锂电池检测车间IPQC分容巡查记录表
合集下载
IPQC巡检记录表

备注
IPQC确认:
审核:
批准:
备注:IPQC需严格按要求进行巡检并填写记录;每次检查的量20PCS,需填写对应的数值,如有异常按照《制程异常处理流程》执行。
线别\班次:
XXX组装IPQC巡检 Check list
记录日期:
表单编号:
项序 目号
巡检内容
1 充电片/黄铜开关焊接导线,天线加工,马达贴海绵
2 PCBA烧录,功能测试,确认烧录版本信息
3 PCBA焊接天线,PCBA焊接开关、充电片
4 PCBA焊接电池线马达线
5 半成品功能测试,充电测试
过 6 装马达、五金夹片、打螺丝
程 控
7
打热熔胶、装电池
制 8 装PCBA,装充电片,测试打胶水固定,注意充电片是否装到位
9 PCBA贴海绵、对灯孔
10 充电测试、功能测试,注意有无杂音
11 打胶水、上下盖压合
12 按键、杂音测试,复位配对测试
13 主机粘磁铁,套硅胶,压磁铁盖
工 14 接触PCBA及电子元件的员工必须佩戴静电环及是否有进行静电环检测
品质异常:
频次
7:45-9:45
确认数 OK数
2H
2H
2H
2H
2H
2H
2H
2H
2H
2H
2H
2H
2H
4H
4H
4H
4H
4H
4H
9:45-11:45
13:15-15:15 15:15-17:15 18:00-20:00 20:00-22:00
确认数
确认数
确认数
确认数
确认数
OK数
OK数
OK数
IPQC巡检记录表--
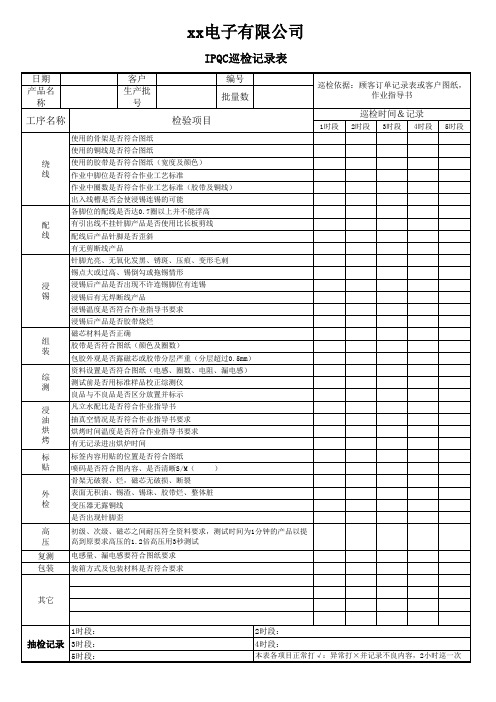
xx电子有限公司
IPQC巡检记录表
日期 产品名
称
工序名称
客户 生产批号Fra bibliotek编号 批量数 检验项目
绕 线
配 线
浸 锡
组 装
综 测
浸 油 烘 烤 标 贴
外 检
高 压 复测 包装
使用的骨架是否符合图纸 使用的铜线是否符合图纸 使用的胶带是否符合图纸(宽度及颜色) 作业中脚位是否符合作业工艺标准 作业中圈数是否符合作业工艺标准(胶带及铜线) 出入线槽是否会使浸锡连锡的可能 各脚位的配线是否达0.7圈以上并不能浮高 有引出线不挂针脚产品是否使用比长板剪线 配线后产品针脚是否歪斜 有无剪断线产品 针脚光亮、无氧化发黑、锈斑、压痕、变形毛刺 锡点大或过高、锡倒勾或拖锡情形 浸锡后产品是否出现不许连锡脚位有连锡 浸锡后有无焊断线产品 浸锡温度是否符合作业指导书要求 浸锡后产品是否胶带烧烂 磁芯材料是否正确 胶带是否符合图纸(颜色及圈数) 包胶外观是否露磁芯或胶带分层严重(分层超过0.5mm) 资料设置是否符合图纸(电感、圈数、电阻、漏电感) 测试前是否用标准样品校正综测仪 良品与不良品是否区分放置并标示 凡立水配比是否符合作业指导书 抽真空情况是否符合作业指导书要求 烘烤时间温度是否符合作业指导书要求 有无记录进出烘炉时间 标签内容用贴的位置是否符合图纸 喷码是否符合图内容、是否清晰S/M( ) 骨架无破裂、烂,磁芯无破损、断裂 表面无积油、锡渣、锡珠、胶带烂、整体脏 变压器无露铜线 是否出现针脚歪
2时段: 4时段: 本表各项目正常打√:异常打×并记录不良内容,2小时巡一次
巡检员:
确 认:
核 准:
初级、次级、磁芯之间耐压符全资料要求,测试时间为1分钟的产品以提 高到原要求高压的1.2倍高压用3秒测试
IPQC巡检记录表
日期 产品名
称
工序名称
客户 生产批号Fra bibliotek编号 批量数 检验项目
绕 线
配 线
浸 锡
组 装
综 测
浸 油 烘 烤 标 贴
外 检
高 压 复测 包装
