机加工刀具明细表
CNC常用刀具标准表格范例

CNC常用刀具参数参照表刀具刀具规资料格D63R6D63R3D33R2.硬5质D26R2.合5D17R1.金5刀粒D32R6D35R0.8D32R0.8D25R0.8D16R0.8D20R10D16R8D12R0D10R0涂D8R0层D6D0D4R0整D3R0体D2R0硬刀长刃径切削量 (RD)轴切削量 (AD)转速 (S)进给 (F)全长 / 刃有效数粗精粗精粗精粗精长长9590475%D800140014001600 205200475%D1800140014001600 370370475%D600120012001400 9090475%D1******* 205200475%D1******* 370370475%D4602400 20090375%D180080040001500 200140375%D右边红150070032001200色表示20090275%D淬火材2300100036001400 200140275%D料1900100032001200HRC42-15070275%D56度切3000240024001600削参数150100275%D2******* 160110275%D12000240014001600 250190275%D2000240012001300 300240275%D120020008001200 350280250%D600-600-8001000 250180275%D1600180010001400 210150275%D1600200012001500 16090275%D1800220010001400 200150224001400 200140224001500 70/2545475%D160020002000600 75/2545475%D160020002000600 60/2038475%D180020002000500 50/1732475%D18002000200040050/11.24475%D200024002000800540/10.15450%D200024002000800240/8.12450%D240028004004002第 1 页,共 3 页质层整刀长径切削量 (RD)轴切削量 (AD)转速 (S)进给 (F)刀具刀具规刃资料格全长 / 刃有效数体粗精粗精粗精粗精长长硬D1R040/5.6450%D28002800300300质D10R575/1542224001400D8R460/1538224001400合D6R350/1530224001200金D4R250/1522224001000刀D2R140/8.1022400500具30/5.522400300D10R0.75/2545424001400 565/2032424001200白D25R0165/9095460320250D20R0135/7585450350200钢刀D16R095/6575440350180具D12R085/3550425400150 D10X5100/5050340600300 D10X3100/5050340600300斜D10X1100/5050340600300度D6X575/2540335800250刀D6X375/2540335800250 D6X175/2540335800250 T32X8755084830050 T T25X4755083425040型T20X4604083425030刀T16X46040834200301.半精加工参照精加工适合加大数值。
机床刀具表

BOST机床刀库表刀具号(TOOL ID)DUPL MPT E(刀具补偿序TTY(刀具类型)刀具长度(GEO LEN 1)刀具半径LR T B LTL PL 备注T1 (测量探头φ6)111710 3D 测量探头405.4593111111T2 (外轮廓铣刀φ175)111120立铣刀(无角度倒圆)163.09587.171111154T5 (铣轴颈φ125)111120立铣刀(无角度倒圆)273.29762.4591111121T6 (铣内表面φ100)111100符合CLDATA的铣刀329.40150.019111115T61(精铣内表面φ80)111100符合CLDATA 的铣刀330.03740.0021111149T7 (平衡块精铣φ175)111120立铣刀(无角度倒圆)163.10777.44111111T8 (半精铣轴颈φ140)111120立铣刀(无角度倒圆)273.24670.021111122T9 (精铣轴颈φ140)111120立铣刀(无角度倒圆)273.24670.0211111T10 (铣连杆颈根切φ160/R22)111120立铣刀(无角度倒圆)273.29180.0681111123T704(铣连杆颈根切φ100/R10)111120立铣刀(无角度倒圆)404.153********T706(铣连杆颈根切φ100/R13)111120立铣刀(无角度倒圆)417.17449.8811111155T705(铣轴颈φ100)111120立铣刀(无角度倒圆)329.3450111117T707(铣轴颈φ80)111120立铣刀(无角度倒圆)274.094401111124T708(半精铣轴颈φ100)111120立铣刀(无角度倒圆)329.37501111127T709(精铣轴颈φ100)111120立铣刀(无角度倒圆)327.3551.611111T710(铣连杆径根切φ125/R16)111120立铣刀(无角度倒圆)357.56962.5041111132T714(铣连杆径根切φ100/R16)111120立铣刀(无角度倒圆)5011111T39(径向孔φ15平面)111120立铣刀(无角度倒圆)306.8597.51111112297.280T40(径向孔φ15半通)111200麻花钻406.6567.51111113408.997T41(径向孔/斜油孔φ18平面)111120立铣刀(无角度倒圆)300.32691111156298.320T42(径向孔φ18半通)111200麻花钻425.22891111114428.680111120立铣刀(无角度倒圆)298.3155.32111119.2482120立铣刀(无角度倒圆)298.315-9.2476 5.32T46(斜油孔φ18导向)111200麻花钻325.22791111110278.620T47(斜油孔φ18)111200麻花钻690.8591111157690.850T48(斜油孔M20*2螺纹)111241细螺纹丝锥339.038101111111338.82T730(径向孔φ22导向)111200麻花钻222.00311.0321111116218.272T731(径向孔φ22半通)111200麻花钻309.36710.9951111125305.637111120立铣刀(无角度倒圆)298.3155.32111119.2482120立铣刀(无角度倒圆)298.315-9.2476 5.32T749 (径向孔Φ9孔)111200麻花钻167.858 4.5111111115166.131T741(斜油孔φ40)111120立铣刀(无角度倒圆)200.19819.8841111119T742(斜油孔φ35导向)111200麻花钻292.12917.4971111129286.326T23 (斜油孔φ31导向)111200麻花钻261.70715.5621111130257.762T747(斜油孔φ31)111200麻花钻689.7315.51111131684.500T38 (斜油孔M33*2螺纹)1 1241细螺纹丝锥222.81716.51111128726(径向孔φ20半通)111200麻花钻308.714101*********120立铣刀(无角度倒圆)304.2146.44111119.79562120立铣刀(无角度倒圆)304.214-9.7956 6.44T711(斜油孔φ32)111120立铣刀(无角度倒圆)197.74716.031111120T721(斜油孔φ26)111200麻花钻233.87113.0141111144T723(径向孔φ22.5导向)111200麻花钻174.72611.261111145T727(斜油孔φ22.5)111200麻花钻701.5111.251111147T738(斜油孔M24螺纹)111241细螺纹丝锥281.161121111148T728(平衡块钻φ31mm)111200麻花钻224.15815.52211111T736(平衡块钻φ28mm)111200麻花钻302.331411111T729(平衡块钻φ24.61mm)111200麻花钻219.85712.31911111111120立铣刀(无角度倒圆)220.3029111112120立铣刀(无角度倒圆)218.302113120立铣刀(无角度倒圆)216.64412.637T737(平衡块M30螺纹)111241细螺纹丝锥268.7661511111T715(平衡块绞φ25销孔)111250铰刀324.86812.52211111T30 (平衡块钻φ13孔)111200麻花钻178.996 6.511111T11 (平衡块铣φ19.8)111120立铣刀(无角度倒圆)161.0779.91811111T51(径向孔φ16导向)111200麻花钻334.21181111133335.709T52(径向孔φ16半通)111200麻花钻404.72381111135404.111111120立铣刀(无角度倒圆)298.3155.32111119.2482120立铣刀(无角度倒圆)298.315-9.2476 5.32T54(斜油孔φ30)111120立铣刀(无角度倒圆)180.73215111116T55(斜油孔φ18.5导向)111200麻花钻330.3029.251111160336.04T56(斜油孔φ18.5)111200麻花钻623.339.251111151T57(斜油孔M20*1.5螺纹)111241细螺纹丝锥323.925101111152324.043T65(斜油孔φ12平面)111120立铣刀(无角度倒圆)257.17261111137T63(径向孔φ12半通)111200麻花钻410.4861111138111120立铣刀(无角度倒圆)304.8865.887111112120立铣刀(无角度倒圆)304.886-9.5315 5.887111119.532T62(径向孔/斜油孔φ12导向)111200麻花钻324.28461111143T66(斜油孔φ12)111200麻花钻603.461111142T67(斜油孔φ12.5底孔)111200麻花钻312.493 6.251111141T68(斜油孔M14*1.5螺纹)111241细螺纹丝锥306.15471111140可用刀位基本尺寸年月T31 (平衡块倒角)2738曲轴T717(径向孔倒角R6)318.122131曲轴T732(径向孔倒角R4)2330曲轴T64(径向孔倒角R5)392、3、4、9、34、36、46、50、53、58、59通用刀具T732(径向孔倒角R4)T732(径向孔倒角R4)3240曲轴DK曲轴26261826。
锌合金机加工刀具清单
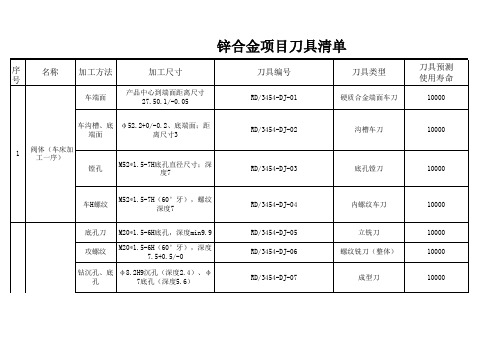
序
名称
加工方法
号
加工尺寸
车端面
产品中心到端面距离尺寸 27.50.1/-0.05
刀具编号
RD/3454-DJ-01
刀具类型
硬质合金端面车刀
车沟槽、底 φ52.2+0/-0.2、底端面;距
端面
离尺寸3
1
阀体(车床加 工一序)
镗孔
M52*1.5-7H底孔直径尺寸;深 度7
RD/3454-DJ-02 RD/3454-DJ-03
沟槽车刀 底孔镗刀
刀具预测 使用寿命
10000
10000
10000
车H螺纹
M52*1.5-7H(60°牙),螺纹 深度7
底孔刀 M20*1.5-6H底孔,深度min9.9
攻螺纹
M20*1.5-6H(60°牙),深度 7.5+0.5/-0
钻沉孔、底 φ8.2H9沉孔(深度2.4)、φ
孔
7底孔(深度5.6)
RD/3454-DJ-04 RD/3454-DJ-05 RD/3454-DJ-06 RD/3454-DJ-07
内螺纹车刀 立铣刀
螺纹铣刀(整体) 成型刀
10000 10000 10000 10000
攻螺纹孔 M8X1-7H螺纹孔()深3.6
RD/3454-DJ-08
粗加工
φ4深19.66立铣刀
阀体(四轴加 工一序,双工
位)
扩孔
(φ4.4-φ4深19.66)成型刀
RD/3454-DJ-09 RD/3454-DJ-10
攻螺纹 攻牙5V1-1螺纹孔,深度3.5
RD/3454-DJ-11
钻孔
φ1.7
RD/3454-DJ-12
CNC操机常用刀具

章文件 编号WI-PM-04制订日期2021.02.22一、夹头类1、夹头整体由拉丁,刀柄,夹头构成,主要作用是夹持加工使用刀具,目前使用铣刀柄和钻夹头两种,上图为铣刀柄,目前所有机台统一使用 BT30-ER25 高速刀柄,主要夹持铣铝刀,钨钢刀,倒角刀,玉米刀,精雕钻,特殊成型刀。
钻夹头主要夹持麻花钻。
(装刀时注意刀柄内部油污清洁,闲置不用刀柄使用巴林润滑,防止生锈丧失精度)2、筒夹主要用来夹持刀具,目前使用筒夹为ER25型号。
(装刀时注意筒夹内部油污清洁,闲置不用筒夹使用润滑油浸泡,防止生锈丧失精度)。
筒夹夹持主要依据刀具刀柄直径来确定规格,常用规格有1/8(柄径3.175的精雕钻),3-4(柄径4的钻头,铣刀,倒角刀),5-6(柄径6的钻头,铣刀,倒角刀), 7-8(柄径8的钻头,铣刀,倒角刀),9-10(柄径10的钻头,铣刀,倒角刀) 。
二、钻头类1、麻花钻主要用于孔位精度不高的孔粗加工,需使用钻夹头夹持。
前端夹角为118度。
2、精雕钻主要用于中精度小孔加工,需使用1/8筒夹夹持。
前端夹角160度。
3、中心钻主要用于孔粗加工前的定位,保证麻花钻粗加工孔中心位置。
4、大头倒角刀主要用于较大深度的标准斜度加工,如波峰焊载具反面倒角。
常用夹角有60度, 90度,120度,150度四种。
5、直柄倒角刀主要用于工件直角边倒角,去除毛刺,增加工件美观度,常用规格为柄4,柄6两种。
6、丝攻主要用于工件攻牙,常见类型为挤压丝攻和机用丝攻。
规格常用有M2(底孔1.6), M3(底孔2.5), M4(底孔3.3), M5(底孔4.2), M6(底孔5)。
章文件 编号WI-PM-04制订日期2021.02.22三、铣刀类1、铣铝刀主要用于铝合金的粗加工,精加工及非金属材料的精加工。
常用规格有D1.5,D2,D3,D4,使用3-4夹头夹持;D6使用5-6夹头夹持; D8使用7-8夹头夹持; D10使用9-10夹头夹持。
机械加工各种刀具名称和型式汇总

机械加工各种刀具名称和型号汇总一、车刀㈠、外圆车刀:45°外圆车刀60°外圆车刀90°外圆车刀45°弯头车刀60°弯头车刀90°偏头外圆车刀50°直头外圆车刀60°直头外圆车刀75°偏头外圆车刀45°偏头外圆车刀60°偏头外圆车刀45°直头外圆车刀75°直头外圆车刀90°直头外圆车刀㈡、端面车刀:45外圆车刀60外圆车刀90外圆车刀90°直头端面车刀90°偏头端面车刀75°偏头端面车刀60°偏头端面车刀93°偏头端面车刀85°偏头端面车刀45°弯头端面车刀㈢仿形车刀:63°直头仿形车刀72.5直头仿形车刀93°偏头仿形车刀㈣、内孔车刀:92°内孔车刀75°内孔车刀可转位75°上压式内孔车刀可转位90°上压式内孔车刀㈤、切断车刀:普通切断车刀上压式机夹可调切断车刀Q型切断车刀ZQ型切断车刀㈥、切槽车刀:普通切槽车刀机夹内孔切槽车刀㈦、成形车刀:平体成形车刀棱体成形车刀圆体成形车刀㈧、外螺纹车刀:机夹外螺纹车刀硬质合金焊接外螺纹车刀㈨、内螺纹车刀:机夹内螺纹车刀硬质合金焊接内螺纹车刀㈩、倒角车刀:15°倒角车刀30°倒角车刀45°倒角车刀60°倒角车刀二、铣刀:1、圆柱形铣刀:粗齿圆柱形铣刀细齿圆柱形铣刀2、面铣刀:镶齿套式面铣刀硬质合金端铣刀硬质合金可转位面铣刀3、立铣刀:套式立铣刀直柄立铣刀莫氏锥柄立铣刀短莫氏锥柄立铣刀削平型直柄立铣刀7:24锥柄立铣刀焊接式硬质合金斜齿锥柄立铣刀波形刃立铣刀硬质合金苞米式铣刀4、三面刃铣刀:直齿三面刃铣刀镶齿三面刃铣刀错齿三面刃铣刀5、槽铣刀:尖齿槽铣刀螺钉槽铣刀6、锯片铣刀:粗齿锯片铣刀中齿锯片铣刀细齿锯片铣刀镶片圆锯7、键槽铣刀:直柄键槽铣刀锥柄键槽铣刀半圆键槽铣刀8、T型槽铣刀:直柄T形槽铣刀削平型直柄T形槽铣刀莫氏锥柄T形槽铣刀硬质合金锥柄T形槽铣刀焊接硬质合金T形槽铣刀9、燕尾槽铣刀:直柄燕尾槽铣刀直柄反燕尾槽铣刀削平型直柄燕尾槽铣刀削平型直柄反燕尾槽铣刀焊接式硬质合金燕尾槽铣刀10、成形铣刀:凸半圆铣刀凹半圆铣刀圆角铣刀11、角度铣刀:单角铣刀不对称双角铣刀对称双角铣刀12、硬质合金可转位铣刀:可转位立铣刀可转位三面刃铣刀可转位面铣刀13、模具铣刀:直柄圆柱形球头立铣刀削平型直柄柱形球头立铣刀莫氏锥直柄圆柱形球头立铣刀直柄圆锥形立铣刀削平型直柄圆锥形立铣刀直柄圆锥形球头立铣刀削平型直柄圆锥形球头立铣刀莫氏锥柄圆锥形立铣刀莫氏锥柄圆锥形球头立铣刀三、孔加工刀具㈠中心钻A型中心钻B型中心钻R型中心钻㈡麻花钻直柄小麻花钻粗直柄小麻花钻直柄短麻花钻直柄麻花钻直柄长麻花钻锥柄麻花钻锥柄长麻花钻锥柄加长麻花钻粗锥柄麻花钻直柄超长麻花钻锥柄超长麻花钻攻丝前钻孔用直柄阶梯麻花钻攻丝前钻孔用锥柄阶梯麻花钻标准群钻铸铁群钻紫铜群钻黄铜群钻薄板群钻整体硬质合金粗柄麻花钻整体硬质合金定直径圆柱柄麻花钻整体硬质合金直柄麻花钻整体硬质合金直柄内冷却麻花钻削平柄硬质合金三刃麻花钻镶片硬质合金麻花钻镶齿冠硬质合金麻花钻镶片硬质合金内冷却麻花钻硬质合金可转位浅孔钻㈢扩孔钻直柄扩孔钻锥柄扩孔钻套式扩孔钻硬质合金锥柄扩孔钻硬质合金套式扩孔钻㈣锪钻60°直柄锥面钻90°直柄锥面钻120°直柄锥面钻60°锥柄锥面钻90°锥柄锥面钻120°锥柄锥面钻带导柱直柄平底锪钻带可换导柱锥柄平底锪钻带导柱直柄90°锥面锪钻带可换导柱锥柄90°锥面锪钻㈤铰刀手用铰刀