07火工矫正作业指导书
火焰矫正作业指导书

火焰矫正作业指导书1火焰矫正的基本参数火焰矫正基本参数主要有:加热温度、氧气与丙烷火焰燃烧比、加热速度、冷却速度和火焰能率等。
1.1火焰加热温度火焰矫正根据材质、板厚和加热方法等不同情况,选择不同的加热温度。
可分为低温加热、中温加热和高温加热。
1.1.1低温加热低温加热温度为500〜600°C。
适宜加热板厚小于6mm的钢板。
适宜含碳量大于0.25%的碳素钢和低合金高强度钢火焰矫正。
低温加热允许浇水(清水)冷却。
1.1.2中温加热中温加热温度为600〜700C,适宜加热板厚在6〜12mm的钢板。
对于含碳量大于0.35% 的碳素钢和低合金高强度钢加热温度要控制准确,应采用测温笔或测温仪器测量,不得超过723 Co1.1.3高温加热高温加热温度为723〜850C,适于大厚板加热,板厚在14〜16mm加热温度750〜800C,大于20mm厚板加热温度为850C。
含碳量大于0.35%钢和合金高强度钢不能采用高温加热矫正。
火焰矫正加热温度的控制。
对于低碳钢来说,由于加热温度范围较宽。
可近似地凭观察钢材的加热颜色估计加热温度。
1.2加热火焰氧与丙烷燃烧比氧与丙烷燃烧比是指混合气体内氧气体积与丙烷体积的比值a,根据a的大小,把氧丙烷焰分成三种:a=1〜1.2称中性焰,a> 1.2称氧化焰:a v 1为碳化焰。
对于厚度在10mm以下的钢板,采用氧化焰。
若使钢材均匀收缩,一般可采用中性焰。
中性焰适合矫正10〜30mm厚度的钢板。
对于厚度大于30mm以上的钢板,采用碳化焰缓慢加热,以便烤透钢板,避免钢材表面温度较高,而内部温度比较低的现象1.3火焰矫正的加热速度和冷却速度1.3.1火焰矫正加热速度板厚/mm1.3.2冷却速度火焰矫正的冷却速度有两种:一种是空冷(近似于热处理正火);二是喷水冷却(近似于淬火热处理)。
(1)空冷含碳量大于0.25%的钢或合金钢,如果加热超过723C以上,必须空冷。
(2)喷水冷却水冷用于低温矫正和中温矫正,对于含碳量小于0.25%的低碳钢高温矫正也可采用喷水冷却。
火校工艺

XXXX公司作业文件文件编号:版本号/修改次数:火校作业通用工艺受控状态:受控本发放序号:发布日期: 2010年4月22日实施日期:2010年4月29日火校作业指导书1、火校前的准备工作:1.1、火校前检查氧气、丙烷、工具、设备情况,选择合适的焊矩、焊嘴。
1.2、了解矫正件的材质及材质的力学性能、结构特性、刚性、技术条件及装配关系,找出变形原因。
1.3、用目测或直尺、粉线等测量变形尺寸,确定变形大小,并分析变形的类别。
1.4、确定加热位置和加热顺序,考虑是否需加外力,一般先矫正刚性大的方向和变形大的部位。
2、火校作业须知:2.1、确定加热范围、加热温度和深度。
一般对于变形大的构件,加热温度为600℃~800℃,焊接件的矫正加热温度为700℃~800℃。
实践中一般根据颜色来判断加热温度的高低:褐红色:580℃~650℃暗樱红色:650℃~730℃深樱红色:730℃~770℃樱红色:770℃~800℃2.2、检查校正质量,对未能达到质量要求的范围进行再次的火焰校正。
矫正量过大的应在反方向进行火焰校正,直至符合技术要求。
2.3、一般件经校正后不需退火处理,但对于专门技术规程的矫正件需作退火处理,以消除校正应力,焊接件的退火温度为650℃。
2.4、低合金钢在热矫正时,绝不允许为了加快冷却速度而使用冷水激冷。
3、产品火校方法: 3.1、H 型钢类火校3.1.1 H 型钢翼板倾斜度的校正(如图)采用火焰线状校正方法,火焰应调整为硬质火焰(氧化焰),校正部位离倾斜翼板下方20mm 处的腹板处(翼板上翘一侧),火焰温度为450~550℃,加热宽度为板厚的1~1.5倍,加热长度为H 型钢的长度。
3.1.2 H 型钢拱度的校正(如图)① H 型钢垂直方向弯曲度的校正(H 型钢上拱或下拱)采用火焰校正法,具体在凸处翼板侧面及相邻腹板处用三角形加热法进行,当腹板厚度小于10mm 时,用单面加热法(腹板单面);当腹板厚度≥10mm 时,可用双面加热(腹板)法进行。
火焰矫正作业指导书
火焰矫正作业指导书火焰矫正作业指导书1、火焰矫正的基本参数火焰矫正基本参数主要有:加热温度、氧气与丙烷火焰燃烧比、加热速度、冷却速度和火焰能率等。
1.1火焰加热温度火焰矫正根据材质、板厚和加热方法等不同情况,选择不同的加热温度。
可分为低温加热、中温加热和高温加热。
1.1.1低温加热低温加热温度为500~600℃。
适宜加热板厚小于6mm的钢板。
适宜含碳量大于0.25%的碳素钢和低合金高强度钢火焰矫正。
低温加热允许浇水(清水)冷却。
1.1.2中温加热中温加热温度为600~700℃,适宜加热板厚在6~12mm的钢板。
对于含碳量大于0.35%的碳素钢和低合金高强度钢加热温度要控制准确,应采用测温笔或测温仪器测量,不得超过723℃。
1.1.3高温加热高温加热温度为723~850℃,适于大厚板加热,板厚在14~16mm加热温度750~800℃,大于20mm厚板加热温度为850℃。
