机械图纸各种符号识别(1).
机械图纸解析,看懂了它,所有的图纸都能轻松看懂(干货)
机械图纸解析,看懂了它,所有的图纸都能轻松看懂(干货)1.纸幅面按尺寸大小可分为5种,图纸幅面代号分别为A0、A1、A2、A3、A4。
图框右下角必须要有一标题栏,标题栏中的文字方向为与看图方向一致。
2.图线的种类有粗实线、细实线、波浪线、双折线、虚线、细点划线、粗点划线、双点划线等八类。
3.图样中,机件的可见轮廓线用粗实线画出,不可见轮廓线用虚线画出,尺寸线和尺寸界线用细实线画出来,对称中心线和轴线用细点划线画出。
虚线、细实线和细点划线的图线宽度约为粗实线的1/3。
4.比例是指图中图形尺寸与实物尺寸之比。
5.比例1:2是指实物尺寸是图形尺寸的2倍,属于缩小比例。
6.比例2:1是指图形尺寸是实物尺寸的2倍,属于放大比例。
7.在画图时应尽量采用原值比例的比例,需要时也可采用放大或缩小的比例,其中1:2为缩小比例,2:1为放大比例无论采用那种比例图样上标注的应是机件的实际尺寸。
8.图样中书写的汉字、数字和字母,必须做到字体工整,笔画清楚,间隔均匀,排列整齐,汉字应用长仿宋体书写。
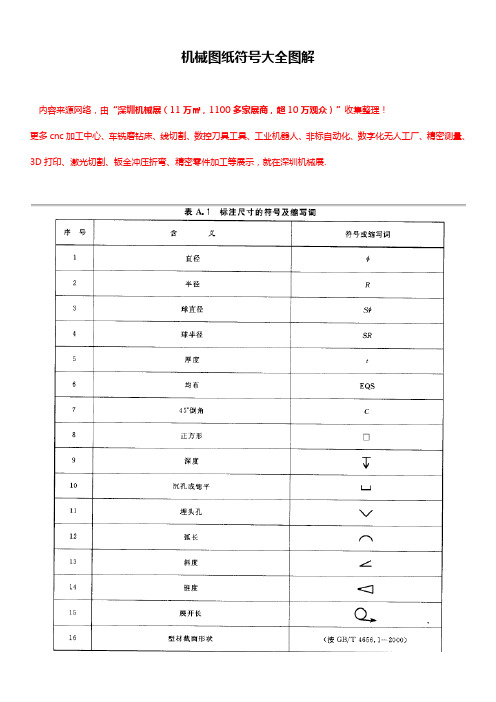
9.标注尺寸的三要素是尺寸界限、尺寸线、尺寸数字。
10.尺寸标注中的符号:R表示圆半径,ф表示圆直径,Sф表示球直径。
11.图样上的尺寸是零件的实际尺寸,尺寸以毫米为单位时,不需标注代号或名称。
12.标准水平尺寸时,尺寸数字的字头方向应向上;标注垂直尺寸时,尺寸数字的字头方向应朝左。
角度的尺寸数字一律按水平位置书写。
当任何图线穿过尺寸数字时都必须断开。
13.斜度是指斜线对水平线的倾斜程度,用符号∠表示,标注时符号的倾斜方向应与所标斜度的倾斜方向一致。
所标锥度方向一致。
14.符号“∠1:10”表示斜度1:10,符号“ 1:5”表示锥度1:5。
15.平面图形中的线段可分为已知线段、中间线段、连接线段三种。
它们的作图顺序应是先画出已知线段,然后画中间线段,最后画连接线段。
16.已知定形尺寸和定位尺寸的线段叫已知线段;有定形尺寸,但定位尺寸不全的线段叫中间线段;只有定形尺寸没有定位尺寸的线段叫连接线段。
cad符号大全及说明
cad符号大全及说明CAD符号大全及说明。
CAD(Computer Aided Design)是计算机辅助设计的简称,是一种利用计算机技术进行辅助设计的技术体系。
在工程设计领域,CAD符号是非常重要的一部分,它们用于表示各种不同的元件、构件和设备,为工程设计提供了标准化的图形符号。
本文将介绍一些常见的CAD符号及其说明,希望能够帮助大家更好地理解和运用CAD符号。
一、电气CAD符号。
1. 电源符号,电源符号是表示电气设备供电位置的标志,通常用于标识插座、开关等设备的电源位置。
电源符号通常采用“⚡”的图标表示,有时也会在图标上方标注“电源”字样。
2. 开关符号,开关符号用于表示电气设备的开关位置,常见的开关符号包括单开关、双开关、按钮开关等,它们在CAD图纸中具有不同的图形表示。
3. 电线符号,电线符号用于表示电气设备之间的连接关系,常见的电线符号包括直线、曲线、虚线等,它们在CAD图纸中具有不同的线型和颜色表示。
4. 灯具符号,灯具符号用于表示灯具的位置和类型,常见的灯具符号包括吊灯、筒灯、壁灯等,它们在CAD图纸中具有不同的图形表示。
5. 电机符号,电机符号用于表示电机的位置和类型,常见的电机符号包括直流电机、交流电机、步进电机等,它们在CAD图纸中具有不同的图形表示。
二、机械CAD符号。
1. 轴线符号,轴线符号用于表示零件的轴线位置,通常采用直线或虚线表示,有时也会标注轴线的直径和长度。
2. 尺寸符号,尺寸符号用于表示零件的尺寸大小,常见的尺寸符号包括直线、箭头、数字等,它们在CAD图纸中具有不同的位置和方向表示。
3. 螺纹符号,螺纹符号用于表示零件的螺纹位置和类型,常见的螺纹符号包括内螺纹、外螺纹、螺纹深度等,它们在CAD图纸中具有不同的图形表示。
4. 齿轮符号,齿轮符号用于表示齿轮的位置和类型,常见的齿轮符号包括直齿轮、斜齿轮、蜗杆齿轮等,它们在CAD图纸中具有不同的图形表示。
5. 联轴器符号,联轴器符号用于表示联轴器的位置和类型,常见的联轴器符号包括弹性联轴器、齿轮联轴器、万向联轴器等,它们在CAD图纸中具有不同的图形表示。
机械图纸中常见的符号及意义

resources for your desk, workbench or pocket. Be sure to check out our GD&T Tips!Straightness - a condition where an element of a surface or an axis is a straightline.Flatness - is the condition of a surface having all elements in one plane.Roundness - describes the condition on a surface of revolution (cylinder, cone, sphere) where all points of the surface intersected by any plane.Cylindricity - describes a condition of a surface of revolution in which all points of a surface are equidistant from a common axis.Profile of a Line - is the condition permitting a uniform amount of profile variation, ether unilaterally or bilaterally, along a line element of a feature.Profile of a Surface - is the condition permitting a uniform amount of profile variation, ether unilaterally or bilaterally, on a surface.All Around Symbol - indicating that a tolerance applies to surfaces all around the part.Angularity - is the condition of a surface, axis, or centerplane, which is at a specified angle from a datum plane or axis.Perpendicularity - is the condition of a surface, axis, or line, which is 90 deg. From a datum plane or a datum axis.Parallelism - is the condition of a surface, line, or axis, which is equidistant at all points