可调节手用铰刀直柄机用铰刀锥柄机用铰刀带刃倾角直柄机用铰刀带刃倾角锥柄机用铰刀套式机用铰刀锥柄长刃机用铰刀锥柄机用桥梁铰刀整体硬质合金铰刀硬质合金直柄机用铰刀硬质合金锥柄机用铰刀硬质合金可调节浮动铰刀硬质合金无刃铰刀手用1:50锥度销子铰刀手用长刃1:50锥度销子铰刀锥柄机用1:50锥度销子铰刀直柄莫氏圆锥和公制圆锥铰刀锥柄莫氏圆锥和公制圆锥铰刀米制锥螺纹锥孔铰刀㈥镗刀单刃镗刀45°通孔镗刀60°通孔镗刀盲孔镗刀精镗刀直槽镗刀加工后端面镗刀T形槽镗刀通切镗刀推切镗刀硬质合金可转位刀片镗刀固定直径双刃镗刀硬质合金可转位双刃可调镗刀微调镗刀㈦扁钻整体扁钻装配式扁钻㈧深孔钻枪钻(整体硬质合金头)枪钻(焊齿式刀头)BTA内排屑深孔钻(焊接式)BTA内排屑深孔钻(机夹式)BTA套料钻BTA镗孔钻喷吸钻(焊接式)喷吸钻(机夹式)DF内排屑深孔钻㈨复合刀具阶梯钻钻--铰钻--攻丝钻--锪--成形锪四、拉刀㈠圆孔拉刀圆廓式圆孔拉刀轮切式圆孔拉刀综合轮切式圆孔拉刀螺旋齿圆孔拉刀㈡键槽拉刀双键槽拉刀矩形花键孔拉刀键槽拉刀三角花键拉刀尖齿花键拉刀渐开线花键孔拉刀五、齿轮刀具㈠齿轮铣刀盘形齿轮铣刀指形齿轮铣刀㈡齿轮滚刀整体高速钢小模数齿轮滚刀整体高速钢高精度齿轮滚刀整体高速钢多头齿轮滚刀镶片高速钢齿轮滚刀圆磨法装配式齿轮滚刀高速滚齿用硬质合金齿轮滚刀硬齿面刮削齿轮滚刀硬质合金可转位式齿轮滚刀多段组装式粗切滚刀波形刃粗切滚刀长短齿粗切滚刀剃前齿轮滚刀磨前齿轮滚刀刮前齿轮滚刀渐开线花键滚刀㈢插齿刀盘形直齿插齿刀碗形直齿插齿刀锥柄直齿插齿刀渐开线内花键插齿刀斜齿插齿刀薄片插齿刀㈣剃齿刀:盘形剃齿刀径向剃齿刀蜗杆形剃齿刀硬质合金车剃刀㈤蜗轮刀具:蜗轮滚刀蜗轮剃齿刀蜗轮飞刀圆弧齿蜗轮滚刀㈥非渐开线展成刀具:矩形花键滚刀单圆弧齿轮滚刀双圆弧齿轮滚刀钟表齿轮滚刀摆线齿轮滚刀`链轮滚刀非渐开线展成插刀非渐开线展成车刀㈦锥齿轮刀具:直齿锥齿轮铣刀直齿锥齿轮指形铣刀直齿锥齿轮靠模仿形刨刀直齿锥齿轮成对滚切刨刀直齿锥齿轮成对滚切铣刀直齿锥齿轮拉-铣刀盘直齿锥齿轮定装滚刀弧齿锥齿轮铣刀盘弧齿锥齿轮圆拉刀盘摆线齿锥齿轮标准铣刀盘摆线齿锥齿轮万能刀盘准渐开线齿锥齿轮锥形滚刀六、螺纹刀具:㈠螺纹车刀平体螺纹车刀圆体螺纹车刀㈡螺纹梳刀平体螺纹梳刀圆体螺纹梳刀棱体螺纹梳刀㈢丝锥手用丝锥机用丝锥螺旋槽丝锥螺尖丝锥无槽螺尖丝锥挤压丝锥跳牙丝锥串列式丝锥短柄螺母丝锥长柄螺母丝锥弯柄螺母丝锥复合丝锥内容屑丝锥锥螺纹丝锥梯形螺纹拉削丝锥镶齿丝锥直径可调丝锥㈣板牙圆板牙方形板牙管形板牙钳工板牙㈤螺纹铣刀盘形螺纹铣刀圆柱形螺纹铣刀㈥螺纹切头装平梳刀的自动开合丝锥装圆梳刀的自动开合丝锥装平梳刀的板牙头装圆梳刀的板牙头㈦螺纹滚压刀具滚丝轮搓丝板七、刨刀㈠纵切刨刀㈡端面刨刀㈢切断刨刀㈣专用切槽刨刀八、插刀㈠尖刀㈡切刀㈢成型刀九、磨具㈠平行砂轮平形砂轮双斜边一号砂轮双斜边二号砂轮单斜边砂轮小角度单斜边砂轮单面凹砂轮双面凹砂轮单面凹带锥砂轮双面凹带锥砂轮孔槽砂轮螺丝紧固砂轮薄片砂轮。
工装及常用刀具

集团公司常用刀具5
集团公司常用刀具6
丝锥、圆板牙类: 手用丝锥、机用丝锥、管用丝锥(G、威氏 ZG Rc、布氏Z) 圆板牙、管扣圆板牙(G、威氏ZG R、布氏 Z)
集团公司常用刀具7
齿轮刀具 齿轮铣刀、齿轮滚刀(模数10以下)、镶 片齿轮滚刀(模数10以上)、直齿插齿刀 盘形、碗形、锥柄(模数1.5-6)、直齿伞 齿轮刨刀
集团公司常用刀具2
机夹刨刀 (专利)JBD01-13
集团公司常用刀具3
钻头类 直柄麻花钻0.3-13、合金直柄麻花钻5-10、 直柄长刃麻花钻、锥柄麻花钻13-80、合金 锥柄麻花钻12-30、锥柄长刃钻头、 中心钻(有护锥、无护锥)、锥柄锪钻
集团公司常用刀具4
铰刀类 手用铰刀2-40、可调手用铰刀9.25~10, 38~44、锥柄机用铰刀10-30、套式机用铰 刀28-70、1:50锥度铰刀、1:50锥度长刃铰 刀、1:10锥度铰刀
集团公司常用刀具5
铣刀类 直柄粗齿立铣刀3-20、锥柄立铣刀14-50、 合金锥柄立铣刀(YT、YG)20-50、直柄 键槽立铣刀3-20、锥柄键槽铣刀16-50、半 圆键铣刀13*3-32*8、直柄T形槽铣刀8-14、 锥柄T形槽铣刀16-42、三面刃铣刀63-100、 镶片三面刃铣刀110-200、锯片铣刀60*0.5200*5、凸半圆铣刀1.5-12、凹半圆铣刀 1.5-12、单角铣刀60*55,60*60、铣刀盘
工艺装备基本情况-专用工装分类
冷加工专用工装
刀具D
量具L
模具Y
专用工装
