BOSCH焊接控制器6.03
最新维修二内部题库单选-2023
最新维修二内部题库单选-2023.03.04一、单选题1.FESTO气缸属于双作用气缸, 它是通过()控制运动速度。
[单选题] *A.节流阀(正确答案)B.换向阀C.减压阀D.以上都不对2.切边机平移气缸采用()进行换向。
[单选题] *A.双压阀B.两位五通换向阀(正确答案)C.顺序阀D.以上都不对3.切边机平移气缸属于()气缸。
[单选题] *A.双作用(正确答案)B.单作用C.单双作用D.以上都不对4.切边机气缸用的是()。
[单选题] *A.相对压力(正确答案)B.绝对压力C.大气压力D.以上都不对5.切边机气缸上的节流阀的作用是()。
[单选题] *A.调节气缸的运动速度(正确答案)B.调节气缸缓冲力C.增加气缸压力D.以上都不对6.切边机气缸在整套气路系统中属于()。
[单选题] *A.动力元件B.执行元件(正确答案)C.控制元件D.以上都不对7.切边机气缸采用()法,使气缸动作灵敏,没爬行现象。
[单选题] *A.排气节流(正确答案)B.进气节流C.两端同时节流D.以上都不对8.在气路系统种,控制切边机的换向阀属于()。
[单选题] *A.控制元件(正确答案)B.动力元件C.工作介质D.执行元件9.调节切边机气缸运行速度的是()。
[单选题] *A.节流阀(正确答案)B.减压阀C.溢流阀D.顺序阀10.为了防止切边机气缸的冲击一般在气缸末端装有()。
[单选题] *A.缓冲装置(正确答案)B.加速装置C.增压装置D.减压装置11.切边机平移气缸使用的是双作用气缸,还有一种单作用气缸,它是依靠()复位。
[单选题] *A.弹簧(正确答案)B.双止回阀C.调速阀D.增压缸12.滚床行走轮内的轴承一般为()。
[单选题] *A.角接触球轴承B.深沟球轴承(正确答案)C.推力球轴承13.一般来说,中等中心距的普通V带的张紧程度是以用拇指能按下多少mm为宜()。
[单选题] *A.5?B.10?C.15?(正确答案)D.2014.互换装配法的实质就是控制零件的()来保证装配精度。
BOSCH焊接控制器简介ppt课件

Date: File:
2020/4/28 SSP1_01C.13
硬件介绍
Date: File:
2020/4/28 SSP1_01C.14
硬件介绍
Date: File:
2020/4/28 SSP1_01C.15
硬件介绍
Date: File:
2020/4/28 SSP1_01C.16
硬件介绍
Date: File:
Date: File:
2020/4/28 SSP1_01C.10
控制器电压指示灯:绿色表示焊接 控制器已经接了24V控制电压
控制器准备好信号灯:红的直流母 线电压大于60v时亮,有故障时灯 不亮。断电时要等灯全灭后,方 可进行维修操作
故障指示灯:没有任何故障时, 灯为绿色,表示已经准备好可以
焊接
焊接指示灯,当焊接进行时黄灯亮, 焊接完成黄灯灭
序列程序
1 2
Date: File:
2020/4/28 SSP1_01C.38
序列程序
3 焊接模式
3
Date: File:
2020/4/28 SSP1_01C.39
4 监控模式
序列程序
4
Date: File:
2020/4/28 SSP1_01C.40
序列程序
Date: File:
2020/4/28 SSP1_01C.41
一、BOSCH焊接控制器简介
Date: File:
2020/4/28 SSP1_01C.1
产品介绍 焊 接 控 制 器
Date: File:
2020/4/28 SSP1_01C.2
产品介绍
中频逆变器 PSI6300
中频逆变器6 - 36kA, 输入电 压400 - 480 V -20% (类型1)或者 500 - 690 V -10% (类型2), 5 0/60 Hz, 空冷( L ) 或者水冷( W ),联接PSG6000变压器,形成完整 的控制功能,额定电流110A (热连 续电流), I/O板的选择项:
BOS 6000焊接控制系统 接线速成

BOS 6000焊接控制系统速成接线博世力士乐(中国)有限公司注意事项注意:本速成接线仅供参考使用,所有资料和安全注意事项请以英文原版资料为准!!更多内容请参考英文原版资料!!1.电源系统接线原理1.三相电源线和控制器的接线,另外,PE一定要接电源地线,请注意选用高等级的电缆!!! 2.控制器与变压器的接线3.温度传感器的接线原理注意:在初级电源连接中,从控制器到变压器的高压连接电缆一定要使用高等级的绝缘耐磨可拉伸产品,并一定在三芯电缆外层要加耐磨阻燃套管,并且在电器箱设计中要有漏电保护开关和必要的漏电保护装置,请重视安全,否则发生一切问题与博世力士乐无关!!!高压危险,珍惜生命,注意:接地的电阻不得大于4 欧姆电气系统的中线N和保护接地P(E)1. 中线N不可以作为保护接地P(E)使用,同样保护地线P(E)不可以作为中线N使用,二者不得混淆。
特别需要注意的是在三相四线制的主电源输入的形式中,仅仅可以使用保护地线P(E),而不得使用中线N。
2. 作为保护地线P(E)引入电气系统后,必须作为永久保护接地进入电气系统(电气箱),必须直接与电气系统(电气箱)中的总接地排连接。
3. 在整个电气控制系统中,保护接地连接必须是独立连接的,不允许任何借用其他安装目的的螺栓作为保护接地连接。
4. 整个电气系统的保护接地必须采用是树叉状连接。
控制系统(PLC,数控系统,控制系统和HMI等)的保护接地线必须大于6平方毫米。
电源模块的保护接地线必须符合按功率规定的要求以及必须大于10平方毫米。
1.三个温度传感器连接时先全部串联后再接到控制器X32.电流传感器请接到控制器X3,注意要使用屏蔽电缆!3.注意:焊接机器次级的负极是与地(MPE)相通的4.以上为PSG3000变压器的接线图,新一代变压器PSG6130的图纸见下页注意:在机器机械设计制造时候要把变压器的负极接地设计,正极要设计为绝缘!!机架的设计要有正负极的区分。
Bosch Rexroth 焊机介绍

13
控制器的系统结构组成
Electric Drives and Controls © All rights reserved by Bosch Rexroth AG, even and especially in cases of proprietary rights applications. We also retain sole power of disposal, including all rights relating to copying, transmission and dissemination.
4
硬件熟悉
Electric Drives and Controls © All rights reserved by Bosch Rexroth AG, even and especially in cases of proprietary rights applications. We also retain sole power of disposal, including all rights relating to copying, transmission and dissemination.
K1 焊接电流接触器.
A1 Bosch Rexroth 焊接控制器 (timer) PSI6300.373L1.
Electric Drives and Controls © All rights reserved by Bosch Rexroth AG, even and especially in cases of proprietary rights applications. We also retain sole power of disposal, including all rights relating to copying, transmission and dissemination.
