经典模具二次顶出结构
二次顶出机构(图文教程,经典案例)
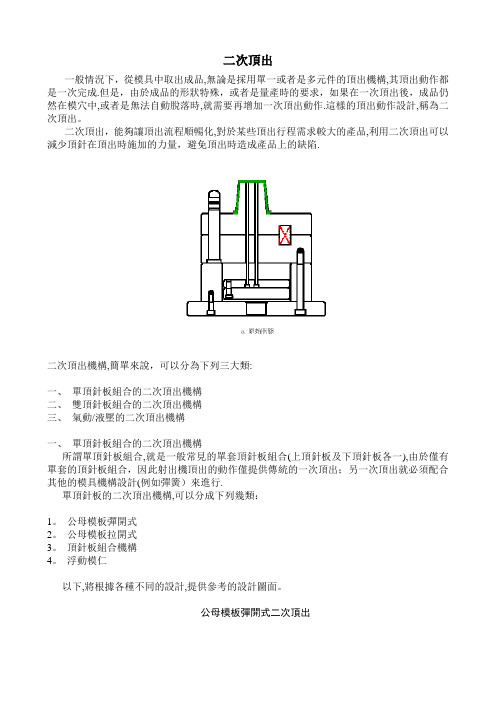
延时頂出
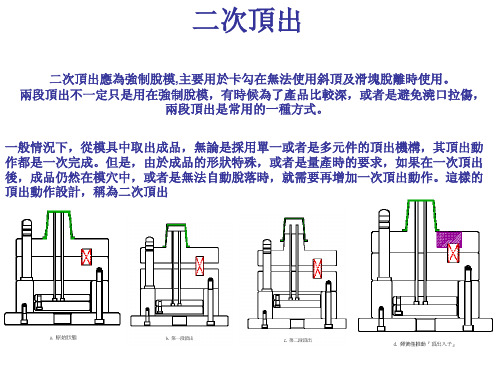
但是由于成品的形狀特殊或者是量產時的要求如果在一次頂出後成品仍然在模穴中或者是無法自動脫落時就需要再增加一次頂出動作
二次頂出
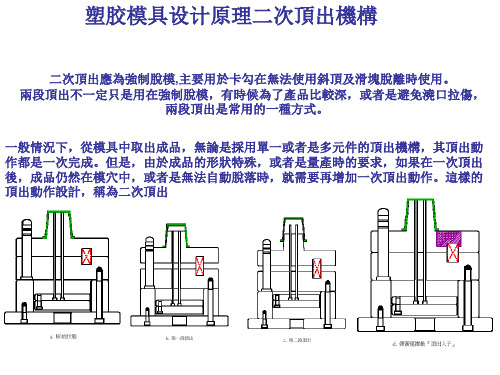
二次頂出應為強制脫模,主要用於卡勾在無法使用斜頂及滑塊脫離時使用。 兩段頂出不一定只是用在強制脫模,有時候為了產品比較深,或者是避免澆口拉傷, 兩段頂出是常用的一種方式。 一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動 作都是一次完成。但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出 後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。這樣的 頂出動作設計,稱為二次頂出
頂出時,左側的頂針會 先動作,直到下固定板頂 到右側頂針下方以紅色線 條圈起來的頂針頭時,右 側的頂針才會開始動作。 這樣的二次頂出結構, 可以避免潛伏式澆口在頂 出時,澆口拉離成品時將 成品拉傷。 側澆口也可以利用類似 的方式頂出,避免在澆口 位置拉傷成品。
當然,這種頂出方式不僅是 用在澆口附近的頂出。由於 其第二段頂出行程的起使位 置僅需要更改頂針下方的柱 狀長度就可以達成,而且在 模具製作上的費用又較為低 廉,這種頂出方式,也很適 合之前所提到的較深的盒狀 物的頂出。
二次頂出
或者为获得可靠的脱模效果,分解胶件脱模阻力,经二次脱模动作,来。
胶件凹凸位被型芯包紧
第一次脱模出内芯,为胶件提供变形空间
第二次脱模,胶件凹凸位变形后强脱出模
图8.5.1
二次頂出
顶针
二次脱模机构示例: (1)胶件如图8.5.2 所示,两骨间有半圆凹 陷,被后模 型腔包紧。脱模机构如图8.5.3 所示,第一 次脱模使胶件脱 出后模型腔,为强脱变形提供空间;第二 次脱模,由顶针脱 模,胶件半圆凹陷位强脱出型芯推块。该 机构运动过程:第 一次脱模四块顶针板都运动,带着顶针、 型芯推块同时运动, 脱模距离/ h,使胶件脱出后模型腔,一次 脱模完成。当继续 运动至摆块碰上限位面后,摆块摆动使上 面两块针板快速运动, 带动顶针脱出胶件,完成二次脱模。此机 构须注意: h1 > h, H > 10mm1 h11 (二次脱模运动距离)。
二次顶几种结构

二、结构形式1.单顶针板组合的二次顶出机构(图1)图11.顶针板2.顶针托板3.顶辊4.斜顶5.推方杆6.顶针7.弹弓8.弯销9.销钉所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一) 1)弯销式二次顶出:产品分析:此产品内部倒扣较大,且倒扣上有深骨位,顶出时会吃斜顶。
采用二次顶出方式,能很好解决成品顶出不良、吃斜顶等问题。
产品如图2所示:图2动作原理:第一次顶出,由顶辊3推动顶针板1和顶针托板2完成。
当顶针6碰到B板时,由销钉9固定的弯销8转动,同时推动推方杆5完成第二次顶出。
合模时弹弓7起复位作用。
结构特点:此结构简单,弯销加工方便,成本较低。
但弯销靠与板的接触面做旋转运动,生产量大时,受力不平衡,容易出现偏差。
2)推板式二次顶出(图3)图31.A板2.B板3.推板4.推板5.顶针板6.顶针托板7.下码模板8.顶辊9.推方杆10.推方杆11.顶针12.垫块13.垫块14.垫块15.限位螺丝16.限位螺丝17.下模镶件18.下模镶件产品分析:该产品中间部分较高,包紧力大,顶出时易顶裂。
采用推板顶出再用推方和顶针顶出的方式,能避免出现顶出不平衡所引起的顶裂。
产品如图4所示:图4动作原理:前后模开模后,顶辊8在注塑机的推动下带动5、6号顶针板和顶针托板再推动2、3号B板和推板完成第一次顶出动作。
B板2与顶针托板6由9号推方杆连在一起。
当第一次顶出到70mm时,限位螺丝16限制4号推板向前动作。
3号推板继续顶出完成产品的第二次顶出。
当第二次顶出到30mm时,限位螺丝15限制6号顶针托板继续向前运动。
当顶针板5继续顶出时,10号推方和11号顶针同时将产品最终顶出。
结构特点:此结构动作顺畅,用推板做第一次顶出,顶出力大,而且受力平衡,常用于那些易变形或者包紧力大的产品的顶出。
然而此结构常要二次分型或三次分型,会影响注塑周期。
2.双顶针板组合的二次顶出机构所谓双顶针板组合,就是由两套顶针板组合(上顶针板、顶针托板及下顶针板、顶针托板各一)。
的模具二次顶出

的模具二次顶出GE GROUP system office room 【GEIHUA16H-GEIHUA GEIHUA8Q8-二次顶出机构一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。
但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。
简单的二次顶出结构

简单的二次顶出结构二次顶出结构是一种常见的建筑结构形式,它具有良好的力学性能和美观的外观。
本文将从结构特点、优点和应用领域等方面介绍二次顶出结构。
一、结构特点二次顶出结构是指在建筑物顶部设置一个二次屋面,形成一个额外的空间。
它的主要特点如下:1. 空间利用率高:二次顶出结构能够有效利用建筑物的上部空间,增加可用面积。
这对于城市中的高密度建筑来说尤为重要。
2. 结构稳定可靠:二次顶出结构采用了合理的力学设计,通过加强屋面和支撑结构的连接方式,使得整个建筑结构更加稳定可靠。
3. 外观美观:二次顶出结构可以为建筑物增加层次感和立体感,使建筑物在视觉上更加丰富和有趣。
二、优点二次顶出结构具有以下优点:1. 增加可用空间:通过设置二次顶出结构,可以增加建筑物的可用面积,满足人们对于更多功能空间的需求。
2. 节约建筑成本:相比于增加建筑物的地面面积,采用二次顶出结构可以节约建筑材料和人力成本,提高经济效益。
3. 提升建筑品质:二次顶出结构能够为建筑物增加层次感和立体感,使其在整体上更具美观性和艺术性。
4. 改善室内环境:二次顶出结构能够增加建筑物的采光和通风条件,改善室内环境质量,提高居住舒适度。
三、应用领域二次顶出结构广泛应用于各个领域,特别是在高层建筑和城市综合体中常见。
以下是几个典型的应用领域:1. 商业建筑:商业建筑通常需要提供多功能的空间,二次顶出结构可以满足这种需求,为商业建筑增加更多的经营面积。
2. 酒店和办公楼:酒店和办公楼需要提供高品质的服务和舒适的环境,二次顶出结构可以为这些建筑物增加更多的公共空间,提供更好的服务体验。
3. 住宅楼:在城市中,土地资源有限,住宅楼的建设往往需要考虑空间利用率。
二次顶出结构可以为住宅楼提供更多的功能空间,满足人们对于高品质居住的需求。
4. 文化建筑:二次顶出结构可以为文化建筑增加更多的展示空间,提供良好的观赏体验,同时也能够起到建筑表达的作用。
二次顶出结构是一种具有特点和优点的建筑结构形式。
最全的模具二次顶出

顶针二次脱模机构示例:⑴胶件如图&5・2所示,两骨间有半圆凹陷,被后模型腔包紧。
脱模机构如图8・5・3所示,第一次脱模使胶件脱出后模型腔,为强脱变形提供空间;第二次脱模,由顶针脱模,胶件半圆凹陷位强脱出型芯推块。
该机构运动过程:第一次脱模四块顶针板都运动,带着顶针、型芯推块同时运动,脱模距离/ h,使胶件脱出后模型腔,一次脱模完成。
当继续运动至摆块碰上限位面后,摆块摆动使上面两块针板快速运动,带动顶针脱出胶件,完成二次脱模。
此机构须注意:hl>h,H>lOmm1 hl1 (二次脱模运动距离)。
或者为获得可靠的脱模效果,分解胶件脱模阻力,经二次脱模动作,来完成胶件出模的 机构称二次脱模机构如图8.5.1所示。
图 8. 5.1^HUQnnHunfl沖一次脱快出内芯•为吹件從供父0空第:次脱模.胶件㈣凸位变形麻强脱出模胶件凹凸位被熨芯包醱方铁瞅位而图8・5.3由于潜浇道须设在斜顶行位块上,穿过斜顶块入胶,模具需实现浇道先脱出斜顶块,模具采用二次顶出机构如图8・5・6所示。
该机构第一次脱模时,拉料杆使浇道不动,顶针、斜顶脱出胶件M 距离.使胶件与潜浇道断开,潜浇道从斜顶行位块中变形后脱出,第一次脱模结束。
第二次脱模四块顶针板都动,顶出胶件.浇道脱出后模型腔。
需注意,为保证潜浇道脱出斜顶块,须M>S( 潜浇道长度)。
(2)胶件上入浇口、行位分模线如图8.5・5所示。
潜浇道放大图X-•步・卅鬼成1!丸$胆$・二次頂出上球疗成苦入干•怡了使具典成垛用赭戒农陵出冇氏*1 --延时頂出延时頂出是解决产品与浇口不能自动断开的问题(浇口形式。
搭接式或侧浇口)延时顶出只顶在流道上延时頂出,可以利用頂針的變化來完成。
适種艘形的頂針,是在一般的頂針下方,多加了 _段長度°延时頂出延时頂出 至於頂針採用兩截式頂 針,只是在於增加頂針的 強度,避免頂出時發生撓 曲變形。
採用這種頂針來完成兩 段式頂出,在模具結構上 是最簡單的,只要在頂針 板上動手腳就行了。
模具二次顶出结构详解
二次顶出一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。
但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。
2、如果第一段顶出的行程不需要很长,利用优力胶代替弹簧也是一种可行的方法。
优力胶是一种人工橡胶发泡制成的材料,它的压缩比例不高,大约只有1/3;不能像线圈弹簧一样,压缩比例可以达到1/2。
二次顶出模具工作原理
二次顶出模具工作原理随着现代工业的不断发展,模具加工技术也在不断提升。
二次顶出模具作为一种新型的模具加工工艺,受到越来越多人的关注。
那么,什么是二次顶出模具?它的工作原理又是什么呢?下面,让我们一起来了解一下。
一、什么是二次顶出模具?二次顶出模具是一种常用的塑料注塑模具,主要适用于注射成型中需要表面处理的注塑件。
它的主要特点是在一次注塑成型之后,通过机械结构使模具中的塑料产品先行顶出,再进行二次注射成型,从而实现对产品的二次加工,达到特定的形状和尺寸。
二、二次顶出模具的工作原理1.装料:首先,将特定材料加入到注塑机中,通过高温高压条件下,使其熔化,形成可注射的熔体。
2.一次注射成型:将熔体通过模头注射到模具中,填充模具中的空间,形成一次注射成型。
3.开模顶出:当模具中的塑料制品冷却定型后,通过模具机械结构,使模具中的塑料制品先行顶出。
4.清洗表面:在塑料制品顶出的同时,通过一定的工艺,清洗固化在模具中的残留物和杂质等。
5.二次注射成型:当表面处理完成后,将二次注塑的材料装入注塑机中,通过高温高压下的作用,将其注入到模具中。
6.开模取件:当二次注射形成后,再次开模,取出塑料制品,在进行后续的加工、处理等环节。
三、二次顶出模具的优点1.提高生产效率:在一次注射成型后,通过二次加工可以实现特定的形状和尺寸要求,提高生产效率。
2.降低成本:通过二次加工可以有效地降低成本,减少模具的使用次数,提高模具的使用寿命。
3.保障产品质量:通过二次加工可以更好地控制产品的尺寸和形状,保障产品的质量。
四、总结二次顶出模具是一种创新的模具加工技术,通过二次加工可以实现对产品的特定尺寸和形状要求,提高生产效率,降低成本,保障产品质量。
在模具加工领域中,二次顶出模具将会成为一种重要的模具加工技术。
二次顶出方式
二次顶出方式在注塑模具中的应用收藏此信息打印该信息添加:用户投稿来源:未知作者:深圳东江科技有限公司谢舜东[机电之家网]摘要:制品的顶出方式对塑件的质量和生产效率有着重要的影响。
由于二次顶出有着避免产品顶裂等优点,使得二次顶出运用越来越广。
本文介绍了二次顶出常用的结构形式、适用场合以及设计要点。
为从事模具设计工作的人员更合理更经济的选用二次顶出方式提供借鉴。
关键词:二次顶出;注塑模具;顶针板;顶针托板一、引言产品的顶出有机械、液压和气动三种方式。
其中机械顶出的运用最为普遍。
一般情况下,从模具中取出产品,顶出动作可一次完成。
但是,由于产品的形状特殊,或者是生产时的要求,如果在一次顶出后,产品仍然在型腔中,或者是无法自动脱落,就需要再增加一次顶出动作。
这便是二次顶出。
二次顶出能够让顶出流程顺畅化,对于某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
如何设计顶出方式才能使得模具动作顺畅、加工成本低廉?通过以下几种结构形式的比较,再根据产品的结构特点,可以选用最为合理的顶出方式。
二、结构形式1.单顶针板组合的二次顶出机构(图1)图11.顶针板2.顶针托板3.顶辊4.斜顶5.推方杆6.顶针7.弹弓8.弯销9.销钉所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一)1)弯销式二次顶出:产品分析:此产品内部倒扣较大,且倒扣上有深骨位,顶出时会吃斜顶。
采用二次顶出方式,能很好解决成品顶出不良、吃斜顶等问题。
产品如图2所示:图2动作原理:第一次顶出,由顶辊3推动顶针板1和顶针托板2完成。
当顶针6碰到B板时,由销钉9固定的弯销8转动,同时推动推方杆5完成第二次顶出。
合模时弹弓7起复位作用。
结构特点:此结构简单,弯销加工方便,成本较低。
但弯销靠与板的接触面做旋转运动,生产量大时,受力不平衡,容易出现偏差。
2)推板式二次顶出(图3)图31.A板2.B板3.推板4.推板5.顶针板6.顶针托板7.下码模板8.顶辊9.推方杆10.推方杆11.顶针12.垫块13.垫块14.垫块15.限位螺丝16.限位螺丝17.下模镶件18.下模镶件产品分析:该产品中间部分较高,包紧力大,顶出时易顶裂。
灯罩塑件二次顶出机构及尺寸计算[精华]
![灯罩塑件二次顶出机构及尺寸计算[精华]](https://img.taocdn.com/s3/m/de39002d590216fc700abb68a98271fe910eaf81.png)
灯罩塑件二次顶出机构及尺寸计算+摘要,介绍了对防尘灯罩注射模具的改进及其主要结构、工作过程和顶出机构的有关尺寸计算。
关键词:灯罩;注射模;顶出机构;尺寸计算!"#$%&’$:!"#$%&’()#%#*+$*+"#$*,#-+$(*%(./01(’+"#0.2+3&’((1/4%&"((0542$*+’(0.-#06 !"#%4$*2+’.-+.’#4*0+"#5(’7$*8&’(-#22(1+"#$*,#-+$(*%(./04*0+"#-4/-./4+$(*(1+"#’#/3 4+$)#0$%#*2$(*2(1+"##,#-+(’%#-"4*$2%5#’#2+4+#06()*+,%-#:/4%&"((0;$*,#-+$(*%(./0;#,#-+(’%#-"4*$2%;-4/-./4+$(*(10$%#*2$(*2#引言图#所示制件为一防尘灯罩,材料为-.,要求透明度高,表面光洁无斑痕,两边螺纹保证一定的同心度。
原模具结构中型芯、顶管为一体且作为固定型芯静止不动,开模时塑料制品脱离型芯后,总是粘于斜滑块的一侧/部分由于塑件法兰无脱模斜度0造成不易脱模,强行脱下易引起划痕,而且要人工取出。
顶出机构中,直接用斜推杆顶出斜滑块/无导滑槽0,造成生产率低,产品质量不高,而且不安全。
后经修改,采用了#模!腔*板式点浇口模具结构,斜导柱导向斜滑块,塑件的推出加用导管顶出/由于螺纹有一定的深度0。
图#防尘灯罩!模具工作过程模具结构如图!所示。
具体工作过程是:注射保压及冷却完毕后,先由分型面1—1分开,移动一定距离,当定模板)上的限位销2碰到限位板3上的限位孔壁时,分型面4—4分开,上型芯*也随之脱出塑件/制件仍留在斜滑块中0。
模具设计二次顶出机构
二次頂出
或者为获得可靠的脱模效果,分解胶件脱模阻力,经二次脱模动作,来完成胶件出模的 机构称二次脱模机构 如图8.5.1所示。
胶件凹凸位被型芯包紧
第一次脱模出内芯,为胶件提供变形空间
第二次脱模,胶件凹凸位变形后强脱出模
图8.5.1
二次頂出
顶针
二次脱模机构示例: (1)胶件如图8.5.2 所示,两骨间有半圆凹 陷,被后模 型腔包紧。脱模机构如图8.5.3 所示,第一 次脱模使胶件脱 出后模型腔,为强脱变形提供空间;第二 次脱模,由顶针脱 模,胶件半圆凹陷位强脱出型芯推块。该 机构运动过程:第 一次脱模四块顶针板都运动,带着顶针、 型芯推块同时运动, 脱模距离h,使胶件脱出后模型腔,一次脱 模完成。当继续 运动至摆块碰上限位面后,摆块摆动使上 面两块针板快速运动, 带动顶针脱出胶件,完成二次脱模。此机 构须注意: h1 > h, H > 10mmh1(二次脱模运动距离)。
二次頂出
拉料杆
拉料杆 斜顶行 位块 顶针
潜浇道放 大图
二次頂出
延时頂出
延时頂出是解决产品与浇口 不能自动断开的问题 (浇口形式。搭接式或侧浇口) 延时顶出只顶在流道上
延时頂出,可以 利用頂針的變化來 完成。
延时頂出
至於頂針採用兩截式頂 針,只是在於增加頂針的 強度,避免頂出時發生撓 曲變形。 採用這種頂針來完成兩 段式頂出,在模具結構上 是最簡單的,只要在頂針 板上動手腳就行了。 此處舉的例子,是利用 這種機構,來進行潛伏式 澆口的切斷。
塑胶模具设计原理二次頂出機構
二次頂出應為強制脫模,主要用於卡勾在無法使用斜頂及滑塊脫離時使用。 兩段頂出不一定只是用在強制脫模,有時候為了產品比較深,或者是避免澆口拉傷, 兩段頂出是常用的一種方式。
模具二次顶出结构详解
模具二次顶出结构详解 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】二次顶出一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。
但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。
二次顶出机构的几种设计方法

二次顶出机构的几种设计方法宝子们!今天咱们来唠唠二次顶出机构的设计方法。
一、弹簧式二次顶出机构。
这种设计可有意思啦。
在模具里装上弹簧,刚开始顶出的时候呢,靠模具的开模动作带动顶出板,弹簧就跟着被压缩啦。
这时候,一部分零件就被顶出一定距离。
然后呢,当顶出到一定程度,弹簧就开始发挥它的二次顶出作用,把那些还没完全脱离的部分再顶一下。
就像是弹簧在说:“小零件,我再推你一把,可别赖着不走哦。
”不过呢,这弹簧的力得选好,不然力太大或者太小都会出问题的。
二、拉钩式二次顶出机构。
拉钩式就像是两个小伙伴在合作。
有一个拉钩连接着两个顶出板。
在第一次顶出的时候,其中一个顶出板先动,拉着另一个跟着走一段。
然后呢,当顶出到一个特定位置,拉钩就和其中一个顶出板脱离啦,这个时候另一个顶出板就开始自己的二次顶出动作。
这就好比两个人拉手走路,走到一个路口,一个人松开手,另一个人就独自往另一个方向走啦。
三、斜楔式二次顶出机构。
斜楔式就有点像走迷宫的感觉。
斜楔块放在模具里,当顶出开始,顶出板推动斜楔块,斜楔块会改变运动方向,从而带动不同的顶出零件。
先让一部分顶出一个距离,然后通过斜楔块的特殊运动,再让另一部分进行二次顶出。
就像斜楔块在指挥着一场小零件的“舞蹈”,先把这个拉到这里,再把那个推到那里。
四、气动式二次顶出机构。
这个就比较酷啦。
利用气体的力量来实现二次顶出。
先通过气压推动顶出板进行第一次顶出,然后再调整气压或者气路,让气体再推动一次,进行二次顶出。
就像空气这个小精灵,分两次来帮忙把小零件从模具里弄出来。
不过呢,这气动的设备得调试好,不然就像调皮的小精灵乱了套,顶出可就不顺畅啦。
好啦,宝子们,二次顶出机构的这几种设计方法就讲到这儿啦,希望对你们有点小帮助哦。
(新)二次顶出机构_
二次顶出机构一般情况下,从模具中取出成品,无论是采用单一或者是多组件的顶出机构,其顶出动作都是一次完成。
但是,由于成品的形状特殊,或者是量产时的要求,如果在一次顶出后,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对于某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由于仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其它的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。
2、如果第一段顶出的行程不需要很长,利用优力胶代替弹簧也是一种可行的方法。
优力胶是一种人工橡胶发泡制成的材料,它的压缩比例不高,大约只有1/3;不能像线圈弹簧一样,压缩比例可以达到1/2。
原创干货汽车模二次顶出结构类型详解
原创⼲货汽车模⼆次顶出结构类型详解
第⼀时间接收汽车及模具⾏业最前沿技术及最新动态
打造汽车零部件及模具⼈都爱看的⾏业公众号品牌
汽车零部件模具与注塑
专业实⽤前沿
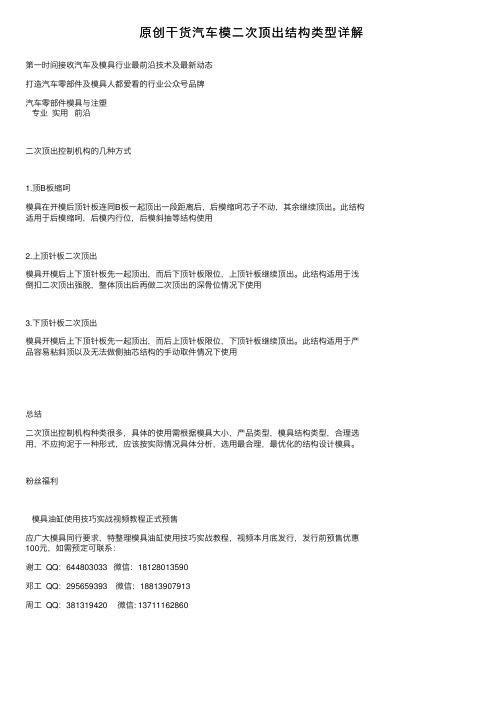
⼆次顶出控制机构的⼏种⽅式
1.顶B板缩呵
模具在开模后顶针板连同B板⼀起顶出⼀段距离后,后模缩呵芯⼦不动,其余继续顶出。
此结构适⽤于后模缩呵,后模内⾏位,后模斜抽等结构使⽤
2.上顶针板⼆次顶出
模具开模后上下顶针板先⼀起顶出,⽽后下顶针板限位,上顶针板继续顶出。
此结构适⽤于浅倒扣⼆次顶出强脱,整体顶出后再做⼆次顶出的深⾻位情况下使⽤
3.下顶针板⼆次顶出
模具开模后上下顶针板先⼀起顶出,⽽后上顶针板限位,下顶针板继续顶出。
此结构适⽤于产品容易粘斜顶以及⽆法做侧抽芯结构的⼿动取件情况下使⽤
总结
⼆次顶出控制机构种类很多,具体的使⽤需根据模具⼤⼩,产品类型,模具结构类型,合理选⽤,不应拘泥于⼀种形式,应该按实际情况具体分析,选⽤最合理,最优化的结构设计模具。
粉丝福利
模具油缸使⽤技巧实战视频教程正式预售
应⼴⼤模具同⾏要求,特整理模具油缸使⽤技巧实战教程,视频本⽉底发⾏,发⾏前预售优惠100元,如需预定可联系:
谢⼯ QQ:644803033 微信:181****3590
邓⼯ QQ:295659393 微信:188****7913
周⼯ QQ:381319420 微信:137****2860。
模具二次顶出结构详解
二次頂出一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動作都是一次完成.但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作.這樣的頂出動作設計,稱為二次頂出。