使用的骨架是否符合图纸 使用的铜线是否符合图纸 使用的胶带是否符合图纸(宽度及颜色) 作业中脚位是否符合作业工艺标准 作业中圈数是否符合作业工艺标准(胶带及铜线) 出入线槽是否会使浸锡连锡的可能 各脚位的配线是否达0.7圈以上并不能浮高 有引出线不挂针脚产品是否使用比长板剪线 配线后产品针脚是否歪斜 有无剪断线产品 针脚光亮、无氧化发黑、锈斑、压痕、变形毛刺 锡点大或过高、锡倒勾或拖锡情形 浸锡后产品是否出现不许连锡脚位有连锡 浸锡后有无焊断线产品 浸锡温度是否符合作业指导书要求 浸锡后产品是否胶带烧烂 磁芯材料是否正确 胶带是否符合图纸(颜色及圈数) 包胶外观是否露磁芯或胶带分层严重(分层超过0.5mm) 资料设置是否符合图纸(电感、圈数、电阻、漏电感) 测试前是否用标准样品校正综测仪 良品与不良品是否区分放置并标示 凡立水配比是否符合作业指导书 抽真空情况是否符合作业指导书要求 烘烤时间温度是否符合作业指导书要求 有无记录进出烘炉时间 标签内容用贴的位置是否符合图纸 喷码是否符合图内容、是否清晰S/M( ) 骨架无破裂、烂,磁芯无破损、断裂 表面无积油、锡渣、锡珠、胶带烂、整体脏 变压器无露铜线 是否出现针脚歪
2时段: 4时段: 本表各项目正常打√:异常打×并记录不良内容,2小时巡一次
巡检员:
确 认:
核 准:
初级、次级、磁芯之间耐压符全资料要求,测试时间为1分钟的产品以提 高到原要求高压的1.2倍高压用3秒测试
(完整版)IPQC制程巡检记录表
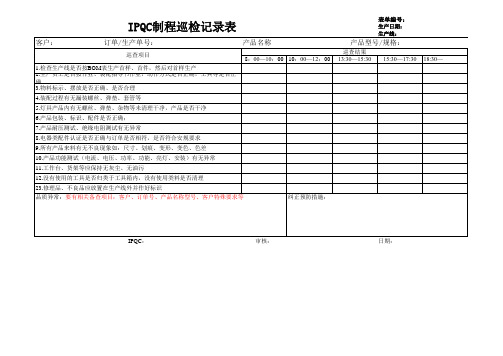
IPQC制程巡检记录表
客户: 订单/生产单号:
巡查项目 1.检查生产线是否按BOM表生产首样、首件,然后对首样生产 2.生产员工是否按作业、装配指导书作业,动作方式是否正确,工具等是否正 确 3.物料标示、摆放是否正确、是否合理 4.装配过程有无漏装螺丝、弹垫、套管等 5.灯具产品内有无螺丝、弹垫、杂物等未清理干净,产品是否干净 6.产品包装、标识、配件是否正确; 7.产品耐压测试、绝缘电阻测试有无异常 8.电器类配件认证是否正确与订单是否相符,是否符合安规要求 9.所有产品来料有无不良现象如:尺寸、划痕、变形、变色、色差 10.产品功能测试(电流、电压、功率、功能、亮灯、安装)有无异常 11.工作台、货架等应保持无灰尘、无油污 12.没有使用的工具是否归类于工具箱内,没有使用类料是否清理 23.修理品、不良品应放置在生产线外并作好标识 品质异常:要有相关备查项目:客户、订单号、产品名称型号、客户特殊要求等 纠正预防措施:
表单编号:
生产日期: 生产线:
产品名称
8:00—10:00 10:00—12:00
产品型号/规格:
巡查结果 13:30—15:30 15:30—17:30 18:30—
IPQC:
客户: 订单/生产单号:
巡查项目 1.检查生产线是否按BOM表生产首样、首件,然后对首样生产 2.生产员工是否按作业、装配指导书作业,动作方式是否正确,工具等是否正 确 3.物料标示、摆放是否正确、是否合理 4.装配过程有无漏装螺丝、弹垫、套管等 5.灯具产品内有无螺丝、弹垫、杂物等未清理干净,产品是否干净 6.产品包装、标识、配件是否正确; 7.产品耐压测试、绝缘电阻测试有无异常 8.电器类配件认证是否正确与订单是否相符,是否符合安规要求 9.所有产品来料有无不良现象如:尺寸、划痕、变形、变色、色差 10.产品功能测试(电流、电压、功率、功能、亮灯、安装)有无异常 11.工作台、货架等应保持无灰尘、无油污 12.没有使用的工具是否归类于工具箱内,没有使用类料是否清理 23.修理品、不良品应放置在生产线外并作好标识 品质异常:要有相关备查项目:客户、订单号、产品名称型号、客户特殊要求等 纠正预防措施:
表单编号:
生产日期: 生产线:
产品名称
8:00—10:00 10:00—12:00
产品型号/规格:
巡查结果 13:30—15:30 15:30—17:30 18:30—
IPQC:
IPQC巡检记录表
18:30 20来自3020:30 22:30
1.以上检查若为正常由“√”,非正常由用文字敘述. 2.有重大问题需在“备注”栏中注明,并开立《改善措施报告》
批准
审核
IPQC
SL-QP-MFG-01-07A
