时,选用硬度更高的磨料。
d. 选用不易被加工材料发生化学反应的磨料。
最常用的磨料是棕刚玉(A)和白刚玉(WA),其次是黑碳化硅(C)和绿碳化硅(GC),其余常用的还有铬刚玉(PA)、单晶刚玉(SA)、微晶刚玉(MA)、锆刚玉(ZA)。
棕刚玉砂轮:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。
白刚玉砂轮:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。
黑碳化硅砂轮:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。
绿碳化硅砂轮:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。
铬刚玉砂轮:适于磨削刀具,量具、仪表,螺纹等表面加工质量要求高的工件。
单晶刚玉砂轮:适于磨削不锈钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工件。
微晶刚玉砂轮:适于磨削不锈钢、轴承钢和特种球墨铸铁等,用于成型磨,切入磨,镜面磨削。
砂轮基本常识
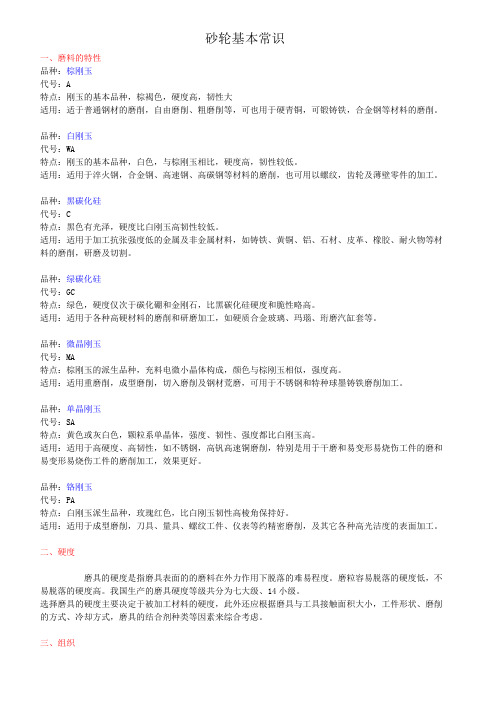
砂轮基本常识一、磨料的特性品种:棕刚玉代号:A特点:刚玉的基本品种,棕褐色,硬度高,韧性大适用:适于普通钢材的磨削,自由磨削、粗磨削等,可也用于硬青铜,可锻铸铁,合金钢等材料的磨削。
品种:白刚玉代号:WA特点:刚玉的基本品种,白色,与棕刚玉相比,硬度高,韧性较低。
适用:适用于淬火钢,合金钢、高速钢、高碳钢等材料的磨削,也可用以螺纹,齿轮及薄壁零件的加工。
品种:黑碳化硅代号:C特点:黑色有光泽,硬度比白刚玉高韧性较低。
适用:适用于加工抗张强度低的金属及非金属材料,如铸铁、黄铜、铝、石材、皮革、橡胶、耐火物等材料的磨削,研磨及切割。
品种:绿碳化硅代号:GC特点:绿色,硬度仅次于碳化硼和金刚石,比黑碳化硅硬度和脆性略高。
适用:适用于各种高硬材料的磨削和研磨加工,如硬质合金玻璃、玛瑙、珩磨汽缸套等。
品种:微晶刚玉代号:MA特点:棕刚玉的派生品种,充料电微小晶体构成,颜色与棕刚玉相似,强度高。
适用:适用重磨削,成型磨削,切入磨削及钢材荒磨,可用于不锈钢和特种球墨铸铁磨削加工。
品种:单晶刚玉代号:SA特点:黄色或灰白色,颗粒系单晶体,强度、韧性、强度都比白刚玉高。
适用:适用于高硬度、高韧性,如不锈钢,高钒高速铜磨削,特别是用于干磨和易变形易烧伤工件的磨和易变形易烧伤工件的磨削加工,效果更好。
品种:铬刚玉代号:PA特点:白刚玉派生品种,玫瑰红色,比白刚玉韧性高棱角保持好。
适用:适用于成型磨削,刀具、量具、螺纹工件、仪表等约精密磨削,及其它各种高光洁度的表面加工。
二、硬度磨具的硬度是指磨具表面的的磨料在外力作用下脱落的难易程度。
磨粒容易脱落的硬度低,不易脱落的硬度高。
我国生产的磨具硬度等级共分为七大级、14小级。
选择磨具的硬度主要决定于被加工材料的硬度,此外还应根据磨具与工具接触面积大小,工件形状、磨削的方式、冷却方式,磨具的结合剂种类等因素来综合考虑。
三、组织磨具的组织是指磨具中磨料颗料分布的疏密程度。
一般都以磨具中磨料体积所占的百分数来表示。
如何选择砂轮磨料,磨料的适用范围

WA
白色
硬度高于棕刚玉,韧性稍低,磨削性能好,磨削热量小
适用于淬火钢、高速钢、高碳钢等强度大、硬度高的材料的工件的普通磨削,也可用于螺纹、齿轮及薄壁零件的加工
铬刚玉
PA
桃红
玫瑰红
磨粒切削刃锋利、棱角保持性好、耐用度较高,比白刚玉韧性高。
适用于成型磨削,刀具、量具、仪表零件、螺纹工件等零件的精密磨削,以及其它各种高光洁度的表面加工
韧性好、强度和耐磨性高,随ZrO含量增加,性能也随之提高
适用于不锈钢、钛合金、耐热合金等
原文:江西冠亿砂轮/shiyong/29-cn.html
绿碳化硅
GC
绿色
硬度高仅次于碳化硼和金刚石,性脆、磨粒锋利、具有导热性。
适用于磨硬质合金、光学玻璃、陶瓷、宝石、玛瑙、珩磨汽缸套以及其它一些硬脆性材料
黑碳化硅
C
黑色
硬度比刚玉类高、脆性大、韧性较低。