夹具J 辅具F
热加工用工装除部分归入模具(Y)外,其他由各热加工生产厂进行分类、编号、管理。
工艺装备基本情况-专用工装编号1
冷加工用专用工装采用字母和数字混合编号方 法,由工装的类、组、分组代号及设计顺序号两 部分组成,中间以短横线分开,其形式如下:
机加工刀具参数参考表 - 永进

0.18 1800 2200 0.18 1600 2000 0.1
0.2 2200 2200 0.2 2000 2200 0.13
0.18 2000 2000 0.18 1800 2000 0.1
0.22 3500 2200 0.2 2500 2000 0.15
0.2 3500 2200 0.2 2500 1800 0.15
B8
精加工
35 45
4000 2200 0.18 3800 2200 3800 2200 0.18 3500 2200
T6
粗加工
25 35
3000 2500 0.15 2800 2200 2800 2500 0.15 2500 2200
T6
半精加 25 3500 2500 0.15 3500 2500
工 25 3200 2000 0.12 3200 2000
T4
精加工 18
3800 2000 0.12 3800 1800
精加工 25
3500 2000 0.12 3500 1800
B4
半精加 15 3500 2200 0.12 3800 2000
工 22 3500 2200 0.12 3500 2000
0.15 3200 2300 0.15 3000 2000 0.08
0.3 3800 2500 0.3 3500 2200 0.2
0.3 3500 2500 0.3 3200 2200 0.2
0.2 3800 2200 0.2 3500 2000 0.15
0.2 3500 2200 0.2 3200 2000 0.15
半精加 45
工
3200 2500 0.15 3000 2500
机械加工各种刀具名称和型式汇总情况
一、车刀㈠、外圆车刀:45°外圆车刀60°外圆车刀90°外圆车刀45°弯头车刀60°弯头车刀90°偏头外圆车刀50°直头外圆车刀60°直头外圆车刀75°偏头外圆车刀45°偏头外圆车刀60°偏头外圆车刀45°直头外圆车刀75°直头外圆车刀90°直头外圆车刀㈡、端面车刀:45外圆车刀60外圆车刀90外圆车刀90°直头端面车刀90°偏头端面车刀75°偏头端面车刀60°偏头端面车刀93°偏头端面车刀85°偏头端面车刀45°弯头端面车刀㈢仿形车刀:63°直头仿形车刀72.5直头仿形车刀93°偏头仿形车刀㈣、孔车刀:92°孔车刀75°孔车刀可转位75°上压式孔车刀可转位90°上压式孔车刀㈤、切断车刀:普通切断车刀上压式机夹可调切断车刀Q型切断车刀ZQ型切断车刀㈥、切槽车刀:普通切槽车刀机夹孔切槽车刀㈦、成形车刀:平体成形车刀棱体成形车刀圆体成形车刀㈧、外螺纹车刀:机夹外螺纹车刀硬质合金焊接外螺纹车刀㈨、螺纹车刀:机夹螺纹车刀硬质合金焊接螺纹车刀㈩、倒角车刀:15°倒角车刀30°倒角车刀45°倒角车刀60°倒角车刀二、铣刀:1、圆柱形铣刀:粗齿圆柱形铣刀细齿圆柱形铣刀2、面铣刀:镶齿套式面铣刀硬质合金端铣刀硬质合金可转位面铣刀3、立铣刀:套式立铣刀直柄立铣刀莫氏锥柄立铣刀短莫氏锥柄立铣刀削平型直柄立铣刀7:24锥柄立铣刀焊接式硬质合金斜齿锥柄立铣刀波形刃立铣刀硬质合金苞米式铣刀4、三面刃铣刀:直齿三面刃铣刀镶齿三面刃铣刀错齿三面刃铣刀5、槽铣刀:尖齿槽铣刀螺钉槽铣刀6、锯片铣刀:粗齿锯片铣刀中齿锯片铣刀细齿锯片铣刀镶片圆锯7、键槽铣刀:直柄键槽铣刀锥柄键槽铣刀半圆键槽铣刀8、T型槽铣刀:直柄T形槽铣刀削平型直柄T形槽铣刀莫氏锥柄T形槽铣刀硬质合金锥柄T形槽铣刀焊接硬质合金T形槽铣刀9、燕尾槽铣刀:直柄燕尾槽铣刀直柄反燕尾槽铣刀削平型直柄燕尾槽铣刀削平型直柄反燕尾槽铣刀焊接式硬质合金燕尾槽铣刀10、成形铣刀:凸半圆铣刀凹半圆铣刀圆角铣刀11、角度铣刀:单角铣刀不对称双角铣刀对称双角铣刀12、硬质合金可转位铣刀:可转位立铣刀可转位三面刃铣刀可转位面铣刀13、模具铣刀:直柄圆柱形球头立铣刀削平型直柄柱形球头立铣刀莫氏锥直柄圆柱形球头立铣刀直柄圆锥形立铣刀削平型直柄圆锥形立铣刀直柄圆锥形球头立铣刀削平型直柄圆锥形球头立铣刀莫氏锥柄圆锥形立铣刀莫氏锥柄圆锥形球头立铣刀三、孔加工刀具㈠中心钻A型中心钻B型中心钻R型中心钻㈡麻花钻直柄小麻花钻粗直柄小麻花钻直柄短麻花钻直柄麻花钻直柄长麻花钻锥柄麻花钻锥柄长麻花钻锥柄加长麻花钻粗锥柄麻花钻直柄超长麻花钻锥柄超长麻花钻攻丝前钻孔用直柄阶梯麻花钻攻丝前钻孔用锥柄阶梯麻花钻标准群钻铸铁群钻紫铜群钻黄铜群钻薄板群钻整体硬质合金粗柄麻花钻整体硬质合金定直径圆柱柄麻花钻整体硬质合金直柄麻花钻整体硬质合金直柄冷却麻花钻削平柄硬质合金三刃麻花钻镶片硬质合金麻花钻镶齿冠硬质合金麻花钻镶片硬质合金冷却麻花钻硬质合金可转位浅孔钻㈢扩孔钻直柄扩孔钻锥柄扩孔钻套式扩孔钻硬质合金锥柄扩孔钻硬质合金套式扩孔钻㈣锪钻60°直柄锥面钻90°直柄锥面钻120°直柄锥面钻60°锥柄锥面钻90°锥柄锥面钻120°锥柄锥面钻带导柱直柄平底锪钻带可换导柱锥柄平底锪钻带导柱直柄90°锥面锪钻带可换导柱锥柄90°锥面锪钻㈤铰刀手用铰刀可调节手用铰刀直柄机用铰刀锥柄机用铰刀带刃倾角直柄机用铰刀带刃倾角锥柄机用铰刀套式机用铰刀锥柄长刃机用铰刀锥柄机用桥梁铰刀整体硬质合金铰刀硬质合金直柄机用铰刀硬质合金锥柄机用铰刀硬质合金可调节浮动铰刀硬质合金无刃铰刀手用1:50锥度销子铰刀手用长刃1:50锥度销子铰刀锥柄机用1:50锥度销子铰刀直柄莫氏圆锥和公制圆锥铰刀锥柄莫氏圆锥和公制圆锥铰刀米制锥螺纹锥孔铰刀㈥镗刀单刃镗刀45°通孔镗刀60°通孔镗刀盲孔镗刀精镗刀直槽镗刀加工后端面镗刀T形槽镗刀通切镗刀推切镗刀硬质合金可转位刀片镗刀固定直径双刃镗刀硬质合金可转位双刃可调镗刀微调镗刀㈦扁钻整体扁钻装配式扁钻㈧深孔钻枪钻(整体硬质合金头)枪钻(焊齿式刀头)BTA排屑深孔钻(焊接式)BTA排屑深孔钻(机夹式)BTA套料钻BTA镗孔钻喷吸钻(焊接式)喷吸钻(机夹式)DF排屑深孔钻㈨复合刀具阶梯钻钻--铰钻--攻丝钻--锪--成形锪四、拉刀㈠圆孔拉刀圆廓式圆孔拉刀轮切式圆孔拉刀综合轮切式圆孔拉刀螺旋齿圆孔拉刀㈡键槽拉刀双键槽拉刀矩形花键孔拉刀键槽拉刀三角花键拉刀尖齿花键拉刀渐开线花键孔拉刀五、齿轮刀具㈠齿轮铣刀盘形齿轮铣刀指形齿轮铣刀㈡齿轮滚刀整体高速钢小模数齿轮滚刀整体高速钢高精度齿轮滚刀整体高速钢多头齿轮滚刀镶片高速钢齿轮滚刀圆磨法装配式齿轮滚刀高速滚齿用硬质合金齿轮滚刀硬齿面刮削齿轮滚刀硬质合金可转位式齿轮滚刀多段组装式粗切滚刀波形刃粗切滚刀长短齿粗切滚刀剃前齿轮滚刀磨前齿轮滚刀刮前齿轮滚刀渐开线花键滚刀㈢插齿刀盘形直齿插齿刀碗形直齿插齿刀锥柄直齿插齿刀渐开线花键插齿刀斜齿插齿刀薄片插齿刀㈣剃齿刀:盘形剃齿刀径向剃齿刀蜗杆形剃齿刀硬质合金车剃刀㈤蜗轮刀具:蜗轮滚刀蜗轮剃齿刀蜗轮飞刀圆弧齿蜗轮滚刀㈥非渐开线展成刀具:矩形花键滚刀单圆弧齿轮滚刀双圆弧齿轮滚刀钟表齿轮滚刀摆线齿轮滚刀`链轮滚刀非渐开线展成插刀非渐开线展成车刀㈦锥齿轮刀具:直齿锥齿轮铣刀直齿锥齿轮指形铣刀直齿锥齿轮靠模仿形刨刀直齿锥齿轮成对滚切刨刀直齿锥齿轮成对滚切铣刀直齿锥齿轮拉-铣刀盘直齿锥齿轮定装滚刀弧齿锥齿轮铣刀盘弧齿锥齿轮圆拉刀盘摆线齿锥齿轮标准铣刀盘摆线齿锥齿轮万能刀盘准渐开线齿锥齿轮锥形滚刀六、螺纹刀具:㈠螺纹车刀平体螺纹车刀圆体螺纹车刀㈡螺纹梳刀平体螺纹梳刀圆体螺纹梳刀棱体螺纹梳刀㈢丝锥手用丝锥机用丝锥螺旋槽丝锥螺尖丝锥无槽螺尖丝锥挤压丝锥跳牙丝锥串列式丝锥短柄螺母丝锥长柄螺母丝锥弯柄螺母丝锥复合丝锥容屑丝锥锥螺纹丝锥梯形螺纹拉削丝锥镶齿丝锥直径可调丝锥㈣板牙圆板牙方形板牙管形板牙钳工板牙㈤螺纹铣刀盘形螺纹铣刀圆柱形螺纹铣刀㈥螺纹切头装平梳刀的自动开合丝锥装圆梳刀的自动开合丝锥装平梳刀的板牙头装圆梳刀的板牙头㈦螺纹滚压刀具滚丝轮搓丝板七、刨刀㈠纵切刨刀㈡端面刨刀㈢切断刨刀㈣专用切槽刨刀八、插刀㈠尖刀㈡切刀㈢成型刀九、磨具㈠平行砂轮平形砂轮双斜边一号砂轮双斜边二号砂轮单斜边砂轮小角度单斜边砂轮单面凹砂轮双面凹砂轮单面凹带锥砂轮双面凹带锥砂轮孔槽砂轮螺丝紧固砂轮薄片砂轮。
CNC_常用刀具表
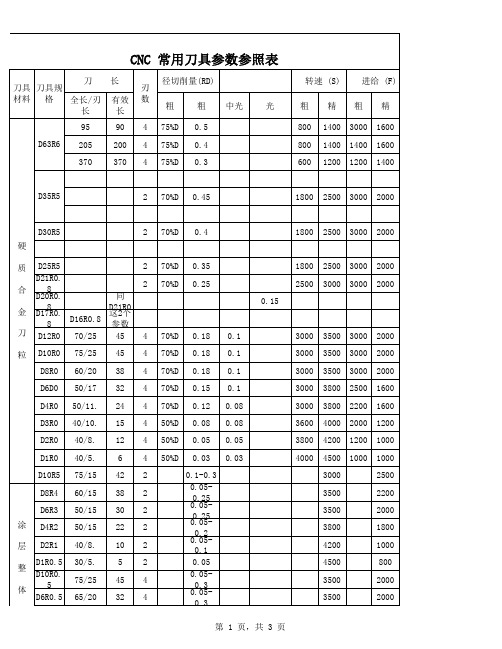
刀 长 刀具 刃 刀具规格 材料 数 全长/刃长 有效长 95 D63R6 205 370 90 200 370 4 4 4 径切削量(RD) 粗 75%D 75%D 75%D 粗 0.5 0.4 0.3 中光 光 转速 (S) 粗 800 800 600 精 1400 1400 1200 进给 (F) 粗 3000 1400 1200 精 1600 1600 1400
白 钢 刀 具
R0。8圆鼻刀的形状!
斜 度 刀
第 2 页,共 3 页
刀 长 刀具 刃 刀具规格 材料 数 全长/刃长 有效长
径切削量(RD) 粗 粗 中光 光
转速 (S) 粗 精
进给 (F) 粗 精
第 3 页,共 3 页
同D21R0.8的参数一样!
D17R0.8 D16R0.8 这2个参数设置和D21r0.8一样! D12R0 D10R0 D8R0 D6D0 D4R0 D3R0 D2R0 D1R0 D10R5 D8R4 D6R3 70/25 75/25 60/20 50/17 50/11. 40/10. 40/8. 40/5. 75/15 60/15 50/15 50/15 40/8. 30/5. 75/25 65/20 165/90 135/75 95/65 45 45 38 32 24 15 12 6 42 38 30 22 10 5 45 32 95 85 75 4 4 4 4 4 4 4 4 2 2 2 2 2 2 4 4 4 4 4 70%D 70%D 70%D 70%D 70%D 50%D 50%D 50%D 0.18 0.18 0.18 0.15 0.12 0.08 0.05 0.03 0.1-0.3 0.05-0.25 0.05-0.25 0.05-0.2 0.05-0.1 0.05 0.05-0.3 0.05-0.3 0.15 0.12 0.1 第 1 页,共 3 页 0.1 0.1 0.1 0.1 0.08 0.08 0.05 0.03 3000 3000 3000 3000 3000 3600 3800 4000 3500 3500 3500 3800 3800 4000 4200 4500 3000 3500 3500 3800 4200 4500 3500 3500 320 350 350 3000 3000 3000 2500 2200 2000 1200 1000 2000 2000 2000 1600 1600 1200 1000 1000 2500 2200 2000 1800 1000 800 2000 2000 250 200 180
07数控加工刀具参数表
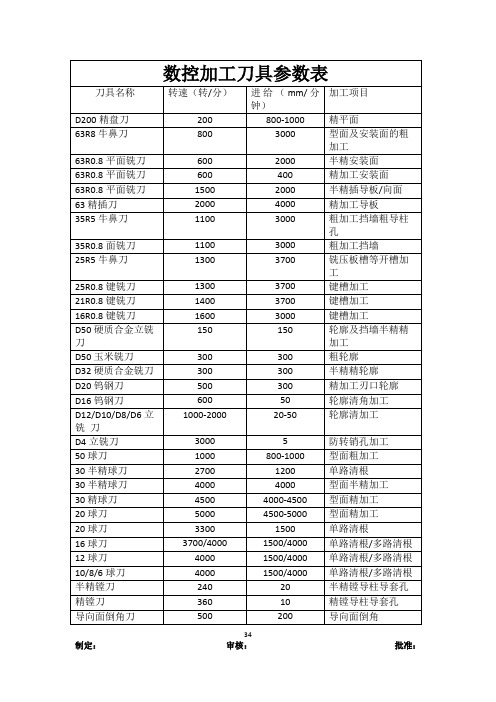
10/8/6球刀
4000
1500/4000
单路清根/多路清根
半精镗刀
240
20
半精镗导柱导套孔
精镗刀
360
10
精镗导柱导套孔
导向面倒角刀
500
200
导向面倒角
2000
4000
精加工导板
35R5牛鼻刀
1100
3000
粗加工挡墙粗导柱孔
35R0.8面铣刀
1100
3000
Байду номын сангаас粗加工挡墙
25R5牛鼻刀
1300
3700
铣压板槽等开槽加工
25R0.8键铣刀
1300
3700
键槽加工
21R0.8键铣刀
1400
3700
键槽加工
16R0.8键铣刀
1600
3000
键槽加工
D50硬质合金立铣刀
150
150
轮廓及挡墙半精精加工
D50玉米铣刀
300
300
粗轮廓
D32硬质合金铣刀
300
300
半精精轮廓
D20钨钢刀
500
300
精加工刃口轮廓
D16钨钢刀
600
50
轮廓清角加工
D12/D10/D8/D6立铣刀
1000-2000
20-50
轮廓清加工
D4立铣刀
3000
5
防转销孔加工
50球刀
1000
800-1000
型面粗加工
30半精球刀
2700
1200
单路清根
30半精球刀
4000
4000
数控铣、加工中心项目参考刀具量具清单

15
R规(内、外)
R3-25
注:量具须经过国家三级及以上计量机构计量检定并在检定有效期内。
技术文件提供的刀具量具清单为最少配置。
1.毛坯尺寸:160mm×130mm×40mm
材质:45﹟钢
2.零件一、零件二为数控铣/加工中心(四轴)共用样题。
∅6×13、∅8×19、∅10×22、∅12×26、∅16×32、∅20×38
7
铣刀(精加工)
∅6×13、∅8×19、∅10×22、∅12×26、∅16×32、∅20×38
8
90°倒角刀
∅10×90°
9
内螺纹铣刀,螺距1.5
M30×1.5(最大长度= 1.5×∅)
10
外螺纹铣刀,螺距1.5
M42×1.5(最大长度= 1.5×∅)
0-25、25-50
7
壁厚千分尺
0-25
8
三爪千分尺(或内径表)
∅8-∅50
9
螺纹塞规
M6-6H、M10-6H、M30×1.5-6H
10
光面塞规
∅8H7、∅10H7、∅12H7
11
螺纹环规
M42×1.5-6h M30X1.5-6h
12
块规
0.9-100
13
磁力表座和千分表
0.002
14
磁力表座和百分表
数控铣/加工中心项目
参考刀具清单
序号
刀具型
规格
1
NC中心钻
∅10×90°
2
钻头
∅5.00、∅7.8、∅8.50、∅9.80、∅10.00、∅11.80、∅20.00
3
机用铰刀
∅8H7、∅10H7、∅12H7
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宁波博威模具金属制品有限公司
序号刀具名称数量材质所属工序备注1∮50面铣刀1合金加一序现有2面铣刀片1PCD 加一序现有3∮14面铣刀1合金加一序请购4面铣刀片1
PCD
加一序请购5合金槽刀1加一序请购6合金槽刀1加一序请购7内孔镗刀1套
加一序请购8刀片加一序
请购9PCD焊接立铣刀
1PCD 加一序请购10定点钻1合金加一序现有11定点钻1合金加一序现有12成型合金铣刀1合金加一序请购13合金铣刀1合金加一序现有14合金钻头1合金加一序现有15合金钻头1合金加一序现有16合金钻头1合金加一序现有17合金钻头1合金加一序现有18挤压丝攻1含钴高速钢加一序现有19挤压丝攻1含钴高速钢加一序现有20螺旋丝攻1含钴高速钢加一序现有21螺旋丝攻
1
含钴高速钢
加一序
现有
M8*1.25
APKT1604R0.4
∮2.1*3*∮6*75(两刃)
15.88±0.02
M4*0.7M3*0.5∮4.2*18*∮6*50∮8*20*85φ20.5*L20*L120*30°
φ10*L50*L100M5*0.8∮6.8*18*∮8*50
编制: 审核: 批准:
备注:
刀具明细表
表单编号:CK-QP07-QR-19
规格型号∮2.75*16*∮4*50APTK160408-AK*4∮3.4*4*∮6*75(两刃)∮12*90°*120∮3.63*16*∮4*50产品名称:产品图号:客户:车型:/
∮8*90°*120。