关键过程确认记录Word 文档
关键工序确认记录

特殊工序过程能力确认记录QR-026
工序名称:主要设备名称:
序号过 程 的 要 求确 认 的 记 录
确 认
结 果
1
操作人员应经过培训,并经考核合格后方能上岗位操作,若有相关的资格证书,经验证后可直接上岗位操作。
2
生产设施的选用应能满足生产能力及产品质量的技术要求。
3
在工序处应能容易地得到有关的工艺文件或作业指导书。
4
应保证工序所需的环境要求,产品易于摆放,操作方便,并对安全方面提出警示。
5
应对喷塑工序实施监控和记录。
确认结论:
参加确认人员: 日 期:。
设计确认DQ(验证文件模版)

5.
参考
➢ GAMP 5 优良自动化生产规范 ➢ 纯化水制备系统技术要求
6.
附件
➢ 附件 1:《设计文件/图纸确认表》 ➢ 附件 2:《施工程序确认表》 ➢ 附件 3:《系统功能确认表》 ➢ 附件 4:《设计确认偏差分析、处理记录》 ➢ 附件 5:《设计确认偏差统计表》
4word 格式支持编辑,如有帮助欢迎下载支持。
3word 格式支持编辑,如有帮助欢迎下载支持。
文档从互联网中收集,已重新修正排版,word 格式支持编辑,如有帮助欢迎下载支持。
量、等工艺参数进行检测控制,记录完整的生产工艺数据,配合模拟控制屏,显示工艺流程中阀 门、电机的运行状况;可选择自动,手动两种控制方式。在手动方式下,通过模拟屏上的各个控 制按钮控制;在自动方式下,由 PLC 实施全过程自动控制。 6.在自动运行过程中,如果出现意外情况,如泵、阀门故障,管道故障等等,可通过按下急停按 钮来中止运行过程。 7. 操作界面为西门子 12“人机界面(HMI),用于监测数据,更改参数和报警点。主控盘包含声 音报警。当报警清单所列报警条件存在时,报警器报警。 8.控制系统配备横河的有纸记录仪。 9.所有传感器带校正的选项。
控制功能: 1.供应商要提供整个自动控制过程的工艺描述和功能标准和操作的详细说明。 2.自动控制需符合 GAMP5 要求。 3.具备超压超温报警功能。 4.屏幕操作为可视化操作,易于现场操作,并且能直观地显示工艺流程及各种控制参数。各种参 数设定和存贮方便。 5.按照工艺流程要求,对系统生产工艺过程中各开关阀、调节阀等设备及温度、压力、液位、流
8.3. 系统功能的确认.................................................................. 错误!未定义书签。
关键过程确认记录

4)其他(如有可将相关内容附在此报告后)。
确认结论:
■过程能力满足要求。
□过程能力不满足要求。
□其他。
应采取措施:
无
确认参加人会签:
批准人签名/日期:
关键过程确认记录
XZC/QR4.0-05序号:
关键过程名称:油漆过程
确认类别:□首次确认■再确认
再确认原因:■周期例行确认□异常追加确认
确认主持人:
确认时间:
确认地点:车间
书面确认
过程所使用的主要设备、工装
设备编号
设备名称
设备编号
设备名称
设备编号
设备名称
过程所使用的作业指导书
文件号
文件名称
文件号
文件名称
过程所涉及的人员能力
姓名
岗位
能力证明资料
是否合格
油漆
培训合格上岗
合格
确认内容:
1)有无作业指导书。■有□无
1)近期有无发生与本过程相关的重大顾客投诉或退货?□有■无
2)近期与本过程可能有关的返工返修情况?■正常□异常
3)近期有无与本过程有关的重大过程因素变更(人机料法环)?□有■无
4)其他(如有可将相关内容附在此报告后)。
确认结论:
■过程能力满足要求。
□过程能力不满足要求。
□其他。
应采取措施:
无
确认参加人会签:
2)设备、工装是否通过验收检定。■通过□没通过
3)是否规定并实施对设备、工装的保养和检查。■是□否
4)过程的员工是否持证/培训上岗。■是□否
5)现场观察、小样试验结果是否合格。■合格□不合格
过程确认记录

路面压实度
路面压实度工作人员:刘云辉
经过确认,这些员工经过培训,具备从事软基础处理工作的工作经验,能满足该岗位的技能要求
根据建筑企业施工过程的特点,公司依据施工的要求针对施工过程制定了《过程控制程序》、《施工作业指导书汇编》并严格依据文件组织生产。
经过确认,路面压实度使用的施工机械电子天平、灌沙筒,最大干密度、最佳含水率等质量验收合格标准
根据建筑企业施工过程的特点,公司依据施工的要求针对防水施工过程制定了《过程控制程序》、《施工作业指导书汇编》并严格依据文件组织生产。
经过确认墙体预埋施工作业不需使用设备
经过确认,墙体预埋作业人员工作认真负责,能完整地按工程技术人员的安全技术交底施工,并经质量验收符合质量标准《墙体预埋分项工程施工质量验收评定表》
经过确认,路面压实度人员工作认真负责,能完整地按工程技术人员的安全技术交底施工,并经质量验收符合质量标准《路面压实度分项工程施工质量验收评定表》
6
沥清摊铺过程
沥清摊铺过程的工作人员为:李刚
经过确认,这些员工经过培训,具备实施混凝土施工工作经验,能满足该岗位的技能要求
根据建筑企业施工过程的特点,公司依据施工的要求针对施工过程制定了《过程控制程序》、《施工作业指导书汇编》并严格依据文件组织生产。
经过确认,钢筋焊接作业所使用的设备(电焊机)均经过项目部按照《设备管理控制程序》的规定进行进场验收合格,并在使用过程中进行维护保养,符合钢筋焊接作业使用要求
经过确认,钢筋焊接作业人员严格依据《施工作业指导书汇编》文件组织施工,对施工情况做记录,形成《钢筋焊接实验报告》
2
防水工程
防水施工过程的工作人员为:罗成
8
管涵施工管道安装
管涵施工管道安装施工过程的工作人员为:黄兵
设计变更记录(模板)word版本
设计变更记录(模板)word版本设计变更记录(模板)1.引言本文档记录了设计变更的详细信息,旨在记录设计变更的背景、目的、过程以及对相关设计文档的影响。
设计变更是为了满足项目需求变更或优化设计而进行的调整。
通过记录设计变更的过程,可以追溯设计变更的具体原因和影响,并保证团队成员之间的沟通和协作的准确性。
2.设计变更概述设计变更的概述是对本次变更的简要描述。
包括变更的名称、变更的背景、以及变更的目的和意义。
2.1 变更名称设计变更的名称是对本次变更的简要描述,方便团队成员快速了解本次变更的内容。
2.2 变更背景设计变更的背景是对本次变更的原因进行说明,包括需求变更、问题发现或优化设计等情况。
通过清楚地阐述变更的背景,可以使团队成员更好地理解设计变更的动机。
2.3 变更目的和意义设计变更的目的和意义是对本次变更所带来的好处进行分析和说明。
明确设计变更的目的,并解释为何进行此变更对项目的重要性,有助于团队成员理解变更的价值和意义。
3.设计变更过程设计变更的过程是对本次变更的具体步骤进行记录,包括设计变更的起因、跟踪、实施以及验证等阶段。
3.1 变更起因设计变更的起因是对变更的触发条件进行描述,如需求变更、缺陷报告或技术调研等。
详细记录变更起因有助于回顾变更的根源,并为后续的变更决策提供依据。
3.2 变更跟踪设计变更的跟踪是对变更过程中的关键环节进行跟踪和记录。
包括变更提案、变更评审、变更实施计划编制等。
通过记录变更的跟踪过程,可以确保变更过程的规范性和可追溯性。
3.3 变更实施设计变更的实施是实际进行变更的过程。
在设计变更的实施阶段,应详细记录变更的实施步骤、工作量估算、风险评估等信息,以确保变更能够按计划顺利进行。
3.4 变更验证设计变更的验证是对变更后的设计进行验证和确认。
通过详细记录变更验证的方法、结果以及验证人员的反馈,可以评估变更的效果,并及时进行问题修复和改进。
4.设计变更影响分析设计变更的影响分析是对变更对项目其他设计文档和工作的影响进行评估和分析。
关键过程质量检验记录

2
焊接质量
检查
1、漏焊、焊穿、虚焊、裂纹、夹渣等焊接缺陷不得多于3处。
2、测量转盘支架与吊耳接触处、各板簧支架与车架的焊角高度必须达到8mm。
3、贯穿横梁在贯穿处,其上下翼板与纵梁接触处不得施焊。
3
主要尺寸参数检查
1、车架长度12990±10
2、车架宽度2490±4
油漆表面不同颜色的油漆边界宽度不超过2毫米。
2
厚度
底漆层15~25微米
面漆层30~40微米
漆层总厚度45~60微米
结论:
作业负责人
质检员
检验日期
工序名称
行走机构安装
序号
检验内容
技术要求
检验结果
备注
1
外观检查
四轮胎牌号相同,花纹一致
左、右气室推杆自由行程差不大于2mm。
车轮转动灵活,无松旷,无擦碰,无异响。目测不得有明显的偏摆现象。
关键过程质量检验记录
车辆制造有限公司
质检部
关键过程质量检验记录
编号:TD/JL03-8.1-03 序号:01
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
纵梁焊接
序号
检验内容
技术要求
检验结果
备注
1
外观检查
1、焊缝应平整均匀
2、焊渣清除干净,尖角及焊缝不平整处应打磨,遗漏处不得多于1处。
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
喷漆
序号
检验内容
技术要求
检验结果
关键工序和特殊过程的管理程序文件

WORD 整理版密级:B 版次:B 修改码:1管理体系指导性文件文件编号:YG/MS0302—0 02 关键工序与特殊过程管理制度1、目的为强化工序质量控制,使关键工序和特殊过程的产品质量处于稳定状态并强化工序质量管理。
2、适用范围适用于公司产品生产过程中关键工序和特殊过程的质量控制。
3、术语3.1关键工序是组织根据产品的生产特性而确定的加工工序,并采用一定的控制手段提高该工序的稳定性。
3.2特殊过程特殊过程是指:对形成的产品是否合格不易或不能经济地进行检验或试验来验证的过程及其致使问题在产品投入使用后或服务已交付后才显现的过程。
3.3工序能力工序能力是指处于稳定状态下的实际加工能力。
4、职责4.1技术部负责监督和检查关键工序和特殊过程的受控情况。
负责组织对公司关键工序、特殊过程的工序能力进行确认,并填写相应的“工序能力确认表” 。
4.2制造部负责关键工序和特殊过程的日常管理,负责按《基础设施、设备和工作环境控制程序》规定组织建立关键工序、特殊过程中的设备管理台帐并对其实施有效管理。
4.3质保部负责《监视和测量设备控制程序》对关键工序、特殊过程所用各类仪器、仪表定期进行计量校准。
4.4公司办负责按《人力资源控制程序》对关键工序、特殊过程的操作人员和检验人员实施WORD 整理版资格和岗位培训。
5 关键工序的控制5.1关键工序的设置原则1)对成品的质量、性能、功能、寿命、可靠性及成本等有直接影响的工序;2)产品重要质量特性形成的工序;3)工艺复杂,质量容易波动,对工人技艺要求高或总是发生问题较多的工序。
工艺人员依据关键工序设置原则在工艺文件中确定关键工序并负责编制“关键工序汇总表”,经技术部部长批准后,发放相关部门。
5.2关键工序的过程能力确认关键工序的确认以‘三定'和记录为准则:5.2.1三定:定工序、定人员、定设备1)工序控制工艺流程图及生产现场工艺文件中对关键工序必须有明确标示。
2)人员控制a.关键工序人员均应接受专业培训,管理教育,并经考核合格,持证上岗。
特殊过程确认报告

号
号
号
号
号
号
氩弧焊机 沥青熔炉
特殊过程所使用的作业指导书:
文件号
文件名称 施工组织设计
文件号 文件名称 安全生产管理条例
施工方案
确认内容: (1) 有无作业指导书 (2) 设备、工装是否通过验收、检定 (3) 是否规定并实施对设备、工装的保养和检查 (4) 特殊过程的员工是否培训合格上岗 (5) 现场观察、小样试验结果是否合格 (6) 是否对过程参数进行监视并保持记录
确认结论: √ 特殊过程确认合格,能够投入运作。 □ 其它
√有 √ 通过 √是 √是 √ 合格 √是
□无 □ 没通过 □否 □否 □ 不合格 □否
确认人签名: 确认人
部门
工程部
设备部
编制/日期: 20041108
职位
管理者代表 经理 经理 审核/日期: 20041108
确认人
部门
安全部 办公室
职位
经理 主任
批准/日期: 20041108
编号:JL—7.5A—01
特殊过程确认报告
No:08
特殊过程名称:防水防腐工程
word 专业资料-可复制编辑-欢迎下载
确认类别:√首次确认 再次确认 再确认原因:
确认主持人:
确认时间:20041107
确认地点:工地
特殊过程所使用的主要设备、工装:
设备、工装编 设备、工装编 设备、工装编 设备、工装编 设备、工装编 设备、工装编
确认结论: √ 特殊过程确认合格,能够投入运作。 □ 其它
√有 √ 通过 √是 √是 √ 合格 √是
□无 □ 没通过 □否 □否 □ 不合格 □否
确认人签名: 确认人
部门
GHTF-SG3-N99-10-2004 质量管理体系-过程确认指南-中文word版本
GHRF/SG3/N99-10:2004 (第2版)最终文件标题:质量管理体系——过程确认指南编写:GHTF 第3研究组签署:全球协调任务组织日期:2004年1月第2版Taisuke Hojo, GHTF主席本文件由全球协调任务组织制作,该组织是一个志愿团体,由医疗器械管理机构和管理行业的代表组成。
本文件着重为管理机构提供关于医疗器械法规使用方面的非约束性指导,其撰写是经过多方面征求意见的。
本文件的印制、发售或使用是不受限制的。
但是,将本文件部分或全部引用到其它文件,或将它翻译成英语以外的其它语言,均不代表全球协调任务组织认同。
GHTF第3研究组—质量管理体系过程确认指南— 2004年1月第2页过程确认指南目录0前言 (3)1 目的和范围 (5)1.1目的 (5)1.2 范围 (5)2 定义 (5)3 质量管理体系范围内的过程确认 (5)3.1 过程确认的判定 (6)3.2 举例 (7)4 过程确认的统计方法和工具 (8)5 确认的实施 (8)5.1 准备阶段 (8)5.2 方案编制 (9)5.3 安装鉴定(IQ) (10)5.4 操作鉴定(OQ) (10)5.5 性能鉴定(PQ) (11)5.6 最终报告 (12)6 确认状态的保持 (12)6.1 监视和控制 (12)6.2 过程和(或)产品的改变 (12)6.3 连续的控制状态 (12)6.4 再确认原因举例 (12)7 过程确认中历史数据的使用 (13)8 活动小结 (13)附录A 过程确认的统计方法和工具 (15)B 确认的举例 (25)GHTF第3研究组—质量管理体系过程确认指南— 2004年1月第3页0前言由于在ISO 13485:2003中内容有变化,修改后的“质量管理体系——过程确认指南”(原发表于1999年)重新发表名为“GHTF/SG3/N99-10:2004(第2版本)”的文件,它被使用于一些管理体系里。
过程确认指南从0到3.4部分、图一到附录B都进行了修改。
GHTF-SG3-N99-10-2004 质量管理体系-过程确认指南-中文word版本
GHRF/SG3/N99-10:2004 (第2版)最终文件标题:质量管理体系——过程确认指南编写:GHTF 第3研究组签署:全球协调任务组织日期:2004年1月第2版Taisuke Hojo, GHTF主席本文件由全球协调任务组织制作,该组织是一个志愿团体,由医疗器械管理机构和管理行业的代表组成。
本文件着重为管理机构提供关于医疗器械法规使用方面的非约束性指导,其撰写是经过多方面征求意见的。
本文件的印制、发售或使用是不受限制的。
但是,将本文件部分或全部引用到其它文件,或将它翻译成英语以外的其它语言,均不代表全球协调任务组织认同。
GHTF第3研究组—质量管理体系过程确认指南— 2004年1月第2页过程确认指南目录0前言 (3)1 目的和范围 (5)1.1目的 (5)1.2 范围 (5)2 定义 (5)3 质量管理体系范围内的过程确认 (5)3.1 过程确认的判定 (6)3.2 举例 (7)4 过程确认的统计方法和工具 (8)5 确认的实施 (8)5.1 准备阶段 (8)5.2 方案编制 (9)5.3 安装鉴定(IQ) (10)5.4 操作鉴定(OQ) (10)5.5 性能鉴定(PQ) (11)5.6 最终报告 (12)6 确认状态的保持 (12)6.1 监视和控制 (12)6.2 过程和(或)产品的改变 (12)6.3 连续的控制状态 (12)6.4 再确认原因举例 (12)7 过程确认中历史数据的使用 (13)8 活动小结 (13)附录A 过程确认的统计方法和工具 (15)B 确认的举例 (25)GHTF第3研究组—质量管理体系过程确认指南— 2004年1月第3页0前言由于在ISO 13485:2003中内容有变化,修改后的“质量管理体系——过程确认指南”(原发表于1999年)重新发表名为“GHTF/SG3/N99-10:2004(第2版本)”的文件,它被使用于一些管理体系里。
过程确认指南从0到3.4部分、图一到附录B都进行了修改。
关键特殊过程确认记录表格

本岗位操作工4人,均有健康证,并经过岗位培训,考核合格,工作经验3年以上,熟练掌握生产工艺及操作方法,能力胜任。
记录要求:
记录:钢结构墙体尺寸,连接的可靠性。
验证结论:
尺寸位置正确,连接牢固可靠。
再确认要求:
确认人:荆雪飞
确认时间:
2016年05月30日
批准人:张雷雷
编号:JL-7.5.2-01
过程名称
轻钢结构扩建过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
根据甲方签字的图纸
2、工艺方法适用性确认:
根据施工现场的施工方案及技术交底,具有可操作性、指导性,工艺方法适宜。
设备认可:
电钻,角磨机一台,定期维护保养,设备完好,运行正常,能满足生产能力要求。
人员资格确认:
本岗位操作工6人,均有健康证,并经过岗位培训,考核合格,工作经验3年以上,熟练掌握生产工艺及操作方法,能力胜任。
记录要求:
记录:根据图纸,确认拆除位置,保证原有建筑承重部分不受破坏。
验证结论:
拆除部位符合结构、建筑的使用要求。
再确认要求:
确认人:荆雪飞
确认时间:
2016年月日
批准人:张雷雷
人员资格确认:
本岗位操作工4人,均有健康证,并经过岗位培训,考核合格,工作经验3年以上,熟练掌握生产工艺及操作方法,能力胜任。
记录要求:
记录:开槽尺寸位置,基坑的防措施。
验证结论:
尺寸位置正确,合理对基坑进行放坡,放坡系数合格。
再确认要求:
确认人:荆雪飞
确认时间:
2016年月日
批准人:张雷雷
过程确认记录
VDA6.3_2010_中文WORD版p2-p7

- (专业人员)
设计了一个组建项目管理的过程。
- 确定项目负责人/项目团队的任务,能力以及责
任。
确定了项目负责人和团队成员的权限以及与组织机 - 针对国际项目,建立项目网络(组织)
构之间的接口。在这其中,包括各方面必要的落实能 - 项目组织机构图
力。
- 客户要求
供应商自始对终被纳入了项目管理。
P2.2 是否对项目所需的资源进行策划和实施,并及时调整?*
- 生产/检验工具,软件,包装的提供 - 变的保障方案(生产起步问题等)
必须对确定资源的程序加以规范。
- 生产地点,模具,生产和检验装置
在这里,所谓的确定资源具体指的是具备资质的人 - 内部及外部用测试/检验/试验室用品
员,预算,基础设施,试验装置,试验室用品,机器, - CAD,CAM,CAE 设备
归口协议。
下级供应商/服务提供商的责权关系(例如资质,
原型件技术放行程序,审批,检验,...)
- 检验规范
- 产品/过程特征
- 订货文件,内容包括数量/ 时间安排
- 法律 / 法令(针对具体国家和地区)
- 环境保护,回收利用要求
审核记录
第 5 页 共 41 页
编号:8.2P07
最低要求/与评价有关的问题点
原型件 / 试生产。开始批量生产
- 批量生产方面的工艺技术经验
- 模具时间表
审核记录
第 7 页 共 41 页
编号:8.2P07
最低要求/与评价有关的问题点
VDA6.3 制造过程审核检查表(提问表)
远轻铝业(中国)有限公司
根据具体的产品风险,可能存在的要求和证明方面的 示例
P3.4 是否考虑产品和过程开发所需的资源?
2010.3关键过程确认记录
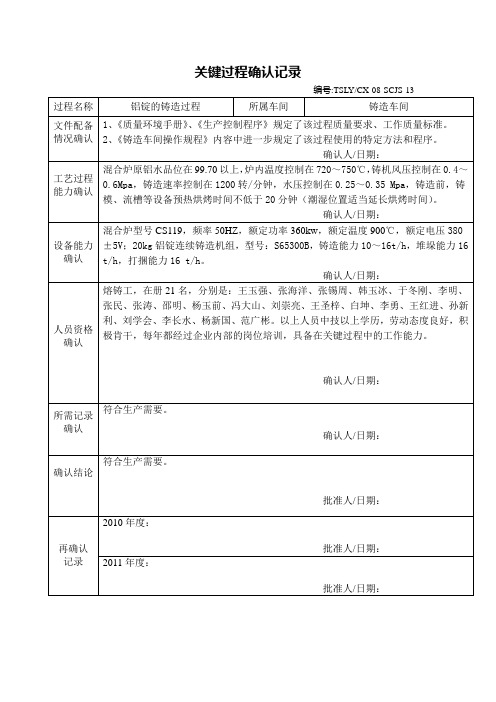
编号:TSLY/CX-08-SCJS-13
过程名称
铝锭的铸造过程
所属车间
铸造车间
文件配备情况确认
1、《质量环境手册》、《生产控制程序》规定了该过程质量要求、工作质量标准。
2、《铸造车间操作规程》内容中进一步规定了该过程使用的特定方法和程序。
确认人/日期:
工艺过程能力确认
混合炉原铝水品位在99.70以上,炉内温度控制在720~750℃,铸机风压控制在0.4~0.6Mpa,铸造速率控制在1200转/分钟,水压控制在0.25~0.35 Mpa,铸造前,铸模、流槽等设备预热烘烤时间不低于20分钟(潮湿位置适当延长烘烤时间)。
确认人/ห้องสมุดไป่ตู้期:
所需记录确认
符合生产需要。
确认人/日期:
确认结论
符合生产需要。
批准人/日期:
再确认
记录
2010年度:
批准人/日期:
2011年度:
批准人/日期:
确认人/日期:
设备能力确认
混合炉型号CS119,频率50HZ,额定功率360kw,额定温度900℃,额定电压380±5V;20kg铝锭连续铸造机组,型号:S65300B,铸造能力10~16t/h,堆垛能力16 t/h,打捆能力16 t/h。
确认人/日期:
人员资格确认
熔铸工,在册21名,分别是:王玉强、张海洋、张锡周、韩玉冰、于冬刚、李明、张民、张涛、邵明、杨玉前、冯大山、刘崇亮、王圣梓、白坤、李勇、王红进、孙新利、刘学会、李长水、杨新国、范广彬。以上人员中技以上学历,劳动态度良好,积极肯干,每年都经过企业内部的岗位培训,具备在关键过程中的工作能力。
特定关键环节验证和确认记录

特定关键环节验证和确认记录
1. 引言
本文档旨在记录和确认项目执行过程中的特定关键环节验证情况。
通过对这些关键环节的验证和确认,可以确保项目的顺利进行,并最大程度地降低风险。
2. 验证和确认记录
2.1 环节一验证情况
- 验证人员:[填写验证人员名称]
- 验证日期:[填写验证日期]
- 验证结果:[填写验证结果,如验证通过、未通过等]
2.2 环节二验证情况
- 验证人员:[填写验证人员名称]
- 验证日期:[填写验证日期]
- 验证结果:[填写验证结果,如验证通过、未通过等]
2.3 环节三验证情况
- 验证人员:[填写验证人员名称]
- 验证日期:[填写验证日期]
- 验证结果:[填写验证结果,如验证通过、未通过等]
2.4 环节四验证情况
- 验证人员:[填写验证人员名称]
- 验证日期:[填写验证日期]
- 验证结果:[填写验证结果,如验证通过、未通过等]
3. 验证和确认结果总结
本次验证和确认过程中,所有特定关键环节均通过验证并获得确认。
根据这些验证结果,我们可以确认项目在关键环节上的合规性和可行性。
4. 签名
- 项目负责人:[填写项目负责人名称] - 日期:[填写日期]。
关键工序确认记录

工
序
确
认
记
录
湖南省微雅医疗器械有限公司
清洗工序验证记录
编号:QR-SJ-09-16
验证时间
2016。07。20
工序名称
清洗
验证产品名称及数量
钴铬烤瓷/色A3。5 数量:5颗
作业指导书编号
WY-12
设备状况
1、设备名称型号:超声波清洗机CD—3800(A)
2、设备编号:V007-20160701
2、涂OP 操作人员: 检验结论: 检验员:
3、上瓷 操作人员; 检验结论: 检验员:
4、烤瓷 操作人员; 检验结论: 检验员:
检验结论
通过以上产品的检验,无爆瓷现象,证明产品的清洗符合要求。
结论
操作人员、生产设备、使用的原材料及生产工艺满足产品生产的要求,产品质量符合产品技术要求。
参加确认人员签字:
3、设备性能:正常
确认人: 年 月 日金属来自洗材料温热自来水
确认人: 年 月 日
操作者
能 力
操作员冉红波经上岗培训合格
确认人: 年 月 日
仪 器
仪 表
无
确认人: 年 月 日
生产工艺
参数
清洗时间2 分钟
生产记录
产品名称:钴铬烤瓷 数量:5颗
1、放入超声波清洗机,清洗2 min后取出吹干 操作人员: 检验结论: 检验员:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油漆
培训合格上岗
合格
确认内容:
1)有无作业指导书。 ■有 □无
2)设备、工装是否通过验收检定。 ■通过 □没通过
3)是否规定并实施对设备、工装的保养和检查。 ■是 □否
4)过程的员工是否持证/培训上岗。 ■是 □否
5)现场观察、小样试验结果是否合格。 ■合格 □不合格
6)是否对过程参数进行监视并保持记录。 ■是 □否
关键过程确认记录
XZC/QR4.0-05 序号:
关键过程名称: 焊接过程
确认类别:□首次确认 ■再确认
再确认原因:■周期例行确认 □异常追确认
过程所使用的主要设备、工装
设备编号
设备名称
设备编号
设备名称
设备编号
设备名称
过程所使用的作业指导书
文件号
文件名称
文件号
6)是否对过程参数进行监视并保持记录。 ■是 □否
7)其他(如有可将相关内容附在此报告后)。
过程业绩评价
评价内容:
1)近期有无发生与本过程相关的重大顾客投诉或退货? □有 ■无
2)近期与本过程可能有关的返工返修情况? ■正常 □异常
3)近期有无与本过程有关的重大过程因素变更(人机料法环)? □有 ■无
关键过程名称:油漆过程
确认类别:□首次确认 ■再确认
再确认原因:■周期例行确认 □异常追加确认
确认主持人:
确认时间:
确认地点:车间
书面确认
过程所使用的主要设备、工装
设备编号
设备名称
设备编号
设备名称
设备编号
设备名称
过程所使用的作业指导书
文件号
文件名称
文件号
文件名称
过程所涉及的人员能力
姓名
岗位
能力证明资料
确认时间:
确认地点:车间
书面确认
过程所使用的主要设备、工装
设备编号
设备名称
设备编号
设备名称
设备编号
设备名称
过程所使用的作业指导书
文件号
文件名称
文件号
文件名称
过程所涉及的人员能力
姓名
岗位
能力证明资料
是否合格
装配
培训合格上岗
合格
确认内容:
1)有无作业指导书。 ■有 □无
2)设备、工装是否通过验收检定。 ■通过 □没通过
■ 过程能力满足要求。
□过程能力不满足要求。
□其他。
应采取措施:
无
确认参加人会签:
批准人签名/日期:
文件名称
过程所涉及的人员能力
姓名
岗位
能力证明资料
是否合格
焊接
培训合格上岗,焊工资格证号:
合格
确认内容:
1)有无作业指导书。 ■有 □无
2)设备、工装是否通过验收检定。 ■通过 □没通过
3)是否规定并实施对设备、工装的保养和检查。 ■是 □否
4)过程的员工是否持证/培训上岗。 ■是 □否
5)现场观察、小样试验结果是否合格。 ■合格 □不合格
7)其他(如有可将相关内容附在此报告后)。
过程业绩评价
评价内容:
1)近期有无发生与本过程相关的重大顾客投诉或退货? □有 ■无
2)近期与本过程可能有关的返工返修情况? ■正常 □异常
3)近期有无与本过程有关的重大过程因素变更(人机料法环)? □有 ■无
4)其他(如有可将相关内容附在此报告后)。
确认结论:
3)是否规定并实施对设备、工装的保养和检查。 ■是 □否
4)过程的员工是否持证/培训上岗。 ■是 □否
5)现场观察、小样试验结果是否合格。 ■合格 □不合格
6)是否对过程参数进行监视并保持记录。 ■是 □否
7)其他(如有可将相关内容附在此报告后)。
过程业绩评价
评价内容:
1)近期有无发生与本过程相关的重大顾客投诉或退货? □有 ■无
2)近期与本过程可能有关的返工返修情况? ■正常 □异常
3)近期有无与本过程有关的重大过程因素变更(人机料法环)? □有 ■无
4)其他(如有可将相关内容附在此报告后)。
确认结论:
■ 过程能力满足要求。
□过程能力不满足要求。
□其他。
应采取措施:
无
确认参加人会签:
批准人签名/日期:
关键过程确认记录
XZC/QR4.0-05 序号:
4)其他(如有可将相关内容附在此报告后)。
确认结论:
■ 过程能力满足要求。
□过程能力不满足要求。
□其他。
应采取措施:
无
确认参加人会签:
批准人签名/日期:
关键过程确认记录
XZC/QR4.0-05 序号:
关键过程名称: 装配过程
确认类别:□首次确认 ■再确认
再确认原因:■周期例行确认 □异常追加确认
确认主持人: