切片软件说明
orcaslicer使用指南
orcaslicer使用指南一、Orcaslicer是什么?Orcaslicer呀,它可是一个超酷的切片软件呢。
就像是一个魔法小助手,专门为3D打印的文件做准备工作的。
你知道3D打印吧,那些超酷的小模型,在被打印出来之前,得先经过这个软件的处理。
它就像是一个大厨,把3D模型这个“食材”切成打印机能理解的“小块”,这样打印机才能准确地把东西打印出来。
二、下载与安装。
下载Orcaslicer可简单啦。
你就到它的官方网站去,就像你去超市找自己喜欢的零食一样,很容易就能找到下载链接。
不过要注意哦,一定要从官方网站下,不然可能会下到一些奇怪的东西,就像你本来想买巧克力,结果买到了奇怪味道的东西一样。
安装的时候呢,就按照它的提示一步步来就行。
它会像一个小导游一样,告诉你“点这里,下一步,再点那里”。
如果在安装过程中遇到什么问题,别慌。
比如说安装到一半不动了,你可以先看看电脑是不是在偷偷干别的事情,就像小朋友开小差一样。
如果还是不行,你可以去它的官方论坛或者一些3D打印爱好者的社区问问,那里的小伙伴都超级热心的,就像一个温暖的大家庭。
三、界面介绍。
打开Orcaslicer之后,你会看到一个界面。
这个界面虽然看起来有点复杂,但是就像一个装满宝藏的小盒子,只要你耐心探索就好。
最上面有一排菜单,就像餐厅里的菜单一样,每个选项都有不同的功能。
比如说“文件”菜单,这里可以打开你要切片的3D模型文件,就像打开一个装满秘密的小盒子。
中间的部分呢,是用来显示你导入的3D模型的。
当你把模型导进去之后,就可以像看自己心爱的小玩具一样,从各个角度去看它。
这里可以旋转、放大、缩小模型,想怎么看就怎么看。
下面还有一些参数设置的地方。
这就像是给你的3D打印模型定制食谱一样,你可以根据自己的需求,调整各种参数,让打印出来的东西达到你想要的效果。
四、导入3D模型。
导入3D模型也不难。
你在“文件”菜单里找到“导入”选项,然后就可以在你的电脑里找你之前下载好或者自己设计的3D模型啦。
AOS切片软件使用方法

AOS切片软件:切片速度快,中文操作页面,页面简洁。
软件已经申请国家专利给大家的是免安装包,下载后解压在非中文文件夹段落后面,打开AOS图标即可使用.如下图所示然后打开下图中AOS 图标将3D模型切片处理将三维模型保存成STL格式,通过AOS切片软件将三维模型分成若干个面,再将每个面分成若干条线,生成GCODE格式文件,此过程即为“切片”。
3D打印机根据GCODE文件,喷头喷出丝状材料,由线成面,再由面成体,完成打印。
AOS切片软件实用方法如下:1、导入模型点击“文件”导入stl三维模型,导入后,在黑色切片操作框内按住鼠标右键不放,滑动鼠标可调整视角。
2、调整模型打印位置及大小1)激活功能键单机左键选中模型,激活“旋转”,“比例”“镜像”功能键。
2)调整模型打印位置点击“旋转”,出现红绿黄三个维度调整线,鼠标滑过彩色线,系统自动捕捉,线颜色变亮时,按住鼠标左键不放,向需要调整的方向滑动鼠标,即可调整模型空间位置。
肉眼观察模型底面和平台面已经平齐或接近平齐时,点击“倾倒”,即可保证模型底面与平台面完全平齐。
此时对准模型按住鼠标左键不放,滑动鼠标可调整模型与平台的相对位置。
点击“复位”,可将模型位置回复最初导入状态。
3)调整模型大小点击“比例”,当“保持比例”锁上时,调整比例,可实现等比例缩放,否则不等比例。
当打印模型大小超出机器打印范围时,模型颜色变“灰”,此时需调整模型大小及位置。
2、设置切片参数1)基本设置①“层高”:设置范围为0.06-0.25mm,高质量打印可用0.06,快速打印可用0.25,建议使用0.1mm;②“壁厚”:设置为喷嘴直径0.4mm的整数倍,如0.8、1.2、1.6,壁厚越大,模型强度越高,建议使用1.6mm;③“底部/顶部厚度”:设置为“层高”的整数倍,建议使用1mm;④“填充密度”:设置范围为0~100%,模型强度与填充密度成正比、打印所需时间与填充密度成反比。
若模型强度要求较低,建议“填充密度”设置为15~20%,若模型强度要求高,建议“填充密度”设置为60~70%,若模型要求实心,则设置为100%。
2-1Cura切片软件的学习

2-1Cura切片软件的学习第二章打印机的基本操作第一节Cura切片软件的学习Cura软件的安装1Cura软件的使用2目录CONTENTS501Cura软件的安装PA RTONECura软件的安装首先双击打开安装包在安装的过程中会弹出管理员认证,选择选择“下一步”,完成安装后,点击“完成”来到Cura安装向导步骤界面,点击“下一步”点击“浏览”选择安装路径,选择好之后点击“下一步”。
