焊缝强度校核
焊接强度校核及焊接结构设计
算为
F
28400
σt= ─── = ───── = 1136N/cm2<14200N/cm2
Lδ1 50×0.5
∴ 该对接接头焊缝强度满足要求,结构工作安全。 38 举例说明对接接头受剪切时的静载强度计算。 受剪切时的强度计算公式为
〔F〕
307200
ΣL = ─────── = ───────── =43.9cm
0.7K〔て′〕 0.7×1×10000
角钢一端的正面角焊缝 L3=100mm,则两侧焊缝总长度为 339mm。根据材料手册查得角钢 的拉力作用线位置 e=28.2mm,按杠杆原理,则侧面角焊缝 L2 应承受全部侧面角焊缝载荷 的 28.3%。
表 10 电弧整形后焊接接头疲劳极限提高的效果
钢种 接头形式
(MPa 级)
试件截面 (1mm)
σ s=340
2×106 次循环下的
循环特 性 疲劳强度极限(MPa)
原始状态 整形后
80
120
疲劳极限 提高(%)
50
与基本材料 相比 -
对接 σ s=450
70×12
-1
115
158
35
-
σ s=674
F τ= ──── ≤〔τ′〕 1.4KL
⑶联合搭接焊缝受拉(压)的计算公式为
F τ= ──── ≤〔τ′〕 0.7KΣL
式中 F——搭接接头受的拉(压)力(N); K——焊脚尺寸(cm); L——焊缝长度(cm);
ΣL——正、侧面焊缝总长(cm); τ——搭接接头角焊缝受的切应力(N/cm2);
47 如何选用合理的结构形式来提高接头的疲劳极限? 选用应力集中较小的结构形式是提高疲劳极限的重要措施,几种设计方案的正误比较,见图 39。
焊接强度计算知识
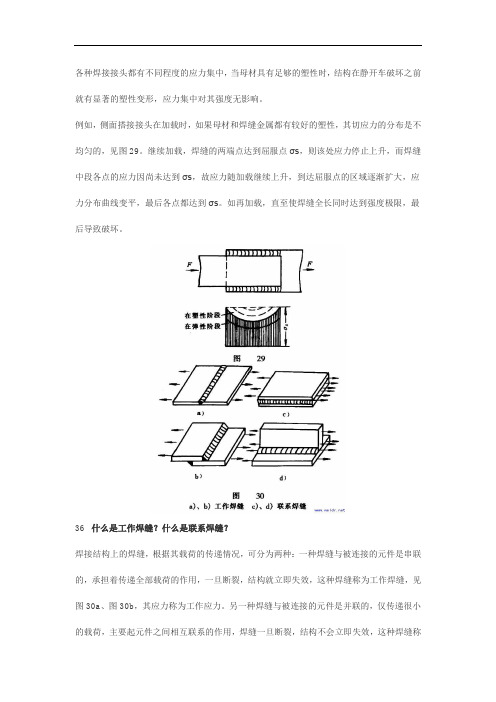
各种焊接接头都有不同程度的应力集中,当母材具有足够的塑性时,结构在静开车破坏之前就有显著的塑性变形,应力集中对其强度无影响。
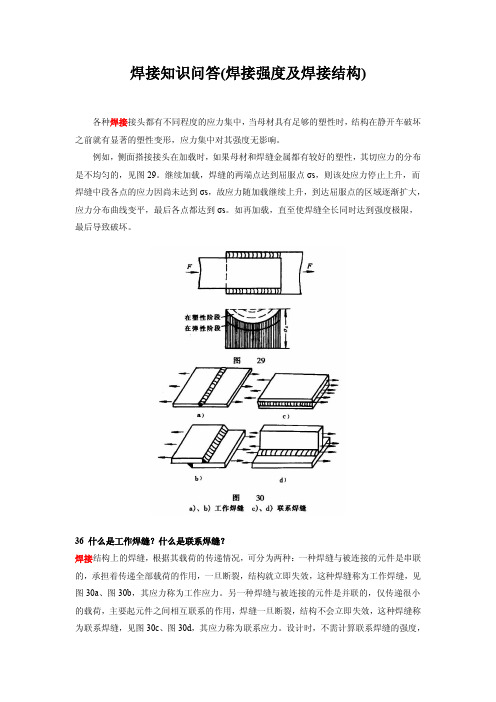
例如,侧面搭接接头在加载时,如果母材和焊缝金属都有较好的塑性,其切应力的分布是不均匀的,见图29。
继续加载,焊缝的两端点达到屈服点σs,则该处应力停止上升,而焊缝中段各点的应力因尚未达到σs,故应力随加载继续上升,到达屈服点的区域逐渐扩大,应力分布曲线变平,最后各点都达到σs。
如再加载,直至使焊缝全长同时达到强度极限,最后导致破坏。
36 什么是工作焊缝?什么是联系焊缝?焊接结构上的焊缝,根据其载荷的传递情况,可分为两种:一种焊缝与被连接的元件是串联的,承担着传递全部载荷的作用,一旦断裂,结构就立即失效,这种焊缝称为工作焊缝,见图30a、图30b,其应力称为工作应力。
另一种焊缝与被连接的元件是并联的,仅传递很小的载荷,主要起元件之间相互联系的作用,焊缝一旦断裂,结构不会立即失效,这种焊缝称为联系焊缝,见图30c、图30d,其应力称为联系应力。
设计时,不需计算联系焊缝的强度,只计算工作焊缝的强度。
37 举例说明对接接头爱拉(压)时的静载强度计算。
全焊透对接接头的各种受力情况见图31。
图中F为接头所受的拉(压)力,Q为切力,M1为平面内弯矩,M2为垂平面弯矩。
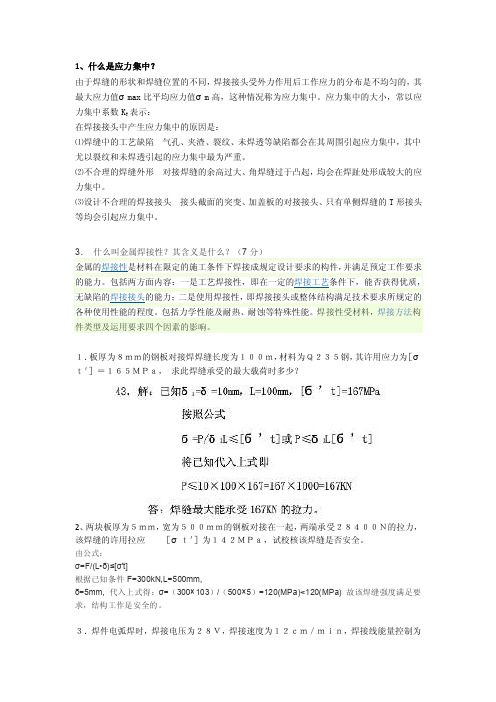
受拉时的强度计算公式为Fσt=───≤〔σ′t 〕Lδ1F受压时的强度计算公式为σα=───≤〔σ′α 〕Lδ1式中F——接头所受的拉力或压力(N);L——焊缝长度(cm);δ1——接头中较薄板的厚度(cm);σ——接头受拉(σt)或受压(σα)时焊缝中所承受的应力(N/cm2)㈠〔σ′t 〕——焊缝受拉时的许用应力(N/cm2)〔σ′α〕——焊缝受压时的许用应力(N/cm2)计算例题两块板厚为5mm、宽为500mm的钢板对接焊在一起,两端受28400N的拉力,材料为Q235-A钢,试校核其焊缝强度。
解:查表得〔σ′t 〕=14200 N/cm2。
焊工试题答案(1)
1、什么是应力集中?由于焊缝的形状和焊缝位置的不同,焊接接头受外力作用后工作应力的分布是不均匀的,其最大应力值σmax比平均应力值σm高,这种情况称为应力集中。
应力集中的大小,常以应力集中系数K表示:T在焊接接头中产生应力集中的原因是:⑴焊缝中的工艺缺陷气孔、夹渣、裂纹、未焊透等缺陷都会在其周围引起应力集中,其中尤以裂纹和未焊透引起的应力集中最为严重。
⑵不合理的焊缝外形对接焊缝的余高过大、角焊缝过于凸起,均会在焊趾处形成较大的应力集中。
⑶设计不合理的焊接接头接头截面的突变、加盖板的对接接头、只有单侧焊缝的T形接头等均会引起应力集中。