含碳量大于0.35%钢和合金高强度钢不能采用高温加热矫正。
火焰矫正加热温度的控制。
对于低碳钢来说,由于加热温度范围较宽。
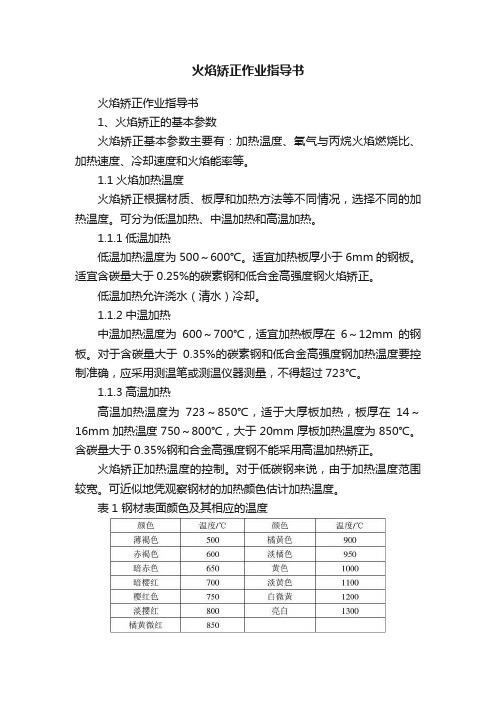
可近似地凭观察钢材的加热颜色估计加热温度。
表1 钢材表面颜色及其相应的温度1.2加热火焰氧与丙烷燃烧比氧与丙烷燃烧比是指混合气体内氧气体积与丙烷体积的比值a,根据a的大小,把氧丙烷焰分成三种:a=1~1.2称中性焰,a>1.2称氧化焰:a<1为碳化焰。
对于厚度在10mm以下的钢板,采用氧化焰。
若使钢材均匀收缩,一般可采用中性焰。
中性焰适合矫正10~30mm厚度的钢板。
对于厚度大于30mm以上的钢板,采用碳化焰缓慢加热,以便烤透钢板,避免钢材表面温度较高,而内部温度比较低的现象。
1.3火焰矫正的加热速度和冷却速度1.3.1火焰矫正加热速度板厚/mm表2火焰矫正加热速度与板厚关系1.3.2冷却速度火焰矫正的冷却速度有两种:一种是空冷(近似于热处理正火);二是喷水冷却(近似于淬火热处理)。
(1)空冷含碳量大于0.25%的钢或合金钢,如果加热超过723℃以上,必须空冷。
火工矫正工艺

火工矫正工艺1.范围本工艺规定了火工矫正工艺的准备工作、工艺要求、矫正后的检查。
本工艺适用于低碳钢、低合金钢材料的板架、T型构件的矫正。
2.矫正前的准备2.1 焊接成的T型、I型构件和基座等的矫正工作应在其上船安装之前进行;2.2 分段(刚性不足者除外)或总段的变形,应在离胎架前进行矫正。
矫正前,其内部结构的装配和焊接工作必须全部完成;2.3 仅作定位焊或尚未施行封底焊的结构,不得进行火工矫正;2.4 矫正刚性不足的单个结构时,必须注意作临时性加强;2.5 矫正前,要考虑工件原来的加工状态。
冷加工板内部存在压应力。
矫正冷加工板时的收缩量一般小于热加工板;2.6 当工作环境气温低于-10o C时应停止矫正操作;在夏日进行的矫正时,应考虑到日照对变形的影响。
3.一般要求3.1 火焰矫正时,通常采用中性焰,如果加热深度要求小时,可用氧化焰。
3.2 火焰矫正的加热方法及适用范围见表1:表1 火焰矫正的加热方法及适用范围3.3 根据结构材料性能、变形情况及技术要求,选择合理的矫正方案和矫正参数。
不宜在结构上形成很大的封闭式加热圈(如“井”字型、“回”字型和“目”字型);3.4 为了避免因局部加热而引起立体分段或全船的总变形,矫正操作应尽可能对称于船体中线面和剖面中轴同时进行;在高度方向上则应自上而下进行;3.5 在矫正几幅毗邻并列的变形时,应间隔一幅(俗称“跳格”)进行。
这样,间隔幅度内的3.6 在矫正具有开孔或自由边缘的板架结构时,应先矫正板架的变形,后矫正开孔或自由边缘的变形;3.7当矫正厚板的加热速度较慢时,应不断摆动加热嘴,变动火焰位置,同时氧气压力不宜太高;3.8当矫正厚度小于5mm的薄板时,若需敲击,则应用木槌,且用力不能过猛;3.9在焊缝上不可直接加热和进行敲击。
在焊缝热影响区(距焊缝约30~50mm范围内),应尽量避免敲击。
若必须敲击时,应在焊缝位置垫以带槽平锤;3.10矫正时,用锤敲击的速度应随温度的减低而减缓,敲击位置也逐渐由加热区的外援移至中心。
火攻矫正工艺-中英文

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载火攻矫正工艺-中英文地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容1 火工矫正的目的 Purposes火工校正主要是用来消除钢板扎制、热切割、焊接产生的残余应力和变形。
在焊接钢结构制造中最主要是用来对焊接变形的校正。
Distortion correction by flame is mainly used for eliminating the resident strength and distortion from plates rolling, heat cutting and welding. In welding steel structures this process mainly applies for the correction of welding distortion.2 火工校正的原理 Principle火焰矫正是利用金属热胀冷缩的物理特性,采用火焰局部加热金属,热膨胀部分受周围冷金属的制约,不能自由变形,而产生压塑性变形,冷却后压塑性变形残留下来,引起局部收缩,即在被加热处产生积聚力,使金属构件变形获得矫正。
Flame correction is based on the characteristic of steel expanding with heat and contracting with cold. After partial heating of the steel, the pressing distortion coming from pressure of heated parts will contract when cooling down, creating strength in pre-heated place, so as to correct the distorted metals.3 焊接变形的种类 Distortion Groups3.1 纵向收缩变形 Longitudinal Contract Distortion构件焊后在焊缝方向产生收缩。
火工校正规程

1范围scope本文件规定了钢质船舶建造过程中火工矫正的基本技术,本文件适用于一般强度船用结构钢和高强度船用结构钢The guideline covers requirements for fairing with heating process and is intended to be used for normal tensile strength steel and high tensile strength steel.2 职责Responsibility2.1 从事火工矫正的工人在操作前必须经过系统的培训,掌握火工矫正的操作要领。
The worker employed for fairing with heating process must systemic trained and completely understand the key points of this process.2.2 操作时必须认真调节火焰,严格控制加热温度,防止母材表面过烧。
The flame to be adjusted carefully and heating temperature controlled strictly to avoid the over heating on steel surface.3 施工前准备preparation3.1 施工者在施工前应准备好加热工具,冷却工具和护具等。
Equipment for heating and cooling as well as personal safety equipment to be prepared and confirmed at working condition before the work started.3.2 施工者在施工前应明确矫正点。
Operator should aware the zone to be faired before starting the fairing.3.3 施工者在施工前应了解施工处的情况,防止积水或流水污染已做好的边缘准备。
15火焰矫正作业指导书5-32

1目的规范火焰矫正工艺,消除焊接变形并控制火焰加热对金属力学性能的影响。
2火焰矫正原理火焰矫正就是用火焰对金属局部进行加热,使其产生压缩塑性变形,冷却后该区域金属发生收缩,利用此收缩产生的变形来达到矫正的目的。
3设备和参数选择火焰矫正通常采用气焊设备。
焊炬按机械工业标准JB1059-80相应于不同的焊嘴孔径、氧气工作压力和焊炬长度有不同的型号,如H02-1、H01-6、H01-12和H01-20等。
火焰矫正可采用大型号的焊炬,也可以采用专用的火焰加热器,有较大的气体消耗量,加热数度快。
燃烧的火焰可根据氧和乙炔的混合比可分为:中性焰、氧化焰和碳化焰。
中性焰氧气与乙炔的混合比为1.1~1.2;氧化焰氧与乙炔混合比值>1.2,氧气过剩。
碳化焰氧与乙炔的混合比值<1.1,乙炔不能完全燃烧。
火焰矫正选择火焰种类是根据氧与乙炔的混合比对火焰燃烧温度的关系来确定的。
氧与乙炔的混合比为1时,当比值稍有波动时,火焰温度变化很大,而当比值在1~1.5之间时,比值的波动对火焰温度的影响很小。
因此火焰矫正选用氧-乙炔混合比为1:1.05~1:1.25之间的中性焰或氧化焰比较合适。
火焰矫正应避免采用碳化焰,除火焰温度不稳定的原因外,还因为过量的乙炔分解为游离状态的碳和氢,如加热速度较慢,被加热的高温金属有渗碳作用。
矫正的辅助工具还有千斤顶和自制工装。
4适用范围火焰矫正在塔架生产中主要用于矫正轻微的法兰内外翻矫正、筒体变形矫正、法兰变形矫正和法兰平面度矫正。
当实际值和要求值差别较大,火焰矫正不能轻易达到要求时,应当实施其他措施;比如:将法兰刨下重新焊接。
所有作用于法兰的火焰矫正,必须经公司技术总负责人同意。
5热矫正温度以下为火焰矫正时的加热温度(材质为低碳钢)低温矫正 500度~600度冷却方式:空气中温矫正 600度~700度冷却方式:空气高温矫正 700度~800度冷却方式:空气注意事项:火焰矫正时加热温度不宜过高,过高会引起金属变脆、影响冲击韧性。
火工矫正工艺

YXQB/YX42-003-2003 火工矫正通用工艺2003-10-18发布 2003-12-02实施发布目录1. 适用范围-----------------------------------------------------------32. 矫正前工作状态的要求-----------------------------------------33. 典型特征的火工矫正工艺--------------------------------------34. 火工矫正的一般工艺要求--------------------------------------3火工矫正通用工艺1.适用范围本标准适用于各类钢质海船的拼板、部件装配、分段装配、总段组装、船台合拢等焊后变形矫正。