进入准备安装界面后,点击“安装”1Cura软件的安装点击下方的“Custom”定制选项,然后再点击“Next”双击打开“Cura”软件定义机器信息切换成中文要选择“Chinese”选项选择一个适配的机型1Cura软件的安装点击“机型”下拉菜单,选择“机型设置”命令,端口号选择提示的端口号,以及将波特率选择115200进入软件界面,点击“OK”“Cura”是否需要安装下载,点击“否”点击“文件”,选择“偏好配置”将打印窗口类型选择“ProterfaceUI”新增的COM口就是三维打印机的连接口位置102Cura软件的使用PARTTWOCura软件的使用---基本参数层厚指的是三维打印的时候每一层的厚度,这是最影响打印质量的设置,普通质量可设置为0.2mm,高质里设为0.1mm。
降低打印质量可以提升打印速度壁厚水平方向的边缘厚,度通常需要结合你的喷嘴孔径设置成相应倍数,这个参数决定了边缘的走线次数和厚度开启回退当在非打印区域移动喷头时适当的回退打印丝能避免多余的挤出和拉丝在高级设置面板中有更多相关设置底层/顶层厚度这个参数控制底层和顶层的厚度,通过层厚和这个参数计算需打印出的实心层的数量这个数值应是层厚的倍数。
让这个参数接近你的壁厚,可以让模型强度更均匀填充密度控制填充密度,打印实心物体需设置为100%,空心物体设置为0%。
通常使用20%填充率这个参数不会影响物体的外观,它一般用来调整物体的强度打印速度打印速度打印速度最快可达150mm/s,为获得更好的打印质量,我们建议打印速度设为80mm/s以下,打印速度的设置要参考很多因素,你可以根据实际情况调试修改打印温度打印时的喷头温度,PLA通常设置为210°,ABS通常设置为230°热床温度打印时热床的温度,热床是为了大面积打印的时候不会有翘边等情况出现,一般ABS的热床温度为60°支撑类型支撑结构类型,通常使用“Touchingbuildplate”建立支撑选择None不会建立支撑,可参考图2-17、2-18粘附平台Brim会在模型底边周围增加数圈薄层推荐使用这个选项,Raft会打印模型前打印一个网状底座如图2-19直径耗材的直径,打印机耗材有很多种,所以直径也有区别,而我们在更换耗材的同时同时也需要,更换这里的材料直径,因为打印头的挤出量是根据材料的直径以及其他几个相关参数来定的,如果设置的直径与打印的材料直径不同,那会出现打印多出料或者少出料等因素。
FDM切片软件ppt课件

12、流量:打印时丝的流速。
效果:直径和流量这 2 个参数是配合使用的。直径越大,出丝越慢,
流量越大,出丝越快。
6
高级设置
1、喷嘴直径:0.4。
反转速度:反抽的速度 效果:理论上速度快一点会更好,但是有可能导致不出丝。
2、反转长度:反抽回去丝的长度。这 2 个参数是在基本设置那选择允许反抽 才有意义的。 效果:反抽回去丝的长度如果太短也有可能造成拉丝,如果太长则有可能不 出丝。
7
6、移动速度:机器移动的速度 效果:移动速度越快,打印时间更短
7、底层打印速度:打印底层的速度,低速可以粘得更紧。 效果:适当调低底层的打印速度,可以让底部粘的更紧,这样才能更好的打印。
8、填充速度:打印填充的速度 效果:加快填充速度,可以打印得更快
9、外壁速度:打印外壁的速度,低速打印可以让外壁打印得更好 效果:减低外壁打印速度,可以让表面更光滑
8
打印界面 保存GCODE文件
打开模型
需要打印时间
当点击模型时,界面左下角 出现3个图标
9
自动将模型放平 将模型恢复原样 旋转
鼠标左键选中圆圈不放,移动鼠标 即可对模型做任意方向成角度旋转 (x、y、z)
10
同角度查看模型:按住鼠标右键不动,移动鼠标 移动模型:按住鼠标左键,移动鼠标 远近缩放查看模型:滚动鼠标的滚轮
3、初始层高度:第一层的厚度 效果:第一层设置厚一点,可以让模型粘得更紧。
4、切除底部:有些模型底部不平,或者接触面比较少的时候,可以 切掉一部分。 效果:对于底部不是很重要或者需要分开打印的模型,可以设置切除 一定高度来进行打印,效果会更好
5、双头重叠:双头打印才有意义。设置双头打印的时候重复挤压量。 效果:设置一定的重复挤压量,可以让两种颜色粘得更紧。
《FDM切片软件》课件

FDM切片软件是用于3D打印中的关键工具,帮助将设计模型切片,使其适合 于FDM打印技术。在本课件中,我们将介绍FDM切片软件的定义、功能、优 缺点、使用方法以及未来发展。
什么是FDM切片软件
FDM切片软件的定义