from a datum plane or axis.Position Tolerance - defines a zone within which the axis or center plane of a feature is permitted to vary from true (theoretically exact) position.Concentricity - describes a condition in which two or more features , in any combination, have a common axis.Symmetry - is a condition in which a feature (or features) is symmetrically disposed about the center plane of a datum feature.Runout - is the composite deviation from the desired form of a part surface of revolution through on full rotation (360 deg) of the part on a datum axis.Total Runout - is the simultaneous composite control of all elements of a surface at all circular and profile measuring positions as the part is rotated through 360.Maximum Material Condition (MMC) - is that condition of a part feature wherein it contains the maximum amount ofmaterial within the stated limits of size. That is: minimum hole size and maximum shaft size.Least Material Condition (LMC) - implies that condition of a part feature of size wherein it contains the least (minimum) amount of material, examples, largest hole size and smallest shaft size. It is opposite to maximum material condition.Regardless Of Feature Size (RFS) - the condition where the tolerance of form, runout or location must be met irrespective of where the feature lies within its size tolerance.Projected Tolerance Zone - applies to a hole in which a pin, stud, screw, etc., is to be inserted. It controls the perpendicularity of the hole to the extent of the projection from the hole and as it relates to the mating part clearance. The projected tolerance zone extends above the surface of the part to the functional length of the pin, stud, and screw relative to its assembly with the mating part.Tangent Plane - indicating a tangent plane is shown. The symbol is placed in the feature control frame following the stated tolerance.Free State Variations - is a term used to describe distortion of a part after removal of forces applied during manufacture.Diameter - indicates a circular feature when used on the field of a drawing or indicates that the tolerance is diametrical when used in a feature control frame.Basic Dimension - used to describe the exact size, profile, orientation or location of a feature. A basic dimension is always associated with a feature control frame or datum target. (Theoretically exact dimension in ISO)Reference Dimension - a dimension usually without tolerance, used for information purposes only. It does not govern production or inspection operations. (Auxiliary dimension in ISO)Datum Feature - is the actual component feature used to establish a datum.Dimension Origin - Signifies that the dimension originates from the plane established by the shorter surface and dimensional limits apply to the other surface.Feature Control Frame - is a rectangular boxcontaining the geometric characteristics symbol, andthe form, runout or location tolerance. If necessary,datum references and modifiers applicable to thefeature or the datums are also contained in the box.Conical Taper - is used to indicate taper for conical tapers. This symbol is always shown with the vertical leg to the left.Slope - is used to indicate slope for flat tapers. This symbol is always shown with the vertical leg to the left.Counterbore/Spotface - is used to indicate a counterbore or a spotface. The symbol precedes the dimension of the counterbore or spotface, with no spaceCountersink - is used to indicate a countersink. The symbol precedes the dimensions of the countersink with no space.Depth/Deep - is used to indicate that a dimension applies to the depth of a feature. This symbol precedes the depth value with no space in between.Square - is used to indicate that a single dimension applies to a square shape. The symbol precedes the dimension with no space between.Number of Places - the X is used along with a value to indicate the number of times a dimension or feature is repeated on the drawing.Arc Length - indicating that a dimension is an arc length measured on a curved outline. The symbol is placed above the dimension.Radius - creates a zone defined by two arcs (the minimum and maximum radii). The part surface must lie within this zone.Spherical Radius - precedes the value of a dimension or tolerance.Spherical Diameter - shall precede the tolerance value where the specified tolerance value represents spherical zone. Also, a positional tolerance may be used to control the location of a spherical feature relative to other features of a part. The symbol for spherical diameter precedes the size dimension of the feature and the positional tolerance value, to indicate a spherical tolerance zone.Controlled Radius - creates a tolerance zone defined by two arcs (the minimum and maximum radii) that are tangent to the adjacent surfaces. Where a controlled radius is specified, the part contour within the crescent-shaped tolerance zone must be a fair curve without flats or reversals. Additionally, radii taken at all points on the part contour shall neither be smaller than the specified minimum limit nor larger than the maximum limit.Between - to indicate that a profile tolerance applies to several contiguous features, letters may designate where the profile tolerance begins and ends. These letters are referenced using the between symbol (since 1994) or the word between on drawings made to earlier versions of the Standard.Statistical Tolerance - i s the assigning of tolerances to related components of an assembly on the basis of sound statistics (such as the assembly tolerance is equal to the square root of the sum of the squares of the individual tolerances). By applying statistical tolerancing, tolerances of individual components may be increased or clearances between mating parts may be reduced. The increased tolerance or improved fit may reduce manufacturing cost or improve the product's performance, but shall only be employed where the appropriate statistical process control will be used. Therefore, consideration should be given to specifying the required Cp and /or Cpk or other process performance indices.Datum Target - is a specified point, line, or area on a partthat is used to establish the Datum Reference Plane formanufacturing and inspection operations.Target Point - indicates where the datum target point is dimensionally located on the direct view of the surface.。
机加工机械图纸符号大全PPT(共 41张)
第1章 制图基本知识 图1–5 锥度的定义、画法及其标注方法
第1章 制图基本知识
1.2 表面粗糙度
1.2.1 表面粗糙度的概念 无论用何种方法加工的表面,都不会是绝对光滑
的,在显微镜下可看到表面的峰、谷状(如图1–6所 示)。表面粗糙度是指零件加工表面上具有的较小间 距和峰、谷组成的微观几何形状特性。
第1章 制图基本知识
1.1.3 斜度与锥度 1. 斜度
斜度是指一直线(或平面)对另一直线(或平面) 的倾斜程度。其大小以它们夹角的正切来表示,并将此
值化为1﹕n的形式,斜度 = tanα = H / L=1﹕n。标注斜
度时,需在1﹕n前加注斜度符号“ ”,且符号方向与
斜度方向一致。斜度符号的高度等于字高h。斜度的定 义、画法及其标注方法如图1–4所示。
第1章 制图基本知识
(3) 图样中所标注的尺寸为该图样所示机件的最后 完工尺寸,否则应另加说明。
(4) 机件的每一尺寸,一般只标注一次,并应标注 在反映该结构最清楚的图形上。 1.1.2 尺寸组成
一个完整的尺寸包括尺寸界线、尺寸线(包括箭头) 和尺寸数字(包括符号),如图1–1所示。
1. 尺寸界线 尺寸界线用来表示所注尺寸的范围。尺寸界线用细 实线绘制,并应由图形的轮廓线、
第1章 制图基本知识 图1–4 斜度的定义、画法及其标注方法
第1章 制图基本知识
2. 锥度
锥度是指正圆锥体的底圆直径与其高度之比(对于 圆锥台,则为底圆直径与顶圆直径的差与圆锥台的高度 之比),并将此值化成1﹕n的形式。标注时,需在1﹕n
前加注锥度符号“ ”,且符号的方向应与锥度方向一
致。锥度符号的高度等于字高h。锥度的定义、画法及 其标注方法如图1–5所示。
机加工机械图纸符号大全

公差
第1章 制图基本知识
零线 孔
轴
图1–7 尺寸公差术语解释
下偏差ei 上偏差es
最小极限尺寸
公差
最大极限尺寸
第1章 制图基本知识
① 基本尺寸:根据零件设计要求所确定的尺寸。 ② 实际尺寸:通过测量得到的尺寸。 ③ 极限尺寸:允许尺寸变动的两个界限值。 ④上、下偏差:最大、最小极限尺寸与基本尺寸的代数差分别称为上偏
具有间隙(包括最小间隙为零)的配合。 (2) 过盈配合——孔的公差带在轴的公差带之下,孔与轴装配时,
具有过盈(包括最小过盈为零)的配合。
1.4 形状和位置公差
第1章 制图基本知识
1.4.1 形状和位置公差(简称形位公差)的概念 零件加工时不但尺寸有误差,几何形状和相对位置也会有误差。
为了满足使用要求,零件的几何形状和相对位置由形状公差和位置公 差来保证。
图样中包括技术要求和其它说明的尺寸以毫米为单位时不需要标注计量单位的代号和名称如采用其它单位则必须注明相应的计量单位的代号或名称如45度30分应写成4530
第1章 制图基本知识
制图基本知识
1.1一般尺寸注法 1.2表面粗糙度 1.3公差与配合 1.4形状与位置公差 1.5焊接基本符号
1.1 一般尺寸注法
差、下偏差。国标规定:孔的上、下偏差代号分别用ES、EI表示;轴 的上、下偏差代号分别用es、ei表示。 ⑤尺寸公差:允许尺寸的变动量。它等于最大、最小极限尺寸之差或上、 下偏差之差。
第1章 制图基本知识
⑥尺寸公差带:在公差图中由代表上、下偏差的两条直线限 定的区域。
⑦零线:在公差图中表示基本尺寸或零偏差的一条直线。 ⑧标准公差和公差等级:国标中规定的,用以确定公差带大
第1章 制图基本知识
机械图纸常用符号
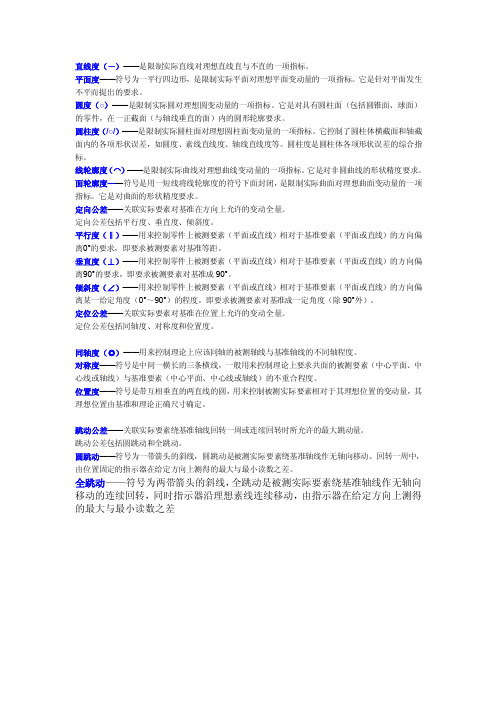
直线度(-)——是限制实际直线对理想直线直与不直的一项指标。
平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。
它是针对平面发生不平而提出的要求。
圆度(○)——是限制实际圆对理想圆变动量的一项指标。
它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。
圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。
它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。
圆柱度是圆柱体各项形状误差的综合指标。
线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。
它是对非圆曲线的形状精度要求。
面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。
它是对曲面的形状精度要求。
定向公差——关联实际要素对基准在方向上允许的变动全量。
定向公差包括平行度、垂直度、倾斜度。
平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。
垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。
倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。
定位公差——关联实际要素对基准在位置上允许的变动全量。
定位公差包括同轴度、对称度和位置度。
同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。
机加工机械图纸符号大全

PPT文档演模板
机加工机械图纸符号大全
PPT文档演模板
•图1–1 尺寸的组成
机加工机械图纸符号大全
轴线或对称中心线处引出。也可利用轮廓线、轴线 或对称中心线作尺寸界线。
2. 尺寸线 尺寸线用来表示尺寸度量的方向。尺寸线必须用细 实线绘在两尺寸界线之间,不能用其它图线代替,不得 与其它图线重合或画在其延长线上。
表面粗糙度是评定零件表面质量的一项技术指标, 它对零件的配合性质、耐磨性、抗腐蚀性、接触刚度、 抗疲劳强度、密封性和外观等都有影响。
PPT文档演模板
机加工机械图纸符号大全
PPT文档演模板
•
图1-6 表面粗糟
机加工机械图纸符号大全
l 1.2.2. 表面粗糙度代号 l 如图 1.7
PPT文档演模板
机加工机械图纸符号大全
PPT文档演模板
机加工机械图纸符号大全
2) 配合 配合是指基本尺寸相同的、相互结合的孔和轴公差带之间的关系。 由于孔和轴的实际尺寸不同,装配后可以产生不同的配合形式,
分为以下三种: (1) 间隙配合——孔的公差带在轴的公差带之上,孔与轴装配时,
具有间隙(包括最小间隙为Байду номын сангаас)的配合。 (2) 过盈配合——孔的公差带在轴的公差带之下,孔与轴装配时,
PPT文档演模板
机加工机械图纸符号大全
PPT文档演模板
机加工机械图纸符号大全
PPT文档演模板
机加工机械图纸符号大全
PPT文档演模板
机加工机械图纸符号大全
3rew
演讲完毕,谢谢听讲!
再见,see you again
PPT文档演模板
2020/11/17
机加工机械图纸符号大全

第17页,共41页。
最大极限尺寸 最小极限尺寸
上偏差ES 下偏差EI
基本尺寸
公差
零线 孔
轴
图1–7 尺寸公差术语解释
第1章 制图基本知识
下偏差ei 上偏差es
最小极限尺寸
公差
最大极限尺寸
第18页,共41页。
偏差,即基本偏差系列中靠近零线的那个偏差。
第20页,共41页。
第1章 制图基本知识
2) 配合 配合是指基本尺寸相同的、相互结合的孔和轴公差带之间的关系。 由于孔和轴的实际尺寸不同,装配后可以产生不同的配合形式,分为以
下三种: (1) 间隙配合——孔的公差带在轴的公差带之上,孔与轴装配时,具有
间隙(包括最小间隙为零)的配合。 (2) 过盈配合——孔的公差带在轴的公差带之下,孔与轴装配时,具有
第13页,共41页。
第1章 制图基本知识
图1-6 表面粗糟
第14页,共41页。
1.2.2. 表面粗糙度代号 如图 1.7
第1章 制图基本知识
第15页,共41页。
第1章 制图基本知识
图1.7
第16页,共41页。
1.3 公差与配合
第1章 制图基本知识
1.3.1公差与配合的概念 1)公差
如果要零件制造加工的尺寸绝对准确,实际上是做不到的。但 是为了保证零件的互换性,设计时根据零件
为单位时,不需要标注计量单位的代号和名称,如采用其它单位, 则必须注明相应的计量单位的代号或名称,如45度30分应写成 45°30′。
第2页,共41页。
第1章 制图基本知识
(3) 图样中所标注的尺寸为该图样所示机件的最后完 工尺寸,否则应另加说明。
(完整版)机械图纸符号大全图解【完整版】
高度h=R=3.5mm
4
GB/T 4458.4-2003;GB/T 16675.2-1996
尺寸注法;
沉孔或锪平符号。
高度h=3.5mm
5
GB/T 4458.4-2003;
GB/T 16675.2-1996
尺寸注法;
沉孔或锪平深度符号。
高度h=3.5mm
6
GB/T 4458.4-2003;
无论是外螺纹或内螺纹,在剖视或剖面图中的剖面线都应画到粗实线。
根据GB/T 197-2003的规定,将普通螺纹的标记方法介绍如下:
六、弹簧表示法 GB/T 4459.4-2003
七、尺寸注法 GB/T 4458.4-2003 GB/T 19096-2003
1.在光滑过渡处标注尺寸时,应用细实线将轮廓线延长,从它们的交点处引出尺寸界线。(如下图)
GB/T 16675.2-1996
尺寸注法;
埋头孔符号。
高度h=3.5mm
机械制图尺寸标注常用标准符号
序号
符号名称
符号绘制标准
应用示例
7
GB/T 15754-1995
锥度符号或莫氏锥度注法。
高度h=3.5mm
8
JB/T 5061-2006
定位支撑符号。
高度h=3.5mm
9
JB/T 5061-2006
汇编人:质管办标准化管理员 郑家贵 2011年8月25日
机 械 制 图 基 础 知 识
一、.图线GB/T 4457.4-2002 GB/T 17450-1998
注:粗虚线和粗点画线的选用
(1)两种粗线都用来指示零件上的某一部分有特殊要求。但应用场合不尽相同。粗虚线专门用于指示该表面有表面处理要求。(表面处理包括镀(涂)覆、化学处理和冷作硬化处理。)
机械工程符号大全
机械工程符号大全1.纸幅面按尺寸大小可分为5种,图纸幅面代号分别为A0、A1、A2、A3、A4。
图框右下角必须要有一标题栏,标题栏中的文字方向为与看图方向一致。
2.图线的种类有粗实线、细实线、波浪线、双折线、虚线、细点划线、粗点划线、双点划线等八类。
3.图样中,机件的可见轮廓线用粗实线画出,不可见轮廓线用虚线画出,尺寸线和尺寸界线用细实线画出来,对称中心线和轴线用细点划线画出。
虚线、细实线和细点划线的图线宽度约为粗实线的1/3。
4.比例是指图中图形尺寸与实物尺寸之比。
5.比例1:2是指实物尺寸是图形尺寸的2倍,属于缩小比例。
6.比例2:1是指图形尺寸是实物尺寸的2倍,属于放大比例。
7.在画图时应尽量采用原值比例的比例,需要时也可采用放大或缩小的比例,其中1:2为缩小比例,2:1为放大比例无论采用那种比例图样上标注的应是机件的实际尺寸。
8.图样中书写的汉字、数字和字母,必须做到字体工整,笔画清楚,间隔均匀,排列整齐,汉字应用长仿宋体书写。
9.标注尺寸的三要素是尺寸界限、尺寸线、尺寸数字。
10.尺寸标注中的符号:R表示圆半径,ф表示圆直径,Sф表示球直径。
11.图样上的尺寸是零件的实际尺寸,尺寸以毫米为单位时,不需标注代号或名称。
12.标准水平尺寸时,尺寸数字的字头方向应向上;标注垂直尺寸时,尺寸数字的字头方向应朝左。
角度的尺寸数字一律按水平位置书写。
当任何图线穿过尺寸数字时都必须断开。
13.斜度是指斜线对水平线的倾斜程度,用符号∠表示,标注时符号的倾斜方向应与所标斜度的倾斜方向一致。
所标锥度方向一致。
14.符号“∠1:10”表示斜度1:10,符号“1:5”表示锥度1:5。
15.平面图形中的线段可分为已知线段、中间线段、连接线段三种。
它们的作图顺序应是先画出已知线段,然后画中间线段,最后画连接线段。
16.已知定形尺寸和定位尺寸的线段叫已知线段;有定形尺寸,但定位尺寸不全的线段叫中间线段;只有定形尺寸没有定位尺寸的线段叫连接线段。
机械图纸中常见的符号及意义
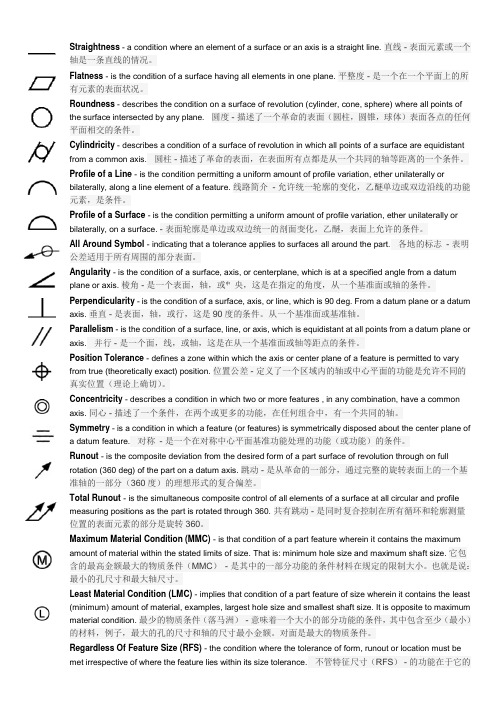
Straightness - a condition where an element of a surface or an axis is a straight line. 直线 - 表面元素或一个轴是一条直线的情况。
Flatness - is the condition of a surface having all elements in one plane. 平整度 - 是一个在一个平面上的所有元素的表面状况。
Roundness - describes the condition on a surface of revolution (cylinder, cone, sphere) where all points of the surface intersected by any plane. 圆度 - 描述了一个革命的表面(圆柱,圆锥,球体)表面各点的任何平面相交的条件。
Cylindricity - describes a condition of a surface of revolution in which all points of a surface are equidistant from a common axis.圆柱 - 描述了革命的表面,在表面所有点都是从一个共同的轴等距离的一个条件。
Profile of a Line - is the condition permitting a uniform amount of profile variation, ether unilaterally or bilaterally, along a line element of a feature. 线路简介- 允许统一轮廓的变化,乙醚单边或双边沿线的功能元素,是条件。
Profile of a Surface - is the condition permitting a uniform amount of profile variation, ether unilaterally or bilaterally, on a surface. - 表面轮廓是单边或双边统一的剖面变化,乙醚,表面上允许的条件。
机械图纸常用符号

直线度(-)——是限制实际直线对理想直线直与不直的一项指标。
平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。
它是针对平面发生不平而提出的要求。
圆度(○)——是限制实际圆对理想圆变动量的一项指标。
它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。
圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。
它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。
圆柱度是圆柱体各项形状误差的综合指标。
线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。
它是对非圆曲线的形状精度要求。
面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。
它是对曲面的形状精度要求。
定向公差——关联实际要素对基准在方向上允许的变动全量。
定向公差包括平行度、垂直度、倾斜度。
平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。
垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。
倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。
定位公差——关联实际要素对基准在位置上允许的变动全量。
定位公差包括同轴度、对称度和位置度。
同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。
对称度——符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。
位置度——符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。
看懂机械图纸上面的符号,必看!!!

看懂机械图纸上面的符号,必看模具图面常见符号的含义:M,MC ―― 铣SP ―――― 基准点H ―――热处理TYP ―――― 典型尺寸ELE ――镀铬RP ――――圆弧点DYE ――染黑CEN,CL ―― 中心线G ―――磨TAN ―――― 切点PG ――― 光学曲线磨THR ―――― 穿孔JG ――― 坐标磨BOTT ―――底面W/C,W ――线割TOP ―――― 顶面E,EDM―― 放电SYM ―――― 对称L ―――― 车T ――――― 厚度INT ――― 交点CB ――――沉孔C ―――― 倒角CLEAR ――― 间隙机械制图中常见的符号及意义:直度-一个条件,一个面元素或轴是一条直线。
平整度-是条件,表面有所有的元素在一个平面。
圆度-描述条件对革命的表面(圆柱,圆锥,球)在所有点的表面相交的任何飞机。
圆柱度-描述了一个条件的旋转面,使所有的点面距离相等,一个共同的旋转轴。
线轮廓度-是条件允许量相同的剖面变化,醚单边或双边,沿着一条线元素的特征。
面轮廓度-是条件允许量相同的剖面变化,醚单边或双边,上表面。
周围标志-表明公差适用于所有周围的部分表面。
倾斜度-是表面,轴,或中线,这是从某一特定角度基准平面或轴。
垂直度-条件是表面,轴,或线,这是90度的基准平面或基准轴平行度-一个表面,线,或轴,这是等距离的所有点,基准平面或轴。
位置公差-定义一个区域内的轴或中心平面的一个特点是允许不同的真正的(理论上精确)位置。
同心度-描述在其中一个条件的2个或更多的功能,在任何组合,有一个共同的旋转轴。
对称度 -是一种状况,其中一个功能(或功能)是处理有关对称中心平面基准特征。
跳动-是复合偏离理想形式的一部分表面上通过革命旋转(360度)的一部分,在基准轴全跳动-是同时复合控制所有表面元素在所有圆轮廓测量位置的部分是通过旋转360。
最大材料状态(三菱)-是条件的一部分功能其中包含的最高金额材料在规定的极限尺寸。
cnc图纸字母符号大全

cnc图纸字母符号大全(△)○(○)△△△(X△)(○)/(◎)(-◎)分类代号类代号通用特性、机构特性代号组代号系代号主参数或设计顺序号主轴参数或第二主要参数重大改进序列号企业代号。
加工图纸通常为机械制图,其中图纸符号很多,常见的有:1 ,直线度——是限制实际直线对理想直线变动量的一项指标。
它是针对直线发生不直而提出的要求。
2 ,圆度○,是限制实际圆对理想圆变动量的一项指标。
它是对具有圆柱面(包括圆面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。
3 ,圆柱度/○/,是限制实际圆柱面对理想圆柱面变动量的一项指标。
它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。
圆柱度是圆柱体各项形状误差的综合指标。
4 ,线轮廓度⌒,是限制实际曲线对理想曲线变动量的一项指标。
它是对非圆曲线的形状精度要求。
5 ,平行度‖,用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。
6 ,垂直度⊥,用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。
7 ,倾斜度∠,用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏7离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度除90°外。
8 ,同轴度◎,用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。
9,还有对称度,位置度,圆跳动,全跳动,极限偏差,加工精度等等,这里就不一一列举了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
下偏差之差。
第1章 制图基本知识
⑥尺寸公差带:在公差图中由代表上、下偏差的两条直线限 定的区域。 ⑦零线:在公差图中表示基本尺寸或零偏差的一条直线。
⑧标准公差和公差等级:国标中规定的,用以确定公差带大
小的任一公差称为标准公差。 ⑨基本偏差:基本偏差为用以确定公差带相对于零线位置的 上偏差或下偏差,即基本偏差系列中靠近零线的那个偏差。
名称,如45度30分应写成45°30′。
第1章 制图基本知识
(3) 图样中所标注的尺寸为该图样所示机件的最后
完工尺寸,否则应另加说明。 (4) 机件的每一尺寸,一般只标注一次,并应标注 在反映该结构最清楚的图形上。 1.1.2 尺寸组成
一个完整的尺寸包括尺寸界线、尺寸线(包括箭头)
和尺寸数字(包括符号),如图1–1所示。 1. 尺寸界线 尺寸界线用来表示所注尺寸的范围。尺寸界线用细 实线绘制,并应由图形的轮廓线、
它对零件的配合性质、磨性、抗腐蚀性、接触刚度、
抗疲劳强度、密封性和外观等都有影响。
第1章 制图基本知识
图1-6 表面粗糟
第1章 制图基本知识
1.2.2. 表面粗糙度代号 如图 1.7
第1章 制图基本知识
图1.7
第1章 制图基本知识
1.3 公差与配合
1.3.1公差与配合的概念 1)公差 如果要零件制造加工的尺寸绝对准确,实际上是做不到的。 但是为了保证零件的互换性,设计时根据零件 的使用要求而制定的允许尺寸的变动量,称为尺寸公差, 简称公差。下面介绍公差的有关术语(参见图1–7)。
图1–3 圆、圆弧及球的尺寸标注
第1章 制图基本知识
1.1.3 斜度与锥度
1. 斜度 斜度是指一直线(或平面)对另一直线(或平面) 的倾斜程度。其大小以它们夹角的正切来表示,并将此 值化为 1﹕n 的形式,斜度 = tanα = H / L=1﹕n 。 标注斜
度时,需在1﹕n前加注斜度符号“
”,且符号方向与
第1章 制图基本知识
图1–2 尺寸线的终端形式
第1章 制图基本知识
3. 圆、圆弧及球的尺寸标注 标注圆的直径时,应在尺寸数字前加注符号“φ”; 标注圆弧半径时,应在尺寸数字前加注符号“R”;标注 球面的直径或半径时,应在尺寸数字前分别加注“ Sφ” 或“SR”。如图1–3所示。
第1章 制图基本知识
第1章 制图基本知识
2) 配合 配合是指基本尺寸相同的、相互结合的孔和轴公差带之间的关系。 由于孔和轴的实际尺寸不同,装配后可以产生不同的配合形式, 分为以下三种: (1) 间隙配合——孔的公差带在轴的公差带之上,孔与轴装配时, 具有间隙(包括最小间隙为零)的配合。 (2) 过盈配合——孔的公差带在轴的公差带之下,孔与轴装配时,
第1章 制图基本知识
图1–1 尺寸的组成
第1章 制图基本知识
轴线或对称中心线处引出。也可利用轮廓线、轴线 或对称中心线作尺寸界线。 2. 尺寸线 尺寸线用来表示尺寸度量的方向。尺寸线必须用细 实线绘在两尺寸界线之间,不能用其它图线代替,不得
与其它图线重合或画在其延长线上。
尺寸线的终端有如图 1–2( a)箭头(b为粗实线宽 度)和图1–2 ( b)斜线( h为字体高度)所示的两种形 式。
最大极限尺寸 最小极限尺寸 上偏差 ES 下偏差 EI
基本尺寸
孔
公差
零线
轴
图1–7 尺寸公差术语解释
最小极限尺寸
下偏差 ei 上偏差 es 公差
最大极限尺寸
第1章 制图基本知识
第1章 制图基本知识
① 基本尺寸:根据零件设计要求所确定的尺寸。 ② 实际尺寸:通过测量得到的尺寸。 ③ 极限尺寸:允许尺寸变动的两个界限值。 ④上、下偏差:最大、最小极限尺寸与基本尺寸的代数差分别称为上偏 差、下偏差。国标规定:孔的上、下偏差代号分别用ES、EI表示;轴 的上、下偏差代号分别用es、ei表示。 ⑤尺寸公差:允许尺寸的变动量。它等于最大、最小极限尺寸之差或上、
具有过盈(包括最小过盈为零)的配合。
第1章 制图基本知识
1.4 形状和位置公差
1.4.1 形状和位置公差(简称形位公差)的概念 零件加工时不但尺寸有误差,几何形状和相对位置也会有误差。 为了满足使用要求,零件的几何形状和相对位置由形状公差和位置公 差来保证。
形状公差是指单一要素的形状对其理想要素形状允许的变动全量。
斜度方向一致。斜度符号的高度等于字高 h 。斜度的定 义、画法及其标注方法如图1–4所示。
第1章 制图基本知识
图1–4 斜度的定义、画法及其标注方法
第1章 制图基本知识
2. 锥度
锥度是指正圆锥体的底圆直径与其高度之比(对于 圆锥台,则为底圆直径与顶圆直径的差与圆锥台的高度 之比),并将此值化成1﹕n的形式。标注时,需在1﹕n 前加注锥度符号“ ”,且符号的方向应与锥度方向一 致。锥度符号的高度等于字高 h 。锥度的定义、画法及 其标注方法如图1–5所示。
第1章 制图基本知识
制图基本知识
1.1一般尺寸注法 1.2表面粗糙度
1.3公差与配合
1.4形状与位置公差
1.5焊接基本符号
第1章 制图基本知识
1.1 一般尺寸注法
1.1.1 基本规则
(1) 机件的真实大小应以图样上所注的尺寸数值为
依据,与图形的大小及绘图的准确度无关。 (2) 图样中(包括技术要求和其它说明)的尺寸, 以毫米为单位时,不需要标注计量单位的代号和名称, 如采用其它单位,则必须注明相应的计量单位的代号或
位置公差是指关联实际要素的位置对其理想要素位置(基准)的 允许变动全量。
1.4.2. 形位公差的项目及符号,如图1-8
第1章 制图基本知识
图1-8
第1章 制图基本知识
1.4.3 形位公差综合标注示例 下面,以图1–9中标注的各形位公差为例,对其含义 作些解释。
第1章 制图基本知识
第1章 制图基本知识
图1–5 锥度的定义、画法及其标注方法
第1章 制图基本知识
1.2 表面粗糙度
1.2.1 表面粗糙度的概念
无论用何种方法加工的表面,都不会是绝对光滑
的,在显微镜下可看到表面的峰、谷状(如图 1–6 所 示)。表面粗糙度是指零件加工表面上具有的较小间 距和峰、谷组成的微观几何形状特性。 表面粗糙度是评定零件表面质量的一项技术指标,