2.矫正前工作状态的要求2.1 焊接成“T”型、“I”型结构部件的矫正工作,应在其上胎安装前进行。
2.2 分段或总段的变形,应在离胎前进行矫正。
矫正前,其内部结构的装配和焊接工作必须结束。
2.3 仅作定位焊或尚未施行封底焊的结构,不得进行火工矫正。
2.4 矫正刚性不足的结构时,必须注意作临时加强。
3.典型特征的火工矫正工艺3.1 板架的起伏波浪变形的矫正首先应在凹入面两侧的骨架背部加热,待尚未完全矫平时,即可在凸出面的骨架背部之间,船用长条形或其他形式的加热法矫正。
3.2 同一板格中凹凸变形的矫正先在骨架背面采用单或双线加热,温度不宜过高,然后在凹凸交正界处采用长条形法,短条形法中短直形或十字形加热进行矫正。
3.3 板架边缘失稳变形的矫正先采用长条形加热法矫正靠近变形部位的一段骨架处的起伏波浪变形和“瘦马”变形,再采用三角形加热法矫正板架自由边缘失稳变形。
3.4 拼板对接缝起折变形的矫正先用短条法矫正纵向弯曲,再用长条形火工矫正法在焊缝两边加热矫正起折变形。
4.火工矫正的一般工艺要求4.1 根据结构材料性能,变形情况及技术要求,选择合理的矫正方案和矫正参数。
(工艺技术)船体火工矫正工艺
船体火工矫正工艺1总则1.1本工艺适用于修船中焊接过程所产生的应力与变形,或由于海损局部变形;而无须进行挖补修理时可采用火矫正的方法进行修复。
1.2火工矫正即对钢板及构件进行局部加热,对弯曲或凹凸变形的部位的有限区域进行加热与冷却,产生收缩来调整构件的平直度及光顺度。
1.3本工艺也适用于造船中部件的合拢及分段合拢中的分段矫正及船台合拢后的局部矫正工作。
2火工矫正常用基本方法及技术要求。
2.1长条形加热法。
2.1.1用于钢板变形区,用氧乙炔作直线或曲线形状的加热带,施于骨架背面或骨架背面的两侧。
2.1.2对于厚度大于6mm以上的钢板加热带要尽量靠近骨架。
2.1.3 加热温度常用70S 80OC,最高85O C。
对板厚2〜4mm薄板,加热温度不大于700 C为宜。
2.1.4 长条也可烧成口字形或〜〜形。
根据变形部位及变形特点灵活掌握。
2.2短条形加热法。
2.2.1 加热线施于变形凸起的一面。
2.2.2 加热温度常用7OC〜8003,最高85O C。
对板厚2〜4mm薄板,加热温度不大于700 C 为宜。
2.2.3 矫正变形时由近骨架处问中部变形大处移动,加热温度则由外向里渐增。
2.2.4 矫正焊缝变形时,宜成交角以改善应力分布、a =35°〜40°。
2.2.5 适用于板厚为2〜6mm钢板及T型构件。
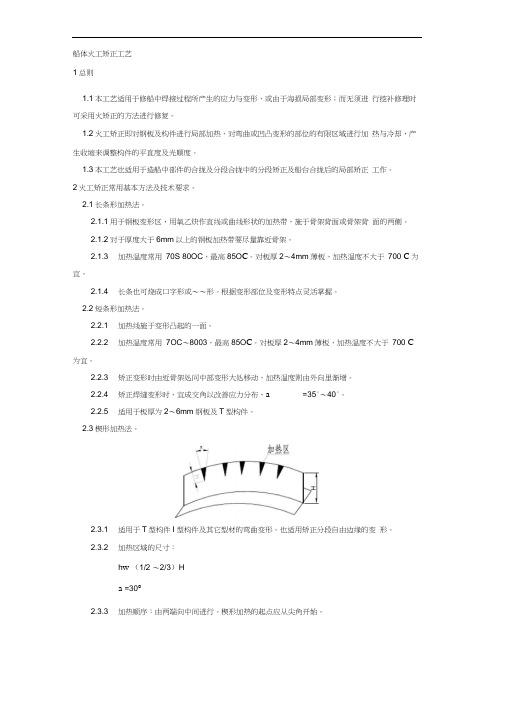
2.3楔形加热法。
2.3.1 适用于T型构件I型构件及其它型材的弯曲变形。
也适用矫正分段自由边缘的变形。
2.3.2 加热区域的尺寸:h w (1/2 〜2/3)Ha =30°2.3.3 加热顺序:由两端向中间进行。
楔形加热的起点应从尖角开始。
2.3.4 加热要充分,保证使整个厚度烧透。
加热温度:常为以免造成平面内的弯曲。
2.3.5 第二次加热需待第一次冷却后进行。
2.3.6 矫正较大的变形时,可用锤击或兼施外加压力。
3修造船中常用的几种典型矫正工艺。
3.1 T型构件的矫正。
3.1.1对各种焊接后T型材的弯曲变形采用矫正方法:a. 面板凹入纵向弯曲。
火花机作业指导书.doc
火花机作业指导书2009年07月11日1:目的通过此作业指导书,更好的控制本公司模具的放电加工及质量和效率.2:范围火花机加工组.3定义(无)4职责:4. 1火花机组组长,负责木作业职业指导书的执行,,承担所有的责任及管理.5:内容5. 1工作链接.5. 1. 1有木组组长安排工作.5. 1. 2各工作人员按放电《加工图>>加工.5. 1. 3有工作难点时,向本组组长反应,并要求解决或直接向制模组要求解决,但事后要向本组组长反馈.5. 2安全事项:5. 2. 1机台上除正在加工的工件外,不能有其他零件或杂物.5. 2. 2在搬运利刃或较重的工件时,必须戴手套.5. 2. 3工件在摆放时,必须有力的重力支撑面,不能和互依靠.5. 2. 4因加工所需工作台的移动时,不能超出机床的重心区,防止倾倒.5. 2. 5敲打工件打时,冲针采用铜制的物体给力,禁用热处理过的物品,如顶针和边针等.5. 2. 6使用吊环时,要检查吊环是否受损,或已被扭曲,否则不能使用,并将吊环旋转到底.5. 2. 7在装卸工件时,要在工件的下方用物体垫底,以防工件下掉时伤到手脚.5. 2. 8不能在已悬吊在空中的工作下方作业,其他人员耍远离,并保持一定的安全距离.5. 2. 9当起重车吊物运行时,所经过的路线上的人员要远离.并保持一定的安全距离.5.2.10所用吊绳(纲丝绳\布带\吊链等)的起吊力要大于工作的重量,并随时检查是否有老化,螺扣是否提紧.5. 3工作指导5. 