二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大的產品,利用二次頂出可以減少頂針在頂出時施加的力量,避免頂出時造成產品上的缺陷.二次頂出機構,簡單來說,可以分為下列三大類:一、單頂針板組合的二次頂出機構二、雙頂針板組合的二次頂出機構三、氣動/液壓的二次頂出機構一、單頂針板組合的二次頂出機構所謂單頂針板組合,就是一般常見的單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套的頂針板組合,因此射出機頂出的動作僅提供傳統的一次頂出;另一次頂出就必須配合其他的模具機構設計(例如彈簧)來進行.單頂針板的二次頂出機構,可以分成下列幾類:1。
公母模板彈開式2。
公母模板拉開式3。
頂針板組合機構4。
浮動模仁以下,將根據各種不同的設計,提供參考的設計圖面。
公母模板彈開式二次頂出第一段頂出發生在公母模板開啟時。
彈簧將模板(或局部模仁)頂出一小段距離.第二段頂出由頂針板作動,利用頂針將產品頂離模穴.利用彈簧完成二次頂出,在模具結構上是最簡單的方法,需要額外加工的部分也很少.但是,彈簧的缺點(彈性疲乏),也是這種頂出方式的缺點。
隨時注意彈簧是否能夠順利動作,以及檢查第一段頂出的頂出行程,是避免模具機構失效的安全措施。
公母模板彈開式二次頂出有幾種變形1、彈簧推動模板改為彈簧推動『頂出入子』上圖所示,是利用彈簧推動整塊模板.實際應用時,可以根據產品的造型,改為推動頂出入子。
例如下圖,這樣可以減少彈簧每次推動所需要克服的重量,增加彈簧的壽命。
2、如果第一段頂出的行程不需要很長,利用優力膠代替彈簧也是一種可行的方法.優力膠是一種人工橡膠發泡製成的材料,它的壓縮比例不高,大約只有1/3;不能像線圈彈簧一樣,壓縮比例可以達到1/2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二次頂出機構
一般情況下,從模具中取出成品,無論就是採用單一或者就是多元件的頂出機構,其頂出動作都就是一次完成。
但就是,由於成品的形狀特殊,或者就是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者就是無法自動脫落時,就需要再增加一次頂出動作。
這樣的頂出動作設計,稱為二次頂出。
二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大的產品,利用二次頂出可以減少頂針在頂出時施加的力量,避免頂出時造成產品上的缺陷。
二次頂出機構,簡單來說,可以分為下列三大類:
一、單頂針板組合的二次頂出機構
二、雙頂針板組合的二次頂出機構
三、氣動/液壓的二次頂出機構
一、單頂針板組合的二次頂出機構
所謂單頂針板組合,就就是一般常見的單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套的頂針板組合,因此射出機頂出的動作僅提供傳統的一次頂出;另一次頂出就必須配合其她的模具機構設計(例如彈簧)來進行。
單頂針板的二次頂出機構,可以分成下列幾類:
1、公母模板彈開式
2、公母模板拉開式
3、頂針板組合機構
4、浮動模仁
以下,將根據各種不同的設計,提供參考的設計圖面。
公母模板彈開式二次頂出
第一段頂出發生在公母模板開啟時。
彈簧將模板(或局部模仁)頂出一小段距離。
第二段頂出由頂針板作動,利用頂針將產品頂離模穴。
利用彈簧完成二次頂出,在模具結構上就是最簡單的方法,需要額外加工的部分也很少。
但就是,彈簧的缺點(彈性疲乏),也就是這種頂出方式的缺點。
隨時注意彈簧就是否能夠順利動作,以及檢查第一段頂出的頂出行程,就是避免模具機構失效的安全措施。
公母模板彈開式二次頂出有幾種變形
1、彈簧推動模板改為彈簧推動『頂出入子』
上圖所示,就是利用彈簧推動整塊模板。
實際應用時,可以根據產品的造型,改為推動頂出入子。
例如下圖,這樣可以減少彈簧每次推動所需要克服的重量,增加彈簧的壽命。
2、如果第一段頂出的行程不需要很長,利用優力膠代替彈簧也就是一種可行的方法。
優力膠就是一種人工橡膠發泡製成的材料,它的壓縮比例不高,大約只有1/3;不能像線圈彈簧一樣,壓縮比例可以達到1/2。
在硬度上它與氣壓彈簧有一點相似,就就是越壓到底越硬,但就是它在更短的行程內會增加得更硬。
它的疲勞強度也不如線圈彈簧,但只要適度的潤滑,仍然可以維持很久。
優力膠比較麻煩的問題就是對溫度非常的敏感,在低溫時會變硬,在高溫時會變軟。
使用者在使用上必須特別注意其壽命,模具維護時記得檢查並且更換有問題的材料。
公母模板拉開式二次頂出
雖然利用彈簧,可以在開模後進行脫料板的頂出,但就是對於大型模座來說,彈簧的力量就是不夠的。
因此,有其她的機構來處理這樣的問題。
這種機構,我們稱為Tension Links,如下圖
機構的組裝非常簡單,動作如下圖所示
一般來說,為了避免機構動作出狀況,會有一些額外的機構,來保證原始的機構設計動作順利。
配合chain link 的機構,就就是鍊條。
鍊條與chain link 的搭配動作,如下圖所示
一旦脫料板頂出後,再利用頂針機構進行二次頂出。
頂針板組合機構二次頂出
二次頂出,還可以利用頂針的變化來完成。
至於頂針採用兩截式頂針,只就是在於增加頂針的強度,避免頂出時發生撓曲變形。
採用這種頂針來完成兩段式頂出,在模具結構上就是最簡單的,只要在頂針板上動手腳就行
了。
此處舉的例子,就是利用這種機構,來進行潛伏式澆口的切斷。
頂出時,左側的頂針會先動作,直到下固定板頂到右側頂針下方以紅色線條圈起來的頂針頭時,右側的頂針才會開始動作。
這樣的二次頂出結構,可以避免潛伏式澆口在頂出時,澆口拉離成品時將成品拉傷。
側澆口也可以利用類似的方式頂出,避免在澆口位置拉傷成品。
當然,這種頂出方式不僅就是用在澆口附近的頂出。
由於其第二段頂出行程的起使位置僅需要更改頂針下方的柱狀長度就可以達成,而且在模具製作上的費用又較為低廉,這種頂出方式,也很適合之前所提到的較深的盒狀物的頂出。
附论坛杂言:
二次頂出通常就是用在成品在脫模時、、不好脫模才會用到二次頂出,有時就是模具的脫模角設計的不好,因為您用一次頂出的話、、、可能會造成成品的翹曲、、、使的成品為不良、、、如果可以的話、、不要用二次頂出、、、會使的成品的成形時間加長、、、在成本考量上比較不好!!!!! 但用一次頂出時,壓力太大的話,就造成以我所講的、、、、但壓力太小的話,又頂不出來、、、、這時再考慮二次頂出,或者把頂出的距離加長、、、我瞧過二次頂出的模具,她上面的塑膠成品就是印表機的墨水夾,因為她的深度太深一次退出會把成品戳破!!! 根據文章內容還有我自己的經驗,二次頂出通常在較深的產品使用比較多喔!
二段頂出應為強制脫模,主要用於卡勾在無法使用斜頂及滑塊脫離時使用。
兩段頂出不一定只就是用在強制脫模,有時候為了產品比較深,或者就是避免澆口拉傷,兩段頂出就是常用的一種方式。
之前有用過一次2次頂出的經驗,那次我使用到那個機構的原因就是模具設計上使用了太多的斜銷機構,1個模穴就用了7隻斜銷外加1個滑塊,一模4穴總共用了28隻的斜銷,由於斜銷方向及深度的關系,成品頂出的時候無法達到自動脫模的功能,模具無法自動量產,最後模具就設計成2段出頂的型式,而那一次2段頂出的設計為使用2組頂出版,2組頂出版中間使用樹脂開閉器帶動,下頂出版中間開個洞,而所有斜銷全做在下頂出版上,射出機頂出時直接頂到上頂出版,當頂出到一定距離時,下頂出版撞到擋塊使得樹脂開閉器脫離而後退回位,此時在下頂出版的所有斜銷也全部跟著回位,而上頂出版還就是繼續前進將成品頂
出、、、、、、,這個方法在試模的時候出了一個很大問題~"~,並不就是設計不正確,而就是樹脂開閉器的力量無法帶動下頂出版前進,後來又花了好多錢,買了husky的一種拖拉機構,才解決樹脂開閉器的問題、、、、、~"~, 那一組模具花了我好多的時間開發啊、、、、、,慘痛的經驗、、、。