FDM切片软件是用于将三维设计模型转换为FDM打印机可以理解的层次结构的工具。
FDM切片软件的优缺点
1 FDM切片软件的优点
简单易用、功能强大,可实现高质量的切片 和打印效果。
2 FDM切片软件的缺点
对于复杂模型的处理和支撑生成可能存在一 定的挑战。
FDM切片软件的使用方法
1
பைடு நூலகம்
FDM切片软件的安装方法
从官方网站下载安装文件,按照提示进
FDM切片软件的使用步骤
2
行安装,并确保软件与打印机的兼容性。
总结
1 FDM切片软件的重要性
FDM切片软件是3D打印过程中不可或缺的工 具,直接影响到打印质量和效率。
2 FDM切片软件的应用前景和发展趋势
FDM切片软件在制造业、设计领域等将持续 发展,并不断与其他技术进行融合与创新。
FDM切片软件的应用领域
FDM切片软件广泛应用于制造业、建筑、医疗、艺术等领域,为创新和设计提供技术支持。
FDM切片软件的功能
FDM切片软件的主要功能
将三维设计模型切片为适合FDM打印机输出的层次 结构,包括外壳、填充、支撑结构等。
FDM切片软件的技术特点
支持多种切片参数设置,如层高、填充密度,同时 提供模型修复、支撑生成等功能。
导入三维设计模型,设置切片参数,生 成切片文件,将文件传输到FDM打印机进
行打印。
FDM切片软件的未来发展
切片软件的安装与使用

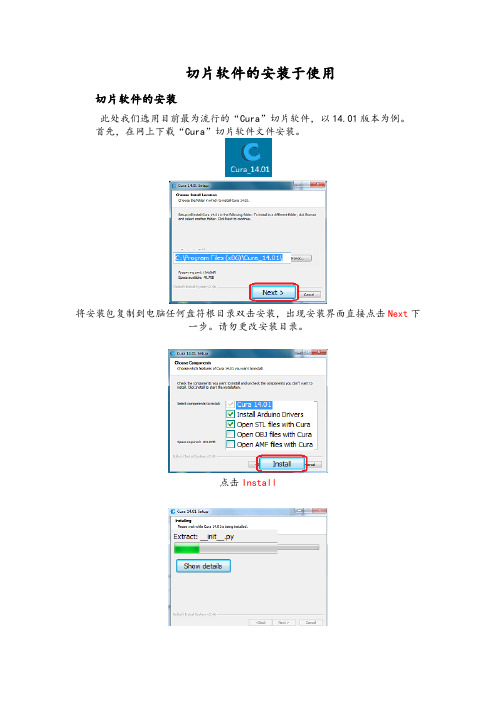
切片软件的安装于使用切片软件的安装此处我们选用目前最为流行的“Cura”切片软件,以14.01版本为例。
首先,在网上下载“Cura”切片软件文件安装。
将安装包复制到电脑任何盘符根目录双击安装,出现安装界面直接点击Next下一步。
请勿更改安装目录。
点击Install出现安装进度条,勿点击任何按钮,等待下一步提示提示安装驱动点击下一步点击完成回到软件安装界面后依次点击Next—Finish完成软件安装,自动进入软件配置界面直接点击Next选中Ultimaker Original后点击Next进入下一步选中热床功能Heated printer bed(self built),点击下一步Next依次点击Skip upgrade跳过进入下级界面点击Skip checks跳过。
进入上图所示界面后点击Finish至此切片软件安装完成。
切片软件的使用在安装完成后会自动进入软件。
为配合使用,软件参数需要稍作修改。
点击Tools后选中Print all once点击Expert,选中Switch to full settings此时界面出现变化,我们接着设置,点击Machine,选中Machine settings…打开机器设置,将各参数设置如上图完全相同(E-Stepsper1mm filament将610改为566)后点击OK保存在键盘同时按下Ctrl+E或点击Expert选项,点击Open expert settings打开专家设置设置主界面参数,Basic参数设置Quality,此项设置决定打印质量Layer height为打印层高,我们设置为0.15-0.2mm。
Shell thickness为打印模型壁厚,如果设置厚度超过模型本身壁厚将打印实心,低于模型厚度的话将会打印填充,此项参数可根据您对模型强度要求稍作修改,一般设置为1mm。
Enable retraction为启用反抽,此项打钩。
在打印模型同一层有断点时最为明显,由当前打印结束段跳至下一起始段时,中间会有细微拉丝情况,启用反抽会大大降低拉丝以打印出最佳效果。
orcaslicer使用手册
《Orcaslicer使用手册》一、前言最近,我接触到了一款非常强大的软件工具——Orcaslicer。
它是一款专为3D打印爱好者和行业从业者设计的软件,具有强大的建模和切片功能。
在使用过程中,我发现Orcaslicer的使用方法和技巧对于初学者来说可能有些复杂,因此我希望通过这篇文章来系统地介绍和总结Orcaslicer的使用方法,同时共享一些个人的使用心得。
二、基本介绍1. 什么是Orcaslicer?Orcaslicer是一款专业的3D打印切片软件,它可以将3D模型切片成适合3D打印机打印的分层数据,并提供了丰富的参数设置和预览功能。
2. Orcaslicer的优势和特点- 强大的切片算法,能够针对不同的3D打印材料和打印机进行优化切片。
- 友好的用户界面,便于用户进行参数设置和预览。
- 支持多种文件格式的导入,包括STL、OBJ等。
- 提供丰富的支持结构生成和打印优化功能。
三、基本操作1. 安装和启动您需要从Orcaslicer官方全球信息湾下载软件安装包,并按照提示完成安装。
安装完成后,双击图标即可启动Orcaslicer。
2. 导入模型在Orcaslicer中,您可以通过“文件”菜单或拖拽方式将您的3D模型导入到软件中。
导入后,您可以在3D视图中查看模型,并对其进行操作。
3. 参数设置在进行切片之前,您需要设置一些参数,包括层厚、填充密度、支撑结构等。
根据您的打印需求和打印机特性,调整这些参数可以帮助您获得更好的打印效果。
4. 预览和切片在参数设置完成后,您可以点击“预览”按钮,Orcaslicer会为您展示模型的切片效果和打印路径。
您可以通过这个预览功能来检查和调整打印效果,确保满足您的需求。
5. 导出和打印您可以将切片好的模型导出为适合您打印机的文件格式,并将其传输到您的打印机中进行打印。
四、进阶技巧1. 支持结构的设置和优化在Orcaslicer中,您可以根据模型的结构和打印需求,设置和生成支撑结构,以提高模型的打印成功率和打印质量。
切片软件的安装与使用
切片软件的安装于使用切片软件的安装此处我们选用目前最为流行的“Cura”切片软件,以14.01版本为例。
首先,在网上下载“Cura”切片软件文件安装。
将安装包复制到电脑任何盘符根目录双击安装,出现安装界面直接点击Next下一步。
请勿更改安装目录。
点击Install出现安装进度条,勿点击任何按钮,等待下一步提示提示安装驱动点击下一步点击完成回到软件安装界面后依次点击Next—Finish完成软件安装,自动进入软件配置界面直接点击Next选中Ultimaker Original后点击Next进入下一步选中热床功能Heated printer bed(self built),点击下一步Next依次点击Skip upgrade跳过进入下级界面点击Skip checks跳过。
进入上图所示界面后点击Finish至此切片软件安装完成。
切片软件的使用在安装完成后会自动进入软件。
为配合使用,软件参数需要稍作修改。
点击Tools后选中Print all once点击Expert,选中Switch to full settings此时界面出现变化,我们接着设置,点击Machine,选中Machine settings…打开机器设置,将各参数设置如上图完全相同(E-Stepsper1mm filament将610改为566)后点击OK保存在键盘同时按下Ctrl+E或点击Expert选项,点击Open expert settings打开专家设置设置主界面参数,Basic参数设置Quality,此项设置决定打印质量Layer height为打印层高,我们设置为0.15-0.2mm。
Shell thickness为打印模型壁厚,如果设置厚度超过模型本身壁厚将打印实心,低于模型厚度的话将会打印填充,此项参数可根据您对模型强度要求稍作修改,一般设置为1mm。
Enable retraction为启用反抽,此项打钩。
在打印模型同一层有断点时最为明显,由当前打印结束段跳至下一起始段时,中间会有细微拉丝情况,启用反抽会大大降低拉丝以打印出最佳效果。
CURA软件使用

CURA软件使用CURA是一种3D打印切片软件,它是Ultimaker公司开发的一款免费软件,广泛用于各种3D打印相关的应用中。
CURA提供了直观的界面和丰富的功能,使用户能够轻松地将3D模型切片并生成打印指令。
安装完成后,打开CURA软件,你会看到一个简洁直观的用户界面。
CURA软件分为几个主要的部分,包括工具栏、3D打印预览区域和设置选项。
首先,你需要将你的3D模型导入到CURA软件中。
CURA支持多种常见的3D模型文件格式,包括.stl、obj等。
你可以通过点击"文件"菜单中的"打开文件"选项来导入你的模型,然后选择你要打印的模型文件并点击"打开"。
导入模型后,CURA会自动将其显示在3D打印预览区域中。
在这个预览区域中,你可以查看和修改模型的布局、大小、方向等,以便达到你想要的3D打印效果。
一旦你对模型进行了设置,接下来你需要进行切片操作。
在CURA中,切片是将3D模型分解成一层层的平面,以便3D打印机能够逐层打印。
你可以点击工具栏中的"切片"按钮或使用快捷键Ctrl+S来进行切片操作。
切片完成后,CURA会生成一个.gcode文件,它包含了所有的打印指令。
这个文件可以直接发送给你的3D打印机进行打印。
在CURA中,你可以选择适合你的3D打印机的配置文件,以确保最佳的打印效果。
在切片之前,你还可以对模型进行一些调整以获得更好的打印结果。
CURA提供了一些工具和选项,可以进行层高、壁厚、填充密度、支撑结构等的调整。