3.1工件在加工前,必须认真的读懂图纸,并核对还工件的模号零件编号及材料.5.3.2 1件基准::5. 3. 2. 1本公司是按散件图或《加工图>>来加工,不需要调整和反转方向,5.3.3 1件零件:5. 3. 3. 1先按《加工图>>来选定工件的零位.5. 3. 3. 2任何工件在分中取零位时,首选四面分中.5. 3. 3. 3分屮前,将铜公和工件用来取数的部位去清毛刺保持光滑平整.5. 3. 3. 4分屮完成后,耍进行重复分中检查,.5. 3.3.5当XY轴都移至・丁件的零件时,必须先在机床上保存,并做记忆处理.5. 3. 3. 6当加工员要离开机床或较长时间不使用机床时,必须将工件移至零位,并锁紧机床各轴.5. 3. 3. 7在长时间加工时,锁紧机床二轴.5. 3. 4铜公的保管:5. 3. 4. 1铜公在使用前或使用后,都必须以同样的方式进行保管.5. 3. 4. 2铜公与铜公Z间不能重叠摆放.5. 3. 4. 3必须放在工具架上,不能放在办公台上或地面上,或待加工的工件上,或机床任何部位.5. 3.4.4将使用前和使用后的铜公分开区域,并以每套模具编号为单位,进行分类摆放.5. 3.4. 5使用后的铜公在木组的摆放不超过15天,到期前立即移交给仓库.5. 3. 4. 6铜公到木纽后,所有损坏或遗失由木组负责.5. 3. 4. 7每次加工完,第一时间将铜公取下,并将铜公与夹具分开,将铜公放到指定位置.5.3.5铜公的装夹:5. 3. 5. 1所有铜公都要用夹具装紧后方可上机床,不能采用胶水等方式來固定工件.5. 3. 5. 2当铜公的最大边超过150mni,必须有两个以上的收紧点.5. 3. 5. 3当铜公的长和宽都超过150mm,必须有四个以上收紧点.5. 3. 5. 4在装卸超重铜公时,必须在机头的止下方纸皮或布,以防铜公下掉被损坏.5. 3.5. 5检查铜公是否导电.5.3.6 1件装夹:5. 3.6. 1检查T件是否被磁盘吸紧.5. 3.6. 2除磁盘外,工件必须使用夹具或压板等方式来装紧,不能以用胶水等方式来固定工件.5. 3.6. 3尽可能码出排水孔,但不能自行加孔.5.3.7冲水及排气方式:5. 3. 7. 1铜公加丁而大的必须在铜公上钻孔排气,钻孔位置由制模组来确定,(特别提示:钻孔位要省平,并交制模组长审核后方可使用)5. 3. 7. 2工件上的孔只能在排渣时使用,在加工时必须密封,以防真空或在没有油做介质下加工而使加工失效,或严重损公,或积碳.5. 3. 7. 3尽可能使工件的加工部位在汕的液面下.5. 3. 7. 4使油的流动有方向性,能带走碳渣,也能对铜公降温.5.3.8 51程控制:5. 3. 8. 1在加工前,必须对各工件各铜公进行清理,不能有任何朵渣.5. 3. 5. 2在机床的机箱内和工件上,不能有其他朵物,如布碎\纸皮\工具等. 5. 3. 8. 3在较大面积加工时,要分期对铜公的零位进行觅复检查,以防偏移. 5. 3. 8.4每个工件都应分段加工,但分得不能太多,要以质量和效率综合选择加工方法.5. 3. 8. 5骨位铜公加工时,放电时间不能太长,机头运动不能大,否则会造成面铜公变形.5. 3. 8. 6学会听正常放电加工声音,随时根据放电声音进行估计,是否在正常放电,以便调整机床参数.5. 3. 8. 7在加工屮,当周边都有加工到时,先仲起机头,用卡尺检查坐标是否正确.5. 3. 8. 8在加工中,该加工件的电蚀加工图放在机床的上面(位置要统一)5. 4火花机汕:5. 4. 1当工件加工完成后,正下载时,必须在机床内排尽火花机汕.5. 4. 2每次打开机箱时,必须排除掉机箱内的火花机油,不能随箱体带到机床的外部来.5. 4. 3定期对加工油及过滤网进行更换.5. 5机床保养:5. 5. 1机床的保养由本组所指定的责任人负责,按本公司的〈〈机床保养记录表>> 执行.6. 0.相关程序文件及作业指导书.。
07火工矫正作业指导书
火工矫正作业指导书1目的保证火工矫正顺利进行,确保钢结构变形在公差范围内。
2范围本文件规定了钢质船舶建造过程中火工矫正的基本技术,本文件适用于一般强度船用结构钢和高强度船用结构钢。
3定义3.1火工矫正:乂称火焰矫正,它是利用气体火焰对金属结构进行局部加热,使金属结构内产生压缩塑性变形去矫正结构中己产生的各种焊接变形。
3.2包凸:结构在内力或外力作用下(或共同作用)所产生的凸凹不平。
3.3 “瘦马”变形:也称结构角变形。
即,采用大量筋板的结构在焊后产生的类似波浪形的变形。
3.4焰心距离:从火焰的白亮点到钢板表面的距离。
4职责4.1从事火工矫正的工人在操作前必须经过系统的培训,掌握火工矫正的操作要领。
4.2操作时必须严格控制火焰温度,防止损伤母材表面。
5施工前准备5.1施工者在施工前应准备好加热工具,冷却工具和护具等。
5.2施工者在施工前应明确矫正点。
5.3施工者在施工前应了解施工处的情况,防止积水或流水污染己做好的边缘准备。
6作业流程图7主船体的火工矫正7.1平面组立过程中的火工矫正7. 1.1 T型材变形的火工矫正1)T型材横向弯曲变形的矫正T型材横向弯曲变形的矫正,应首先从弯曲的端部开始,一般先在腹板凸侧进行线加热,然后在面板凸侧进行三角形加热,稍后一些再浇冷却水。