BOSCH系统针脚图-中文注释版
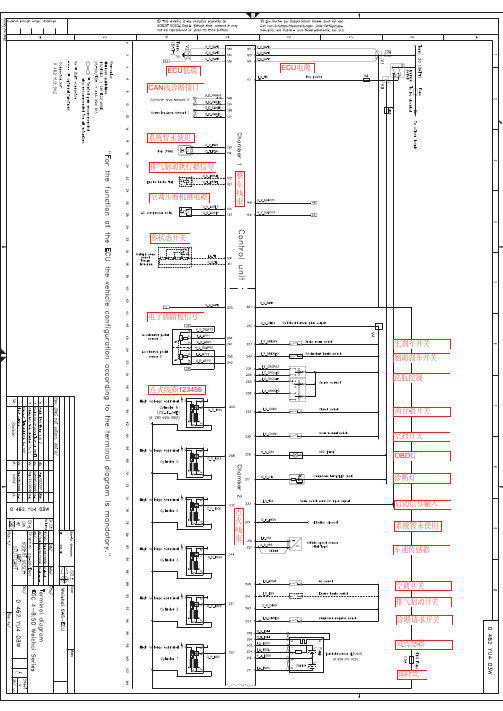
ECU_PIN/ ECU引脚ECU-Pin name/ECU引脚名称Function/功能Remark/说明101 V_V_BAT1 ECU Power from Battery (permanent) #1 ECU电源+ #1(永久)102 G_G_BAT1 Power Ground 1 ECU电源- 1103 V_V_BAT2 ECU Power from Battery (permanent) #2 ECU电源+ #2(永久)104 G_G_BAT2 Power Ground 2 ECU电源- 2105 V_V_BAT3 ECU Power from Battery (permanent) #3 ECU电源+ #3(永久)106 G_G_BAT3 Power Ground 3 ECU电源- 3117 I_S_T15 Ignition Key on (Terminal 15) 点火开关(T15)118 O_T_FAN Fan Control PWM 电磁风扇继电器PWM控制输出 129 I_A_TL Multiple state switch 多态开关130 O_V_FAN FAN supply 风扇输出电压132 O_S_ACRLY A/C Compressor Relay 空调压缩机继电器信号135 B_D_CANL0 CAN 0 Low CAN低端信号O(整车用)138 B_D_CANH1 CAN 1 High CAN高端信号1(诊断用)141 G_R_TL Multiple state switch GND 多态开关地142 O_V_EBRFL Engine Brake flap 排气制动电磁阀供电148 B_D_CANH0 CAN 0 High CAN高端信号O(整车用)149 V_V_5VAPP1 Accelerator pedal position 1 supply voltage 加速踏板位置传感器1电源150 V_V_5VAPP2 Accelerator pedal position 2 supply voltage 加速踏板位置传感器2电源151 B_D_CANL1 CAN 1 Low CAN低端信号1(诊断用)154 O_V_ACRLY Ac Compressor relay 空调压缩机继电器电源157 O_T_EBRFL Engine Brake Flap PWM 排气制动电磁阀PWM输出201 V_V_BAT4 ECU Power from Battery (permanent) #4 ECU电源+ #4(永久)202 G_G_BAT4 Power Ground 4 ECU电源- 4204 O_T_LSH Lambda sensor heating 氧传感器加热信号206 O_V_LSH Lambda sensor heating supply (BAT+) 氧传感器加热电压209 O_F_ENGN Engine Speed output signal 发动机转速信号输出210 I_S_EBR Engine Brake Switch 排气制动开关211 I_A_LSVN Lambda sensor voltage nernst 氧传感器能斯脱电压212 G_R_LSVG Lambda sensor, virtual ground 氧传感器虚拟地216 I_F_VSS Vehicle speed sensor input signal 车速传感器输入信号(霍尔式) 217 O_S_DIA Diagonostic Lamp 诊断灯(闪码)221 G_R_VSS Vehicle Speed Sensor GND 车速传感器地(霍尔式)222 I_S_CONV Clutch Switch 离合器开关223 I_S_DIAREQ Diagonostic Request Switch 诊断请求开关224 I_A_LSCA Lambda sensor current adjust 氧传感器校正电流225 I_A_LSCP Lambda sensor current pump 氧传感器泵电流226 I_S_CRCRES Cruise Control Resume Switch 巡航控制开关(复位)227 I_S_BRKMN Main Brake Switch 主刹车开关228 O_S_OBD Onboard Diagnostics Lamp OBD灯231 O_P_IOS5 Ignition Coil 5 点火线圈5232 O_P_IOS6 Ignition Coil 6 点火线圈6233 I_S_T50 T50 Switch 电控起动机T50开关235 I_S_CRCPOS Cruise Control Positive Switch 巡航控制开关(提升)236 I_S_CRCNEG Cruise Control Negative Switch 巡航控制开关(降低)239 I_S_GNSW Gear Neutral Indicator Switch 变速箱开关240 I_S_BRKRED Redundant Brake Switch 辅刹车开关241 G_R_APP1 Accelerator position 1 Sensor GND 加速踏板位置传感器1地242 G_R_APP2 Accelerator position 2 Sensor GND 加速踏板位置传感器2地243 G_R_DF09 Ground for frequency input 9 ECU虚拟地244 O_P_IOS3 Ignition Coil 3 点火线圈3245 O_P_IOS4 Ignition Coil 4 点火线圈4246 I_S_ACSW AC Switch 空调开关251 O_V_RH29 Switched Battery output ECU输出电压253 I_S_CRCOFF Cruise Control Off Switch 巡航控制开关(关闭)254 I_A_APP1 Acceleratore Pedal,Sensor 1 加速踏板位置传感器1信号255 I_A_APP2 Acceleratore Pedal,Sensor 2 加速踏板位置传感器2信号257 O_P_IOS1 Ignition Coil 1 点火线圈1258 O_P_IOS2 Ignition Coil 2 点火线圈2301 O_V_GPVL GAS Low PRESSURE SHUT OFF VALVE 燃气低压切断阀电源302 O_S_GPVH Gas High Pressure Shut Off valve 燃气高压切断阀开关307 G_R_FSS Fan Speed Sensor GND 风扇速度传感器 地310 I_A_OPS Oil pressure sensor input signal 机油压力传感器信号(压力)311 I_A_TPPOS1 Throttle Position sensor 1 节气门位置传感器1信号312 I_A_IATS T-MAP Sensor (Temperature) 进气压力传感器(温度)信号 313 I_A_BTS Boost Temperature sensor 增压压力传感器(温度)信号 314 I_A_CTS Coolant Temperature Sensor 冷却液温度信号316 G_R_CRS CrankShaft Sensor GND 曲轴传感器 地317 I_F_CAS Segment (camshaft) speed sensor signal 凸轮轴传感器信号318 I_A_BPS Boost Pressure sensor 增压压力传感器(压力)信号 319 G_R_PGAS Gas low pressure Sensor GND 燃气温度压力传感器 地321 G_R_TPPOS Throttle Position Sensor GND 节气门位置传感器 地323 G_R_BPS Boost Pressure Sensor GND 增压压力传感器 地324 O_V_WGV Waste Gate Valve 废气控制阀电源326 O_V_GPVH GAS HIGH PRESSURE SHUT OFF VALVE 燃气高压切断阀电源328 O_V_FAN1 Motor fan relay 1 supply 电磁风扇继电器1电源332 B_D_ISOK K Line Interface K线334 I_A_PHGAS CNG High Pressure Sensor (Tank Pressure) CNG高压传感器信号(气罐) 335 I_A_PGAS Gas Low pressure sensor 燃气压力传感器信号337 I_A_GQSAJ Adjustable Gas Quality Sensor 气敏元件338 I_A_OTS Oil Temperature Sensor 机油压力传感器信号(温度) 340 I_F_CRS Crankshaft speed sensor signal 曲轴传感器信号341 G_R_CAS Camshaft Sensor GND 凸轮轴传感器 地342 I_A_GTS Gas Low Temperature sensor 燃气温度压力传感器信号(温度) 347 O_S_FAN2 Motor fan relay 2 sensor output 风扇继电器2信号输出348 O_S_FAN1 Motor fan relay 1 sensor output 风扇继电器1信号输出349 O_T_TVANEG Throttle Control Output Negative PWM 节气门输出(负PWM)350 O_T_TVAPOS Throttle Control Output Positive PWM 节气门输出(正PWM)353 O_V_OAV Over run Air valve 喘震阀电源354 O_V_FAN2 Motor fan relay 2 supply 风扇继电器2电源355 G_R_CTS Coolant Temperature Sensor GND 冷却水温度传感器 地358 V_V_5VIAPS Intake manifold pressure with temperature 进气压力传感器电源363 G_R_OPS Oil Pressure Sensor GND 机油压力传感器 地368 G_R_IAPS MAP / Air Temperature (from MAP) GND 进气压力传感器 地372 O_S_STRT Starter Relay for Button Start 起动机继电器开关信号374 O_T_WGV Waste Gate Valve PWM 废气控制阀PWM376 O_S_OAV Over Run Air valve 喘震阀开关信号377 O_T_GPVL Gas Low Pressure Shut Off valve 燃气低压切断阀信号379 I_A_IAPS T-MAP Sensor (Pressure) 进气压力传感器(压力)信号 381 V_V_5VPGAS Gas Low pressure/temperature sensor supply voltage燃气温度压力传感器电源382 V_V_5VOPS Oil pressure sensor supply voltage 机油压力传感器电源383 G_R_PHGAS Gas high pressure sensor ground 燃气高压传感器 地(气罐) 384 V_V_5VTPPOS Throttle plate actuator supply voltage 节气门电源386 V_V_5VBPS Boost pressure sensor supply voltage 增压压力传感器电源392 I_A_TPPOS2 Throttle Position sensor 2 节气门位置传感器2信号396 O_V_STRT Starter Relay 起动继电器电源401 O_P_SVH22 Injector 2 "high" Bank 2 喷油器2电容高端2403 O_P_SVH23 Injector 3 "high" Bank 2 喷油器3电容高端2404 O_P_SVH12 Injector 2 "high" Bank 1 喷油器2电容高端1405 O_P_SVH11 Injector 1 "high" Bank 1 喷油器1电容高端1406 O_P_SVL13 Injector 3 "low" Bank 1 喷油器3电容低端1407 O_P_SVL32 Injector 2 "low" Bank 3 喷油器2电容低端3410 O_P_SVH32 Injector 2 "high" Bank 3 喷油器2电容高端3411 O_P_SVH13 Injector 3 "high" Bank 1 喷油器3电容高端1412 O_P_SVL11 Injector 1 "low" Bank 1 喷油器1电容低端1413 O_P_SVL12 Injector 2 "low" Bank 1 喷油器2电容低端1414 O_P_SVL23 Injector 3 "low" Bank 2 喷油器3电容低端2416 O_P_SVL22 Injector 2 "low" Bank 2 喷油器2电容低端2。
BOSCH焊接控制器简介

中频逆变器 PSI6300
Date: File:
2018/10/26 SSP1_01C.3
产品介绍
Date: File:
2018/10/26 SSP1_01C.4
产品介绍
变压器
Date: File: 2018/10/26 SSP1_01C.5
硬件介绍
状态指示灯 1
2
Date: File:
2018/10/26 SSP1_01C.6
扩展序列程序
1 3
2
1
基本压力
2
新电极压力
3
变压力设置
Date: File:
2018/10/26 SSP1_01C.51
扩展序列程序
4
5
4
压力在压力步进1之后 压力在铣电极之后
5
Date: File:
2018/10/26 SSP1_01C.52
扩展序列程序
4 6 7 8
5
6
时间监控 参考时间 时间公差
电流校准程序
3 4 5
3
校准电流上限值 校准电流下限值 存储值
4 5
Date: File:
2018/10/26 SSP1_01C.80
电流校准程序
6 7
6
7
校准相关程序号 校准相关电极号
Date: File:
2018/10/26 SSP1_01C.81
电流校准程序
8 9 10
8
电流测量值1 电流测量值2 PU类型
2018/10/26 SSP1_01C.29
网络连接
2
1
Date: File:
2018/10/26 SSP1_01C.30
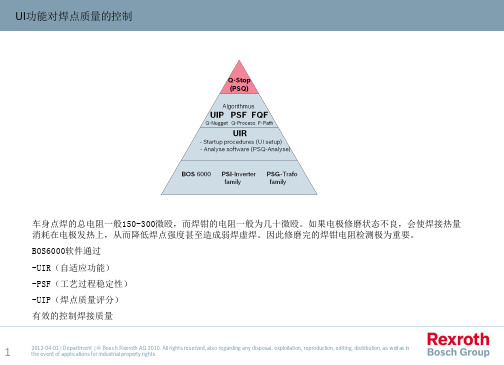
UIR功能对焊点质量的控制
CP6现场UIR使用中的一些问题
2014.5.21日18:16:56秒的 一条曲线
17
2012-04-01 | Department | © Bosch Rexroth AG 2010. All rights reserved, also regarding any disposal, exploitation, reproduction, editing, distribution, as well as in the event of applications for industrial property rights.