你可以通过单击工具栏中的相应选项来进行这些调整。
值得一提的是,CURA还提供了一些高级功能,如层高校正、实时温度监控、打印时间估算等。
这些功能可以帮助你更好地控制和优化你的打印过程。
最后,完成所有设置后,你可以将.gcode文件保存到本地或直接通过USB连接发送到你的3D打印机进行打印。
总结起来,CURA是一款功能强大且易于使用的3D打印切片软件。
FDM切片软件

7、打印温度:打印时挤出头的温度,ABS 推荐 210-230,PLA 推荐190-220 效果:如果温度太低则无法挤出,会卡住无法出丝
8、热床温度:ABS 推荐 90-110,PLA 推荐 70-80 效果:温度太低,耗材粘性不够,会造成粘不紧,出现翘边的情况
9、支撑类型:打印的过程中因为有悬空,丝会因为重力作用掉下来, 所以需要添加支撑,但是不是所有悬空都是需要支撑的。None:无支 撑,Touching buildplate:外部支撑。在模型有外部悬空的地方增 加支撑,内部不添加支撑。Everywhere:在模型任何悬空的地方都添 加支撑。包括模型内部。 效果:模型如果悬空则需要添加支撑。不添加支撑的话悬空地方打印丝会 掉下来。 10、平台附着类型:增加一个底座,可以让打印的模型粘得更紧。None: 不添加底座。Brim:加厚底座,并在周围增加附着材料。Raft:网状 的底座。 效果:添加底座可以让平台粘得更紧,Raft 类型底座更省材料。 11、直径:耗材直径 12、流量:打印时丝的流速。 效果:直径和流量这 2 个参数是配合使用的。直径越大,出丝越慢, 流量越大,出丝越快。
6、移动速度:机器移动的速度 效果:移动速度越快,打印时间更短 7、底层打印速度:打印底层的速度,低速可以粘得更紧。 效果:适当调低底层的打印速度,可以让底部粘的更紧,这样才能更好的打印。 8、填充速度:打印填充的速度 效果:加快填充速度,可以打印得更快 9、外壁速度:打印外壁的速度,低速打印可以让外壁打印得更好 效果:减低外壁打印速度,可以让表面更光滑 10、内壁速度:打印内壁的速度。速度快点可以缩短打印时间 效果:加速内壁打印速度,可以缩短打印时间 11、层最小打印时间:每层打印的最小时间,在打印太快的时候,机 器会根据这个层最小打印时间调低速度,确保足够的冷却时间。 效果:控制机器每层的最小打印时间,确保有足够的冷却时间 12、打开喷嘴冷却风扇:打开喷嘴冷却风扇,加快冷却 效果:打印时用于加速冷却,成型效果更好,ABS 慎用,容易裂开
3D打印机切片软件种类及使用方法
3D打印机切⽚软件种类及使⽤⽅法好的切⽚软件是3D打印的核⼼,现在的切⽚软件也⾮常多。
⽬前使⽤⽐较⼴泛且操作便捷的切⽚软件有Cura,XBuilder,Makerbot 等。
切⽚软件的好坏,会直接影响到打印物品的质量。
今天给⼤家简单介绍这⼏款切⽚软件的使⽤⽅法。
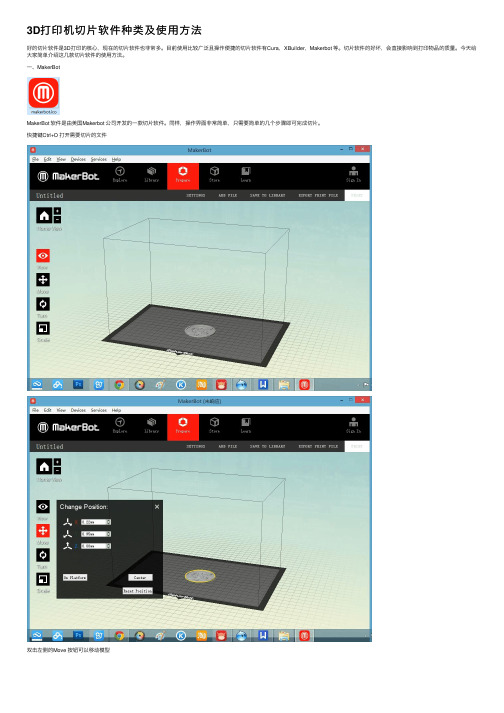
⼀、MakerBotMakerBot 软件是由美国Makerbot 公司开发的⼀款切⽚软件。
同样,操作界⾯⾮常简单,只需要简单的⼏个步骤即可完成切⽚。
快捷键Ctrl+O 打开需要切⽚的⽂件双击左侧的Move 按钮可以移动模型双击turn 按钮,可以对模型进⾏旋转操作。
双击scale 按钮,可以对模型的⼤⼩进⾏缩放。
点击右上⾓“Export Print File”进⾏切⽚Makerbot 软件还能预估打印所需要的时间以及耗费材料的重量。
点击Exprot Now保存到指定⽂件夹即可。
⼆、XBuilderXBuilder 3.0 软件是由西锐三维打印科技⾃主开发的⼀款中⽂版软件,界⾯简洁,操作⽅便。
⽀持.stl, .gcode, .obj等常⽤3D格式⽂件。
更重要的是,界⾯完全汉化,对于英语不好的童鞋来说,是个不错的选择。
点击载⼊,选择需要切⽚的.stl 格式⽂件。
软件窗⼝左侧的⼯具栏可以⼀键实现改变模型视⾓,尺⼨,位置,旋转等操作。
移动视点:选中按钮后,使⽤⿏标左键可以实现模型视⾓的改变。
移动模型:选中按钮后,使⽤⿏标左键可实现对模型的任意拖动。
旋转:选中按钮后,使⽤⿏标左键可实现对模型的任意旋转。
缩放:选中按钮后,使⽤⿏标左键可实现对模型的放⼤与缩⼩。
双击模型设置,可对模型进⾏精确数值的平移、旋转、缩放操作。
此外,还设有正视图,俯视图等⼀键式操作。
童鞋们就不⽤担⼼不⼩⼼把模型移到视线范围外了。
模型调整好后,点击切⽚按钮。
进⼊切⽚设置界⾯。
选择打印机的类型,Smart-225P 或者Smart300M 。
设置模型的填充率,温度以及打印速度。
设置好后点击切⽚,保存成.x3g 或.xery ⽂件即可。
切片软件的安装与使用

切片软件的安装与使用一、切片软件的安装1. 在浏览器中切片软件,例如Photoshop、GIMP或Avidemux等。
然后,找到适合你需求的软件,并前往官方网站。
4.在安装向导中,你需要同意软件的使用条款和许可协议。
阅读这些条款,然后选择“我同意”。
接下来,选择软件的安装位置和其他设置选项。
5.点击“安装”按钮,等待软件安装完成。
这个过程可能需要一些时间,具体时间根据软件的大小和你的计算机性能而定。
6.安装完成后,你可能会看到一个“完成”或“退出”按钮。
点击该按钮以完成安装过程。
二、切片软件的使用1.打开安装好的切片软件。
通常情况下,你可以在计算机的开始菜单中找到软件的图标,并点击打开。
2.根据软件的界面和功能,你可以选择打开要切片的图像或视频文件。
这通常可以通过点击“文件”菜单,然后选择“打开”选项来完成。
3.在开启了要切片的文件后,你可以根据软件的工具栏或菜单栏上提供的选项进行选择和设置。
4.如果你要将图像或视频文件分割成更小的部分,你通常需要指定切片的大小、位置和格式。
这些选项通常可以在软件的“设置”菜单中找到。
5.当你完成选择和设置后,你可以点击“切片”或“保存”按钮,以开始切片过程。
在此过程中,软件将根据你的指导将图像或视频分割成多个部分。
6.一旦切片过程完成,你可以选择保存和导出切片后的文件。
通常可以通过点击“文件”菜单,然后选择“保存”或“导出”选项来完成。
三、切片软件的注意事项1.在安装和使用切片软件之前,最好阅读软件的相关文档和教程。
这些资源可以帮助你更好地了解软件的功能和使用方法。
2.在切片之前,最好备份原始文件。
这样在切割出问题或切片结果不满意时,你可以随时恢复到原始文件。
3.在切片过程中,你需要考虑切片的大小和格式。
过大的切片可能导致性能问题或文件传输问题。
4.在选择切片软件时,最好选择适合你需求和操作系统的软件。
不同的软件可能有不同的功能和兼容性。
总结。
3D打印机切片软件JoysSlicer使用说明书
JoysSlicer-13.11(中文)使用指南>JoysSlicer软件下载下载地址:—>>常用软件下载—>>JoysSlicer_1.10.2-3DJOY/常用工具软件下载/注意:英文版的有ardunio驱动,中文版的没有。
所以如果您是第一次安装,那得麻烦您两个版本都安装一下。
1.>>JoysSlicer软件安装1.1选择安装路径,完成后点击next注意:安装路径不可以出现中文字符,否则软件无法正常使用1.2选择JoysSlicer软件可以加载的文件格式,完成后点击Install1.3JoysSlicer软件开始安装1.4安装完成点击下一步1.5点击完成1.6点击next1.7点击finsh,完成安装2.>>JoysSlicer软件使用JoysSlicer软件打开后是英文界面,通过设置将其转换为中文界面设置机型您可以在此页面连接机器,调整平台。
也可以通过LCD脱机调节平台。
2.1.1点击File —>> Preferences2.1.2点击language —>>Chinese —>>Ok2.1.3关闭软件再打开,显示中文界面2.2切换到完整模式2.2.1点击高级选项—>>切换到完整模式2.2.2完成cure软件设置3.>>JoysSlicer软件参数设置3.1点开文件菜单栏3.1.1文件工具栏说明3.2.1打印参数设置A注:✓层高根据打印的表面精度会经常更改,参数单位为mm,最大值不能超过喷嘴直.径的80%,最小值不能低与0.02mm,建议设定值为0.05mm 为超高精度表面,0.1mm 为高精度表面。
0.15 为较好表面。
0.2mm为一般精度。
其中设定值越大,打印的速度会更快,需要使用者从中取舍。
外壳厚度为模型外壳厚度一般选择喷嘴直径的整数倍。
✓模型底部和顶部外壳厚度,可以选择层厚的整数倍;模型内部的填充比率,设定0 是不进行任何打印填充只进行外壳打印,适合薄壁模型使用,设定100 就是进行实体打印,打印成型后内部为实心零件。
切片软件的安装与使用

切片软件的安装与使用切片软件是一种用于将大型文件或文件夹切割成较小的分段的工具。
它有助于方便传输文件或将大文件分割为多个较小的部分以节省存储空间。
本文将介绍切片软件的安装与使用。
一、切片软件的安装切片软件有许多不同的选择,包括HJ-Split、GSplit、Easy File Splitter等。
接下来,我们以HJ-Split为例,介绍切片软件的安装。
1. 打开浏览器,HJ-Split软件,并进入官方网站。
4. 完成安装后,您将在桌面上或开始菜单中找到HJ-Split的快捷方式。
双击打开软件。
二、切片软件的使用1. 打开HJ-Split软件。
- Split: 用于将一个大文件切割成多个较小的文件。
- Join: 用于将多个切割后的文件合并成一个完整的文件。
- Checksum: 用于计算文件或文件夹的校验和,用于验证文件的完整性和一致性。
3. 选择“Split”选项。
4. 在“Split”选项的界面上,点击“Input file”按钮,选择您要切割的文件。
5. 在“Split file size”选项中,选择您希望每个切割后的文件的大小。
您可以选择固定大小(MB、GB)或以磁盘容量的百分比进行切割。
6. 在“Output file”选项中,选择切割后的文件保存位置和文件名。
7. 点击“Start”按钮开始切割文件。
完成后,您将在选择的保存位置看到切割后的多个文件。
8. 如果需要将切割后的文件重新合并为一个完整的文件,选择“Join”选项。
9. 在“Join”选项的界面上,点击“Input file”按钮,选择切割后的第一个文件。
10. 点击“Start”按钮开始合并文件。
完成后,您将在选择的保存位置看到合并后的完整文件。
-如果您需要将切割后的文件传输给其他人或通过网络传输,确保将所有切割文件一起传输,并提供给接收方全部的切割文件。
-注意合并时选择第一个文件,即切割后的第一个文件,以确保合并的正确性。
Miracle切片软件完整教程

Miracle 切片软件完整教程一、软件安装 双击 图标,出现图 1 界面,点“下一步” ,直至完成安装。
图1 二、软件初始设置 双击 快捷方式打开软件,如图 2 所示。
图2 点击下一步,选择机型,如图 3 所示。
奇迹三维科技有限公司()图3 机型选择完毕后,在打开软件后还可以继续添加其他机型,如图 4、5 所示。
图4奇迹三维科技有限公司()图5 机型添加完成后,可以进行不同机型之间的切换,如图 6 所示。
图6奇迹三维科技有限公司()三、软件菜单介绍 打开模型; 保存模型; 重新将模型载入平 台;清除平台上的模型。
在线打印, 通过数据线将电脑和打印机链 接进行打印,稳定性差。
建议采用保存 GCode 方式, 通过 SD 卡打印, 稳定性好。
配置文件设置,用于保存软件设置参数, 别的机器可调用设置好的参数。
参数设 置可设 置一些 偏好, 机 型设置 同上一次打印有,推荐使用一个一个打, 后面打印失败的不影响前面已 经打印好的, 不过喷头容易碰到已经打印好 的模型, 需在机型设置中详细设置喷头尺寸 参数。
奇迹三维科技有限公司()层高 0.1 打印精度比较高,适合打印精细度 要求较高的模型,一般的用 0.2 或 0.3 即可, 直径 0.6 的喷头层高不能超过 0.35,层高越大, 打印时间越短, 但表面质量越差, 推荐 0.2-0.3 之间。
0.2 层高0.1 层高奇迹三维科技有限公司()外壳的厚度壁厚 0.60.6mm 的壁厚较薄,一般而言 1.2mm 即可,壁 厚需设为喷头直径的整数倍壁厚 1.2壁厚 1.8奇迹三维科技有限公司()容易漏丝开启回退是为了喷头在空行程移动的时候 不要让丝漏出来,否则影响外观,一般默认 开启。
奇迹三维科技有限公司()厚度 1mm 在同样的层数厚度 0.6mm底层/顶层厚度,若填充 小于 20%, 低于 0.8 的厚度 非常容易造成顶部有空 洞,1.2mm 的值一般都比 较好。
聚新增材jx215切片软件参数设置

聚新增材jx215切片软件参数设置摘要:一、引言二、聚新增材JX215切片软件简介三、参数设置方法与步骤四、参数设置注意事项五、软件应用实例六、总结正文:【引言】随着现代科技的发展,增材制造技术在我国得到了广泛的应用,其中聚新增材JX215切片软件作为一款优秀的增材制造软件,为广大用户提供了一站式的切片解决方案。
在使用该软件前,用户需要对软件参数进行合理设置,以保证后续操作的顺利进行。
本文将详细介绍聚新增材JX215切片软件的参数设置方法及其相关注意事项。
【聚新增材JX215切片软件简介】聚新增材JX215切片软件是一款功能强大、操作简便的增材制造软件,适用于各类3D模型的切片处理。
软件具有智能化的参数调整功能,可以根据不同材料、打印机型号自动调整参数,以达到最佳打印效果。
此外,软件还支持多种文件格式导入,如STL、OBJ等,满足用户多样化需求。
【参数设置方法与步骤】1.打开聚新增材JX215切片软件,导入所需模型文件。
2.根据模型特点和打印需求,选择合适的原材料。
3.设置打印参数:包括打印速度、打印温度、喷嘴压力等,可根据实际情况进行调整。
4.设置切片厚度,一般根据打印材料和打印精度要求进行选择。
5.设置支撑结构参数,包括支撑类型、密度、高度等,以保证打印稳定。
6.预览切片结果,检查是否存在过切、欠切等问题,如有需要,及时调整参数。
7.生成G-code文件,为后续打印提供指令。
【参数设置注意事项】1.合理选择打印速度,过快可能导致打印不完整,过慢则会影响打印效率。
2.注意调整喷嘴压力,过高可能导致材料挤出不畅,过低则可能导致打印不清晰。
3.在设置支撑结构时,要确保其足够稳定,以免打印过程中出现问题。
4.根据实际情况调整切片厚度,过厚可能导致打印时间过长,过薄则可能影响打印质量。
5.在预览切片结果时,要仔细检查,确保设置的参数正确无误。
【软件应用实例】以一款塑料材质的3D模型为例,使用聚新增材JX215切片软件进行参数设置,经过调整后,打印效果良好,满足了用户需求。
FDM切片软件
6、移动速度:机器移动的速度 效果:移动速度越快,打印时间更短 7、底层打印速度:打印底层的速度,低速可以粘得更紧。 效果:适当调低底层的打印速度,可以让底部粘的更紧,这样才能更好的打印。 8、填充速度:打印填充的速度 效果:加快填充速度,可以打印得更快 9、外壁速度:打印外壁的速度,低速打印可以让外壁打印得更好 效果:减低外壁打印速度,可以让表面更光滑 10、内壁速度:打印内壁的速度。速度快点可以缩短打印时间 效果:加速内壁打印速度,可以缩短打印时间 11、层最小打印时间:每层打印的最小时间,在打印太快的时候,机 器会根据这个层最小打印时间调低速度,确保足够的冷却时间。 效果:控制机器每层的最小打印时间,确保有足够的冷却时间 12、打开喷嘴冷却风扇:打开喷嘴冷却风扇,加快冷却 效果:打印时用于加速冷却,成型效果更好,ABS 慎用,容易裂开
例如:Repetier-Host、CURA、Simplify 3D HORI 3D Printer等等
3.切片软件介绍与学习
市面上的切片软件多数是开源的,这次学习的切片软件是Cura
完整模式打印
把鼠标放参数上,可以看到每个参数的详细意义
可在机器设置中设置机器实际打印尺寸
基本设置
1、层厚:每一层丝的厚度,支持 0.05-0.3,推荐 0.1-0.2保存GCODE文件
需要打印时间
当点击模型时,界面左下角 出现3个图标
自动将模型放平 将模型恢复原样 旋转 鼠标左键选中圆圈不放,移动鼠标 即可对模型做任意方向成角度旋转 (x、y、z)
同角度查看模型:按住鼠标右键不动,移动鼠标 移动模型:按住鼠标左键,移动鼠标 远近缩放查看模型:滚动鼠标的滚轮
高级设置
1、喷嘴直径:0.4。 反转速度:反抽的速度 效果:理论上速度快一点会更好,但是有可能导致不出丝。 2、反转长度:反抽回去丝的长度。这 2 个参数是在基本设置那选择允许反抽 才有意义的。 效果:反抽回去丝的长度如果太短也有可能造成拉丝,如果太长则有可能不 出丝。 3、初始层高度:第一层的厚度 效果:第一层设置厚一点,可以让模型粘得更紧。 4、切除底部:有些模型底部不平,或者接触面比较少的时候,可以 切掉一部分。 效果:对于底部不是很重要或者需要分开打印的模型,可以设置切除 一定高度来进行打印,效果会更好 5、双头重叠:双头打印才有意义。设置双头打印的时候重复挤压量。 效果:设置一定的重复挤压量,可以让两种颜色粘得更紧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CURA切片软件的安装和使用
软件使用简介
一、切片软件的安装及汉化
二、切片软件脱机使用方法
脱机打印即使用SD卡打印,无需电脑连接机器,使用方便,操作简单,推荐用户使用脱机打印。
三、切片软件联机使用方法
联机打印,需要通过数据线将电脑和3D打印机相连接,打印过程中不能断电,电脑不能屏保或休眠,以防数据传输失败,使用起来相对比较繁琐,通常不建议用户使用。
四、软件参数详细讲解
切片软件的安装及汉化
注意切片文件名保存为GCode(保存切片)代码时不能为中文或者特殊字符1、安装软件
点击安装程序后,弹出页面,一直点击下一步完成安装。
2.汉化切片软件,找到安装CURA-15.4文件夹
将汉化包中的文件util覆盖到安装目录中的文件
将文件中的utilt替换掉即可
重新打开CURA15.04.3切片软件,设置语言如下
2.机型设置
3、软件参数设定
打开在出现的界面可以修改打印过程的全部控制参数。
切换到完整配置模式。