若腹板较厚,则在腹板上进行带状加热;腹板较薄,则腹板不需加热。
三角形加热应从面板宽度1/2处开始,加热线宽度20-30mm, 三角形顶角度300,间距500-600mm o 具体见图1。
20-30500-6002)T型材纵向弯曲变形的矫正T型材纵向弯曲变形可分为两种情况,一种是腹板外凸的弯曲变形,一种是腹板内凹的弯曲变形,这两种变形方式分别按下述方法矫正:一一腹板外凸的弯曲变形矫正:首先从弯曲变形小的地方开始,其矫正方法从腹板2/3处开始,由里向外用三角形加热法加热,稍后一些浇冷却水,按着用带状加热面板。
对于具有焊接肘板的T型材,则三角形加热的位置应分布在肘板装焊的位置,具体见图2。
火工矫正通用工艺

火工矫正通用工艺1.2.11当矫正厚板的加热速度较慢时,应不断摆动加热嘴,变动火焰位置,同时氧气压力不宜太高;1.2.12当矫正厚度小于5mm的薄板时,若需敲击则应采用木锤,且用力不可过猛;1.2.13在焊缝上不可直接加热和进行敲击,在焊缝热影响区(距焊缝约30~50mm 范围内)也尽量避免敲击,若必须敲击时应在焊缝位置垫以带槽平锤;1.2.14矫正时,用锤敲击的速度应随温度的减低而减缓,敲击位置也逐渐由加热区的外缘移向中心,对钢材而言,在加热区呈暗红色(约550~600℃)起至手触钢板表面无剧烫感(约250~300℃)这段温度范围内,属于所谓“脆性区”应暂停敲击;1.2.15当矫正变形需要重复加热或多次加热时,下次加热应在上次加热完全冷却后进行,低碳钢的重复加热次数不宜超过5次;1.2.16经矫正的结构,应力求表面光滑平顺,在进行敲击之处,不得留有凹凸不平或残留的局部变形以及明显的锤印。
1.3几种典型特征的火工矫正1.3.1板架的“瘦马”变形此种变形采用长条形火工矫正法,变形若较严重则采用双条,若变形较小,只需采用单条直接施于骨材背部的中心,但加热温度不宜过高,约在700左右℃;1.3.2波浪变形第一阶段在位置①处用长条形加热法进行“背烧”第二阶段在位置②处用长条法、短条法或十字形进行加热,当变形不能完全矫正时,再加热位置③直至矫正为止;1.3.3失稳变形先矫正开孔附近的板和扶强材的变形,再根据变形情况用短条或楔形法按图示程序进行加热矫正,必要时可辅以锤击;1.3.4对接焊缝的起折变形当焊缝成一直线时,用长条形水火矫正法在焊缝两边加热,见图(a)当焊缝有纵向变形时,应先用短条法矫正纵向弯曲,如图(b),后再用长条形法矫正起折变形1.3.5型材弯曲1.3.5.1横向弯曲先用短条法在腹板上凸起的一面加热,再用短条楔形法加热面板凸弯的一边,当变形较大时可辅以外力工具;1.3.5.2纵向弯曲对图(a)自腹板高度2/3处开始向下用短条或楔形法加热;对图(b)先自腹板高度1/2处用楔形法向上加热,接着在面板的同一位置用宽条沿全宽度内加热,并且要求烧透;要求:加热的次序应从弯曲较小的部位开始,面板加热位置必须与腹板加热位置对准。
钢板校正火工安全技术操作规程范本(2篇)

钢板校正火工安全技术操作规程范本一、目的和适用范围本规程旨在规范钢板校正操作的火工安全技术要求,确保操作人员的人身安全和设备设施的安全稳定,适用于钢板校正施工过程中的火工安全管理。
二、术语和定义1. 钢板校正:指对于扭曲、弯曲、变形等问题出现的钢板进行修复、调整和恢复变形之前的操作。
2. 火工安全:指针对火灾、爆炸等危险因素进行预防和控制的技术措施和管理方法。
3. 操作人员:指进行钢板校正作业的工作人员。
三、工作前准备1. 操作人员应熟悉操作规程和施工图纸,了解钢板校正的具体要求。
2. 操作人员应穿戴符合安全要求的工作服、安全帽、防护手套等个人防护装备。
3. 校正设备和工具应经过检验合格,并确保其正常工作状态。
4. 在施工现场设立安全警示标识,明确禁止非操作人员进入施工区域。
四、钢板校正操作流程1. 校正前检查:a. 检查校正设备的稳定性和安全性,确保无异常状况。
b. 检查钢板的表面状况和强度,排除存在可燃物或损伤的钢板。
2. 校正操作:a. 使用合适的校正设备,按照施工图纸要求进行操作。
b. 操作过程中,确保校正设备与钢板之间的接触牢固,并进行适当的调整和修正。
c. 校正力度和速度应逐渐增加,避免突然施加过大力量导致钢板破裂或疲劳损伤。
3. 校正后检查:a. 完成校正后,对校正设备和钢板进行检查,确认无异常情况后方可移动设备和工具。
b. 对校正后的钢板进行表面检查,确保无损伤或变形。
五、火工安全措施1. 操作人员应严禁吸烟、使用明火或进行其他可能引发火灾的行为。
2. 施工现场应保持整洁,及时清理漏油、漏气等可能导致火灾的物质。
3. 操作人员应定期进行火灾防护培训,掌握灭火器材的正确使用方法。
4. 施工现场应配备足够数量的灭火器材,并进行定期维护和检修。
六、应急措施1. 在校正过程中,一旦发现异常情况,应立即停止操作并向现场负责人报告。
2. 发生火灾、爆炸等紧急情况时,操作人员应立即采取逃生措施,报警并组织灭火。
火攻矫正工艺-中英文