如何设定电阻监控
在PSQ-UIR Monitoring 中设定监控值及合适的公差带值
4
2012-04-01 | Department | © Bosch Rexroth AG 2010. All rights reserved, also regarding any disposal, exploitation, reproduction, editing, distribution, as well as in the event of applications for industrial property rights.
CP6现场UIR使用中的一些问题 一、251号程序因修磨电阻不稳定,监控功能被关闭。 解决办法:需要查修磨器修磨参数、刀片状态、堵屑情况,重新开启监控设置公差带
监控功能激活,右侧方块为绿色
15
2012-04-01 | Department | © Bosch Rexroth AG 2010. All rights reserved, also regarding any disposal, exploitation, reproduction, editing, distribution, as well as in the event of applications for industrial property rights.
最新五轴焊锡机控制器-手持版说明书V6.6
五轴智能焊锡机控制系统QZ-SMC1305(手持盒版)V6.6说明书苏州琼宇电子科技有限公司目录1.产品介绍 (2)1.1产品概述 (2)1.2功能简介 (3)1.3功能特性 (3)1.4产品列表 (4)2.接线说明图 (5)2.1 控制系统按线示意图 (5)2.2 安装尺寸.......................................................................................................... .. (6)3.按键说明 (7)3.1手持盒按键图 (7)3.2手持盒按键说明 (8)4.手持盒操作说明 (10)4.1开机画面介绍 (10)4.2主菜单功能介绍 (12)4.3新增功能操作 (16)4.4删除指令操作 (19)4.5复制指令操作 (19)4.6阵列复制操作 (19)4.7偏移操作 (20)4.8批量修改 (20)4.9类型批量修改 (20)4.10插入指令 (21)4.11系统 (21)4.12执行方式操作 (22)4.13复位方式操作 (23)4.14产量设定 (23)4.15默认参数 (24)4.16停机位置 (25)4.17焊接工艺 (25)4.18清洗功能 (25)4.19空移速度 (26)4.20对位操作 (26)4.21MARK点对位操作 (26)5.注意事项 (27)5.1装机事项 (27)5.2常见问题说明与故障排除 (37)1.产品介绍1.1产品概述QZ-SMC1305是由本公司专业数控团队为焊锡机行业量身定做的低成本、高浓缩、高集成度的智能焊锡机控制系统。
完善的焊锡工艺设置,满足不同的加工需求,广泛应用在多轴全自动焬锡机领域。
1.2功能简介1、显示屏采用320*240高分辨率彩屏、全中文操作界面,易学易用。
2、完善的焊锡工艺设置,具有点焊与拖焊等焊接;供锡速度可根据工作速度自动调整。
BOS 6000软件操作简介.中文版

时间监控
压力设定 脉冲次数, 此数值仅仅 对WELD2 起作用,即 WELD2 这 个过程循环
Electric Drives and Controls
070131 Presentation Compact Control PST6xxxE EN.ppt
8
© Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
基本参数设定
监控和调整各有两种方 式:标准和混合
推荐监控和调整都使用MIX(混合模式)
Electric Drives and Controls 070131 Presentation Compact Control PST6xxxE EN.ppt
9
© Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
连接 方式 如果需要 记录每次 焊接电流 参数,此 处需要打√ 数据 恢复 添加 控制 器 点击 Add添 加控 制器
3
© Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
博创科技 BDMC3606S直流电机伺服驱动 说明书

2.4 应用领域................................................................................. 9 3 基本参数和安装说明 ............................ 10
3.1 BDMC3606SH/SL性能参数概述 ....................................... 10
4.4 速度控制器工作模式........................................................... 19
4.4.1 4.4.2 4.4.3 4.4.4 4.4.5 4.4.6
速度控制器工作模式 .................................................. 19 模拟速度控制 .............................................................. 20 RS232 指令速度控制................................................... 23 PWM速度控制............................................................. 25 PPM速度控制 .............................................................. 28 速度PI调节器参数调整 ............................................... 30
4.8.1 4.8.2 4.8.3
电压保护 ...................................................................... 41 温度保护 ...................................................................... 42 过流保护 ...................................................................... 42
BOSCH焊接控制器图纸概要

-SW2-SW3残余漏流电-P1焊钳1极修磨求电请焊钳2极修磨求电请焊钳2极寿命束电结焊钳1极寿命束电结-SWE7没电有电合闭极修磨电0焊钳1 焊钳2位时间复焊钳1 焊钳2位时间复0 1-P6-P2-P4-P5-SW4V24程口编-XS1A 控制器位错误复控制器正常-SL7/PL7修位置维-XS5BHartingEthernetconnector-P31 2 3 4 5 6 7 8 BOS_IND_1 List of material Parts nomenclature A1-X1 von Schutzrechtsanmeldungen. Jede Vefügungsbefugnis, Quantity Designation Type number Manufacturer Part number Materials number a 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Sub-D connector, 9–pole female Metal hood EMI/RFI 9-pole differential current evaluation unit M12-cable 3 pole Load monitoring Housing RAL 7035 HxWxD = 800x600x300 supporting frame Label set Warning sign Screw connection Counternut Screw connection Counternut Screw connection Counternut Screw connection Counternut Screw connection blind plug screw seal plug Relay module Extension spring clamp Miniature plug-in relay 24VDC LED + free-wheeling diode Base for plug-in relay Relay module M12-cable 5 pole Indicator light, yellow Label holder Nameplate Indicator light, yellow Label holder Nameplate Indicator light, yellow Label holder Nameplate Indicator light, yellow Label holder Nameplate Indicator light, yellow Label holder Nameplate Indicator light, green Label holder Nameplate Power circuit breaker Undervoltage release Screw connection point special switch actuator Contact element DE09SSBT 8655.MH0901 RCMA423-D-1KUW/LED A-M12 3x0,34 LOCC-Box-FB 7-6400 KALUGA/MF Gestell/Variab Schildersatz Audi T99 W1R-100 BSK-PA M50x1,5 KMK-PA-METER M50x1,5 BSK-PA M40x1,5 KMK-PA-METER M40x1,5 BSK-PA M16x105 KMK-PA-METERM16x1,5 BSK-PA M12x1,5 KMK-PA-METER M12x1,5 VS M20x1,5 MS M22-B VSK M 40X1.5 EMG 17-REL/KSR- 24/21-21-LC STTB 2,5-PV 55.34.9.024.504099.80.9.024.99 94.84.3 EMG 17-REL/KSR- 24/21-21-LC KUW5-M12 5x0,34 3SB3244-6AA30-0CC0 3SB3925-0AV 3SB1904-2AA 3SB3244-6AA30-0CC0 3SB3925-0AV3SB1904-2AA 3SB3244-6AA30-0CC0 3SB3925-0AV 3SB1904-2AA 3SB3244-6AA30-0CC0 3SB3925-0AV 3SB1904-2AA 3SB3244-6AA30-0CC0 3SB3925-0AV3SB1904-2AA 3SB3244-6AA40-0CC0 3SB3925-0AV 3SB1904-2AA NZMH1-A125 NZM1-XU24DC NZM1-XKS NZM1-XS-U M22-K10 Souriau Souriau Bender LützeLütze Häwa Häwa Rosenbaum Jäger Helu Helu Helu Helu Helu Helu Helu Helu Helu EATON (Moeller Helu Phoenix Phoenix Finder GmbH Finder GmbH Finder GmbH Phoenix Lütze Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens EATON (Moeller EATON (Moeller EATON (Moeller EATON (Moeller EATON (Moeller DE09SSBT 8655.MH0901 RCMA423-D-1 468020.0150 716400 KALUGA/MF Gestell/Variab Schildersatz T99 W1R-100 94816 97822 94815 97821 98018 97817 94814 97816 98130 216388 94775 2940391 3031539 55.34.9.024.5040 99.80.9.024.99 94.84.3 2940391 456802.0150 3SB3244-6AA30-0CC0 3SB3925-0AV 3SB1904-2AA 3SB3244-6AA30-0CC0 3SB3925-0AV 3SB1904-2AA 3SB3244-6AA30-0CC0 3SB3925-0AV 3SB1904-2AA 3SB3244-6AA30-0CC0 3SB3925-0AV3SB1904-2AA 3SB3244-6AA30-0CC0 3SB3925-0AV 3SB1904-2AA 3SB3244-6AA40-0CC0 3SB3925-0AV 3SB1904-2AA 284414 259452 260019 110106 216376R911171279 R911171280 R911171282 R911172056 R911171283 e d R911171331R911171332 R911171334 R911171355 R911171355 c b R911172479 A1-X1 A3 BV1 wie Kopier- und Weitergaberecht, bei uns. Alle Rechte bei Bosch Rexroth AG, auch für den Fall F1 Gehaeuse Gehaeuse Gehaeuse Gehaeuse Gehaeuse Gehaeuse GehaeuseGehaeuse Gehaeuse Gehaeuse Gehaeuse Gehaeuse Gehaeuse Gehaeuse Gehaeuse K1 K2 K2 K2 K2 K3 KYP1 P1 P1 P1 P2 P2 P2 P3 P3 P3 P4 P4 P4 P5 P5 P5 P6 P6 P6 Q0 information set forth in it, are the exclusive property of Bosch Rexroth AG. It may not be reproduced or given to third parties without its consent. Q0 Q0 Q0 Q0 This document, as well as the data, specifications and other f Bill of materials WSC60HA-040.21-Basis en 1070091891 Sheet/Bl. 21 Sheets/Bl. 281 2 3 4 5 6 7 8 BOS_IND_1 List of material Parts nomenclature Q0 von Schutzrechtsanmeldungen. Jede Vefügungsbefugnis, Quantity Designation Type number Manufacturer Part number Materials number a 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 4 3 1 9 2 6 2 2 2 2 1 1 1 1 1 2 1 1 1 1 1 1 Cover Extension axis Circuit-breaker, size S0 Control element, round Switching element Nameplate Label holder Illuminated pushbutton, yellow Label holder Nameplate Complete unit, round Label holder Nameplate Complete unit, round Label holder Nameplate Complete unit, round, knob Label holder Nameplate Control element, round Switching element Label holder Nameplate measuring converter Snap-on mounting Power supply connecting cable End support cover Jumper Jumper Extension spring clamp doublestick terminal doublestick terminal element-series terminal Extension spring clamp End support Universal clamp Plug element with screwed flange, tension spring connection Plug element with threaded flange, tension spring connection Female plug-in connectors Flat gasket Protective cap Hexagon bolt Wall penetration dustcap for wall penetration Wall penetration dustcap for wall penetration Patch cable Pin insert NZM1-XIPK Achse lang 3RV1421-0KA103SB3000-1CA11 3SB3403-0C 3SB1904-2AA 3SB3925-0AV 3SB3247-0AA31-0CCO 3SB3925-0AV 3SB1904-2AA 3SB3208-2DA11-0CC0 3SB3925-0AV 3SB1904-2AA3SB3208-2DA11-0CC0 3SB3925-0AV 3SB1904-2AA 3SB3201-2KA11-0CC03SB3925-0AV 3SB1904-2AA 3SB3000-5AE51 3SB3403-0A 3SB3925-0AV 3SB1904-2AA W35ABP B 98080501 CPSB2-120-24 LiYY CLIPFIX 35 D-STTB 2,5 FBS 2-5 FBS 3-5 STTB 2,5-PV STTB 2,5-PE STTB 2,5 STTB 2,5-2DIO/O-UL/UR-UL STTB 2,5-DIO/O-U E/AL-NS 35 UK35 FKC 2,5/ 4-ST-5,08-RF FKIC 2,5/ 4-ST-5,08-RNDA15SSBT F99-920-702 F1042-2SK F-GSCH1/5-K130 Han® PushPull RJ45 Han® PushPull Han® PushPull RJ45 Han® PushPull PATCHKABEL2GR HAN25D EATON (Moeller GMB Günther Müller Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Siemens Bender Bender Lütze Bender Phoenix Phoenix Phoenix Phoenix Phoenix Phoenix Phoenix Phoenix Phoenix Phoenix Phoenix Phoenix Phoenix Souriau EVG Schuricht Distrelec GmbH FCT Electronic GmbH Harting Harting Harting Harting Reichelt Harting 266744 Achse lang 3RV1421-0KA10 3SB3000-1CA11 3SB3403-0c 3SB1904-2AA 3SB3925-0AV 3SB3247-0AA31-0CCO 3SB3925-0AV 3SB1904-2AA 3SB3208-2DA11-0CC0 3SB3925-0AV 3SB1904-2AA 3SB3208-2DA11-0CC0 3SB3925-0AV 3SB1904-2AA 3SB3201-2KA11-0CC03SB3925-0AV 3SB1904-2AA 3SB3000-5AE51 3SB3403-0A 3SB3925-0AV 3SB1904-2AA B980800051 B 98080501 722983 WX-250 3022218 3030459 3030161 3030174 3031539 3036026 3031270 3031584 3031555 1201662 3008012 1925715 1925883DA15SSBT F99-920-702 126496 F-GSCH1/5-K130 09 35 221 0311 09 35 002 5402 09 35 221 0311 09 35 002 5402 PATCHKABEL2GR 09 21 025 3001 R911172000R911172480 Q0 QT1 S1 wie Kopier- und Weitergaberecht, bei uns. Alle Rechte bei Bosch Rexroth AG, auch für den Fall S1 S1 S1 SL7/-PL7 SL7/-PL7 SL7/-PL7 SW2 SW2 SW2 SW3 SW3 SW3 SW4 SW4 SW4 SWE7 SWE7 SWE7 SWE7 T1 T1 T10 WT1 XL XL XL XL XL XL XL XL XL XL10 XL10 XQ0 XQ0 XS1A XS1A XS1A XS1A XS5A XS5A b R911172016 c R911172478 d e information set forth in it, are the exclusive property of Bosch Rexroth AG. It may not be reproduced or given to third parties without its consent. XS5B XS5B XS5B XS6.1 This document, as well as the data, specifications and other f Bill of materials WSC60HA-040.21-Basis en 1070091891 Sheet/Bl. 22 Sheets/Bl. 281 2 3 4 5 6 7 8 BOS_IND_1 List of material Parts nomenclature XS6.1 von Schutzrechtsanmeldungen. Jede Vefügungsbefugnis, Quantity Designation Type number Manufacturer Part number Materials number a 1 1 10 1 1 1 1 10 1 2 1 Add-on enclosurewith folding cover Socket insert Female contacts Coding socket Pin insert Add-on enclosure with folding cover Socket insert Female contacts Sleeve housing Pin contacts Coding pin HAN25D HAN25D BUCHSEN 0,5MM² 09 33 000 9909 HAN25DHAN25D HAN25D BUCHSEN 0,5MM² HAN25D STIFTE 0,5MM² 09 33 000 9908 Harting Harting Harting Harting Harting Harting Harting Harting Harting Harting Harting 09 20 016 0321 09 21 025 3101 09 15 000 6203 09 33 000 9909 09 21 025 3001 09 20 016 0321 09 21 025 3101 09 15 000 6203 19 20 016 1440 09 15 000 6103 09 33 000 9908 R911171301 R911171291 b R911171291 XS6.1 XS6.1 XS6.1 wie Kopier- und Weitergaberecht, bei uns. Alle Rechte bei Bosch Rexroth AG, auch für den Fall XS6.2 XS6.2 XS6.2 XS6.2 XS6.2 XS6.2 XS6.2 c d e information set forth in it, are the exclusive property of Bosch Rexroth AG. It may not be reproduced or given to third parties without its consent. This document, as well as the data, specifications and other f Bill of materials WSC60HA-040.21-Basis en 1070091891 Sheet/Bl. 23 Sheets/Bl. 28This document, as well as the data, specifications and other information set forth in it, are the exclusive property of Bosch Rexroth AG. It may not be reproduced or given to third parties without its consent. wie Kopier- und Weitergaberecht, bei uns. von Schutzrechtsanmeldungen. Jede Vefügungsbefugnis, Alle Rechte bei Bosch Rexroth AG, auch für den Fall 1 Structure of hall installation plate 1070091891 Sheet/Bl. Sheets/Bl. 2 3 4 5 6 WSC60HA-040.21-Basis en 28 24 a c d b e f BOS_IND_1 7 8This document, as well as the data, specifications and other information set forth in it, are the exclusive property of Bosch Rexroth AG. It may not be reproduced or given to third parties without its consent. wie Kopier- und Weitergaberecht, bei uns. von Schutzrechtsanmeldungen. Jede Vefügungsbefugnis, Alle Rechte bei Bosch Rexroth AG, auch für den Fall frame G1 G1 1 Optional supporting HA-040.22 1070091892 2 3 X 4 5 1070091891 Sheet/Bl. Sheets/Bl. 6 G1 WSC60HA-040.21-Basis en 28 25 e f X 7 8 BOS_IND_1 a c d bThis document, as well as the data, specifications and other information set forth in it, are the exclusive property of Bosch Rexroth AG. It may not be reproduced or given to third parties without its consent. wie Kopier- und Weitergaberecht, bei uns. von Schutzrechtsanmeldungen. Jede Vefügungsbefugnis, Alle Rechte bei Bosch Rexroth AG, auch für den Fall 1 supporting frame primed for hanging up flame retracted (standard 2 3 4 5 1070091891 Sheet/Bl. Sheets/Bl. 6 WSC60HA-040.21-Basis en flame retracted (standard top of the cabinet flagband yellow / black bonded both-sided 28 26 a c d b e f primed for hanging up BOS_IND_1 7 81 2 3 4 5 6 7 8 BOS_IND_1 Parts list - hall installation plate Item designation BV1 von Schutzrechtsanmeldungen. Jede Vefügungsbefugnis, page/ path /13.4 /25.1 /25.1/25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1/25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1/25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1/25.1 /25.1 Bosch Rexroth Amount 1 1 1 2 1 2 1 2 1 1 1 2 2 3 6 3 1 2 8 3 1 2 0,4 m 2 2 2 5 2 3 3 1 2 1 1 0,85 m 0,3 m 1 1 1 1 0,25 m 0,4 m 1 1 1 1 1 1 1 1 Designation Flow monitor waterplate Audi X77 Stainless steel tube Stainless steel tube Stainless steel tube Stainless steel tube Water distributor Closing cone Closing cone Label set dirt trap cable clamp cablestar Ermeto pipe clamp mounting rail positiv reducing coupling Ermeto pipe clamp Ermeto pipe clamp Ermeto pipe clamp Pipe protection caps Screw-type covering cap Screw-type covering cap Cable duct Hose nozzle Hose nozzle Screw-in gland Screw-in gland Screw-in gland Screw-in gland Hose nozzle Ball valve Ball valve Sealing head Sealing head Parker plug-in hose Parker plug-in hose Maintenance unit Pressure gauge Pressure gauge Silencer Compressed-air hose Compressed-air hose Elbow coupling Angular plug-in connection Straight cable gland Elbow coupling Straight cable gland Double nipple Reducing nozzle Double nipple Type number 300112C7CH Wasserplatte/X77 JAE-VA-ROHR-370mm beideseitig Aussengewinde 1/2 zoll JAE-VA-ROHR-710mm beideseitig Aussengewinde 1/2 zoll JAE-VA-ROHR-650mm beideseitig Aussengewinde 1/2 zoll JAE-VA-ROHR-730mm beideseitig Aussengewinde 1/2 zollWasserverteiler für HA Audi T99 China STOPFEN 1/2 STOPFEN 3/8 AUDI T99/HIP SF00.1.2.1.0 X6.080.001 X6.081.003 RAP533.7X TMA/TMB1VERZX M6 1"x1/2"V4A VK38MSV VK12MSV RAP321.3X GPN250/15 3/8 Zoll 800M 1/2 Zoll 800M 01341152 39-V-16631 1/2 39-V-16631 3/8 39-D-1402/3 3/8"-1/2" 39-D-1403/3 1/2"-1/2" 39-D-1403/2 3/8"-3/8" 39-D-1403/5 1"-1" 39-V-16631 1" SKG0110130blauSKG0110131rot 36C82-10-6BK 37C82-10-6BK 831-6RED-RL 831-8RED-RL AS2-FRE-G038-GAN-100-PBP-H0-05.00 G1/4 ANZEIGE 0-10 BAR PG1-ROB-G014-SAS-D63-0-10 BAR SI1 G1/4 1820712086 1820712087 G1/2 G12 G1/2 G1/4 QR2-S-RVTG3/8 QR2-S-RPN R3/8a-R1/2a G1/4A-G3/8i G3/8A-G3/8A manufacturer Günther GmbH Jäger Jäger Jäger Jäger Jäger Papp Zerspanungstechnik Jäger Jäger Rosenbaum PKP Prozessmesstechnik Nimak Nimak Kistenpfennig AG Kistenpfennig AG Stapf Kistenpfennig AG Kistenpfennig AG Kistenpfennig AG Pöppelmann PöppelmannPöppelmann Uni-Elektro Reinhold Quiter GmbH Reinhold Quiter GmbH Reinhold Quiter GmbH Reinhold Quiter GmbH Reinhold Quiter GmbH Reinhold Quiter GmbH Reinhold Quiter GmbH PKP Prozessmesstechnik PKP Prozessmesstechnik Parker Parker Parker Parker Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Article number300112C7CH Wasserplatte/X77 JAE-VA-ROHR-370mm JAE-VA-ROHR-710mm JAE-VA-ROHR-650mm JAE-VA-ROHR-730mm Wasserverteiler für HA Audi T99 China STOPFEN 1/2 STOPFEN 3/8 AUDI T99/HIP SF00.1.2.1.0 X6.080.001 X6.081.003 RAP533.7X TMA/TMB1VERZX 328279 VK38MSV VK12MSV RAP321.3XGPN250/15 3/8 Zoll 800M 1/2 Zoll 800M 01341152 39-V-16631 1/2 39-V-16631 3/8 39-D-1402/3 3/8"-1/2" 39-D-1403/3 1/2"-1/2" 39-D-1403/2 3/8"-3/8" 39-D-1403/5 1"-1" 39-V-16631 1" SKG0110130blau SKG0110131rot 36C82-10-6BK 37C82-10-6BK 831-6RED-RL 831-8RED-RL R412006203 R412004417 R412004423 R412004817 1820712086 1820712087 1823391840 1823391944 1823373054 1823391718 1823373051 1823391020 8931843804 1823391019 Materials number R911172481 aHIP HIP HIP wie Kopier- und Weitergaberecht, bei uns. Alle Rechte bei Bosch Rexroth AG, auch für den Fall HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP HIP b c d e information set forth in it, are the exclusive property of Bosch Rexroth AG. It may not be reproduced or given to third parties without its consent. HIP HIP HIP HIP This document, as well as the data, specifications and other f Parts list - hall installation plate WSC60HA-040.21-Basis en 1070091891 Sheet/Bl. 27 Sheets/Bl. 281 2 3 4 5 6 7 8 BOS_IND_1 Parts list - hall installation plate Item designation HIP von Schutzrechtsanmeldungen. Jede Vefügungsbefugnis, page/ path /25.1 /25.1 /25.1/25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /25.1 /8.6 Bosch Rexroth Amount 3 1 1 1 1 1 1 1 1 2 1 2 1 Designation Sleeve Elbow coupling Elbow coupling Cross connector Reducing screw fitting Elbow coupling T-connector screw seal plug Elbow coupling Elbow coupling screw seal plug Double nipple Prop. valve Type number FPT-S-RSK-G012 FPT-SRVK-R012 FPT-S-RVT-R038-G038 G3/8 - Kreuzanschluss FPT-S-RDZ-G038-G014 FPT-S-RVT-R014-G014 FPT-S-RTK-G012 FPT-S-RBI-G012 R1/2 FPT-S-RVT-R012-G012 G1/2 FPT-S-RVK-G012 G1/2 G1/4 R1/2a-R1/2a ED05-000-100-010-1M12S manufacturer Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Bosch Rexroth Article number 1823300008 1823391736 1823391729 1823390043 1823391013 1823391728 1823391742 1823462031 1823391730 1823391724 1823462003 1823391029 R414002297 Materials number a HIP_ HIP_ HIP_ wie Kopier- und Weitergaberecht, bei uns. Alle Rechte bei Bosch Rexroth AG, auch für den Fall HIP_ HIP_ HIP_ HIP_ HIP_ HIP_ HIP_ HIP_ KYP1 b c d e information set forth in it, are the exclusive property of Bosch Rexroth AG. It may not be reproduced or given to third parties without its consent. This document, as well as the data, specifications and other f Parts list - hall installation plate WSC60HA-040.21-Basis en 1070091891 Sheet/Bl. 28 Sheets/Bl. 28。
博世交流焊接控制器说明书

PST 6000PST 6000.XXX Thyristor Power Unit with integrated control functionTechnical Information101EditionPST 6000PST 6000.XXX Thyristor Power Unitwith integrated control functionTechnical Information1070 080 058-101 (2001.04) GBReg. no. 16149-03E2000-2001This manual is the exclusive property of Robert Bosch GmbH,also in the case of Intellectual Property Right applications.Without their consent it may not be reproduced or given to third parties.Discretionary charge 10.-1070 080 058-101 (2001.04) GB ContentsPage 1Safety instructions 1-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.1Safety instructions and symbols attached to the product 1-1. . . . . . 1.2Safety instructions and symbols used in this manual 1-2. . . . . . . . . 1.3Intended use 1-3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.4No admittance for persons fitted with cardiac pacemakers 1-4. . . . 1.5Qualified personnel 1-5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.6Installation and assembly 1-6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.7Electrical connection 1-9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.8Ensuring EMC of the completely assembled system 1-12. . . . . . . . . 1.9Operation of the thyristor power units 1-13. . . . . . . . . . . . . . . . . . . . . . 1.10Retrofits and modifications by the user 1-14. . . . . . . . . . . . . . . . . . . . . 1.11Maintenance, repair 1-15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.12Working safely 1-16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Setup 2-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.1Features 2-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.2Modules and components 2-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.3Function 2-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.4Monitoring 2-4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3Notes on Rating 3-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4Commissioning 4-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5Maintenance 5-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Malfunction 6-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Type overview 7-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.1Features 7-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8PST 6100.XXX L 8-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1PST 6100.XXX L overview 8-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2Explanation of drawings 8-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3PST 6100.XXX L front panel 8-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.4Technical data, PST 6100.XXX L 8-4. . . . . . . . . . . . . . . . . . . . . . . . . . 8.5Dimensioned drawing, PST 6100.XXX L 8-5. . . . . . . . . . . . . . . . . . . 8.6Electrical connection, PST 6100.XXX L 8-6. . . . . . . . . . . . . . . . . . . . 8.7Load diagram, PST 6100.XXX L 8-7. . . . . . . . . . . . . . . . . . . . . . . . . . 8.8Accessories, PST 6100.XXX L 8-8. . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.8.1Dimensioned drawing, accessories kit 8-8. . . . . . . . . . . . . . . . . . . . . 8.9Ordering accessories 8-10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1070 080 058-101 (2001.04) GBPage9PST 6250.XXX L 9-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.1PST 6250.XXX L overview 9-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.2Explanation of drawings 9-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.3PST 6250.XXX L front panel 9-2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.4Technical data, PST 6250.XXX L 9-4. . . . . . . . . . . . . . . . . . . . . . . . . . 9.5Dimensioned drawing, PST 6250.XXX L 9-5. . . . . . . . . . . . . . . . . . . 9.6Electrical connection, PST 6250.XXX L 9-6. . . . . . . . . . . . . . . . . . . . 9.7Load diagram, PST 6250.XXX L 9-7. . . . . . . . . . . . . . . . . . . . . . . . . . 9.8Accessories, PST 6250.XXX L 9-8. . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.8.1Dimensioned drawing, accessories kit 9-8. . . . . . . . . . . . . . . . . . . . . 9.9Ordering accessories 9-10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10CE declaration of conformity 10-1. . . . . . . . . . . . . . . . . . A Annex A-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A.1Index A-1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1070 080 058-101 (2001.04) GB1Safety instructionsThe products described were developed, manufactured and tested in com-pliance with the fundamental safety requirements of the EU machine direc-tive. These products normally pose no danger to persons or property if used in accordance with the handling stipulations and safety notes prescribed for their configuration, mounting, and proper operation.Nevertheless, there is some residual risk!Therefore, you should read this manual before installing, connecting or com-missioning the products. Store this manual in a place to which all users have access at any time!This manual describes the:D PST 6000 thyristor power unitsThe functions of the integrated weld timer are described in a separate manual.1.1Safety instructions and symbols attached to the productWarning of dangerous electrical voltage!Lug for connecting PE conductor only!1070 080 058-101 (2001.04) GB1.2Safety instructions and symbols used in this manualDANGEROUS ELECTRICAL VOLTAGE This symbol is used to warn of dangerous electrical voltage. Failure to observe the instructions in this manual in whole or in part may result in per-sonal injury.DANGER This symbol is used wherever insufficient or lacking compliance with in-structions may result in personal injury .CAUTION This symbol is used wherever insufficient or lacking compliance with in-structions may result in damage to equipment or data files ..Note: This symbol is used to draw the user’s attention to special cir-cumstances.L This symbol is used if user activities are required.Modifications in this manual as compared to a previous edition are marked by black vertical bars in the margin.1070 080 058-101 (2001.04) GB1.3Intended usePST 6000 thyristor power units are designed for connection of welding trans-formers.These thyristor power units are designed for use in D resistance welding of metals andD are suitable for operation in industrial environments as per DIN EN 50082-2 and 50081-2 on electromagnetic compatibility (EMC).They are not intended for any other use!DANGER Any use other than for the purpose indicated may result in personal injury of the user or third parties or in damage to equipment, the workpiece to be welded, or environmental damage.Therefore, our products must never be used for any other than their respective intended purpose!.Note: For operation in residential environments, in trade and commer-cial applications and small enterprises, an individual permit of the na-tional authority or test institution is required; in Germany, please contact the Regulierungsbehörde für Telekommunikation und Post (RegTP) or its local branch offices.The faultless, safe functioning of the product requires proper transport, stor-age, erection and installation as well as careful operation.1070 080 058-101 (2001.04) GB1.4No admittance for persons fitted with cardiac pacemakersDANGERWARNING for persons fitted with cardiac pacemakers!T o protect persons fitted with cardiac pacemakers, noĆentry signsshould be posted because pacemaker malfunction (missedpulses,total failure), pacemaker program interference or even programdestruction is to be expected.Note: We recommend that warning sings like the one shown below are posted at every entrance to manufacturing shops housing resistance-welding equipment:No entry for persons with cardiac pacemakers!Danger!DIN 400231070 080 058-101 (2001.04) GB 1.5Qualified personnelThe requirements as to qualified personnel are based on the requirements profiles as defined by the ZVEI (Zentralverband Elektrotechnik und Elek-tronikindustrie - German Electrical and Electronic Manufacturers’ Associ-ation) and the VDMA (Verband deutscher Maschinen- und Anlagenbau -German Engineering Federation) in:Weiterbildung in der Automatisierungstechnik edited by: ZVEI and VDMA Maschinenbau Verlag Postfach 71 08 64D-60498 Frankfurt .This manual is designed for technicians and engineers with special welding training and skills. They must have a sound knowledge of the hardware com-ponents of the weld control system, the PST 6000 thyristor power units and the welding transformers.Interventions in the hardware and software of our products, unless de-scribed otherwise in this manual, are reserved to specialized Bosch person-nel.Tampering with the hardware or software, ignoring warning signs attached to the components, or non-compliance with the warning notes given in this manual can result in serious bodily injury or property damage.Only skilled persons as defined in IEV 826-09-01 who are familiar with the contents of this manual may install and service the products described.Such personnel areD those who, being well trained and experienced in their field and familiar with the relevant standards, are able to analyze the work to be carried out and recognize any hazards.D those who have acquired the same amount of expert knowledge through years of experience that would normally be acquired through formal tech-nical training.DANGER!An exception are persons with cardiac pacemakers! The strong magnetic fields occurring in resistance welding may af-fect the proper functioning of pacemakers. This may be fatal or cause serious personal injury!Therefore, persons with pacemakers must stay clear of resistance welding systems.We recommend that warning sings as per DIN 40023 are posted at ev-ery entrance to manufacturing shops housing resistance-welding equipment.Please note our comprehensive range of training courses. More information is available from our training center (Phone: +49 / 6062 / 78-258).1.6Installation and assemblyDANGERNon-workmanlike installation or mounting may lead to personal in-jury or damage to property.Therefore, it is essential that you take the technical data (environ-mental conditions) into account for installation or mounting.Installation or mounting must be carried out by skilled personnelonly.DANGERInsufficient degree of protection may be life-threatening or causedamage to property!The degree of protection of thyristor power units is IP 20. They mustbe installed in switchgear cubicles providing a degree of protectionof no less than IP 54.DANGERDanger of injury and of damage to property through incorrect instal-lation!Devices and, in particular, operating means, must be installed so asto be properly safeguarded against unintentional operation or con-tact.DANGERRisk of injury from sharp-edged sheet metal!Wear protective gloves!DANGERDanger of personal injury and damage to property through inade-quate fastening!The place for installing the thyristor power units, and their methodof fastening, must be suitable for their weight!Injuries and bruises may be caused by lifting weights which are tooheavy or by sharp metal edges!Due to the heavy weight of individual modules several persons arerequired for installation and assembly.Wear safety shoes and safety gloves!DANGEROUS ELECTRICAL VOLTAGEBefore the modules are installed, the respective mounting station must be safely isolated from supply and properly safeguarded to pre-vent unintentional or unauthorized reclosing.CAUTIONShort circuits!When cut-outs are drilled or sawed in switchgear cubicles, metal burr may get into modules already installed there. Or, when cooling water lines are connected, water may leak into the thyristor power units installed.The possibility of short circuits occurring in the process or even the destruction of the devices cannot be entirely ruled out. Therefore, guard any existing modules well before you install a new module! Any and all warranty excluded in case of non-compliance.CAUTIONHeat accumulation!Thyristor power units must be mounted with a minimum clearance of 100 mm on top and at the bottom. Without this minimum clearance, heat may accumulate and cause power unit failure.CAUTIONIn the case of airĆcooled thyristor power units, the temperature inside the housing must stay within the specified range. Thyristor power units must always be operated under forcedĆair cooling conditions. Convection cooling will not be sufficient!CAUTIONLeaks in the cooling water circuit may cause consequential damage! Cooling water leaks may damage adjacent components. Therefore, when mounting water-cooled modules, always ensure that other de-vices in the switchgear cabinet are well protected against leaking cooling water.CAUTIONDamage to property through inappropriate or insufficient cooling of the thyristor power units!Water-cooled thyristor power units may only be operated when the cooling water circuit is active! Condensation on water-carrying com-ponents must be prevented.Damage to property through insufficient water quality in the cooling water circuit!Deposits in the cooling system may reduce the water flow, thus im-pairing the performance of the cooling system with time.Therefore, you should ensure that your cooling water has the follow-ing properties:D pH value:7 to 8.5D Degree of hardness D max:10 German degrees(1 German degree = 1.25 British degrees = 1.05 US degrees =1.8 French degrees)D Chlorides:max. 20 mg/lD Nitrates: max. 10 mg/lD Sulfates:max. 100 mg/lD Insoluble substances:max. 250 mg/lTap water usually meets these requirements. However, an algicide should be added.L Make sure that all contact surfaces are bright, i.e. free of paint, plastic coat-ing or dirt/oxidation.L Mount the device in a vertical position.1.7Electrical connectionDANGEROUS ELECTRICAL VOLTAGEThe mains voltage is associated with many dangers!Possible consequences of improper handling include death or mostsevere injuries (personal injuries) and damage to property. For thisreason, the electrical connection must always be made by an electri-cal expert in compliance with the valid safety regulations, the mainsvoltage and the maximum current consumption of the individualunits of the equipment.The mains voltage must match the nominal voltage given on thenameplate of the product!The equipment must be appropriately fused on the supply side!Prior to connecting a thyristor power unit, the following must bestrictly observed:D Power OFF.D Provide a safeguard to prevent unintentional reclosing.D Verify that the system is safely isolated from supply andde-energized.D Connect to earth and short circuit.D Cover up or safeguard all live parts.DANGEROUS ELECTRICAL VOLTAGEHandling live parts at mains voltage may result in death, severebodily injury or considerable damage to property unless appropriateprecautions are taken.For this reason, the electrical connection must always be made byan electrical expert in compliance with the valid safety regulations,the mains voltage and the maximum current consumption of the indi-vidual units of the equipment.Incorrect mains voltage may render the system dangerous or causeelectrical component failure!Therefore, please ensure the following:D The mains voltage must match the nominal voltage given on thenameplate of the product!D Mains voltage fluctuation or variation from the nominal voltagemust be within the specified tolerance range (see Technical Data).D The equipment must be appropriately fused on the mains side!D Proper and well insulated tools must be used for handling electricconnections!DANGEROUS ELECTRICAL VOLTAGEDanger of life through insufficient protective conductor system!The thyristor power units must be connected to the protective earth-ing (PE) circuit of the system. Please ensure that the cross-sectional area of cables used for protective conductor wiring is sufficiently large. The electrical continuity of the protective earthing circuit must be verified in accordance with EN 60204 Part 1.DANGEROUS ELECTRICAL VOLTAGEThyristor power units may be operated in earth neutral systems only.Protective grounding is the only protective measure permitted as per EN 50 178 (DIN VDE 0160)!DANGEROUS ELECTRICAL VOLTAGEOperation in unbalanced networks (only one network phase grounded) is not permitted..Note: It is recommended that the whole welding system be operated within a separate welding power network.CAUTIONConnecting lines and signal lines must be laid so as to avoid nega-tive effects on the function of the units through capacitive or induc-tive interference!Interference is frequently coupled and de-coupled in long cables.Therefore, thyristor power unit cables and control cables must be routed separately. The influence of interfering cables on cables sus-ceptible to interference can be minimized by keeping the following distances:D> 100 mm if cables are run in parallel for < 10 m,D> 250 mm if cables are run in parallel for > 10 m.The thyristor power unit should be mounted close to the welding systems so as to avoid cable lengths of more than 25 m.CAUTIONConnection cables may come off and apply dangerous voltage to system components!It is crucial that cables are properly fixed.L PE connection: Connect to a central earth point. Make sure that cable cross-sectional areas are sufficiently large!L All conductor cross-sections must be large enough for the loads to be con-nected.L U1 connection:Connect to L1 system phase.L V1 connection: Connect to L2 system phase.L U2 and V2 welding transformer outputs: Connect to welding trans-former.1.8Ensuring EMC of the completely assembled system.Note: The completely assembled system with the welding transformercomplies with prEN 50240, the EMC product standard for resistancewelding systems, and EN 55011 (October 1997), EMC product familystandard class A, group 2, rated current > 100 A.D Only for industrial applications.D Safe clearance from residential areas y 30 m.D Safe clearance to communication systems (wireless, telephone) y 10 m.D Cable length of mains feeder y 10 m.D Interference suppression measures: When switchgear cabinet doors areopen, operation of radio devices or cell phones is permitted only beyonda safe clearance of y 2 m.1.9Operation of the thyristor power unitsDANGERDanger of personal injury and damage to property if devices are op-erated before they have been properly installed!The devices are designed to be installed in housings or switchgearcabinets and must not be operated unless properly installed andswitchgear cabinet doors are closed!DANGERDanger of personal injury and damage to property through missingor false interpretation of fault messages!Therefore, closing of the temperature contact (thermostatic switch,break contact) must inhibit the connected timer!As regards fault analysis, see also the section on ”Malfunction”.DANGERDanger of bruises through electrode movement!All users, line designers, welding machine manufacturers and weld-ing gun producers are obliged to connect the output signal of theBosch weld timer which initiates the electrode movement so that theapplicable safety regulations are complied with.The risk of bruises can be considerably reduced by means of, e.g.,two-handed start, guard rails, light barriers etc.CAUTIONDamage to property through insufficient cooling of the modules!Ensure that the modules are properly cooled during operation. Con-densation on water-carrying components must be prevented. In thecase of air-cooled thyristor power units, the temperature inside themounting station must remain in the specified range. In the case ofwater-cooled thyristor power units, the maximum permitted cooling-water temperature must not be exceeded.CAUTIONDamage to property through excessive welding current!The maximum welding current depends on the thyristor unit and thewelding transformer in use. It must not be exceeded.Therefore, the user must check the load in each case. See also thesection on ”Load diagrams”.Any and all warranty excluded in case of non-compliance.1.10Retrofits and modifications by the userDANGERRetrofits or modifications may have negative effects on the safety ofthe unit!Product modification may cause death, severe or light personalinjury, damage to property or environmental damage.Therefore, please contact us prior to making any modification. Thisis the only way to determine whether modified components aresuitable for use with our products.1.11Maintenance, repairDANGEROUS ELECTRICAL VOLTAGEPrior to any maintenance work - unless described otherwise - thesystem must always be switched off!In the event of necessary measurement or test procedures on the ac-tive system, these have to be performed by skilled electrical person-nel.In any case, suitable insulated tools must be used!DANGERDanger of life through inappropriate EMERGENCY-STOP facilities!EMERGENCY-STOP facilities must be operative in all modes of thesystem. Releasing the EMERGENCY-STOP facility must by no meansresult in an uncontrolled restart of the system! First check the EMER-GENCY-STOP circuit, then switch the unit on!DANGERDanger of explosion of batteries!Do not forcefully open batteries, do not attempt to charge, solder orincinerate the battery.Empty batteries should always be replaced by new ones!The applicable regulations on the disposal of empty batteries or ac-cumulators must be observed.DANGERThe right to perform repair/maintenance work on the components ofthe thyristor power units is reserved to the BOSCH service depart-ment or to repair/maintenance units authorized by BOSCH!CAUTIONOnly use spare parts approved by BOSCH!1070 080 058-101 (2001.04) GB1.12Working safelyDANGERDuring operation of the welding equipment welding splashes are to be expected! They may cause eye injuries or burns.Therefore:D wear protective goggles D wear protective glovesDwear flame-retardant clothesDANGERDanger of injury from sheet metal edges and danger of burns from weld metal!Therefore: - wear protective glovesDANGERIn the environment of resistance welding systems, magnetic field strengths have to be expected which are above the limit values spe-cified in VDE 0848 Part 4. Especially if manual guns are used, the limit values for extremities may be exceeded.In cases of doubt, you should measure the field strength and take additional measures to ensure safety and health at work.CAUTIONThe strong magnetic fields occurring in the resistance welding pro-cess may cause permanent damage to wrist watches, pocket watches, or cards with magnetic stripes (e.g. EC cards).Therefore, you should not carry any such items on you when working in the immediate vicinity of the welding equipment.1070 080 058-101 (2001.04) GB2Setup2.1FeaturesDIntegrated control functionality D Integrated weld timerD Flexible parallel and/or serial I/O interfaces D Fieldbus interfaces for communicationD Integrated control and monitoring functionsD Control functionality separate from monitoring functionality D Air or water cooledD Less cabling required due to system component integration D Functionality designed for welding quality optimization DEasily integrated into a portable welding box system (SCHWEISSKOFFER)D BOS-5000 operator interface provides for easy programming, operation and diagnosticsPST 6000.XXX thyristor power unit1070 080 058-101 (2001.04) GB2.2Modules and componentsThe PST 6000 thyristor power units serve to control the welding trans-formers.Integrated features:D the weld timer (central processing unit, CPU)D one slot for the type-specific I/O interfaceD one slot for the field bus module for programming (optional)D one slot for retrofitting a quality module (optional)Setup for welding1070 080 058-101 (2001.04) GBBlock diagram of a thyristor power unit1070 080 058-101 (2001.04) GB2.3FunctionThe thyristor power unit is designed for alternating current resistance weld-ing. Key components of an AC welding system are the thyristor power unit,the weld timer and the welding transformer.The figure below shows the basic functional design.Basic functional design of the AC welding process2.4MonitoringIn order to ensure high operational reliability, various monitoring functions are incorporated in the PST 6000 thyristor power unit.There is a thermostatic switch to signal any overload on the thyristor power unit to the weld timer.The weld timer will then output a ”Thyristor unit fault” message.When the fault has been cleared, the error message is reset as follows:D with the reset button on the weld timer front panelD by an input signal for acknowledgement (type-specific)D by an input on the BOS-5000 operator interface D by an input on the Bosch operator terminal (BT)1070 080 058-101 (2001.04) GB3Notes on RatingThe load capability of a thyristor power unit is always predefined by the type designation indicating the specific maximum welding transformer rating.CAUTIONOverloading may cause damage to the thyristor power unit!Always check the actual load applied on the thyristor power unit! Any and all warranty excluded in case of damage caused by overload.To check the actual load, use the load diagram. It shows the D output currents (I PRIM in A) relative to D the duty cycle (ED in %) atD maximum ambient temperature (in °C)that can be switched by the PST 6000 thyristor power unit.The weld time t s and the overall weld cycle duration tsp must be known to determine the duty cycle.Weld time and overall weld cycle durationThe duty cycle is computed as follows:ED =t st sp* 100%Example:ED =2 per.4 per.In the graph shown above, the weld time is 2 periodsand the overall weld cycle duration is 4 periods.This results in a duty cycle ED = 50%.• 100% = 50%.Note: If different weld times or overall weld cycle times occur on a machine, the longest weld time and the shortest overall weld cycle time (to be determined, if required, by adding the longest weld time to the shortest cool time) must be used for calculating the duty cycle!When you have calculated the duty cycle, you can use load diagrams to verify the proper selection of the thyristor power unit.。
BOSCh焊钳故障清单

故障代码 故障内容 处理方法 80 急停回路无24V 检查急停触点及急停回路 81 无焊接指令却通焊接电流 更换PST或电源模块,检查连接 83 控制器电源未准备好 检查控制器冷却及线缆插头 87 焊接程序无效 检查程序选择及参数范围 88 模块损坏 更换模块 89 I/O总线错误 更换I/O模块 91 主回路开关故障 检查焊接控制器 100 无24V电源 检查24V电源 102 无外部焊接 检查外部焊接控制信号 162 电源电压缺失/太低 检查主回路线电压 166 无24V或24V太低 检查24V电源回路 222 冷却温度测量错误 检查焊接控制器 164 变压器温度过高 检查电缆、变压器及负载功率 85 存储数据丢失 更换电池后导入数据 184 比例阀故障 检查比例阀 99-1 电流检测环开路 检查电缆及连接部分 99-2 电流检测环短路 检查电缆及连接部分 99-6 焊接过程中禁止监控 检查参数中的禁止监控功能 223 整流二极管报警 降低焊接输出或延长焊接时间 219 主空开跳闸(焊接变压器过载) 检查焊接回路 118 焊接电极冷却水缺失 检查接头、电缆及冷却水 120 焊接回路未闭合 检查接头、电及主空开 122 焊接回路没有打开 检查接头、电缆及主空开 99-310 电流超出范围 检查二次回路电流传感器及连接 99-311 电流偏差太大 检查次级回路,重新标定 115-1 PSQ硬件错误 断电重启,检查固化软件版本 115-11 PSQ存储丢失 重新设置参数 115-16 电极电压检测环错误 检查电压测量及测量电压参数设定值 99-2061 PSQ时间过短 检查信号、检查时间公差带设置下限 99-2062 PSQ时间过长 检查信号、检查时间公差带设置上限
BOSCH UIR操作简介

•选择标定压力的程序号 和电极号
•KN display 只有在伺服 焊钳时使用。
•点击OK进入下一个 界面
1.事先准备工作
(2)压力电流标定
•当此屏幕出现时,你可以 听到电子比例阀进气或者 排气到达上一级屏幕设定 的上限值,此时输入压力 表中显示的值,点击Enter ,此时上限值就传输到控 制器里。
(2)压力电流标定
在 Electrode 页面中选择电流标定的程 序 确认变压器类型和Heat Level Warning and Upper current limit
确认二极管的设置如图所示
Ensure that the calibration figures are 150mV +/20mV
进入电流标定的界面点击 Current Scaling。
2.为样本曲线定义CCR参数
(3)电流参数 焊接电流是由焊钳完成焊接任务来决定的。 它取决于以下的标准: ― 试片的厚度 ― 镀层 ― 板件组合的强度 从这些标准可以得出焊接任务的焊接区间。焊接电流必 须在焊接区间的中间。
2.为样本曲线定义CCR参数
(4)焊接时间 焊接时间一定是在预定焊接任务中所有试片的中间区域。 对于完全不同的金属试片组合,推荐的焊接时间应该设定 在至少400-500ms。 尤其出现装配不良的,厚板件试片(3层板焊接),和板件 之间注胶等问题时推荐使用上坡时间为50-100ms。
3.建立样本曲线
(1)为样板曲线挑选金属试片组合
― 1.75mm H320LA(OC)+0.8mm DC04OC 标准的参考金属试片在试片组合时有很大的区别。 ― 2x0.8mm DC04(OC) 试片组合达到2.5mm并且没有高强板。 ― 例外 如果焊钳只焊一种类型的板件组合,这种组合一定要作为标准。 当焊钳焊接非常厚的板件组合时,只有(试片总厚度>5.5mm)厚 板试片才能作为标准。 在任何情况下必须确保样板曲线的选择。所有的焊接任务包括焊钳和 程序都要做焊接过程确认。这些必须用焊接样本试片来论证。如果 可利用,样本曲线必须经过调整。
Bosch焊接程序设置规范

Editor: Zhangmin
3
Secret level: Internal
Update: 2015.10.08
11#程序——电流标定程序
电流标定程序
点击“添加”,设置
1、焊点名称:0-11 2、程序:11 3、备注:current Calibration 4、禁止启动:OFF 5、焊接/无内部焊接:ON 6、预压:200ms 主焊接:400ms、8KA 保持时间:200ms
1、调整功能必须打开 2、电流上公差:15% 3、电流下公差:7% 4、时间最大延长:100%
Editor: Zhangmin
14
Secret level: Internal
Update: 2015.10.08
100-255#程序——焊接程序
次级反馈必须打开!!!