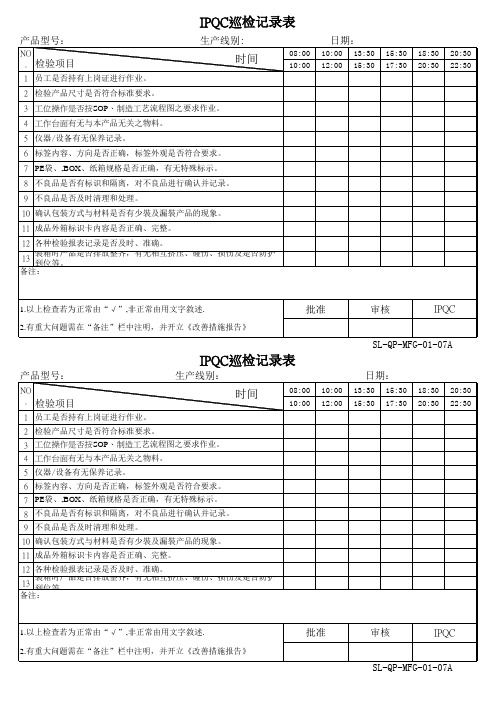
IPQC巡检记录表
产品型号:
生产线别:
NO
. 检验项目
时间
1 员工是否持有上岗证进行作业。
2 检验产品尺寸是否符合标准要求。
3 工位操作是否按SOP、制造工艺流程图之要求作业。
4 工作台面有无与本产品无关之物料。
08:00 10:00
5 仪器/设备有无保养记录。
6 标签内容、方向是否正确,标签外观是否符合要求。 7 PE袋、,BOX、纸箱规格是否正确,有无特殊标示。
2 检验产品尺寸是否符合标准要求。
3 工位操作是否按SOP、制造工艺流程图之要求作业。
4 工作台面有无与本产品无关之物料。
5 仪器/设备有无保养记录。
6 标签内容、方向是否正确,标签外观是否符合要求。
7 PE袋、,BOX、纸箱规格是否正确,有无特殊标示。
8 不良品是否有标识和隔离,对不良品进行确认并记录。
9 不良品是否及时清理和处理。
10 确认包装方式与材料是否有少裝及漏裝产品的现象。
11 成品外箱标识卡内容是否正确、完整。
12 各种检验报表记录是否及时、准确。
13
装箱时产品是否排放整齐,有无相互挤压、碰伤、损伤及是否防护 到位等。
备注:
10:00 12:00
SL-QP-MFG-01-07A
日期:
13:30 15:30 15:30 17:30
15:30 17:30
18:30 20:30
1.以上检查若为正常由“√”,非正常由用文字敘述. 2.有重大问题需在“备注”栏中注明,并开立《改善措施报告》
批准
审核
IPQC
SL-QP-MFG-01-07A
IPQC巡检记录表
产品型号:
生产线别:
NO
. 检验项目
时间
1 员工是否持有上岗证进行作业。
2 检验产品尺寸是否符合标准要求。
3 工位操作是否按SOP、制造工艺流程图之要求作业。
4 工作台面有无与本产品无关之物料。
08:00 10:00
5 仪器/设备有无保养记录。
6 标签内容、方向是否正确,标签外观是否符合要求。 7 PE袋、,BOX、纸箱规格是否正确,有无特殊标示。
2 检验产品尺寸是否符合标准要求。
3 工位操作是否按SOP、制造工艺流程图之要求作业。
4 工作台面有无与本产品无关之物料。
5 仪器/设备有无保养记录。
6 标签内容、方向是否正确,标签外观是否符合要求。
7 PE袋、,BOX、纸箱规格是否正确,有无特殊标示。
8 不良品是否有标识和隔离,对不良品进行确认并记录。
9 不良品是否及时清理和处理。
10 确认包装方式与材料是否有少裝及漏裝产品的现象。
11 成品外箱标识卡内容是否正确、完整。
12 各种检验报表记录是否及时、准确。
13
装箱时产品是否排放整齐,有无相互挤压、碰伤、损伤及是否防护 到位等。
备注:
10:00 12:00
SL-QP-MFG-01-07A
日期:
13:30 15:30 15:30 17:30
15:30 17:30
18:30 20:30
IPQC制程巡检记录表
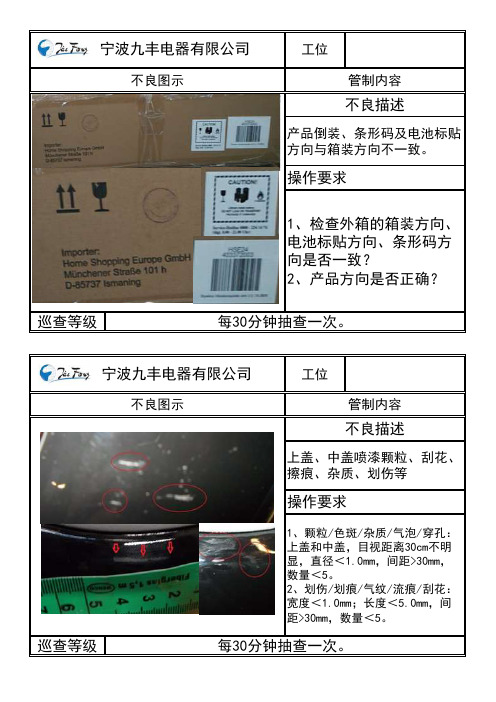
工位巡查等级每30分钟抽查一次。
不良描述产品倒装、条形码及电池标贴方向与箱装方向不一致。
操作要求1、检查外箱的箱装方向、电池标贴方向、条形码方
向是否一致?
2、产品方向是否正确?工位不良图示管制内容
不良图示管制内容
巡查等级每30分钟抽查一次。
不良描述
上盖、中盖喷漆颗粒、刮花、
擦痕、杂质、划伤等
操作要求
1、颗粒/色斑/杂质/气泡/穿孔:
上盖和中盖,目视距离30cm不明
显,直径<1.0mm,间距>30mm,
数量<5。
2、划伤/划痕/气纹/流痕/刮花:
宽度<1.0mm;长度<5.0mm,间
距>30mm,数量<5。
宁波九丰电器有限公司
宁波九丰电器有限公司。
IPQC巡检记录表
IPQC巡检记录表
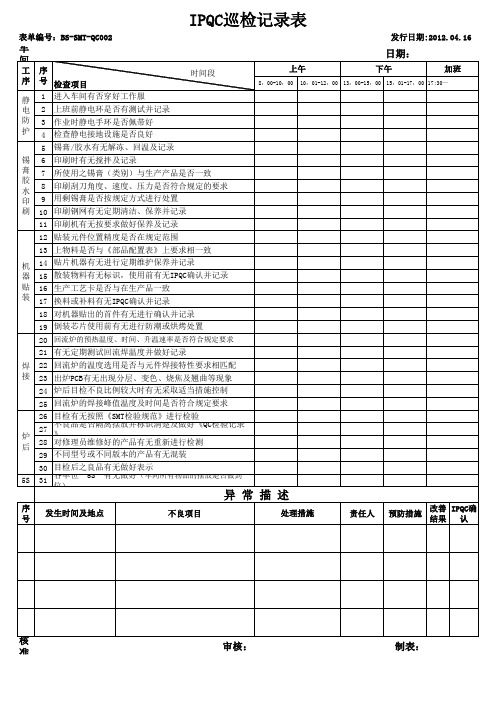
表单编号:BS-SMT-QC002 发行日期:2012.04.16
车间:
工序 序号 静 电 防 护 时间段 时间段 上午
8:00-10:00
日期:
下午 加班
10:01-12:00 13:00-15:00 15:01-17:00 17:30—
检查项目 1 进入车间有否穿好工作服 2 上班前静电环是否有测试并记录 3 作业时静电手环是否佩带好 4 检查静电接地设施是否良好 5 锡膏/胶水有无解冻、回温及记录 6 印刷时有无搅拌及记录 7 所使用之锡膏(类别)与生产产品是否一致 8 印刷刮刀角度、速度、压力是否符合规定的要求 9 用剩锡膏是否按规定方式进行处置 10 印刷钢网有无定期清洁、保养并记录 11 印刷机有无按要求做好保养及记录 12 贴装元件位置精度是否在规定范围
焊 接
22 回流炉的温度选用是否与元件焊接特性要求相匹配 23 出炉PCB有无出现分层、变色、烧焦及翘曲等现象 24 炉后目检不良比例较大时有无采取适当措施控制 25 回流炉的焊接峰值温度及时间是否符合规定要求 26 目检有无按照《SMT检验规范》进行检验 27 不良品是否隔离摆放并标识清楚及做好《QC检验记录》 28 对修理员维修好的产品有无重新进行检测 29 不同型号或不同版本的产品有无混装 30 目检后之良品有无做好表示 31 各单位“5S”有无做好(车间所有物品的摆放是否做到位)
锡 膏 胶 水 印 刷
机 器 贴 装
13 上物料是否与《部品配置表》上要求相一致 14 贴片机器有无进行定期维护保养并记录 15 散装物料有无标识,使用前有无IPQC确认并记录 16 生产工艺卡是否与在生产品一致 17 换料或补料有无IPQC确认并记录 18 对机器贴出的首件有无进行确认并记录 19 倒装芯片使用前有无进行防潮或烘烤处置 20 回流炉的预热温度、时间、升温速率是否符合规定要求 21 有无定期测试回流焊温度并做好记录
表单编号:BS-SMT-QC002 发行日期:2012.04.16
车间:
工序 序号 静 电 防 护 时间段 时间段 上午
8:00-10:00
日期:
下午 加班
10:01-12:00 13:00-15:00 15:01-17:00 17:30—
检查项目 1 进入车间有否穿好工作服 2 上班前静电环是否有测试并记录 3 作业时静电手环是否佩带好 4 检查静电接地设施是否良好 5 锡膏/胶水有无解冻、回温及记录 6 印刷时有无搅拌及记录 7 所使用之锡膏(类别)与生产产品是否一致 8 印刷刮刀角度、速度、压力是否符合规定的要求 9 用剩锡膏是否按规定方式进行处置 10 印刷钢网有无定期清洁、保养并记录 11 印刷机有无按要求做好保养及记录 12 贴装元件位置精度是否在规定范围
焊 接
22 回流炉的温度选用是否与元件焊接特性要求相匹配 23 出炉PCB有无出现分层、变色、烧焦及翘曲等现象 24 炉后目检不良比例较大时有无采取适当措施控制 25 回流炉的焊接峰值温度及时间是否符合规定要求 26 目检有无按照《SMT检验规范》进行检验 27 不良品是否隔离摆放并标识清楚及做好《QC检验记录》 28 对修理员维修好的产品有无重新进行检测 29 不同型号或不同版本的产品有无混装 30 目检后之良品有无做好表示 31 各单位“5S”有无做好(车间所有物品的摆放是否做到位)
锡 膏 胶 水 印 刷
机 器 贴 装
13 上物料是否与《部品配置表》上要求相一致 14 贴片机器有无进行定期维护保养并记录 15 散装物料有无标识,使用前有无IPQC确认并记录 16 生产工艺卡是否与在生产品一致 17 换料或补料有无IPQC确认并记录 18 对机器贴出的首件有无进行确认并记录 19 倒装芯片使用前有无进行防潮或烘烤处置 20 回流炉的预热温度、时间、升温速率是否符合规定要求 21 有无定期测试回流焊温度并做好记录
IPQC巡检记录表
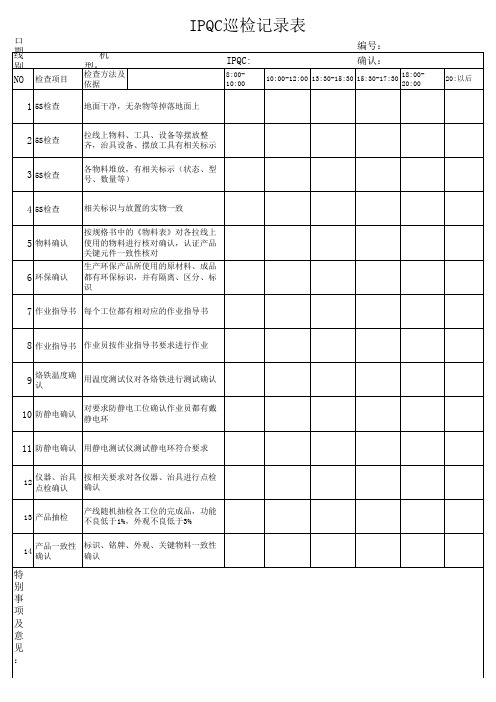
IPQC巡检记录表
日期: 线别: NO 检查项目 1 5S检查 2 5S检查 3 5S检查 4 5S检查 5 物料确认 6 环保确认 机型:
检查方法及依据 地面干净,无杂物等掉落地面上
编号: IPQC: 确认:
8:00-10:00 10:00-12:00 13:30-15:30 15:30-17:30 18:00-20:00 20:以后
特别事项及意见:
注:“√”表示符合
“×”表示不符合
“△”表示已改善
拉线上物料、工具、设备等摆放整 齐,治具设备、摆放工具有相关标示 各物料堆放,有相关标示(状态、型 号、数量等) 相关标识与放置的实物一致 按规格书中的《物料表》对各拉线上 使用的物料进行核对确认,认证产品 关键元件一致性核对 生产环保产品所使用的原材料、成品 都有环保标识,并有隔离、区分、标 识
7 作业指导书 每个工位都有相对应的作业指导书 8 作业指导书 作业员按作业指导书要求进行作业 9认
烙铁温度确 用温度测试仪对各烙铁进行测试确认
10 防静电确认 静电环
对要求防静电工位确认作业员都有戴
仪器、治具 按相关要求对各仪器、治具进行点检 确认 点检确认 产线随机抽检各工位的完成品,功能 不良低于1%,外观不良低于3%
13 产品抽检
14
产品一致性 标识、铭牌、外观、关键物料一致性 确认 确认
日期: 线别: NO 检查项目 1 5S检查 2 5S检查 3 5S检查 4 5S检查 5 物料确认 6 环保确认 机型:
检查方法及依据 地面干净,无杂物等掉落地面上
编号: IPQC: 确认:
8:00-10:00 10:00-12:00 13:30-15:30 15:30-17:30 18:00-20:00 20:以后
特别事项及意见:
注:“√”表示符合
“×”表示不符合
“△”表示已改善
拉线上物料、工具、设备等摆放整 齐,治具设备、摆放工具有相关标示 各物料堆放,有相关标示(状态、型 号、数量等) 相关标识与放置的实物一致 按规格书中的《物料表》对各拉线上 使用的物料进行核对确认,认证产品 关键元件一致性核对 生产环保产品所使用的原材料、成品 都有环保标识,并有隔离、区分、标 识
7 作业指导书 每个工位都有相对应的作业指导书 8 作业指导书 作业员按作业指导书要求进行作业 9认
烙铁温度确 用温度测试仪对各烙铁进行测试确认
10 防静电确认 静电环
对要求防静电工位确认作业员都有戴
仪器、治具 按相关要求对各仪器、治具进行点检 确认 点检确认 产线随机抽检各工位的完成品,功能 不良低于1%,外观不良低于3%
13 产品抽检
14
产品一致性 标识、铭牌、外观、关键物料一致性 确认 确认
2014 电动车锂电池巡检记录表
电池 组焊 接
5 6 7
测量
8 9
10 焊点是否饱满有光泽无污点 焊线 11 排线焊接线序是否正确 12 导线焊接是否按照SOP严格执行 13 保护板焊接线序是否正确,符合SOP要求 绝缘 综合 测试 14 热吹风枪是否点检 15 用热风枪给电池组吹护套后检查是否完全绝缘 16 综合测试仪器是否点检 17 是否有堆叠产品等野蛮作业现象 18 组装工具是否点检 19 合格后粘贴标签是否正确 组装 测试 20 测试仪器是否点检,有无测试记录 21 成品电压与内阻数据记录 充放 测试 沉放 标签 包装 23 充电测试根据SOP要求是否合格 24 放电测试根据SOP要求是否合格 25 沉放抽测记录 26 检查电池组成品标签和条码是否正确 27 内包装的标签和配件是否齐全 28 外包装的规格和标签是否符合作业指导书要求 29 是否做好防静电措施 30 良品、不良品是否按要求标识并摆放整齐 维修 31 清洗溶液是否标识清楚 32 修理OK之后的产品是否进行自检及重新检验 33 所有维修品是否按要求填写维修记录 备注:
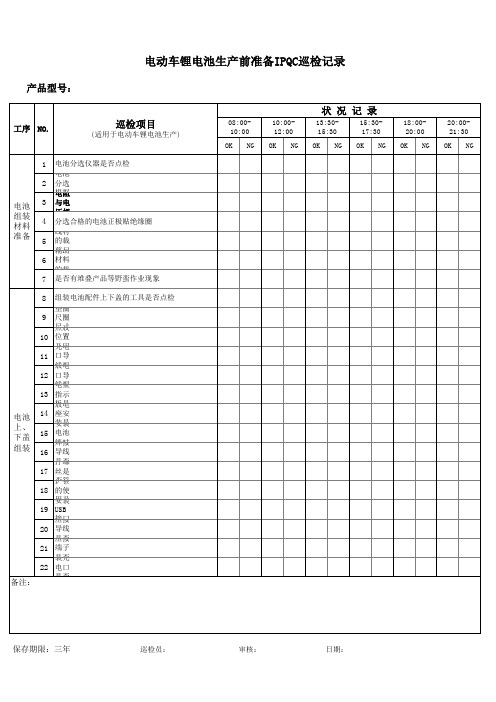
保存期限:三年
巡检员:
审核:
日期
保电动车锂电池IPQC巡检记录
产品型号: 状 况 记 录
工序 NO.
巡检项目
(适用于电动车锂电池生产)
08:0010:00 OK NG
10:0012:00 OK NG
13:3015:30 OK NG
15:3017:30 OK NG
18:0020:00 OK NG
20:0021:30 OK NG
1 2 电池 组装 材料 准备 3 4 5 6 7 8 9
电池分选仪器是否点检 电池分选根据电阻电压规格不同是否合理分类 电阻与电压规格数据记录 分选合格的电池正极贴绝缘圈 线材的裁剪尺寸是否符合规格书要求 辅助材料的裁剪尺寸是否符合规格书要求 是否有堆叠产品等野蛮作业现象 组装电池配件上下盖的工具是否点检 垫圈尺圈尺寸是否符合作业指导书(SOP)要求
IPQC巡检记录表

IPQC巡检记录表
日期:
类 别
巡检项目
巡检人员:
文
1、每个工位需有合格的工艺文件,文件须张挂并按工艺文件要求操作。(正 式文件要有受控印章,且是最新版本;临时作业指导书要有工程师签名)
件 2、操作员使用工具,设备参数,物料及操作步骤、手法是否与工艺文件相符
1、接触PCB/PCBA者或ESD敏感的元件者必须配带有绳静电环;其他人员及移
状 3、好料与坏料分开不可混料,坏料放于不合格区并有标识。 态 4、所有产品、物料状态要标识清楚、正确。
5、不同型号产品、外型相同产品不能在同一工位检查和测试、包装。
6、工作人员上班时不能有聊天、待歇、打闹。
1、过程中各检验报表是否如实记录、测试、检查。要求检查一块记录一次报
记 表。
录
ห้องสมุดไป่ตู้
2、过程中其他报表是否如是记录填写,要求每进行一步填写一次。(①静电 手环测试记录、②设备保养记录、③温湿度记录、④交接记录、⑤烙铁记录
E 动人员接触产品需有相应防静电措施。 S 2、产品码放需做好防静电措施,摆放必须整齐规范,防静电架堆放高度不能 D 过高(普通静电托盘不得超过5层,特殊产品高度不能超过3层)
3、静电皮、静电环、物料架及其它生产、检测设备均需接地。
1、工作台面不能放与本工位无关或不同状态的产品、物料。
2、上班时间员工必须佩戴工作证,穿戴工作服、工作鞋。
责任 确认人 改善 组别 签名 情况
插 3、插装轨道调节是否符合产品宽度要求; 装 4、插装过程遇到问题是否及时反馈; 过 5、各工序不良物料是否进行区分; 程 6、首件是否经品质检验OK,在进行生产;
7、插装区域产品是否有明确产品标示;
操
8、产品交接记录是否填写真实、清晰、完整;
日期:
类 别
巡检项目
巡检人员:
文
1、每个工位需有合格的工艺文件,文件须张挂并按工艺文件要求操作。(正 式文件要有受控印章,且是最新版本;临时作业指导书要有工程师签名)
件 2、操作员使用工具,设备参数,物料及操作步骤、手法是否与工艺文件相符
1、接触PCB/PCBA者或ESD敏感的元件者必须配带有绳静电环;其他人员及移
状 3、好料与坏料分开不可混料,坏料放于不合格区并有标识。 态 4、所有产品、物料状态要标识清楚、正确。
5、不同型号产品、外型相同产品不能在同一工位检查和测试、包装。
6、工作人员上班时不能有聊天、待歇、打闹。
1、过程中各检验报表是否如实记录、测试、检查。要求检查一块记录一次报
记 表。
录
ห้องสมุดไป่ตู้
2、过程中其他报表是否如是记录填写,要求每进行一步填写一次。(①静电 手环测试记录、②设备保养记录、③温湿度记录、④交接记录、⑤烙铁记录
E 动人员接触产品需有相应防静电措施。 S 2、产品码放需做好防静电措施,摆放必须整齐规范,防静电架堆放高度不能 D 过高(普通静电托盘不得超过5层,特殊产品高度不能超过3层)
3、静电皮、静电环、物料架及其它生产、检测设备均需接地。
1、工作台面不能放与本工位无关或不同状态的产品、物料。
2、上班时间员工必须佩戴工作证,穿戴工作服、工作鞋。
责任 确认人 改善 组别 签名 情况
插 3、插装轨道调节是否符合产品宽度要求; 装 4、插装过程遇到问题是否及时反馈; 过 5、各工序不良物料是否进行区分; 程 6、首件是否经品质检验OK,在进行生产;
7、插装区域产品是否有明确产品标示;
操
8、产品交接记录是否填写真实、清晰、完整;
IPQC巡检记录表

4 电批扭力大小是否符合作业指导书之规定?
5 电烙铁温度范围是否符合作业指导书之规定?
不良现 象描述
生产部 改善 措施 注:确 认结果
审核:
线长:
IPQC:
备注
工 3 各生产工位是否按SOP操作?
பைடு நூலகம்
艺 4 主板和LCD是否匹配、软件是否符合出货要求? 5 作业员是否有戴静电环,并做好防静电措施?
确 6 作业员是否按规定戴好手指套和静电手套?
认 7 工作台面和生产线体是否可靠接地?
8 物料存放是否按要求做好静电防护?
9 成品存放和运输是否有防护措施?
1 台面是否有金属屑、塑胶屑等并及时清理?
2 生产线是否及时清线并作标示?
5S 3 物料、半成品、不良品、成品、周转箱是否按要求摆放? 状 4 作业台面物料、工具、不良品是否按要求摆放? 况 5 作业台面是否存在与作业无关的物品?
6 不良品是否有明确的标示和区隔?
7 待测和已测品是否有明确的区分?
1 生产线是否按作业指导书要求操作仪器?
2 仪器设备是否在校验有效期内? 设备 工 具 3 夹具、仪器、工具是否按时进行点检?是否有异常?
日期: 机型:
IPQC巡检重点确认表
巡检重点稽核项目
结果
上午 下午 加班
1 物料是否与BOM上的要求一致?
物料 状态 硧认
2 物料是否齐套? 3 物料是否有变化、有无工程变更(ECN)? 4 结构件试组装,配色是否正确?
5 PCBA版本与资料要求版本是否一致?
1 SOP内容版本是否正确?
2 SOP是否正确按生产工位悬挂?
5 电烙铁温度范围是否符合作业指导书之规定?
不良现 象描述
生产部 改善 措施 注:确 认结果
审核:
线长:
IPQC:
备注
工 3 各生产工位是否按SOP操作?
பைடு நூலகம்
艺 4 主板和LCD是否匹配、软件是否符合出货要求? 5 作业员是否有戴静电环,并做好防静电措施?
确 6 作业员是否按规定戴好手指套和静电手套?
认 7 工作台面和生产线体是否可靠接地?
8 物料存放是否按要求做好静电防护?
9 成品存放和运输是否有防护措施?
1 台面是否有金属屑、塑胶屑等并及时清理?
2 生产线是否及时清线并作标示?
5S 3 物料、半成品、不良品、成品、周转箱是否按要求摆放? 状 4 作业台面物料、工具、不良品是否按要求摆放? 况 5 作业台面是否存在与作业无关的物品?
6 不良品是否有明确的标示和区隔?
7 待测和已测品是否有明确的区分?
1 生产线是否按作业指导书要求操作仪器?
2 仪器设备是否在校验有效期内? 设备 工 具 3 夹具、仪器、工具是否按时进行点检?是否有异常?
日期: 机型:
IPQC巡检重点确认表
巡检重点稽核项目
结果
上午 下午 加班
1 物料是否与BOM上的要求一致?
物料 状态 硧认
2 物料是否齐套? 3 物料是否有变化、有无工程变更(ECN)? 4 结构件试组装,配色是否正确?
5 PCBA版本与资料要求版本是否一致?
1 SOP内容版本是否正确?
2 SOP是否正确按生产工位悬挂?
IPQC巡回检查报表

深圳珈伟光伏照明股份有限公司
IPQC制程巡检记录表
生产线:
工序
制单号:
巡检项目 6H时灯亮标准电流:
产品名称:
抽样 数
客户:
巡检结果
10:00 — 11:00 11:00 — 12:00 13:30 — 14:30 14:30 — 15:30 15:30 — 16:30 16:30 — 17:30
8:00— 9:00— 9:00 10:00
日期标贴及防盗码标贴歪斜破损、 彩盒掉漆、破损、脏污 地插变形、破损、划伤 、 FCC标贴 地插贴FCC标贴 无用错 PK板脏污、破损、划伤、变形 外观检查 顶盖颜色一致,圆筒、灯罩、连接 件外观及组装良 各标贴翘起、破损、脏污 折纸卡/插地插/ 纸卡破损,摆放方式无误 入彩盒 折纸卡/装灯体 内卡与灯体组装适中、灯体与彩盒 入彩盒 摆放正确 折说明书入彩盒 /彩盒封盖 折外箱/贴条形 码 装彩盒入外箱/ 封箱/码板 IPQC: 说明书及附加页齐全、无破损 说明书放入彩盒相应位置、并合盖 外箱与条形码无用错、破损、脏污 条形码贴在外箱相应的位置 外箱按客户要求封箱、外箱胶纸不 能盖住条形码 审核: 日期:
8:00— 9:00— 9:00 流: 充电电流测试 标准电流:
测电池/装电池 标准电压: 卡勾合盖/测亮 灭/外观检查 松动、变形、 刮伤、破损、脏污、 防水套破损、变形 开关打到两个档位时均能亮能灭
螺丝装垫片/对 漏配件、转接头装错、压伤导线、 螺丝孔 破裂 孔/穿螺杆/装螺 母/打螺丝 螺丝规格: 灯亮/灭测试 齿轮连接筒装连 接套/贴日期标 贴/装蝶形螺杆 撕保护膜 彩盒贴日期标/ 防盗码/折彩盒 不亮、闪烁、发光偏色,灯芯下陷 破损、变形、划伤、 日期标贴用错、脏污 保护膜漏撕、SP板划伤
IPQC制程巡检记录表
生产线:
工序
制单号:
巡检项目 6H时灯亮标准电流:
产品名称:
抽样 数
客户:
巡检结果
10:00 — 11:00 11:00 — 12:00 13:30 — 14:30 14:30 — 15:30 15:30 — 16:30 16:30 — 17:30
8:00— 9:00— 9:00 10:00
日期标贴及防盗码标贴歪斜破损、 彩盒掉漆、破损、脏污 地插变形、破损、划伤 、 FCC标贴 地插贴FCC标贴 无用错 PK板脏污、破损、划伤、变形 外观检查 顶盖颜色一致,圆筒、灯罩、连接 件外观及组装良 各标贴翘起、破损、脏污 折纸卡/插地插/ 纸卡破损,摆放方式无误 入彩盒 折纸卡/装灯体 内卡与灯体组装适中、灯体与彩盒 入彩盒 摆放正确 折说明书入彩盒 /彩盒封盖 折外箱/贴条形 码 装彩盒入外箱/ 封箱/码板 IPQC: 说明书及附加页齐全、无破损 说明书放入彩盒相应位置、并合盖 外箱与条形码无用错、破损、脏污 条形码贴在外箱相应的位置 外箱按客户要求封箱、外箱胶纸不 能盖住条形码 审核: 日期:
8:00— 9:00— 9:00 流: 充电电流测试 标准电流:
测电池/装电池 标准电压: 卡勾合盖/测亮 灭/外观检查 松动、变形、 刮伤、破损、脏污、 防水套破损、变形 开关打到两个档位时均能亮能灭
螺丝装垫片/对 漏配件、转接头装错、压伤导线、 螺丝孔 破裂 孔/穿螺杆/装螺 母/打螺丝 螺丝规格: 灯亮/灭测试 齿轮连接筒装连 接套/贴日期标 贴/装蝶形螺杆 撕保护膜 彩盒贴日期标/ 防盗码/折彩盒 不亮、闪烁、发光偏色,灯芯下陷 破损、变形、划伤、 日期标贴用错、脏污 保护膜漏撕、SP板划伤
IPQC制程巡检记录表

巡查结果
8:00—10:00 10:00—12:10 14:00—15:30 15:30—17:50 18:30—
品质异常:
纠正预防措施:
IPQC:
审核:Biblioteka 日期:圣 德 里 照 明
IPQC制程巡检记录表
生产车间: 产品类型 : 巡检标准: 合格 √ 不合格(原因) 生产日期:
巡查项目
1.检查生产线是否按BOM表生产首样、首件,然后对首样生产. 2.生产员工是否按作业、装配指导书作业,动作方式是否正确,工具等是 否正确,工艺流程是否标准. 3.装配过程使用物料规格是否正确,有无漏装配件等. 4.物料标示、摆放是否正确、是否合理. 5.灯具产品内有无螺丝、垫片、杂物等未清理干净,产品是否干净标准. 6.产品包装、标识、配件是否正确. 7.附带配件(水晶类、五金类、亚克力类 等)是否正确与BOM表是否相 符,是否符合安规要求. 8.所有产品来料有无不良现象如:尺寸、划痕、掉漆、变形、变色、色差. 9.半成品功能老化测试(电流、电压、功率、亮灯、安装)有无异常. 10.工作台、货架等应保持无灰尘、无油污. 11.没有使用的工具是否归类于工具箱内,没有使用类料是否清理. 12.修理品、不良品应放置在生产线外并作好标识.
IPQC巡检/抽检记录表
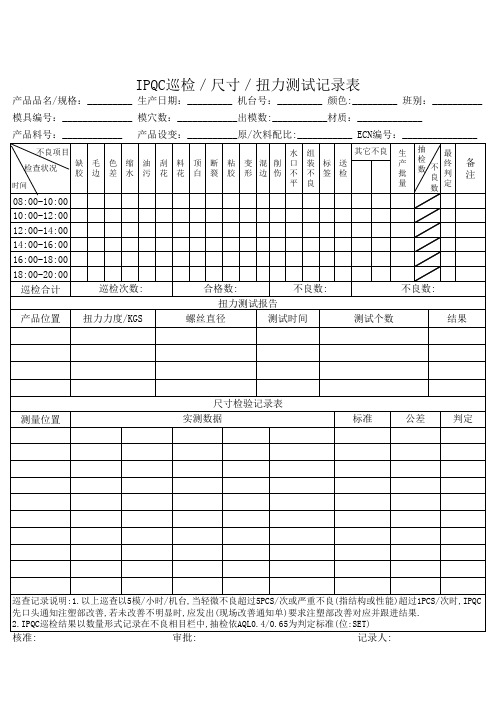
产品料号:____________ 产品设变:__________原/次料配比:___________ ECN编号:_______________
不良项目
水组
其它不良 生 抽 最
检查状况
缺 毛 色 缩 油 刮 料 顶 断 粘 变混削 口 装 标 送 胶 边 差 水 污 花 花 白 裂 胶 形边伤 不 不 签 检
核准:
审批:
记录人:
标准
公差
判定
巡查记录说明:1.以上巡查以5模/小时/机台,当轻微不良超过5PCS/次或严重不良(指结构或性能)超过1PCS/次时,IPQC
先口头通知注塑部改善,若未改善不明显时,应发出(现场改善通知单)要求注塑部改善对应并跟进结果. 2.IPQC巡检结果以数量形式记录在不良相目栏中,抽检依AQL0.4/0.65为判定标准(位:SET)
IPQC巡检/尺寸/扭力测试记录表
产品品名/规格:_________ 生产日期:_________ 机台号:_________ 颜色:_________ 班别:__________
模具编号:______________ 模穴数:____________出模数:___________材质:_____________
产 批
检 数
不 良
终 判
备 注
时间
平良
量
数定
08:00-10:00
10:00-12:00
12:00-14:00
14:00-16:00
16:00-18:00
18:00-20:00
巡检合计
巡扭力测试报告
产品位置 扭力力度/KGS
螺丝直径
测试时间
测试个数
结果
测量位置
尺寸检验记录表 实测数据
IPQC巡回点检记录表

点检内容
1、实测温度是否在依作业指导 书在设定范围内
点检内容
1、工作台面是否干净,物料是否摆放整齐 2、作业人员是否依标准作业 3、检查岗位是否作成检查记录 4、物料是否标示明确 5、产线是否依规定及时悬挂SOP 6、产品是否处于防静电状态
现场5S
备注:
在以上的检查项目中如发现有不符合现象,请将所对应的不良项目代码填写在每2小时所对应的表格内,并及时要求生产管理人员改善。
确认/日期:_______________ IPQC/日期:_______________
审核/日期:_______________
异常记录
处理结果
静电环
烙铁漏电
设备运作 状况
组别 插件 组装 SMT 修理 组别 插件 组装 SMT 修理 组别 插件 插件 SMT 组别 插件 组装 SMT 修理
点检人数
点检内容
1、是否佩戴 1、漏电是否在10V以下 2、烙铁是否接地 3、温度是否在规定范围
机台数 手工锡炉 波峰焊 回流焊
*********有限公司
IPQC巡回点检记录表
巡检日期:_______________ 品名规格 机种型号
对料内容
1、无件个数是否相等 2、元件数值是否相符 3、锡浆、红胶是否错用 4、换料是否确认 5、PCB板是否正确 6、锡浆管制是否依规定执行
巡检时间
08:00- 10:00- 12:00- 14:00- 16:00- 18:00- 20:00- 22:00- 24:00- 02:00- 04:00- 6:00:10:00 12:00 14:00 16:00 18:00 20:00 22:00 24:00 02:00 04:00 06:00 08:00
ipqc制程巡检记录表模板
客户: 抽样数量
检验项目
IPQC制程巡检记录表
订单号:
部门:口管部
产品名称:
生产日期:
组别:
巡检结果
8:30-9:30 9:30-10:30 10:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00 19:00--
处理措施 判定
1.此表应如实,按时,具体检查项目。判定合格记 OK 不合格 NG
说 明
QC签名/日期:
2.巡检不合品必须从不同员工的半成品中随机、分散地抽取
4.必须要根据MK签名认可的标准样和Spec来核对和检测
5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0,MIN=2.5 抽样20PCS(1.0:收0退1 2.5:收1退2)抽样32PCS(1.0:收1退2 2.5:收2退3)抽样50PCS(1.0:收1退2 2.5:收3退4)抽样80PCS(1.0:收2退3 2.5:收5退6)抽样125PCS(1.0:收3退4 2.5:收7退 8)抽样200PCS(1.0:收5退6 2.5:收10退11)
6.必须结合《制程QC检验标准》检查产品
审核/日期:
批准/日期:
备注
(1.0:收1退2 4 2.5:收7退
检验项目
IPQC制程巡检记录表
订单号:
部门:口管部
产品名称:
生产日期:
组别:
巡检结果
8:30-9:30 9:30-10:30 10:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00 19:00--
处理措施 判定
1.此表应如实,按时,具体检查项目。判定合格记 OK 不合格 NG
说 明
QC签名/日期:
2.巡检不合品必须从不同员工的半成品中随机、分散地抽取
4.必须要根据MK签名认可的标准样和Spec来核对和检测
5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0,MIN=2.5 抽样20PCS(1.0:收0退1 2.5:收1退2)抽样32PCS(1.0:收1退2 2.5:收2退3)抽样50PCS(1.0:收1退2 2.5:收3退4)抽样80PCS(1.0:收2退3 2.5:收5退6)抽样125PCS(1.0:收3退4 2.5:收7退 8)抽样200PCS(1.0:收5退6 2.5:收10退11)
6.必须结合《制程QC检验标准》检查产品
审核/日期:
批准/日期:
备注
(1.0:收1退2 4 2.5:收7退