⽕攻矫正⼯艺-中英⽂1 ⽕⼯矫正的⽬的Purposes⽕⼯校正主要是⽤来消除钢板扎制、热切割、焊接产⽣的残余应⼒和变形。
在焊接钢结构制造中最主要是⽤来对焊接变形的校正。
Distortion correction by flame is mainly used for eliminating the resident strength and distortion from plates rolling, heat cutting and welding. In welding steel structures this process mainly applies for the correction of welding distortion.2 ⽕⼯校正的原理Principle⽕焰矫正是利⽤⾦属热胀冷缩的物理特性,采⽤⽕焰局部加热⾦属,热膨胀部分受周围冷⾦属的制约,不能⾃由变形,⽽产⽣压塑性变形,冷却后压塑性变形残留下来,引起局部收缩,即在被加热处产⽣积聚⼒,使⾦属构件变形获得矫正。
Flame correction is based on the characteristic of steel expanding with heat and contracting with cold. After partial heating of the steel, the pressing distortion coming from pressure of heated parts will contract when cooling down, creating strength in pre-heated place, so as to correct the distorted metals.3 焊接变形的种类Distortion Groups3.1 纵向收缩变形Longitudinal Contract Distortion构件焊后在焊缝⽅向产⽣收缩。
火工矫正

1.总则1.1 《十字柱火工矫正方法》由浙江精工钢结构有限公司总师办(以下简称精工)为指导工人对十字柱火工矫正而编制的。
1.2 本工艺适合于十字柱及其它一些构件火工矫正。
1.3 工厂在对十字柱进行火工矫正时应按本工艺执行。
1.4本工艺未明确规定的而部门之间又有争议的应按现有的国家技术规范与标准执行。
2.规范与标准2.1 GB50205-2001 《钢结构工程施工及验收规范》2.2 JGJ81-2002 《建筑钢结构焊接技术规程》3. 内容3.1火工矫正就是通过火焰加热作用,使钢材较段短部分的纤维伸长;或使较长部分的纤维缩短,最后迫使钢材反变形,以使构件达到平直及一定几何形状要求,并符合技术标准的工艺方法。
3.2火工矫正的原理是利用钢材的塑性、热胀冷缩的特性,以外力或内应力作用迫使钢材的反变形,消除钢材的弯曲、1翘曲、凹凸不平等缺陷,以达到矫正之目的。
3.3火工矫正的主要形式有:校直:消除材料或构件的弯曲;校平:消除材料或构件的翘曲或凹凸不平;矫形:对构件的一定几何形状进行整形。
3.4火工矫正常用的加热方法有点状加热、线状加热和三角形加热三种。
点状加热根据结构特点和变形情况,可加热一点或数点。
线状加热时,火焰沿直线移动或同时在宽度方向作横向摆动,宽度一般约为钢材厚度的0.5~2倍,多用于变形较大或钢性较大的结构。
三角形加热的收缩量较大,常用于矫正厚度较大、钢性较强的构件的弯曲变形。
在十字柱的矫正中常用的是三角形加热和线状加热。
3.5温度控制:低碳钢和普通低合金钢的热矫正加热温度一般为600~900℃,800~900℃是热塑性变形的理想温度,但不得超过900℃。
如加热温度再高,会使钢材内部组织发生变化,晶粒长大,材质变差。
普通低合金结构钢在加热矫正后应缓慢冷却,严禁使用水冷。
具体温度的控制通过钢材表面呈现的颜色来判断。
详见表3.1:3.6火焰矫正用工具。
火焰矫正用烤枪的技术性能,见表3.2。
3.7三种火焰的最高温度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T型材角变形通常采用背烧带状加热法,对于中等厚度的板,其加热位置应离焊缝5mm,对于薄板,其加热位置应在腹板中心,具体见图4。
图4
7.1.2角钢变形的火工矫正
1)角钢内凹弯曲变形的矫正
首先从弯曲的端部开始,对角钢腹板凸处进行线状加热,紧跟着进行水冷;然后对角钢面板进行三角形加热,加热部分充分加热后稍微停一会再进行水冷,加热三角形的底边应位于角钢筋处,三角形高等于1/3的角钢边长,具体参见图5。
火工矫正作业指导书
编写
审核
批准
1目的
保证火工矫正顺利进行,确保钢结构变形在公差范围内。
2范围
本文件规定了钢质船舶建造过程中火工矫正的基本技术,本文件适用于一般强度船用结构钢和高强度船用结构钢。
3定义
3.1火工矫正:又称火焰矫正,它是利用气体火焰对金属结构进行局部加热,使金属结构内产生压缩塑性变形去矫正结构中已产生的各种焊接变形。
3.2包凸:结构在内力或外力作用下(或共同作用)所产生的凸凹不平。
3.3“瘦马”变形:也称结构角变形。即,采用大量筋板的结焰心距离:从火焰的白亮点到钢板表面的距离。