3.什么叫金属焊接性?其含义是什么?(7分)金属的焊接性是材料在限定的施工条件下焊接成规定设计要求的构件,并满足预定工作要求的能力。
包括两方面内容:一是工艺焊接性,即在一定的焊接工艺条件下,能否获得优质,无缺陷的焊接接头的能力;二是使用焊接性,即焊接接头或整体结构满足技术要求所规定的各种使用性能的程度。
包括力学性能及耐热、耐蚀等特殊性能。
焊接性受材料,焊接方法构件类型及运用要求四个因素的影响。
1.板厚为8mm的钢板对接焊焊缝长度为100m,材料为Q235钢,其许用应力为[σt']=165MPa,求此焊缝承受的最大载荷时多少?2、两块板厚为5mm,宽为500mm的钢板对接在一起,两端承受28400N的拉力,该焊缝的许用拉应[σt']为142MPa,试校核该焊缝是否安全。
由公式:σ=F/(L•δ)≤[σ't]根据已知条件F=300kN,L=500mm,δ=5mm, 代入上式得:σ=(300×103)/(500×5)=120(MPa)<120(MPa) 故该焊缝强度满足要求,结构工作是安全的。
3.焊件电弧焊时,焊接电压为28V,焊接速度为12cm/min,焊接线能量控制为16800J/cm,此时焊接电流应为多少?.解:已知λ=16800J/cm,U=28v,V=12cm/min=0.2cm/s,焊接线能量λ=UI/VI=λV/U=16800×0.2/28=120A4、焊条电弧焊时,焊接电流为120A,电弧电压为28V,焊接速度为12cm/min。
常用吊耳标准

常用吊耳标准甘肃火电工程公司工程管理部二○○五年十一月批准:靳旭东审核:马宝成编写:师自知1.说明起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。
其中,吊耳的安全性直接影响到设备、人身安全。
为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。
适用范围本标准适用于公司所有施工项目相关工作。
参考文件化工行业标准,HG/T21574-94《设备吊耳》《现场起重常用计算》。
2.吊耳的分类和技术要求吊耳的分类施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。
一种是钢板焊制的吊耳,用于较重工件。
一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。
由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。
各种吊耳的型式及公称吊重见表1-1各种吊耳的型式及公称吊重表1-1吊耳的分类及公称吊重范围续表1-1吊耳的材料和制造技术要求吊耳的材料圆钢吊耳用3#钢,禁止用螺纹钢。
板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。
管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。
垫板材料应于垫板联接的工作母材相同。
吊耳的加工和装配板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。
吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。
吊耳内孔需打磨光滑,不能有凹凸棱角。
吊耳的检验吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
3 圆钢吊耳适用范围及说明圆钢吊耳适用于轻型工件的吊装,A型吊耳主要是焊缝受力,用于1000㎏以下工件,B型吊耳用于5T以下工件,绝对禁止螺纹钢加工吊耳。
结构形式和加工尺寸A、B型圆钢吊耳的形式及尺寸如图3-1、3-2所示。
公称吊重及尺寸系列按表3-1、3-2规定。
常用吊耳标准

常用吊耳标准甘肃火电工程公司工程管理部二○○五年十一月靳旭东马宝成编写:师自知1.说明起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。
其中,吊耳的安全性直接影响到设备、人身安全。
为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。
1.1适用范围本标准适用于公司所有施工项目相关工作。
1.2 参考文件化工行业标准,HG/T21574-94《设备吊耳》《现场起重常用计算》。
2.吊耳的分类和技术要求2.1 吊耳的分类施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。
一种是钢板焊制的吊耳,用于较重工件。
一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。
由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。
各种吊耳的型式与公称吊重见表1-1各种吊耳的型式与公称吊重表1-1吊耳的分类与公称吊重范围2.2 吊耳的材料和制造技术要求2.2.1 吊耳的材料圆钢吊耳用3#钢,禁止用螺纹钢。
板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。
管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。
垫板材料应于垫板联接的工作母材相同。
2.2.2 吊耳的加工和装配板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。
吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。
吊耳内孔需打磨光滑,不能有凹凸棱角。
2.2.3 吊耳的检验吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
3 圆钢吊耳3.1 适用范围与说明圆钢吊耳适用于轻型工件的吊装,A型吊耳主要是焊缝受力,用于1000㎏以下工件,B型吊耳用于5T以下工件,绝对禁止螺纹钢加工吊耳。
3.2 结构形式和加工尺寸A、B型圆钢吊耳的形式与尺寸如图3-1、3-2所示。
任务四 压力容器的强度计算及校核

项目一压力容器任务四压力容器的强度计算及校核容器按厚度可以分为薄壁容器和厚壁容器,通常根据容器外径Do与内径Di 的比值K来判断,K>1.2为厚壁容器,K≤1.2为薄壁容器。
工程实际中的压力容器大多为薄壁容器。
为判断薄壁容器能否安全工作,需对压力容器各部分进行应力计算与强度校核。
一、圆筒体和球形壳体1.壁厚计算公式圆筒体计算壁厚:圆筒体设计壁厚:球形容器计算壁厚:球形容器设计壁厚:式中δ——圆筒计算厚度,mmδd——圆筒设计厚度,mmpc——计算压力,MPa。
pc=p+p液,当液柱静压力小于5%设计压力时,可忽略Di——圆筒的内直径,mm[σ]T——设计温度T下,圆筒体材料的许用应力,MPa(可查表)φ——焊接接头系数,φ≤1.0C2——腐蚀裕量,mm2.壁厚校核计算式在工程实际中有不少的情况需要进行校核性计算,如旧容器的重新启用、正在使用的容器改变操作条件等。
这时容器的材料及壁厚都是已知的,可由下式求设计温度下圆筒的最大允许工作压力[pw]。
式中δe——圆筒的有效厚度,mm设计温度下圆筒的计算应力σT:σT值应小于或等于[σ]Tφ。
设计温度下球壳的最大允许工作压力[pw]:设计温度下球壳计算应力σT:σT值应小于或等于[σ]Tφ。
二、封头的强度计算1.封头结构封头是压力容器的重要组成部分,常用的有半球形封头、椭圆形封头、碟形封头、锥形封头和平封头(即平盖),如图1-4所示。
工程上应用较多的是椭圆形封头、半球形封头和碟形封头,最常用的是标准椭圆形封头。
以下只介绍椭圆形封头的计算,其他形式封头的计算可查阅GB150—2011。
图1-4 封头的结构型式2.椭圆形封头计算椭圆形封头由半个椭球面和高为h的直边部分所组成,如图1-5所示。
直边h的大小根据封头直径和厚度不同有25mm、40mm、50mm三种,直边h的取值可查表1-7。
表1-7 椭圆形封头材料、厚度和直边高度的对应关系单位:mm图1-5 椭圆形封头椭圆形封头的长、短轴之比不同,封头的形状也不同,当其长短轴之比等于2时,称为标准椭圆形封头。
ASME_BPVC.VIII.1-2021_中换热管与管板连接焊缝强度计算及探讨
王 任 ASME BPVC.VIII.1-2021中换热管与管板连接焊缝强度计算及探讨292023,33(3)櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴櫴毷毷毷毷设 计技 术ASMEBPVC VIII 1 2021中换热管与管板连接焊缝强度计算及探讨王 任 中国成达工程有限公司 成都 610041摘要 本文对ASMEBPVC VIII 1 2021中换热管与管板连接焊缝采用强度焊所需最小焊缝尺寸及焊缝强度计算进行分析,并与GB/T151 2014进行对比,为换热器设计中的换热管与管板的连接焊缝强度计算提供一定的参考。
关键词 强度焊 焊缝尺寸 在管壳式换热器设计中,换热管与管板连接型式通常有强度胀、强度焊、强度焊加贴胀、内孔焊,而强度焊或强度焊加贴胀应用最广。
采用强度焊或强度焊加贴胀时,换热管与管板连接焊缝尺寸要求及强度校核是换热器设计计算中非常重要的部分。
本文将结合标准规范对此计算进行分析和探讨。
1 ASMEBPVC VIII 1 2021中强度焊的分类及要求 按ASMEBPVC VIII 1 2021中UW 20章节规定,强度焊分为完全强度焊和部分强度焊。
完全强度焊与部分强度焊尺寸计算公式一致,只是设计强度与换热管轴向强度之比取值不同,完全强度焊时,取设计强度与换热管轴向强度的比值为1。
GB/T151 2014中没有对强度焊进行分类,只是对设计选定的焊接尺寸进行各工况下的应力校核。
1 1 完全强度焊对于完全强度焊,标准中要求焊缝强度应大于等于换热管的轴向强度,焊缝尺寸需满足UW20 6的要求。
根据此原则,只要换热管与管板连接焊缝尺寸满足完全强度焊的最小尺寸要求,就无需进行换热管与管板连接焊缝的轴向载荷校核,此焊缝也无需进行剪切载荷试验,只需对换热管进行轴向载荷的校核。
1 2 部分强度焊部分强度焊(非密封焊)的焊缝强度不大于换热管的轴向强度,设计强度(焊缝设计强度)是根据各工况下的轴向载荷来确定的,焊缝的最小尺寸要求是根据设计强度来进行计算的,即满足UW 20 6的要求。
常用吊耳标准

常用吊耳标准Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】常用吊耳标准甘肃火电工程公司工程管理部二○○五年十一月批准:靳旭东审核:马宝成编写:师自知1.说明起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。
其中,吊耳的安全性直接影响到设备、人身安全。
为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。
适用范围本标准适用于公司所有施工项目相关工作。
参考文件化工行业标准,HG/T21574-94《设备吊耳》《现场起重常用计算》。
2.吊耳的分类和技术要求吊耳的分类施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。
一种是钢板焊制的吊耳,用于较重工件。
一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。
由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。
各种吊耳的型式及公称吊重见表1-1各种吊耳的型式及公称吊重吊耳的分类及公称吊重范围吊耳的材料和制造技术要求吊耳的材料圆钢吊耳用3#钢,禁止用螺纹钢。
板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。
管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。
垫板材料应于垫板联接的工作母材相同。
吊耳的加工和装配板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。
吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。
吊耳内孔需打磨光滑,不能有凹凸棱角。
吊耳的检验吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
3 圆钢吊耳适用范围及说明圆钢吊耳适用于轻型工件的吊装,A型吊耳主要是焊缝受力,用于1000㎏以下工件,B型吊耳用于5T以下工件,绝对禁止螺纹钢加工吊耳。
常用吊耳标准

常用吊耳标准 Document number:PBGCG-0857-BTDO-0089-PTT1998常用吊耳标准甘肃火电工程公司工程管理部二○○五年十一月批准:靳旭东审核:马宝成编写:师自知1.说明起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。
其中,吊耳的安全性直接影响到设备、人身安全。
为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。
适用范围本标准适用于公司所有施工项目相关工作。
参考文件化工行业标准,HG/T21574-94《设备吊耳》《现场起重常用计算》。
2.吊耳的分类和技术要求吊耳的分类施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。
一种是钢板焊制的吊耳,用于较重工件。
一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。
由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。
各种吊耳的型式及公称吊重见表1-1各种吊耳的型式及公称吊重表1-1吊耳的分类及公称吊重范围续表1-1吊耳的材料和制造技术要求吊耳的材料圆钢吊耳用3#钢,禁止用螺纹钢。
板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。
管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。
垫板材料应于垫板联接的工作母材相同。
吊耳的加工和装配板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。
吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。
吊耳内孔需打磨光滑,不能有凹凸棱角。
吊耳的检验吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
3 圆钢吊耳适用范围及说明圆钢吊耳适用于轻型工件的吊装,A型吊耳主要是焊缝受力,用于1000㎏以下工件,B型吊耳用于5T以下工件,绝对禁止螺纹钢加工吊耳。
薄壁钢管对接焊缝强度试验分析
薄壁钢管对接焊缝强度试验分析邹群飞【摘要】目前薄壁钢管对接焊缝强度的计算常采用参考文献[1]中公式,此公式为国外早期的经验计算公式,但仅适用于气焊钢管,而薄壁钢管常采用C02保护焊.本文通过焊接钢管拉伸试验分析,推导出了适用于计算薄壁焊接钢管对接焊缝强度的公式以及CO2保护焊参数取值.【期刊名称】《教练机》【年(卷),期】2012(000)001【总页数】4页(P25-28)【关键词】薄壁钢管;对接焊缝;拉伸应力;剪切应力【作者】邹群飞【作者单位】洪都航空工业集团,江西南昌 330024【正文语种】中文飞机是通过许多构件相互连接组合成的一个整体结构,对于某些材料和某些形式的构件,焊接是连接各构件的重要方法。
目前正在不断地研制更好的焊接技术、焊接机器以及新型焊接材料,使焊接后的构件强度不至于降低。
焊接广泛应用于机身钢架、发动机架和起落架系统等,常见的钢管焊接形式有对接、套接和搭接,焊缝的设计需综合考虑工艺、结构、强度的要求,应尽可能选择能承受较高静载荷和抗疲劳性能较好的形状,应避免两条焊缝相距过近,避免一条焊缝连接三个以上的零件,避免两条焊缝纵横交叉,以免引起应力集中和金属过热而使组织恶化。
在计算钢管对接焊缝强度时,常采用参考文献[1]中的经验公式进行计算,公式适用范围有限,公式的推导过程、建立的依据不明确,且缺少相应的试验数据。
1.1 对接焊缝概述薄壁钢管常采用CO2保护焊,焊接形式有对接、套接、搭接等,如图1所示。
若钢管在轴线方向断开,在保证截面不变情况下,常采用对接焊缝连接形式,对接焊接有直焊缝和斜焊缝之分,见图1所示。
焊缝应尽量设计成使其承受剪力或压力而不承受拉力,但承受拉力的情况往往也无法避免,所以为了避免对接焊缝承受太大的拉力,推荐采用斜焊缝对接形式。
1.2 对接焊缝计算现状分析在对薄壁钢管对接斜焊缝进行强度校核时,参照以往各型号飞机,常采用参考文献[1]表33-2中焊接接管的焊缝计算公式进行计算,计算公式如下:单位长度焊缝上的力为:单位长度焊缝上的许用力为:式(1)~(3)中:N-线载,N/mm;P-轴力,N;D-钢管外径,mm;δ-钢管壁厚,mm;S-许用线载,N/mm;σb-抗拉强度极限,MPa。
板式吊耳设计及应用

在吊装工程中经常使用板孔式吊耳,而相应的规范或参考资料没有大于20t 的板孔式吊耳的相关设计参数。
通常板孔式吊耳的失效形式以吊耳板与设备本体的焊接强度不够及板孔撕裂为多,易造成不安全因素。
所以吊耳板孔的强度和焊缝强度是板孔式吊耳设计的最重要环节。
本文仅介绍单板孔吊耳的设计计算,双板孔吊耳的设计计算参照执行。
1 吊耳板孔的强度计算1.1 拉曼公式图1 板孔式吊耳 图2孔壁承压应力分布 图3板孔失效形式图1为板孔式吊耳的基本形式,即单板孔吊耳。
图2为板孔式吊耳在受外力作用下孔壁承压应力分布情况。
图3为板孔式吊耳板孔强度不够吊耳板被撕裂的主要失效形式示意图。
也就是说板孔失效是吊轴与板孔接触所形成的接触压应力过大,不是造成接触处压溃,而是吊耳在外力的作用下对吊耳板进行的剪切作用引起的。
所以吊装工程中常用拉曼公式来对吊耳板孔进行抗剪强度校验。
拉曼公式板孔校核表达式为:[]22v 22k P R r f d R rσδ+=⋅≤- (1) 式中:k —动载系数,k=1.1; σ—板孔壁承压应力,MPa ;P —吊耳板所受外力,N ;δ—板孔壁厚度,mm ;d —板孔孔径,mm ;R —吊耳板外缘有效半径,mm ;r —板孔半径,mm ;[]v f —吊耳板材料抗剪强度设计值,N/mm 2;1.2 吊耳参数确定从(1)式可以看出,当P 、d 卸扣、δ一定时,取 2222R r R r +-适宜的值可最节省材料,显然22221R r R r +>-,令2222 1.1R r R r+=-,则 4.583R r =。
从理论而言, 4.583R r =较为科学,但使用单板孔吊耳,还应考虑卸扣和绳扣连接时必须预留的间隙,显然R 值不宜太大。
笔者认为,R=(3~4)r 较适宜。
通常设计时,应首先按负荷选定使用的卸扣或受力轴的尺寸,则孔径d=d 卸扣+(10~20)mm 。
因此,吊耳设计时应在R 与δ上进一步做文章。
常用吊耳标准

常用吊耳标准 Prepared on 22 November 2020常用吊耳标准甘肃火电工程公司工程管理部二○○五年十一月批准:靳旭东审核:马宝成编写:师自知1.说明起重作业是电建施工中最常见的作业,也是最容易引发安全事故的特种作业。
其中,吊耳的安全性直接影响到设备、人身安全。
为了规范施工中临时吊耳的制作,保证使用安全,编制本标准。
适用范围本标准适用于公司所有施工项目相关工作。
参考文件化工行业标准,HG/T21574-94《设备吊耳》《现场起重常用计算》。
2.吊耳的分类和技术要求吊耳的分类施工现场常用的吊耳有三种,一种是圆钢焊制的吊耳,用于较轻工件。
一种是钢板焊制的吊耳,用于较重工件。
一种是钢管焊制的吊耳,用于大型超重工件,通常由设备厂完成。
由于吊耳的使用场合不同,受力情况不同,可细分为7种型式。
各种吊耳的型式及公称吊重见表1-1各种吊耳的型式及公称吊重表1-1吊耳的分类及公称吊重范围续表1-1吊耳的材料和制造技术要求吊耳的材料圆钢吊耳用3#钢,禁止用螺纹钢。
板式吊耳的吊耳板、筋板和轴式吊耳的档板、材料均为Q235-A,所用钢板或钢带应符合GB3274《碳素结构钢和低合金结构热轧厚钢板和钢带》的规定。
管式吊耳可选用GB8162《结构用无缝钢管》中的钢管,材料为20钢。
垫板材料应于垫板联接的工作母材相同。
吊耳的加工和装配板式吊耳的吊耳板应平直,垫板与工件紧密贴合,间隙不大于1㎜。
吊耳板、垫板、筋板等的切割表面不允许有裂纹,毛刺等缺陷。
吊耳内孔需打磨光滑,不能有凹凸棱角。
吊耳的检验吊耳必须经二级验收后使用:焊工对所有焊缝进行外观检查,不允许存在裂纹与未熔合缺陷,必要时进行磁粉或渗透检查,使用部门应在使用前对吊耳的设置、焊接作全面检查确认。
3 圆钢吊耳适用范围及说明圆钢吊耳适用于轻型工件的吊装,A型吊耳主要是焊缝受力,用于1000㎏以下工件,B型吊耳用于5T以下工件,绝对禁止螺纹钢加工吊耳。
结构形式和加工尺寸A、B型圆钢吊耳的形式及尺寸如图3-1、3-2所示。
焊缝计算
2
58.3N
/
mm2
wv wRd
58.3 0.28 1 207.3
角焊缝是安全的
焊缝计算
5.计算实例
例3 校核角焊缝的强度
由于受力方向有 一定角度,需要 分解 P
wv
2
2 P
Fd Aw
200000N
95.2N / mm2
300mm 3.5mm 2
I wy
ast l23 12
2( AwF z2 )
2ast l23 12
2( AwF z2 )
翼板根部到重心 轴距离,定值
翼板焊 缝面积
焊缝计算
3.焊缝应力计算公式
3.6弯矩和剪力共同作用计算
My I wy
z1
P
V Awst
腹板焊 缝面积
合成应力
wv
2
3.4平行剪应力计算
பைடு நூலகம்
P
F Aw
单位 N / mm2
焊缝计算
3.焊缝应力计算公式
3.5弯矩作用计算
My I wy
z1
弯矩(已知) 所求点到重心轴距离
单位
惯性矩
N / mm2
焊缝计算
3.焊缝应力计算公式
3.5弯矩作用计算 惯性矩的计算
腹板焊 腹板焊 缝厚度 缝长度
焊接结构课程介绍
1.焊接结构课程内容 2.考试方法
(1)焊接结构所受的载荷 (2)焊缝承载能力(强度计算) (3)焊缝的破坏 (4)制造标准
焊接结构课程介绍
焊缝强度、定额计算.
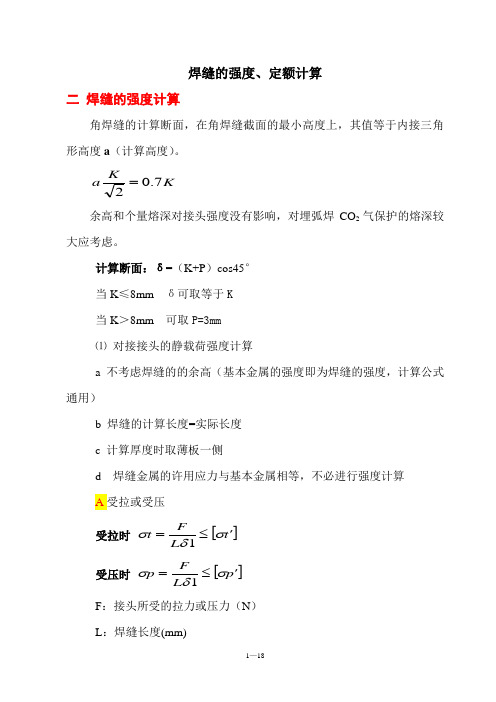
焊缝的强度、定额计算二 焊缝的强度计算角焊缝的计算断面,在角焊缝截面的最小高度上,其值等于内接三角形高度a (计算高度)。
K Ka7.02= 余高和个量熔深对接头强度没有影响,对埋弧焊CO 2气保护的熔深较大应考虑。
计算断面:δ=(K+P )cos45° 当K ≤8mm δ可取等于K 当K >8mm 可取P=3mm ⑴ 对接接头的静载荷强度计算a 不考虑焊缝的的余高(基本金属的强度即为焊缝的强度,计算公式通用)b 焊缝的计算长度=实际长度c 计算厚度时取薄板一侧d 焊缝金属的许用应力与基本金属相等,不必进行强度计算 A 受拉或受压受拉时 []'≤=t L Ft σδσ1 受压时 []'≤=p L Fp σδσ1F :接头所受的拉力或压力(N ) L :焊缝长度(mm)δ1 接头中较薄板的厚度σt 、σp 接头受拉或受压焊缝中所承受的应力(Mpa ) [σt ′]焊缝受拉或弯曲时的许用应力(Mpa ) [σp ′]焊缝受压时的许用应力(Mpa ) 例1:两块板厚5mm ,宽为500mm 的钢板,对接在一起,两端受到284000N 拉力,材料为Q235-A ,[σt ′]=142MPa ,试校核其焊缝强度?已知:δ=5mm ,焊缝长度L=500mm ,F=28400N ,[σt ′]=142MPa ,求σt <[σt ′] 解:[]Mpa t Mpa <L F t 1426.11355002840001='=⨯==σδσ∴该对接接头焊缝强度满足要求,结构工作是安全的注:1)单位化为mm ;2)应有校核的结论Bτ:接头焊缝中所承受的切应力(Mpa ) Q : 接头所受的剪切力[τ′]:焊缝许用的剪切应力(Mpa ) 例2两块板厚为10mm 的钢板对接,焊缝受到29300N 的切力,材料为Q235,试设计焊缝的长度?已知:δ1=10mm ,Q=29300N ,[τ′]=98 Mpa 。
计算题
计算题1.两块板厚=12mm,宽L为600mm的钢板对接在一起,两端受F =500000N的拉力,材料为Q345钢,焊缝的许用应力[]=201Mpa,试校核其焊缝强度。
解:已知F=500000N,L=600mm,=12mm,=201Mpa,代入公式==69.44N/mm2 =69.44Mpa =201Mpa所以该对接接头焊缝强度满足要求。
2.两块板厚为=12mm,材料为Q345钢的对接接头,两端受F =600000N的拉力,焊缝的许用应力[]=201Mpa,试设计钢板宽度L。
解:已知F=600000N,=12mm,=201Mpa=201N/mm2由公式,得201 N/mm2故:L ≈249mm取L=250mm答:设计钢板宽度为250mm。
3.两块钢板宽度L为400mm,材料为Q345钢的对接接头,两端受F =400000N的拉力,焊缝的许用应力[]=201Mpa,试设计板厚。
解:已知F=400000N,L=400mm,=201Mpa=201N/mm2由公式,得201 N/mm2故: =4.9mm所以应取=5mm,即当钢板的板厚为5mm时,满足强度要求。
4.两块板厚为=10mm,宽L为500mm的钢板对接在一起,两端受F =50000N的压力,材料为Q235-A 钢,焊缝的许用应力[]=152Mpa,试校核其焊缝强度。
解: 已知F=50000N,L=500mm,=10mm,=152Mpa,代入公式= =50N/mm2 =50Mpa =152Mpa所以该对接接头焊缝强度满足要求。
5.两块对接在一起,焊缝的长度(钢板宽度)L为100mm,两端受F=1000000N的压力,材料为Q235-A 钢,[]=152Mpa,试计算钢板的板厚为多少时才能满足强度要求。
解:已知F=1000000N,L=100mm,=152Mpa=152N/mm2由公式,得152 N/mm2故: =65.8mm所以应取=66mm,即当钢板的板厚为66mm时,满足强度要求。
直角焊缝受拉弯剪计算

直角角焊缝受拉(压)力、弯矩及剪力计算钢材的截面形状:工字钢工字钢腹板的厚度t:15mm 工字钢钢材种类:Q235B工字钢钢材组别:第一组工字钢抗拉(压、弯)强度设计值:215N/mm2工字钢抗剪强度设计值:125N/mm2工字钢端面承压强度(刨平顶紧)设计值:320N/mm2焊缝型式:直角角焊缝焊缝抗拉(压、弯)强度设计值:160N/mm2 A、焊缝强度计算:焊缝高度h f:10mm 焊缝有效长度l w:150mm 平行于剪力方向焊缝长度L V:80mm 焊缝截面惯性矩I X:1500000mm4焊缝外缘离其中和轴距离Y:50mm 焊缝所受的轴向力设计值N:25.0KN 焊缝所受的弯矩设计值M: 1.3KNm 焊缝所受的剪力设计值V:15.0KN 由于轴力引起的焊缝正应力s N=N/0.7h f xlw=25×1000/(0.7×10×150)23.8N/mm2由于弯矩引起的焊缝正应力s M=MY/I=1.3×50×10^6/150000043.3N/mm2焊缝内正应力设计值s:67.1N/mm2焊缝内剪应力设计值t:t=1.5V/0.7h f L V=1.5×15×10^3/(0.7×10×80)28.1N/mm 2折算应力:=(67.1^2/1.22+28.1^2)^0.567.0N/mm 2焊缝强度校核:B 、焊缝连接处构件强度计算:焊缝连接处构件截面面积A :1500mm 2平行于剪力方向构件壁厚t :10mm 平行于剪力方向构件截面长度L V :80mm 构件截面惯性矩I:1500000mm 4构件外缘离其中和轴距离Y:60mm 构件所受的轴向力设计值N:25.0KN 构件所受的弯矩设计值M: 1.3KNm 构件所受的剪力设计值V:15.0KN由于轴力引起的构件截面正应力s =N/A=25×1000/150016.7N/mm 2由于弯矩引起的构件正应力s =MY/I=1.3×60×10^6/150000052.0N/mm 2构件内正应力设计值s :68.7N/mm 2构件内剪应力设计值t:t =1.5V/tL V=1.5×15×10^3/(1500×80)28.1N/mm 2折算应力:=(68.7^2+3×28.1^2)^0.584.2N/mm 2满足强度要求!223t s +22ft +βs构件强度校核:满足强度要求!。
(完整版)油缸强度计算公式汇总

常用油缸强度计算公式汇总一、 缸体强度计算: 1、缸体壁厚计算 ⑴ 按薄壁筒计算:[]σδ2D P y ≥⑵ 按中等壁厚计算:[]()c P DP yy +-=ψσδ3.2⑶按厚壁筒计算:[][]⎪⎪⎭⎫⎝⎛-≥y P D 73.12σσδP y试验压力(Mpa); [σ] 缸体材料许用应力;[σ]=σb / n ;σb 缸体材料的抗拉强度。
对于45钢正火处理,σb =580 Mpa ; n 安全系数;一般取3.5~5;ψ 强度系数;对于无缝钢管ψ=1;c 计入管壁公差及侵蚀的附加壁厚;一般按标准圆整缸体外圆值; D 缸体内径(mm)2、缸底厚度计算⑴ 平形无油孔:[]σyP Dh 433.0=⑵ 平形有油孔:()[]σ0433.0d D DP Dh y -=d 0油口直径(mm);3、缸筒发生完全塑性变形的压力计算⎪⎭⎫⎝⎛=D D Log P s p 113.2σ式中:P pl 缸筒发生完全塑性变形的压力; σs 缸体材料的屈服强度。
对于45钢正火处理,σs =340 Mpa ; D 1 缸体外径4、缸筒径向变形计算⎪⎪⎭⎫⎝⎛+-+⨯=∆γ221221D D D D E P D D y式中:△D 缸体材料在试验压力下的变形量; E 缸体材料弹性模数;对于钢材E =2.1×105 Mpa ; γ 缸体材料的泊松系数;对于钢材γ=0.3;5、缸体焊缝连接强度计算()()[]σηηπσ≤-=-=2121221214d D PyD d D F 式中:d 1 焊缝底径; η 焊接效率,一般取η=0.7; [σ] 缸体材料许用应力;[σ]=σb / n ; σb 缸体材料的抗拉强度。
对于45钢正火处理,σb =580 Mpa ; n 安全系数;一般取3.5~5;6、缸体螺纹连接强度计算 缸体外螺纹的拉应力为:()()22122215.14Dd P D D d KFy -=-=πσ 缸体螺纹处的剪应力为:()23102331017.02.0D d P d D D d FKd K y -=-=τ 合应力为: ()[]στσσ≤+=223n式中: K 螺纹预紧力系数,一般为1.25~1.5; K 1 螺纹内摩擦系数,一般取K 1=0.12; d 0 螺纹外径;[σ] 缸体材料底许用应力,[σ]=σs / n ; σs 缸体材料的屈服强度。