适用于加工抗张强度低的金属及非金属材料,如:铸铁、黄铜、铝、石材、木材、玻璃、陶瓷、耐火材料、橡胶、皮革、塑料等
单晶刚玉
SA
淡黄色
与A、WA比较,硬度高、韧性大,呈单颗粒球状晶体,抗破碎性较强
适用于不锈钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工作
微晶刚玉
MA
棕黑色
磨料由微小晶体组成,韧性大、强度高,磨粒呈微刃破碎,自锐性好
适用于不锈钢、轴承钢和特种球墨铸铁等。用于成型磨、切入磨、镜面磨等
锆刚玉
ZA灰Leabharlann 色陶瓷结合剂砂轮系列分刚玉类砂轮和碳化硅类砂轮。
刚玉类磨料有:棕刚玉、白刚玉、铬刚玉、单晶刚玉和微晶刚玉等
碳化硅类磨料有:黑碳化硅、绿碳化硅
磨料特征和适用范围如下:
磨削不锈钢时怎样选择砂轮

磨削不锈钢时怎样选择砂轮第一篇:磨削不锈钢时怎样选择砂轮磨削不锈钢时怎样选择砂轮1.磨料:白刚玉具有较好的切削性能和字锐性,适于磨削马氏体及马氏体+铁素体不锈钢;单晶刚玉磨料适用于奥氏体和奥氏体+铁素体不锈钢;微晶钢玉磨料是由许多微小的晶体组成的,强度高、韧性和自锐性好,其自锐的特点是沿微晶的缝隙碎列,从而获得微韧性和微刃高等性,可以减少烧伤、拉毛等现象,并可以降低磨削表面粗糙度,适于磨削各种不锈钢;立方氮化硼磨料的硬度很高,热稳定性好,化学惰性高,在1300℃~1500℃不氧化,磨粒的刃尖不易变钝,产生磨削热也少,适用于磨削各种不锈钢,为了减少粘附现象,也可采用碳化硅和人造金刚石为磨料的砂轮。
2.粒度:磨削不锈钢时,一般采用36号、46号、60号中等粒度的砂轮为宜,其中粗磨时,采用36号、46号粒度,精磨用60号粒度。
为了同时适用于粗磨和精磨,则采用46号和60号粒度。
3.结合剂:磨削不锈钢要求砂轮具有较高的强度,以便承受较大的冲击载荷。
陶瓷结合剂耐热、抗腐蚀,用它制作的砂轮能很好的保持切削性能,不怕潮湿,具有多孔性,适合于制作磨削不锈钢砂轮的结合剂。
磨削耐浓硝酸不锈钢等材料内孔时,可采用树脂结合剂制造砂轮。
4.硬度;应选用硬度较低的砂轮,以提高自锐性,一般选用G~N硬度的砂轮,其中以K~L使用最为普遍,使用微晶刚玉作磨料的内圆磨砂轮,则以J为宜。
5.组织:为了避免磨削过程中砂轮堵塞,砂轮组织应选用较疏松的,一般选用5~8号较为合适。
十四、磨削不锈钢时怎样选择磨削用量陶瓷结合剂砂轮的速度为30~35m/s;树脂结合剂的砂轮速度为35~50m/s。
当发现表面烧伤时,应将砂轮速度降至16~20m/s。
工件速度:当工件直径小于50mm时,n=120~150r/min;大于50mm时,n=40~80r/min.用砂轮外圆进行平面精磨时,工作台远动速度一般为15~20m/min,粗磨时为5~50 m/min。
棕刚玉与白刚玉区别
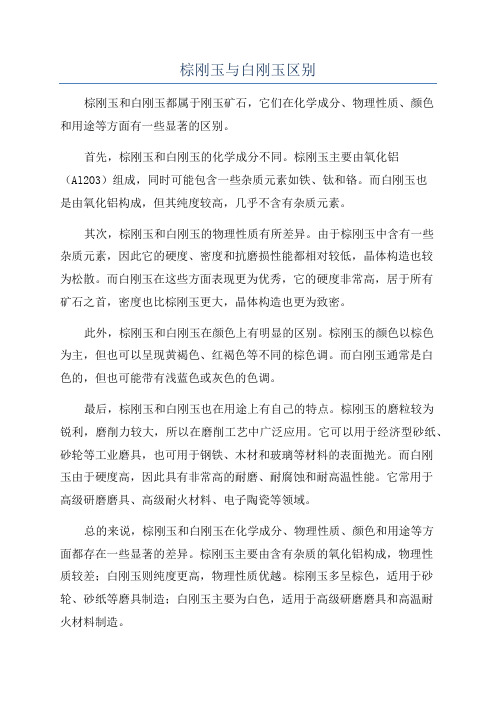
棕刚玉与白刚玉区别
棕刚玉和白刚玉都属于刚玉矿石,它们在化学成分、物理性质、颜色
和用途等方面有一些显著的区别。
首先,棕刚玉和白刚玉的化学成分不同。
棕刚玉主要由氧化铝
(Al2O3)组成,同时可能包含一些杂质元素如铁、钛和铬。
而白刚玉也
是由氧化铝构成,但其纯度较高,几乎不含有杂质元素。
其次,棕刚玉和白刚玉的物理性质有所差异。
由于棕刚玉中含有一些
杂质元素,因此它的硬度、密度和抗磨损性能都相对较低,晶体构造也较
为松散。
而白刚玉在这些方面表现更为优秀,它的硬度非常高,居于所有
矿石之首,密度也比棕刚玉更大,晶体构造也更为致密。
此外,棕刚玉和白刚玉在颜色上有明显的区别。
棕刚玉的颜色以棕色
为主,但也可以呈现黄褐色、红褐色等不同的棕色调。
而白刚玉通常是白
色的,但也可能带有浅蓝色或灰色的色调。
最后,棕刚玉和白刚玉也在用途上有自己的特点。
棕刚玉的磨粒较为
锐利,磨削力较大,所以在磨削工艺中广泛应用。
它可以用于经济型砂纸、砂轮等工业磨具,也可用于钢铁、木材和玻璃等材料的表面抛光。
而白刚
玉由于硬度高,因此具有非常高的耐磨、耐腐蚀和耐高温性能。
它常用于
高级研磨磨具、高级耐火材料、电子陶瓷等领域。
总的来说,棕刚玉和白刚玉在化学成分、物理性质、颜色和用途等方
面都存在一些显著的差异。
棕刚玉主要由含有杂质的氧化铝构成,物理性
质较差;白刚玉则纯度更高,物理性质优越。
棕刚玉多呈棕色,适用于砂轮、砂纸等磨具制造;白刚玉主要为白色,适用于高级研磨磨具和高温耐
火材料制造。
棕刚玉与白刚玉区别
棕刚玉与白刚玉区别
首先,棕刚玉是一种深褐色的石材,其外观有点类似咖啡,有一种温暖的质感。
而白刚玉则是灰色或米白色,其外观细腻美观,有股清新的气息。
其次,棕刚玉以水晶内部结构蜂窝状的合成闪针为主,具有特殊的光泽,熔点高,抗热性强,容易受热变形。
而白刚玉是由脉纹状的晶体矿物组成的,具有较高的硬度,光泽有光滑的哑光,熔点较低,有较好的抗酸硷性。
此外,棕刚玉特别容易受热变形,因此需要使用小温度的工艺加工。
它的散热性也比较差,容易产生热缩变形弯曲。
而白刚玉有较低的热膨胀系数,热稳定性好,不容易受热变形。
常用平面磨床砂轮规格型号【大全】
平面磨床常用砂轮的种类有很多,并有各种形状和尺寸,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,各种砂轮就具有不同的工作性能。
每一种砂轮根据其本身的特性,都有一定的适用范围。
平面磨床一般使用陶瓷结合剂的白刚玉砂轮,硬度为中软,粒度为46。
磨削铸铁件较多时可使用陶瓷结合剂的36粒度白刚玉大气孔砂轮,发热小效率高。
1.普通磨床砂轮:500*100*305,600*63*305,900*125*305,750*75*305;2.万能磨床砂轮片:250*20*75,300*40*127,300*50*127,400*50*203,500*50*203,500*75*203;3.端面磨床砂轮片:600*75*305,750*75*305;4.高精密度半自动磨床砂轮:400*50*203;无心外圆磨床与专用磨床砂轮介绍1、砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工件一同作进给和补偿运动。
2、砂轮架移动式无心外圆磨床,这种形式的无心磨床的托架固定在床身上,砂轮架和导轮架相对托架可作调整运动,特殊情况下可做进给运动。
这类无心磨床的砂轮、导轮主轴多数采用双支承结构形式。
3、倾斜式无心外圆磨床,这种形式的砂轮、导轮中心连线与水平面倾斜α角。
托架固定在床身上,砂轮、导轮主轴为双支承结构。
导轮架相对托架可做调整运动,砂轮架作进给补偿运动。
无心外圆磨床型号M1010磨床专用砂轮规格:棕刚玉砂轮125*50*50A砂轮、白刚玉砂轮125*50*50WA砂轮、绿碳化硅砂轮125*50*50GC砂轮、铬刚玉砂轮125*50*50PA砂轮。
无心外圆磨床型号M1025、M1020、M1025k磨床专用砂轮规格:棕刚玉砂轮300*100*127A砂轮、白刚玉砂轮300*100*127WA砂轮、绿碳化硅砂轮300*100*127GC砂轮、铬刚玉砂轮300*100*127PA砂轮。
白刚玉和棕刚玉砂轮的区别

砂轮是使用很广泛的磨削工具之一,可以用于金属或非金属工件的各种轮廓粗磨、开槽和切割等工序。
其中就有白刚玉和棕刚玉砂轮,这两种在实际生活中特别常见,但是由于材质等各方面的不同,主要的区别可以分为这几种。
棕刚玉砂轮是磨比较硬的材料,比如它适用于磨刀机用来磨铣刀,钻头,车刀等等,被磨削的材料硬度低于HRC60。
白刚玉砂轮是磨比较普通的材料,就是说材料的硬度比较适中的适合用白刚玉砂轮磨削。
按磨料分白刚玉脆性比棕刚玉的脆性大,用白刚玉做出来的砂轮切割金属要比棕刚玉要锋利,但不够棕刚玉耐用。
经过分析可以得知,白刚玉和棕刚玉的区别如下:原料不同:棕刚玉的原料是铝矾土,另外还有无烟煤和铁霄。
而白刚玉的原料是氧化铝粉。
颜色不同:由于白刚玉的氧化铝的含量比棕刚玉高,所以白刚玉颜色是白色的,棕刚玉是棕黑色。
成分上不同:虽然棕刚玉和白刚玉都是含有氧化铝的,但是白刚玉的氧化铝含量在99%以上,棕刚玉氧化铝的含量在95%左右。
硬度不同:白刚玉的硬度略高于棕刚玉。
白刚玉磨料属于晶体化合物,有较好的硬度和韧性,晶体尺寸较细,耐磨性能好,但是是生产成本较高,产量较低,所以价格比较高。
棕刚玉磨料硬度中等,磨削作用较弱,价格比较低廉。
性能不同:棕刚玉具有纯度高,结晶好,流动性强,线膨胀系数低,耐腐蚀的特点。
白刚玉具有纯度高、自锐性好、耐酸碱腐蚀、耐高温、热态性能稳定的特点。
相比较而言,白刚玉的硬度要高于棕刚玉。
使用对象不同:白刚玉使用的是一些高端用户,因为它切削力度比较好,抛光作用也很不错,多用于碳素钢、合金钢、可锻铸铁、硬青铜等等,而棕刚玉则是市场普遍使用的,也是市场上用量比较大的,多用于焠火钢、高速钢、高碳钢等等。
冶炼工艺不同:棕刚玉是铝矾土高温融化,经过氧化还原反应制造而成,白刚玉是铝矾土融化结晶而成。
用途不同:棕刚玉:用于砂轮、喷砂、自由研磨、树脂磨具、涂附磨具、功能性填料、过滤介质、耐火材料白刚玉:用于陶瓷制造、树脂固结磨具以及喷砂、抛光、研磨、精密铸造和高级耐火材料。
白刚玉砂轮的特点是什么 白刚玉的规格有哪些
白刚玉砂轮的特点是什么白刚玉的规格有哪些一提到白刚玉,大家对其的印象就是硬度答,是磨具制造中最主要的原材料之一。
随着社会的快速发展,白刚玉磨具的需求量也越拉越大,同时也是众多磨料中使用范围最广的一种。
白刚玉就是一种磨料,主要承担着切削工作,而且磨料比较锋利,并且要具有很强硬度,以及耐热性和韧性。
下面我们就跟随千家信耐材的小编一起来了解一下白刚玉砂轮的特点!什么是白刚玉砂轮?白刚玉砂轮是磨削中最主要的磨具之一,白刚玉砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
之后放于电弧炉之中进行冶炼而制成的,因此硬度稍微比棕刚玉的硬度大一点,切削性能比棕刚玉要高一些。
由于磨料、结合剂及制作工艺不同,砂轮的特性差别很大,白刚玉(千家信耐材)主要原料是工业铝氧粉。
白刚玉的主要型号粒度砂:46号白刚玉,60号白刚玉,80号白刚玉,100号白刚玉段砂:0-1,1-3,3-5,5-8,8-12。
细粉:325-0微粉:w5,w7,w63,w10,w14。
白刚玉砂轮的优点1、白刚玉砂轮的硬度是比棕刚玉砂轮的硬度要高的,而且棱角比较锋利,可以使用白刚玉砂轮加工一些碳素钢、中碳钢以及对硬度不是要求特别高的淬火钢等等。
2、在磨削的过程中,白刚玉砂轮产生的磨削热能是比较小的,而且具有很好的切削性,可以做成大水磨砂轮然后进行大水磨加工。
3、白刚玉材料由于韧性不是特别好,因此在使用白刚玉切削的时候,磨粒会出现碎的情况,但是如果通过一些结合剂进行一些调节,这样就可以是磨粒替换之前的粒,而且还比较快,白刚玉在磨削加工的时候,露出新的棱角很快,自锐性好,因此砂轮修整的就不是很频繁,对于工作效率可以提高很多。
4、白刚玉砂轮可以降低工件的烧伤程度,这样可以很好的保护工件的垂直切割度。
而且白刚玉砂轮是不含硫化铁的,不会产生有毒的硫磺气味,对环境对作业人员都是比较好的。
白刚玉、棕刚玉、红刚玉之间有什么不同

白刚玉、棕刚玉、红刚玉之间有什么不同选择适合自己的产品一说到磨料,大家都会想到哪种磨料硬度大,已经各个磨料适合的范围,相对来说大家接触到的成品较多,而对于原材料来说就知之甚少了,那么对于经常用到的白刚玉、棕刚玉、红刚玉之间有什么不同呢?今天就让千家信耐材的小编给大家详细分析一下这其中的不同!白刚玉详细介绍:1、什么是白刚玉?白刚玉以工业氧化铝粉为原料,于电弧中经2000度以上高温熔炼后冷却制成,经粉碎整形,磁选去铁,筛分成多种粒度,其质地致密、硬度高,粒形成尖角状。
2、白刚玉的特性白刚玉经电熔提炼结晶而成,纯度高、自锐性好、耐酸碱腐蚀、耐高温、热态性能稳定。
白刚玉硬度略高于棕刚玉,韧性稍低,纯度高、自锐性好、磨削能力强、发热量小、效率高、耐酸碱腐蚀、耐高温热稳定性好。
3、白刚玉的适用范围白刚玉适用于制造陶瓷、树脂固结磨具以及研磨、抛光、喷砂、精密铸造(精铸专用刚玉)等,还可用于制造高级耐火材料。
适用于各种高端产品,工艺或者五金等产品表面美化处理,喷砂后表面洁白无任何杂质,免去清洗烦恼。
细号白刚玉可用作抛光研磨之首。
棕刚玉详细介绍:1、什么是棕刚玉?棕刚玉,俗名又称金刚砂,是用矾土、碳素材料、铁屑三种原料在电炉中经过融化还原而制得的棕褐色人造刚玉,故为此名。
棕刚玉主要化学成份是 Al2O3,其含量在94.5%-97%,另含有少量的Fe,Si,Ti等。
2、棕刚玉的特性在应用过程中具有不起爆、不粉化、不开裂的特点,尤其是其远高于传统棕刚玉的性价比,更使之成为棕刚玉质耐火材料的骨料和填充料。
3、棕刚玉的适用范围棕刚玉粒度砂是由人工精选棕刚玉块,采用对辊、球磨、巴马克等设备加工而成,粒度有F8-F325,主要用于抛光、研磨、工业磨削等,还可以按客户要求进行水洗、酸洗处理等方法加工,能够满足客户的不同需求。
红刚玉详细介绍:1、什么是红刚玉?红刚玉的成分主要为α-氧化铝,也叫铬刚玉,红宝石。
现在市面上多为人造红刚玉。
白刚玉砂轮好还是棕刚玉砂轮好砂轮怎么选

白刚玉砂轮好还是棕刚玉砂轮好砂轮怎么选白刚玉砂轮和棕刚玉砂轮是目前应用最广泛的两种砂轮。
它们在不同的场合有着不同的优势,因此在选择砂轮时需要根据具体的需求来进行判断。
本文将从硬度、耐磨性、研磨效果等多个方面进行比较,帮助读者更好地选择适合自身需求的砂轮。
硬度方面,白刚玉砂轮在硬度上占据优势。
白刚玉的硬度比棕刚玉高出很多,因此白刚玉砂轮更适合研磨高硬度材料,如高速钢、硬质合金等。
白刚玉砂轮具有很好的切削性能和研磨效果,能够更好地保持砂轮的形状和尺寸稳定,延长使用寿命。
耐磨性方面,棕刚玉砂轮更具优势。
棕刚玉由于其晶粒较大,粒子之间的结合力更强,因此在研磨过程中能够更好地抵抗磨损。
棕刚玉砂轮适用于研磨强度较低、磨屑较少的材料,如普通钢、铸铁等。
棕刚玉砂轮磨削效率高,使用寿命较长,适合在大面积研磨、高效生产的场合使用。
研磨效果方面,白刚玉砂轮和棕刚玉砂轮有不同的特点。
白刚玉砂轮切削效果好,研磨表面光洁、精度高,但对磨削材料的热敏感性较高,易产生高温,容易引起热变形、脱层等问题。
而棕刚玉砂轮在切削效果上稍逊于白刚玉砂轮,但能更好地吸收和分散磨削时产生的热量,降低材料表面温度,对材料的热变形和脱层影响较小。
除了以上几个方面的比较,还有一些其他因素需要考虑。
例如,白刚玉砂轮的成本相对较高,而棕刚玉砂轮则比较经济实惠。
此外,砂轮的规格也需要根据不同的工件和加工方式进行选择。
砂轮的细度越高,表面研磨越光滑,但研磨效率也越低。
在实际选择砂轮时,需要综合考虑以上因素,确定适合自身需求的砂轮。
如果要研磨高硬度材料、追求高精度和光洁度,白刚玉砂轮是较好的选择;如果研磨普通材料或需要研磨效率较高,棕刚玉砂轮是更经济实用的选项。
总之,白刚玉砂轮和棕刚玉砂轮各有优势,选择时需要根据具体需求进行判断。
砂轮硬度及砂轮硬度的选择
1、磨料种类
(1)刚玉类磨料:
A棕刚玉砂轮:适用于硬度较低的碳素钢、合金钢、可锻铸铁工件的普通磨削,如外圆磨、平面磨和无心磨,也可用于切断、打磨等场合。
WA(38A)―白刚玉砂轮:用于硬度较高的合金钢、高速钢、淬火工件的普通磨削,也多用于齿轮磨、螺纹磨、成型磨场合。
AWA(19A)―棕、白刚玉混合磨料:适用于硬度中等的碳素钢、合金钢工件的普通磨削。既可保证工件的表面粗糙度,又具有一定有磨削效率。
[选择砂轮硬度的原则]
1.工件越硬,砂轮越软。
2.砂轮与工件接触面越大,砂轮选择越软。
3.精磨和成型磨削时应选择较硬的砂轮,以保持砂轮必要的形状精度。
4.砂轮硬度选择与粒度大小的关系:粒度越大的砂轮,为避免砂轮被磨屑阻塞,一般要选择较软的砂轮。
5.工件材料:磨有色金属、橡胶、树脂等较软材料时,应选用较软的砂轮。
2)磨削接触面大的场合。
3)材质较硬的工件,如高硬度工具钢和硬质合金等。
4)工件抗热性能差,严防表面烧伤。
•较硬的硬度
1)进刀量小的精磨。
2)延长砂轮寿命。
3)材质较软的工件。
4)磨削接触面小或窄的场合。
4、组织号:
5678910111213
密 疏
组织号用以表示砂轮内相邻的磨料颗粒之间的距离,也就是间隙的大小。砂轮中磨料颗粒所占的体积百分比,也就是其浓度的大小,决定砂轮的组织号,陶瓷砂轮组织号变化范围一般是从5到13,数字越小表示砂轮组织越密,数字越大表示砂轮组织越疏松。组织号11,12和13通常是指气孔砂轮。
4) 工件半径或孤度小的场合。
3、硬度
E F G H I J K L M N O P Q R
软 硬
砂轮的硬度是指磨料之间的结合度,砂轮中结合剂量的多少决定了砂轮的硬度高低。用户需要根据具体的磨削(如进刀量、粗糙度、材质)要求来灵活选择砂轮的硬度。
砂轮知识
普通砂轮的材质,粒度,硬度,砂轮标示,代号Tags: 粒度, 砂轮, 硬度, 材质, 代号一、砂轮材质:1、材质种类:A 、WA、SA、PA、GC、C、38A、DA、19A2、材质选择:A ——棕刚玉磨料,色泽为棕褐色,硬度高,韧性大。
适应于磨抗张强度较高的金属,如碳素钢、合金钢、可锻铸铁、硬青铜等。
WA—白刚玉磨料,色泽为白色,硬度高于棕刚玉,磨粒易破碎,棱角锋利,切削性能好,磨削热量小。
适合于磨淬火钢、合金钢、高速钢、高碳钢、薄壁零件等。
SA——单晶刚玉磨料,色泽为淡黄色,与A、WA材磨料比较,硬度高、韧性大,呈单颗粒球状晶体,抗破碎性较强。
适合于磨不透钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工件。
PA——铬刚玉磨料,色泽为玫瑰色或紫红色,切削刃锋利,棱角保持性好,耐用度较高。
适用于磨刀具、量具、仪表、螺纹等工件表面粗糙度值要求低的工件。
GC——绿碳化硅磨料,色泽为绿色,硬度高、性脆、磨料锋利、具有一定导热性。
适合于磨铸铁、黄铜、铅、锌及橡胶、皮革、塑料、木材、矿石等。
C——黑碳化硅磨料,色泽为灰黑色,硬度高、脆性较大、磨粒锋利、导热性好。
适合于磨硬质合金、光学玻璃、陶瓷等硬脆材料。
二、砂轮粒度:←粗……20#、24#、30#、……180#、220#、240#、……细→三、砂轮硬度:←软E、F、G、H、I、J、K、L、M、N、O、P、Q、R、S、T硬→四、砂轮标示:例砂轮标示为:WA46L5V351A350×40×127其中各字母代号、数据各代表意义如下:WA→砂轮采用的磨料材质35→砂轮使用线速度为35M/S46→砂轮的粒度1A→砂轮的形状L →砂轮硬度350→砂轮直径尺寸5→砂轮组织号40→砂轮厚度尺寸V→砂轮为陶瓷制法砂轮子127→砂轮内孔尺寸1)单晶刚玉磨料单晶刚玉磨料是Al203以物理刚玉的单晶形态自熔体中析出,经化学处理而得到的绝大多数磨粒为单晶体的磨料。
如何正确的选择砂轮
如何正确的选择砂轮如何正确的选择砂轮砂轮相信大家并不陌生,可能在日常生活中很少见到,但是却处处有砂轮的“影子”,我们的桌椅就砂轮切割出来的,家中的大理石和瓷砖也离不开砂轮的打磨与切割...,那么作为小白的我们在遇到不同需要切割的材料时该如何选择砂轮片呢?今天店铺就来给大家罗列一下。
如何正确选择砂轮1一、普通砂轮的选择1.磨料的选择磨料选择主要取决于工件材料及热处理方法。
a.磨抗张强度高的材料时,选用韧性大的磨料。
b.磨硬度低,延伸率大的材料时,选用较脆的磨料。
c.磨硬度高的材料时,选用硬度更高的磨料。
d.选用不易被加工材料发生化学反应的磨料。
最常用的磨料是棕刚玉(A)和白刚玉(WA),其次是黑碳化硅(C)和绿碳化硅(GC),其余常用的还有铬刚玉(PA)、单晶刚玉(SA)、微晶刚玉(MA)、锆刚玉(ZA)。
棕刚玉砂轮:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。
白刚玉砂轮:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。
黑碳化硅砂轮:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。
绿碳化硅砂轮:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。
铬刚玉砂轮:适于磨削刀具,量具、仪表,螺纹等表面加工质量要求高的工件。
单晶刚玉砂轮:适于磨削不锈钢、高钒高速钢等韧性大、硬度高的材料及易变形烧伤的工件。
微晶刚玉砂轮:适于磨削不锈钢、轴承钢和特种球墨铸铁等,用于成型磨,切入磨,镜面磨削。
锆刚玉砂轮:适于磨削奥氐体不锈钢、钛合金、耐热合金,特别适于重负荷磨削。
2.粒度的选择主要取决于被磨削工件的表面粗糙度和磨削效率。
白刚玉砂轮好还是棕刚玉砂轮好 白刚玉的硬度是多少
白刚玉砂轮好还是棕刚玉砂轮好白刚玉的硬度是多少我们在打磨一件产品的时候总是会选择最适合的打磨工具,而打磨的磨具主要就是由刚玉制成的,其实在面对不用的产品时自然磨具也是也不一样的,那么白刚玉砂轮好还是棕刚玉砂轮好呢?下面就来千家信小编带大家一探究竟!砂轮的选择参考以下几种方法1、磨料的选择最常用的磨料是棕刚玉( A )和白刚玉( WA ),其次是黑碳化硅( C )和绿碳化硅( GC ),其余常用的还有铬刚玉( PA )、单晶刚玉( SA )、微晶刚玉( MA )、锆刚玉( ZA )。
棕刚玉砂轮:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。
白刚玉砂轮:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。
黑碳化硅砂轮:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。
绿碳化硅砂轮:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。
2、砂轮片的选择原则由于砂轮的规格尺寸不一样,所适用的产品也是不一样的,因此砂轮的规格尺寸是必须要了解的,同时还要看你磨削的工件、粒度、硬度好人组织号等都需要多次试验的!3、粒度的选择刚玉的粒度上一般分为粗粒度和细粒度,在生产效率上来说的话,粗粒度砂轮磨削效率高,但是工件表面较粗糙;而相对于细粒度砂轮磨削时生产效率低,但是工件表面粗糙度要好。
在要保证生产率和粗糙度的前提上,应尽量选用粗粒度的砂轮保证效率,选用细粒度的砂轮保证其效果。
磨具粒度一般使用范围:36 #~ 46 #一般平磨、外圆磨和无心磨:60 #~ 100 #4、硬度的选择一般我们在生活中都会以刚克刚、以柔克柔的方法来对待,但是在磨削上面却非也非也。
砂轮磨料品种
砂轮磨料品种1. 棕刚玉棕刚玉是以铝矾土和无烟煤为主要原料,在电弧炉内经高温冶炼而成。
它的硬度比碳化硅稍低,但韧性高,能承受较大的压力,在工作过程中抗破碎能力较强。
适用于加工抗张强度较高的金属,如粗磨碳钢、合金钢、可锻铸铁和硬青铜等。
这种磨料的切削性能好,适应性广,价格较便宜,可以广泛使用。
粒度的生产范围为12#至280#。
2. 白刚玉白刚玉是以铝氧粉为主要原料,在电弧炉内经高温冶炼而成。
它的硬度与棕刚玉近似,韧性稍低,但切削性能优于棕刚玉。
适用于精磨和半精磨各种合金钢材。
因此,常用于磨螺纹、磨齿轮及刃磨、平面磨和内圆磨等。
粒度的生产范围为24#至280#和W40至W0.5。
3. 单晶刚玉单晶刚玉是以铝矾土、黄铁矿、无烟煤和铁屑等为原料,在电弧炉内经高温冶炼而成。
这种磨粒多为等积状,具有良好的多角多棱切削刃,并有较高的硬度和韧性。
在磨削过程中不易破碎,切削力强,可加工较硬的金属材料,如磨削淬火钢、合金钢、高钒高速钢、不锈钢和耐热钢等。
粒度的生产范围为12#至280#。
4. 微晶刚玉微晶刚玉是以铝矾土和无烟煤为主要原料,在电弧炉内经高温冶炼后采用“急冷”方法获得微结晶而成。
它由微小尺寸的聚晶体组成,韧性较大。
在磨削过程中,不易成颗粒的脱落,因此磨具的磨损小,适用于重负荷磨削和高光洁度磨削。
在加工材料方面,适用于磨削不锈钢、碳素钢、轴承钢和特种球墨铸铁等。
粒度的生产范围为12#至280#。
5. 铬刚玉(红色)铬刚玉是以铝氧粉和氧化铬为原料,在电弧炉内经高温冶炼而成。
它的韧性比白刚玉的高,又有较好的切削。
适用于淬火钢、合金钢刀具的刃磨。
此外,还广泛用于螺纹工件、量具和仪表零件的磨削。
粒度的生产范围为16#至280#和W40至W0.5。
6. 锆刚玉锆刚玉是以铝氧粉和锆英石等为原料,在电弧炉内经高温冶炼而成。
锆刚玉适用于粗磨不锈钢,具有磨削效率高、光洁度好、不烧伤工件和砂轮表面不易被堵塞等到优点。
此外,还可以用于磨削高钼钢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
白刚玉砂轮好还是棕刚玉砂轮好白刚玉的硬度是多少
我们在打磨一件产品的时候总是会选择最适合的打磨工具,而打磨的磨具主要就是由刚玉制成的,其实在面对不用的产品时自然磨具也是也不一样的,那么白刚玉砂轮好还是棕刚玉砂轮好呢?下面就来千家信小编带大家一探究竟!
砂轮的选择参考以下几种方法
1、磨料的选择
最常用的磨料是棕刚玉( A )和白刚玉( WA ),其次是黑碳化硅( C )和绿碳化硅( GC ),其余常用的还有铬刚玉( PA )、单晶刚玉( SA )、微晶刚玉( MA )、锆刚玉( ZA )。
棕刚玉砂轮:棕刚玉的硬度高,韧性大,适宜磨削抗拉强度较高的金属,如碳钢、合金钢、可锻铸铁、硬青铜等,这种磨料的磨削性能好,适应性广,常用于切除较大余量的粗磨,价格便宜,可以广泛使用。
白刚玉砂轮:白刚玉的硬度略高于棕刚玉,韧性则比棕刚玉低,在磨削时,磨粒容易碎裂,因此,磨削热量小,适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件用的砂轮,成本比棕刚玉高。
黑碳化硅砂轮:黑碳化硅性脆而锋利,硬度比白刚玉高,适于磨削机械强度较低的材料,如铸铁、黄铜、铝和耐火材料等。
绿碳化硅砂轮:绿碳化硅硬度脆性较黑碳化硅高,磨粒锋利,导热性好,适合于磨削硬质合金、光学玻璃、陶瓷等硬脆材料。
2、砂轮片的选择原则
由于砂轮的规格尺寸不一样,所适用的产品也是不一样的,因此砂轮的规格尺寸是必须要了解的,同时还要看你磨削的工件、粒度、硬度好人组织号等都需要多次试验的!
3、粒度的选择
刚玉的粒度上一般分为粗粒度和细粒度,在生产效率上来说的话,粗粒度砂轮磨削效率高,但是工件表面较粗糙;而相对于细粒度砂轮磨削时生产效率低,但是工件表面粗糙度要好。
在要保证生产率和粗糙度的前提上,应尽量选用粗粒度的砂轮保证效率,选用细粒度的砂轮保证其效果。
磨具粒度
一般使用范围:36 #~ 46 #
一般平磨、外圆磨和无心磨:60 #~ 100 #
4、硬度的选择
一般我们在生活中都会以刚克刚、以柔克柔的方法来对待,但是在磨削上面却非也非也。
磨削软材料时要选较硬的砂轮,磨削硬材料时则要选软砂轮;磨削软而韧性大的有色金属时,硬度应选得软一些;
磨具硬度代号表GB/T2484 —— 1994
磨具硬度
硬度由软————-硬
硬度代号
A 、
B 、
C 、
D 、
E 、
F 、
G 、
H 、 J 、 K 、 L 、 M 、 N 、 P 、Q 、 R 、 S 、 T 、 Y
5、结合剂的选择
磨料等方面的选择确定后就要选择一种适合的结合剂,这样才能保证砂轮的效果,一般常用的又陶瓷结合剂和树脂结合剂,两种结合剂的属性不一样,自然对其磨削的效果也不一样。
下面就详细看看两种结合剂的区别!
陶瓷结合剂是一种无机结合剂,化学性能稳定、耐热、抗腐蚀性好,气孔率大,这种结合剂制造的砂轮磨削效率高、磨耗小,能较好地保持砂轮的几何形状,应用范围最广。
适于磨削普通碳钢、合金钢、不锈钢、铸铁、硬质合金、有色金属等。
但是,陶瓷结合剂砂轮脆性较大,不能受剧烈的振动。
一般只能在 35 米/ 秒以内的速度下使用。
树脂结合剂是一种有机结合剂,这种结合剂制造的砂轮强度高,具有一定的弹性,耐热性低,自锐性好,制作简便,工艺周期短。
可制造工作速度高于 50 米/ 秒的砂轮和很薄的砂轮。
它的应用范围仅次于陶瓷结合剂,广泛用于粗磨、荒磨、切断和自由磨削,如磨钢锭,铸件打毛刺等。
可制造高速、高光洁度砂轮,重负荷、切断以及各种特殊要求的砂轮。
6、组织号:
密——疏 5 6 7 8 9 10 11 12 13
组织号用以表示砂轮内相邻的磨料颗粒之间的距离,也就是间隙的大小。
砂轮中磨料颗粒所占的体积百分比,也就是其浓度的大小,决定砂轮的组织号,陶瓷砂轮组织号变化范围一般是从5到13,数字越小表示砂轮组织越密,数字越大表示砂轮组织越疏松。
组织号11,12和13通常是指气孔砂轮。
7、大气孔砂轮的选择
大气孔砂轮在磨削时具有不易被堵塞、耐用度高和切削能力强等优点。
适用于软金属和塑料、橡皮和皮革等非金属材料的粗、精磨。
同时,它具有散热快的特点,所以在磨削一些热敏性大的材料、薄壁工件和干磨工序中(例如刃磨硬质合金刀具和机床导轨等)有良好的效果。
大气孔砂轮生产范围是:磨料一般选择碳化物和刚玉等,如常用的有黑碳化硅( C )、绿碳化硅( GC )和白刚玉( WA )等几种,这些磨料的硬度高、性脆而锋利,具有良好的导热和导电性能;磨料粒度( 36#~180# );结合剂(陶瓷结合剂);硬度( G~M 各级);形状(平形、杯形、碗形或碟形等);气孔尺寸(约 0.7~1.4 毫米)。