4职责
4.1从事火工矫正的工人在操作前必须经过系统的培训,掌握火工矫正的操作要领。
4.2操作时必须严格控制火焰温度,防止损伤母材表面。
5施工前准备
5.1施工者在施工前应准备好加热工具,冷却工具和护具等。
5.2施工者在施工前应明确矫正点。
5.3施工者在施工前应了解施工处的情况,防止积水或流水污染已做好的边缘准备。
6作业流程图
7主船体的火工矫正
7.1平面组立过程中的火工矫正
7.1.1T型材变形的火工矫正
1)T型材横向弯曲变形的矫正
T型材横向弯曲变形的矫正,应首先从弯曲的端部开始,一般先在腹板凸侧进行线加热,然后在面板凸侧进行三角形加热,稍后一些再浇冷却水。若腹板较厚,则在腹板上进行带状加热;腹板较薄,则腹板不需加热。三角形加热应从面板宽度1/2处开始,加热线宽度20-30mm,三角形顶角度300,间距500-600mm。具体见图1。
图 5
2)角钢外凸弯曲变形的矫正
首先从弯曲的端部开始,对角钢腹板凸处进行线状加热;紧跟着进行水
冷,然后对角钢面板进行三角形加热,三角形的底线在角钢的外边上,三
角形高等于2/3的角钢边长,具体参见图6。
图 6
7.1.3零部件组立变形的矫正
结构安装的加强筋在焊后产生的“瘦马变形”,在平面必须予以矫正,按如下方法:先将构件吊翻身,使其结构面朝下,在构件面上用粉笔、直尺划出加热线位置。当构件较厚时,采用双条加热法,当构件较薄时,可采用单条加热法,加热后一般不需要水冷,加热位置参见图4,加热顺序参见图7。
1)对变形较少的结构,按图9所示的部位在非结构面凹下处进行线加热,若加热后仍有变形,可二次加热矫正。
图 9
2)若用上述方法火工矫正后仍有变形,则可采用矩形加热法或矩形带状加热法,具体见图10。
图 10
7.2.3板格结构包凸的矫正
1)若干板格的波浪变形矫正
——当板厚大于等于10mm,加热应在非结构面一侧进行,加热位置可选在下凹处一侧,距离填角焊缝5mm处,或在上凸处一侧,距离结构100~150mm。矫正应先在下凹处一侧进行。矫正顺序之间间隔一个板格进行,如图11①~④的顺序。如果经带状加热后仍有残变形,则在上凸处按①~④的顺序再进行加热。加热后立即用木锤或铁锤敲击加热带周围,然后,再锤击加热处,锤击处与火焰的距离应大于300mm。如果上凸的挠度很大,则应采用如图12所示的封闭环形线状加热。
——对于上层建筑的薄板,加热方法参见6.2.2
图11图12
2)一个板格内波浪变形的矫正
对一个板格内波浪变形的矫正可分两个阶段进行:
第一阶段:在非结构面波浪下凹处进行线加热,加热位置离焊脚5mm。
第二阶段:在非结构面波浪上凸处进行线加热,加热方法有如下几种:
——垂直向加热法:如图13所示,以凸部与凹部的交界为加热线起点,加热线与板格的长边垂直。如果不能矫正,则继续向中间加热,加热线的数量根据变形的状态决定。
图 13
——网格状加热法:如图14所示,从凸部与凹部交界为加热线的起点,逐渐向内呈网格状加热。
图14
——放射型加热法:从凸部的中央向各个方向进行短线加热,加热线长度为100~150mm,如果第一次加热①~⑧还未清除凸度变形,那么可进行第二次加热⑨~16 具体参见图15。
图 15
7.3合拢过程中的火工矫正
图1
2)T型材纵向弯曲变形的矫正
T型材纵向弯曲变形可分为两种情况,一种是腹板外凸的弯曲变形,一种是腹板内凹的弯曲变形,这两种变形方式分别按下述方法矫正:
——腹板外凸的弯曲变形矫正:首先从弯曲变形小的地方开始,其矫正方法从腹板2/3处开始,由里向外用三角形加热法加热,稍后一些浇冷却水,按着用带状加热面板。对于具有焊接肘板的T型材,则三角形加热的位置应分布在肘板装焊的位置,具体见图2。
7.3.1“瘦马变形”的矫正按7.2.1的要求进行。
7.3.2波浪变形及包凸的矫正按7.2.2和7.2.3的要求进行。
7.3.3合拢缝的矫正
合拢缝内凹角变形的矫正应先从填角焊端部外侧①开始,加热速度为100mm/min,加热嘴流量为1500L/h,热量传到板厚的2/3。接着在焊缝两边②的位置上加热,不加热侧的表面温度应呈暗樱红色(约7000°C)。如果上述措施不能完全矫正好,再在③处进行一次线加热。②和③之间的距离约为20~30mm,具体见图17。
不带焊接肘板的T型材矫正带焊接肘板的T型材矫正
图2
——腹板内凹的弯曲变形矫正:先从腹板h/2开始由外向里用三角形加热法加热,稍
后浇冷却水,接着用带状加热法加热面板,带状间应相互平行,带状宽度为30-40mm,间距为500-600mm,具体见图3。
图3
3)T型材双向弯曲变形的矫正
如果T型材既有纵向弯曲变形,又有横向弯曲变形,则应首先按上述方法先矫正横向弯曲变形,然后矫正纵向弯曲变形。
图7
注:顺序中②④⑥⑧⑩所示部位的加热速度要比①③⑤⑦⑨快
7.2分段建造过程的火工矫正
7.2.1“瘦马变形”的矫正
平台、甲板、内底板、外底板、外板、斜板及纵、横舱壁的“瘦马变形”在分段下胎前必须予以的矫正,矫正方法如图8。
图 8
7.2.2波浪变形和包凸的矫正
薄板板架结构焊后易产生波浪变形和包凸,其矫正方法如下: