专用夹具毕业设计论文案例
毕业设计(论文)-法兰盘的专用夹具设计[管理资料]
![毕业设计(论文)-法兰盘的专用夹具设计[管理资料]](https://img.taocdn.com/s3/m/29ca9aa177232f60dccca196.png)
高等教育自学考试毕业论文学生姓名:考籍号:专业年级:模具制造与设计题目:法兰盘的专用夹具设计指导教师:评阅教师:年月目录●前言..................................................................................................................................... - 4 -●............................................................................................................................................. - 5 -●. (5)● (5)●、确定生产类型 (5)●............................................................................................................................................. - 5 -●. (6)● (6)⏹粗基准的选择............................................................................................................ - 6 -⏹...................................................................................................................................... - 6 -●. (6)● (7)⏹工艺路线方案一........................................................................................................ - 7 -⏹...................................................................................................................................... - 7 -●、工序尺寸及毛皮尺寸的确定 (8)● (9)●........................................................................................................................................... - 12 -●.. (12)●: (12)●: (13)●: (13)● (13)⏹底座.......................................................................................................................... - 13 -⏹固定导向件.............................................................................................................. - 14 -⏹钻套、衬套的选择.................................................................................................. - 14 -⏹.................................................................................................................................... - 15 -●结束语............................................................................................................................... - 15 -●致谢............................................................................................................................... - 16 -●参考文献........................................................................................................................... - 17 -摘要本次设计了一套法兰盘的专用夹具设计。
夹具毕业设计
夹具毕业设计摘要本文介绍了夹具设计和制造在工程领域中的重要性和应用。
首先,我们将介绍夹具的定义和用途,以及它在各个领域中的作用。
然后,我们将讨论夹具设计的基本原则和步骤。
接下来,我们将介绍夹具制造的常见方法和技术。
最后,我们将通过实例展示夹具设计和制造的实际应用,并讨论未来的发展方向。
1. 引言夹具是一种用于固定工件以进行加工或测量的工具。
它在各个工程领域中都有广泛的应用,包括机械加工、制造、装配、测试等。
夹具的设计和制造对于保证工件加工的精度和效率非常重要。
2. 夹具的定义和用途夹具是一种用于将工件固定在加工装置上的装置或工具。
它通常由夹具座、夹具脚、活动部件等组成。
夹具的作用是在加工过程中保持工件的位置和姿态,以确保加工过程的精度和稳定性。
夹具还可以提高工作效率和生产能力。
夹具广泛应用于各个领域,包括机械加工、制造、装配、测试等。
在机械加工领域,夹具主要用于固定工件以进行铣削、钻孔、车削等加工操作。
在制造领域,夹具常用于组装生产线,以提高生产效率和产品质量。
在测试领域,夹具用于固定被测物体以进行测试和测量。
3. 夹具设计的基本原则和步骤夹具设计的基本原则是确保工件在加工过程中保持稳定的位置和姿态,并保持足够的刚性和精度。
夹具设计的步骤通常包括以下几个方面:3.1 工件分析和定位首先,需要对工件进行分析和定位。
了解工件的尺寸、形状和加工要求对夹具设计非常重要。
根据工件的特点确定夹具的定位点和定位方式。
3.2 夹具结构设计根据工件的形状和加工需求,设计夹具的结构。
夹具应具备足够的刚性和稳定性,并能够方便地安装和调整。
3.3 夹具元件选择选择合适的夹具元件,如夹具座、夹具脚、活动部件等。
夹具元件的选择应考虑到工件的形状和加工需求,以及夹具的刚性和稳定性要求。
3.4 夹具细节设计完成夹具的细节设计,包括螺纹孔、定位销、导向槽等。
细节设计需要考虑到工件的加工要求和操作的方便性。
3.5 夹具装配和调试根据设计完成夹具的装配和调试。
铣床专用夹具毕业设计论文

摘要我国社会主义现代化要求机械制造工业为国民经济各部门的技术进步、技术改造提供先进、高效的技术装备,它首先要为我国正在发展的产业包括农业、重工业、轻工业以及其它产业提供质量优良、技术先进的技术装备,同时还要为新材料、新能源、机械工程等新技术的生产和应用提供基础备。
本论文是结合目前实际生产中,通用夹具不能满足生产要求,用通用夹具装夹工件效率低、劳动强度大、加工质量不高,而且往往需要增加划线工序,本论文为铣床专用夹具,主要包括夹具的定位方案,夹紧方案、对刀方案,夹具体的设计及加工精度等方面的分析。
本夹具能在加工常规零件的时候使质量进一步提升,并降低劳动强度,能在保证产品质量加工精度的同时批量生产,从而降低生产成本.从而夹具的使用在某种程度上提高实际生产中企业的效益。
因而对夹具知识的认识和学习,在今天显的优重要起来。
关键词:装备;制造;铣床;专用夹具ABSTRACTChina's socialist modernization requirements for mechanical manufacturing industry sectors of the national economy progress of technology, technical transformation to provide advanced, effective technical equipment, it must first for China is in the development of the industry include agricultural, heavy industry, light industry and other industries provide good quality, technical advanced technical equipment,but also for new materials,new energy, mechanical engineering of production and application of new technology provides the basis of equipment。
夹具设计毕业论文
夹具设计毕业论文夹具设计在工业生产中占据着重要的地位,它能够提高生产效率和产品质量,减少劳动强度和劳动成本。
本文以夹具设计为主题,就夹具的定义、分类和设计原则等进行阐述,并给出一个具体的夹具设计实例。
一、夹具的定义与分类夹具是一种用于固定工件、保持工件在加工过程中相对于加工设备的位置和方向的工具。
夹具与模具不同,在制造工序中不参与产品的成形。
根据夹具的功能和结构特点,可以将夹具分为夹持夹具、定位夹具和组合夹具。
夹持夹具是最常见的一种夹具,它能够牢固地夹住工件,防止工件在加工过程中的移动和旋转。
定位夹具主要用于确定工件在加工中的位置和方向,使得加工过程中不需要再次定位。
组合夹具是由多个夹持和定位装置组成,可以同时实现夹持和定位功能。
二、夹具设计的原则1.合理性原则:夹具设计应符合加工工艺的要求,保证工件的固定位置和方向不发生变化,并且便于工件的装夹和卸载。
2.刚性原则:夹具的刚性要足够,能够抵抗加工过程中产生的切削力、切削热和振动等外力,保持工件的位置和形状不变。
3.灵活性原则:夹具设计应尽量考虑多种工件的固定需求,具有一定的通用性和可调性,方便灵活地进行工件的夹持和定位。
4.可靠性原则:夹具的设计和制造质量要可靠,确保工件加工的精度和质量。
三、夹具设计实例以加工一种机械零件为例,该零件的主要特点是形状复杂,加工表面要求高度精密。
根据该零件的形状和加工要求,可以设计一种组合夹具。
该组合夹具可由三个组成部分构成:定位夹具、夹持夹具和支撑夹具。
定位夹具由定位销和定位块组成,用于确定工件的位置和方向。
夹持夹具由两个夹持块和夹持销组成,能够夹紧工件,防止工件在加工过程中的移动。
支撑夹具由支撑板和支撑块组成,用于支撑工件的底部,保证工件的稳定和平整。
该组合夹具的设计考虑到不同种类零件的加工需求,定位夹具、夹持夹具和支撑夹具之间可以进行组合和调整,以适应不同形状和尺寸的工件加工。
总结:夹具设计是现代工业生产不可或缺的一环,它能够提高生产效率和产品质量,减少劳动强度和劳动成本。
钻孔夹具设计毕业论文

毕业设计(论文)题目钻孔夹具设计二级学院机械工程学院专业机电一体化班级学号学生姓名指导教师摘要在机械制造各行业的工艺过程中广泛应用着各种不同的,用以固定加工对象,使之占有正确位置,以便接受施工的一种工艺装备,统称为夹具。
因此,无论是在机械加工,装配,检验,还是在焊接,热处理等冷,热工艺中,以及运输工作中都大量采用夹具。
但在机械加工中应用最为广泛的是金属切削机床上使用的夹具,我们称其为机床夹具。
它在保证产品优质,高产,低成本,充分发挥现有设备的潜力,以便工人掌握复杂或精密零件加工技术,以减轻繁重的体力劳动等诸方面起着巨大的作用。
因此,机床夹具的设计和使用是促进生产迅速发展的重要工艺措施之一。
为此,在本次毕业设计时,选择了机床夹具设计。
本文主要围绕机床钻孔夹具设计为中心。
用以钻HBC6700方向机壳体,首先通过参观实习让我们对夹具设计有了初步的了解,特别是对盖板式钻模夹具设计的了解更为深刻。
然后,在导师的指导下,对夹具设计方案进行分析和选择。
选定方案后,。
通过查阅相关夹具设计书籍和相关图例在钻孔夹具设计过程中,。
在查阅了相关文献后完成外文翻译。
参考相关资料完成夹具的总体设计。
关键词:机械;夹具;钻模;加工AbstractMachinery manufacturing industries in the process of a wide variety of applications for processing a fixed object, so that it occupies the correct position in order to receive a construction technology and equipment, collectively referred to as the fixture. Therefore, whether in the machinery processing, assembly, testing, or in welding, heat treatment, such as cold, heat process, and transport are a lot of work in a fixture. But in machining is the most widely used metal-cutting machine tools for use on the fixture, we called for the machine tool fixture. It guarantees high-quality products, high-yield, low-cost, bring into full play the potential of existing equipment, so that workers have complicated or sophisticated parts processing technologies, to reduce the heavy physical labors, and other aspects play a huge role. Therefore, the fixture of the machine is designed to promote the production and use of the rapid development of one of the important process.This article mainly revolves the engine bed drill hole jig design is a center. With drills the HBC6700 azimuth training gear shell, first let us through the visit practice have the preliminary understanding to the jig design, was specially more profound to the lap type jig jig design's understanding. Then, under teacher's instruction, carries on the analysis and the choice to the jig design proposal. After designating the plan. Through consult related jig design books and related chart of symbols in drill hole jig design process. After having consulted the related literature completes the foreign language translation. Refers to the correlation data to complete jig's system design.Key-words:machinery;Fixture;Jig;processing目录摘要 (I)Abstract .........................................................................................................I I 前言 (1)第1章钻孔夹具设计的要求 (2)1.1 钻孔夹具方案设计 (2)1.2 了解夹具总体设计的要求[2] (2)第2章钻床夹具设计特点 (4)2.1 确定夹具的类型[1] (4)2.2 钻模的主要类型 (4)2.3 盖板式夹具特点[2] (5)第3章工件的夹紧计算及其选择 (7)3.1 工件的夹紧 (7)3.1.1 夹紧基本原理理论[1] (7)3.1.2 夹紧座[2] [4] [6] (8)3.1.3 夹紧压板 (8)3.1.4夹紧螺钉[1] [4] (9)3.2 夹紧力的选择 (9)3.2.1 夹紧力方向 (10)3.2.2 夹紧力的作用点 (10)3.2.3 夹紧力的计算 (10)3.2.4 夹具精度计算与分析[3] (11)第4章夹具结构分析与设计 (13)4.1 夹具的夹紧装置和定位装置[1] [2] (13)4.2 夹具的导向[1] (14)4.3 钻孔与工件之间的切屑间隙[1][2] (15)4.4 钻模板 (16)4.5 总体分析夹具 (16)总结 (17)参考文献 (18)致谢 (19)前言在机械加工过程中,夹具按专业化程度可分为通用夹具、专用夹具、可调夹具、组合夹具、成组夹具、标准夹具、随行夹具、组合机床夹具等。
专用夹具毕业设计论文案例
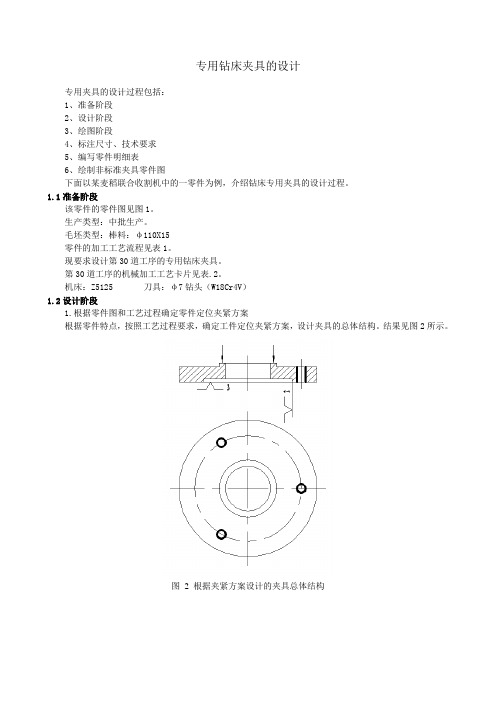
专用钻床夹具的设计专用夹具的设计过程包括:1、准备阶段2、设计阶段3、绘图阶段4、标注尺寸、技术要求5、编写零件明细表6、绘制非标准夹具零件图下面以某麦稻联合收割机中的一零件为例,介绍钻床专用夹具的设计过程。
1.1准备阶段该零件的零件图见图1。
生产类型:中批生产。
毛坯类型:棒料:φ110X15零件的加工工艺流程见表1。
现要求设计第30道工序的专用钻床夹具。
第30道工序的机械加工工艺卡片见表.2。
机床:Z5125 刀具:φ7钻头(W18Cr4V)1.2设计阶段1.根据零件图和工艺过程确定零件定位夹紧方案根据零件特点,按照工艺过程要求,确定工件定位夹紧方案,设计夹具的总体结构。
结果见图2所示。
图 2 根据夹紧方案设计的夹具总体结构图1 零件图表1 零件的加工工艺流程(续)表 2 第30道工序机械加工工艺卡片机械加工工序卡片产品型号零件图号4LG1-1.4-02产品名称零件名称轴承盖共页第页车间工序号工序名称材料牌号30 钳A3毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料φ110X15 1 2设备名称设备型号设备编号同时加工件数Z5125 1夹具编号夹具名称切削液专用夹具ZYJJ-03 冷却液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助装夹钻头φ7(W18Cr4V)、专用夹具(ZYJJ-03)φ7塞规、游标卡尺(0~125:0.02)孔距综合量具(ZYLJ-01)1 钻3-φ7孔。
315 6.92 手动进给 3.5 12 去毛刺。
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改件号签字日期2.定位方案设计(1)在本设计方案中,工序尺寸为φ85±0.27、φ71.00+,工序基准为孔的中心线。
要满足加工要求理论应限制的自由度为:。
夹具毕业设计论文
夹具毕业设计论文夹具是制造业中重要的装备之一,广泛应用于机械制造、汽车制造、电子制造、航空航天等领域。
夹具的设计与制造对于产品的质量、成本和生产效率起到至关重要的作用。
因此,夹具的设计和制造是每一位夹具工程师需要掌握的重要技能。
本文着重介绍夹具设计的基本原理和方法,以及常见的夹具类型和应用。
首先,夹具的设计需要考虑到被夹物件的形状、尺寸、材料等因素,以确保夹具能够准确、稳定地夹住被加工件。
其次,夹具的设计还需要充分考虑生产效率和降低成本的因素,例如夹具结构的简化、使用标准零部件等。
此外,夹具设计过程中还需要考虑安全性和可靠性,以确保操作人员的安全和夹具的可靠性。
夹具的种类繁多,常见的有夹持夹具、定位夹具、切割夹具等。
夹持夹具主要用于夹住被加工件,确保其稳定;定位夹具主要用于对被加工件进行定位,以确保加工精度;切割夹具主要用于固定切削工具,以确保加工质量。
这些夹具种类的选择与设计方法不同,但都需要考虑以上提到的夹具设计的基本原理和方法。
夹具的应用广泛,例如在机械加工中,夹具可以用于定位和夹持被加工件,以确保加工精度;在汽车制造中,夹具可以用于装配和焊接,以确保产品质量;在电子制造中,夹具可以用于插件和测试,以确保产品的可靠性。
这些应用领域的不同,对夹具设计的要求也不同,所以夹具工程师需要根据具体应用需求进行夹具设计和制造。
综上所述,夹具的设计与制造是夹具工程师必备的技能。
它涉及到夹具设计的基本原理和方法,常见的夹具类型和应用。
夹具设计需要考虑到被夹物件的形状、尺寸、材料等因素,以确保夹具能够准确、稳定地夹住被加工件。
夹具的种类繁多,常见的有夹持夹具、定位夹具、切割夹具等。
夹具的应用广泛,包括机械加工、汽车制造、电子制造等领域。
通过合理的夹具设计和制造,可以提高产品质量、降低生产成本,提高生产效率。
因此,夹具的设计和制造是每一位夹具工程师需要掌握的重要技能。
机用虎钳毕业设计论文

机用虎钳毕业设计论文虎钳,又称为机用虎钳,是一种常用的夹具,广泛应用于机械加工领域。
本文将探讨虎钳的结构原理、工作特点以及在机械加工中的应用,并根据虎钳的机械原理设计了一个改进方案。
一、虎钳的结构原理虎钳主要由底座、固定板、滑块、螺杆和夹持爪组成。
底座是虎钳的支撑部分,固定板用于固定工件,滑块在底座上活动,通过螺杆来实现相对运动,夹持爪用于夹持工件。
虎钳的夹持爪可以根据工件的形状进行调整,提供稳定的夹持力。
二、虎钳的工作特点虎钳具有以下几个工作特点:1.高精度夹持:虎钳能够提供高精度的夹持力,确保工件的稳定性和精确性。
2.不易损坏工件:虎钳根据工件形状的不同,可以调整夹持爪的位置和形态,避免对工件造成损坏。
3.灵活性强:虎钳的滑块可以在底座上自由活动,适应不同尺寸和形状的工件,提高工作效率。
4.可控性好:通过螺杆的转动,可以实现夹持力的调节,满足不同工件加工的需求。
三、虎钳在机械加工中的应用1.铣削加工:虎钳可以夹持工件进行铣削操作。
通过调整夹持爪的位置和形态,保证工件的稳定性和精确性。
2.钻孔加工:虎钳可以夹持工件进行钻孔操作。
通过调节夹持力的大小,确保钻孔过程中工件的稳定性,并提高钻孔精度。
3.锯片切割:虎钳可以夹持工件进行锯片切割操作。
通过固定工件,确保切割过程中的安全性,避免工件移动或扭曲。
4.雕刻加工:虎钳可以夹持工件进行雕刻加工。
通过调整夹持爪的形态,保证工件的稳定性,提高雕刻精度。
四、改进方案为了提高虎钳的工作效率和稳定性1.引入气动系统:通过引入气动系统,可以实现虎钳的自动化操作,节省人力资源,提高生产效率。
2.增加传感器:在虎钳中增加传感器,可以实现对夹持力的实时监测和调节,提高夹持的精确性和稳定性。
3.优化结构设计:通过对虎钳的结构进行优化设计,减小体积,提高刚性和稳定性,提高虎钳的工作精度。
综上所述,虎钳作为一种常用的夹具,具有高精度夹持、不易损坏工件、灵活性强和可控性好等特点,广泛应用于机械加工中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
专用钻床夹具的设计专用夹具的设计过程包括:1、准备阶段2、设计阶段3、绘图阶段4、标注尺寸、技术要求5、编写零件明细表6、绘制非标准夹具零件图下面以某麦稻联合收割机中的一零件为例,介绍钻床专用夹具的设计过程。
1.1准备阶段该零件的零件图见图1。
生产类型:中批生产。
毛坯类型:棒料:φ110X15零件的加工工艺流程见表1。
现要求设计第30道工序的专用钻床夹具。
第30道工序的机械加工工艺卡片见表.2。
机床:Z5125 刀具:φ7钻头(W18Cr4V)1.2设计阶段1.根据零件图和工艺过程确定零件定位夹紧方案根据零件特点,按照工艺过程要求,确定工件定位夹紧方案,设计夹具的总体结构。
结果见图2所示。
图 2 根据夹紧方案设计的夹具总体结构图1 零件图表1 零件的加工工艺流程(续)表 2 第30道工序机械加工工艺卡片机械加工工序卡片产品型号零件图号4LG1-1.4-02产品名称零件名称轴承盖共页第页车间工序号工序名称材料牌号30 钳A3毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料φ110X15 1 2设备名称设备型号设备编号同时加工件数Z5125 1夹具编号夹具名称切削液专用夹具ZYJJ-03 冷却液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助装夹钻头φ7(W18Cr4V)、专用夹具(ZYJJ-03)φ7塞规、游标卡尺(0~125:0.02)孔距综合量具(ZYLJ-01)1 钻3-φ7孔。
315 6.92 手动进给 3.5 12 去毛刺。
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改件号签字日期2.定位方案设计(1)在本设计方案中,工序尺寸为φ85±0.27、φ71.00+,工序基准为孔的中心线。
要满足加工要求理论应限制的自由度为:。
(2)根据工序基准选择φ72孔中心线及工件大端面为定位基准,结合第2章的内容,确定内孔采用φ7268g H 的孔轴配合定位,工件大端面用平面定位。
通过定位实际限制了工件的五个自由度。
定位元件布置如图3所示。
图 7-3 布置定位元件(3)定位误差分析对尺寸φ85±0.27而言,工序尺寸为42.5±0.135。
Δjb :定位基准为φ72孔中心线,工序基准为φ72孔中心线,基准重合。
故Δjb=0; Δdb :工件以φ72圆孔定位,为任意边接触。
Δdb =ΔD+Δd+ΔminΔD=0.046 Δd=0.019 Δmin=0.010 Δdb =0.075Δdw =Δjb+Δdb =0+0.075=0.075 ΔT=0.27 ΔT/3=0.090 Δdw =0.075<ΔT/3=0.090对φ71.00+而言,因为是钻孔加工,属定尺寸刀具加工,故其由刀具保证。
经校核,该定位方案可行。
3.布置导引元件 (1)确定钻套形式根据零件的加工特点,钻套形式选用固定钻套,钻套以H7/n6固定在钻模板上。
(2)确定对刀位置尺寸:对尺寸φ85±0.27确定对刀尺寸 工序尺寸:42.5±0.135。
对刀尺寸:基本尺寸与工序尺寸相同(42.5),公差取1/3IT ,即0.27/3=0.09。
故对刀尺寸为42.5±0.045。
(3)计算钻套导孔尺寸:导孔的基本尺寸:取刀具刃部基本直径,即φ7。
导孔偏差:上偏差=刀具刃部上偏差+F7上偏差,即上偏差=0+0.028=+0.028 下偏差=刀具刃部上偏差+F7下偏差,即下偏差=0+0.013=+0.013. 故导孔尺寸为φ7028.0013.0++ (4)计算对刀误差:△jd=2321222121)2(x x e e ++++δ其中:1δ=0.09;e 1=0,e 2=0,X 2=0.028+0.022=0.05, X 3=H X 2(B+h+0.5H)=0.05/10(16+7+0.5X10)=0.14 △jd=0.16(5)确定夹具精度误差由于钻床夹具没有位置误差,jw △=0。
所以夹具精度误差222jd jw dw +△+△△=22216.00075.0++=0.177≤2/3T=0.27X2/3=0.18根据总体结构设计,选择合理的导引元件。
布置导引元件见图7-4所示。
图4 布置导引元件4.布置夹紧装置根据总体结构设计,结合钻床夹具的特点和第3章的内容,选择合理的夹紧装置。
布置夹紧装置见图 5所示。
5.设计夹具体,完成夹具总装图根据总体结构设计,结合前面钻床夹具的各部分结构,选择结构合理的夹具体。
夹具总装图见图7-6所示。
1.3绘图阶段绘制夹具总装图时,一般绘图比例都选择为1:1。
主视图尽量选择为夹具在机床上工作时与操作者正对的位置。
被加工零件用双点划线画出外轮廓和主要表面(定位面、夹紧面、加工面),可视为透明体,可对其剖视表示,其加工余量用网纹线表示。
图5 布置夹紧装置图 6 夹具总图1.4标注尺寸和技术要求1.尺寸标注A 类尺寸:φ160、106。
B 类尺寸:φ72H8/g6。
C 类尺寸:φ85±0.09、φ7028.0013.0++、42.5±0.045。
D 类尺寸:钻夹具无此类尺寸。
E 类尺寸:φ20H7/g6、φ30H7/g6、φ12H7/n6。
2.技术要求夹具总装图上的技术条件包括:装配过程中的注意项目;装配后应满足的位置精度要求;操作要求等。
本夹具装配后应满足的位置精度要求主要有:(1)H 1:心轴大定位面与定位心轴轴线的垂直度≯φ0.02:100mm 。
(2)H 2:心轴大定位面与夹具体底面的平行度度≯0.02:100mm 。
(3)H 4:钻套轴线与夹具体底面的垂直度≯φ0.05:100mm 。
(4)H 5:钻套轴线所在圆φ85的中心线与定位心轴轴线的同轴度≯φ0.02。
(5)H 6:各钻套线与定位心轴轴线的位置度≯φ0.05。
1.5编写零件明细表按照国家机械制图标准的规定,对夹具总装图中的各个零件进行编号,并在标题栏上方画出零件明细表及填写具体信息。
如图7所示。
1.6绘制非标准夹具零件图根据夹具总装图,拆画非标准零件的零件图。
标准零件按照国标要求标注出具体的规格型号。
非标准零件的零件图如图8、图9和图10所示。
图7 夹具总装图图8 夹具体图9 定位心轴图10 钻模板2 专用铣床床夹具的设计下面仍以某麦稻联合收割机中的一零件为例(图1),介绍铣床专用夹具的设计过程。
2.1准备阶段该零件的零件图见图1。
生产类型:中批生产。
毛坯类型:棒料:φ110X15 零件的加工工艺流程见表7.1。
现要求设计第35道工序的专用铣床夹具。
第35道工序的机械加工工艺卡片见表7.3。
机床:X6132 刀具:φ32立铣刀(W18Cr4V ) 2.2设计阶段1.根据零件图和工艺过程确定零件定位夹紧方案根据零件特点,按照工艺过程要求,确定工件定位夹紧方案,设计夹具的总体结构。
结果见图11所示。
图 11 根据定位夹紧方案设计夹具总体结构2.定位方案设计(1)在本设计方案中,工序尺寸为36±0.19、R1627.00+,工序基准为孔的中心线。
要满足加工要求理论应限制的自由度为:。
(2)根据工序基准选择φ72孔中心线及工件大端面为定位基准,结合第2章的内容,确定内孔采用φ7268g H 的孔轴配合定位,平面定位用工件大端面,防转用φ7孔(菱形销)。
通过一面两销定位实际限制了工件的六个自由度。
定位元件布置如图12所示。
(3)确定两销结构尺寸:布置销位:圆柱销布置在大孔φ72中,菱形销布置在圆柱孔与缺口连线一侧的φ7孔中。
确定销间距:L ±△J=42.5±1/5X0.27=42.5±0.054。
确定圆柱销直径:d1 = D1g6 =φ72g6=φ72010.0029.0--。
确定菱形销直径:查表2.1得:b=3表3 第35道工序的机械加工工艺卡片陕西国防学院机械加工工序卡片产品型号零件图号4LG1-1.4-02产品名称零件名称轴承盖共页第页车间工序号工序名称材料牌号35 铣A3毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料φ110X15 1 2设备名称设备型号设备编号同时加工件数X6132 1夹具编号夹具名称切削液专用夹具ZYJJ-04工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助装夹立铣刀φ32、专用夹具(ZYJJ-04)圆弧R规(R15~25)、游标卡尺(0~125:0.02)1 铣缺口。
375 37.68 手动进给 12 去毛刺。
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改件号签字日期△2=(2b/ D2)(△k +△j -△1/2) =(2×3/7)×(0.27+0.054-0.01/2)=0.27 d 2=( D 2-△2)h6=(7-0.27)h6=6.73h6=7270.0279.0--图 7-12 布置定位元件(4)计算定位误差在本设计方案中,工序尺寸为36±0.19、R1627.00+及圆弧槽中心线对两孔中心连线的对称性要求。
1)尺寸36±0.19定位基准为φ72孔中心线,工序基准为φ72孔中心线,基准重合。
故Δjb=0; 工件以φ72圆孔定位,为任意边接触。
故Δdb =ΔD+Δd+ΔminΔD=0.046 Δd=0.019 Δmin=0.010 Δdb =0.075Δdw =Δjb+Δdb =0+0.075=0.075 ΔT=0.38 ΔT/3=0.126 Δdw =0.075<ΔT/3=0.1262)尺寸 R1627.00+对R1627.00+而言,因为是铣缺口加工,属定尺寸刀具加工,故其由刀具保证。
3)圆弧槽中心线对两孔中心连线的对称性圆弧槽圆弧槽中心线对两孔中心连线的对称性分析。
由于该零件属农机产品零件,对称性要求不高,且属于未注尺寸系列,在本方案设计中未对误差进行分析计算。
经校核,该定位方案可行。
3.布置对刀元件本道工序主要保证被加工圆弧槽在两销连线方向上的对称度。
故采用一个侧装平面对刀块对刀,具体布置对刀元件见图7-14所示。
(1)R1627.00+的对刀尺寸确定对刀基准:φ72g6的轴线。
假设塞尺厚度2mm ,圆弧槽半径1627.00+=16.135±0.135故对刀尺寸为:(16.135+2)±0.135/5=18162.0108.0++ (2)对刀误差△jd : △jd ≈J H δ+S δ其中:J H δ=0.054,S δ=0 △jd=J H δ+S δ=0.054+0=0.054图 14 布置对刀元件4.布置夹紧装置根据总体结构设计,结合铣床夹具的特点和第3章的内容,采用开口垫圈+螺母的快速夹紧装置,布置夹紧装置见图15所示。