Editor: Zhangmin
15
Secret level: Internal
Update: 2015.10.08
手工焊机程序设置
1、不用的焊接程序一定要屏蔽掉,防止操作工程序错用
Editor: Zhangmin
16
Secret level: Internal
Update: 2015.10.08
手工焊机程序设置
1、调整功能必须打开 2、电流上公差:15% 3、电流下公差:7% 4、时间最大延长:150%
18
Secret level: Internal
Update: 2015.10.08
1、参考电阻:根据样本曲线 2、上公差带:10μΩ 3、下公差带:10μΩ
Editor: Zhangmin
11
Secret level: Internal
BOSCH6000_软件使用

程序
控制器名
注释
控制器列表
2. 添加控制器名称(不能重复) 3. 添加备注 (最长65个字符) 4. 选择通讯方式 V24(X1直连), 以太网等等 5. 如果选择以太网通讯,输入 IP地址 6. 测试网络 7. 选择在线或离线模式 8. 开启焊接参数数据库记录 9. 选择在初始通讯时的数据传 输方向(timer控制器.DB电脑 .Selection询问.FWmode覆盖 ) 10. 当所有信息输入以后点 击OK 11. 点击continue按钮进入 数据编程
预警 F2
进入预警页面,点击 prewarning图标或者按F2快捷 键
Return to Icons
F2
这个页面的信息可以鉴定 1. 2. 3. 电极帽磨损状况 剩余部分的数量 电极状态 1. 2. 3. 4. 绿色 : - 状态良好 橙色 : - 电极需要修磨 黄色 : - 预警激活 红色 : - 达到电极寿命
变压器类型. 当预定义的变压器被 选定时, 将会自动选择匝数比和二 极管的类型, 当变压器的类型未知 ,必须设定变压器的匝数ion/monitoring 此参数将被用于解除二极管监控 (变压器次级的二极管). 温度
通过计算得出的二极管温度测 定是否温度高于150°C,关断温 度可以在此位置进行参数设定 《二极管报警温度设置》
积偶校验 完成信号 完成信号宽度 完成信号启动时间 压力输出类型
最大焊接时间
输出时间
电流传感器
最大重复焊接
电流输入类型
压力标定 热量预警 型号 控制器数量 电流上限 初级传感器 次级传感器 模式等级 监控 二极管温度 实际温度 实际电压
电流标定
电压标定
数据库
可以从以下的标题中 查看数据库. 错误记录 焊接错误记录
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1- 30
二、项目规划 1、新建项目 2、程序备份 3、程序恢复
1- 31
1、焊接控制器名:控制器名称不能重复,不能包含符号。最长48个字符。 2、焊接控制器注释:解释文本,不能包含符号。最长65个字符。 3、通道:通讯端口使用依赖硬件系统,可能的选项可从列表框中选择。 4、IP地址:控制器的以太网地址。
1- 25
计算机IP地址设定方法一。 注意:计算机IP地址要和焊接控制器IP地址设为同一组段既前三个地址要一 样。
1- 26
当设备硬件IP地址和计算机IP地址设置完成后可以连接设备设置设备的 软IP地址。在IE地址栏里输入硬件设置的IP地址然后回车即可出现如图画面 。在IP ADDRESS栏设置IP然后点击STORE CONFIGURATION软IP设置完成。最 后将硬件拨码开关全部拨到0,此时软IP地址生效。
1- 43
12、预压时间:当焊接信号发出后即进入预压时间。预压时间开始时控制器 启动比例阀控制焊枪闭合。当重复焊接时,预压只在第一点时激活。预压时 间的目的在于有充分的时间让焊钳闭合。 13、压合时间:电极压力在这个时间建立。在压合时间结束时焊枪必须完全 闭合。控制器会需要压力检测信号。 14、焊接1时间:预焊接时间,当不需要此过程时可以将该参数设置为0. 15、斜坡模式:有开关两种模式。当斜坡模式开时,可以自动为WELD2建立 斜坡上升和下降。具体参数由“斜坡上升时间”“斜坡上升电流”“斜坡下 降时间”“斜坡下降电流”来定义。
一、BOSCH焊接控制器简介 1、产品介绍 2、硬件介绍 1) 、外观展示 2)、指示灯含义 3)、工作原理 3、网络连接 1)、监控编程网络 2)、运行网络
1- 1
1- 2
力士乐PSI 6000-焊接控制器家族的各种功能可以方便的焊接难度很大 的高强度钢、吕合金、异种材料和多层板料等。 PSI 6000-是标准的1000赫兹中频/直流焊接技术。具有节能、高效、焊 接质量比传统的焊接方法有本质的提高。 -焊接质量的改善通过更高频率的电流调整来实现,产品质量大大超过 只能对供电频率调整的老式控制器。 -焊接更多材料的能力来源于更强的输出能量。 -飞溅的减少通过减少焊接时间和焊接电流来实现。 -电极寿命大大延长归功于在电极帽上更低热量和更小机械压力。 -更小更轻的中频变压器可以和焊钳整合在一起,大大减少工作强度、 加快上产节奏和提高能量效率,因此节能效果更明显。
1- 46
24、参考电流:用于和电流公差带配合和实际测量值比较判定焊接电流是否 正常。只有电流监控被激活时本参数才可用。 25、焊接电流:有KA和百分比两种取决于校准模式。输入范围受程序中的电 极参数影响。 26、校准模式:1)PHA 设置二极管的相位角和中频逆变的脉冲宽度。以百 分比方式输入。没有调整,不依赖电流传感器,若有可以作为显示2)KSR: 恒流模式,以设定值为希望输出电流值,依赖电流传感器。 27、电流监控:监控数据来自电流传感器可以为每个焊接阶段设置打开/关 闭监控。该功能激活用以判断焊接的好坏。 备注:图中WELD1和WELD3参数含义同WELD2只对WELD2进行说明。
1- 44
16、冷却1时间:只有焊接1时间大于0此参数有效在此时间焊钳仍然闭合但 没有电流。 17、斜坡上升时间:从斜坡上升电流到主焊接电流所用的时间。 18、焊接2时间:主焊接电流维持时间.其可设置的最大值受基本设置里最大 焊接时间限制。 19、斜坡下降时间:从主焊接电流到斜坡下降电流所用的时间。
1- 21
BOSCH焊接控制器监控编程网络采用传输数据量大的以太网。
1- 22
设备硬件IP:由硬件拨码开关设定焊接控制器的IP地址。分四组,读书规律 符合8421码。
1- 23
如图所示焊接控制器IP地址为:192.168.008.253
1- 24
计算机IP地址设定方法一。 注意:计算机IP地址要和焊接控制器IP地址设为同一组段既前三个地址要一 样。
1- 27
Internet网络 控制器类型:VKRC2机器人的IBS主机控制器类型是IBS PCI SC/RI-LK
1- 28
Internet网络 自动扫描INTERBUS网络。
1- 29
Internet网络 1、点击进入过程数据窗口。 2、手动配置过程数据。 如图所示配置成26、27表示机器人从26*8+1=209位开始与焊接控制器通 讯。
1- 38
3、焊接模式:单点、重复、缝焊 1)单点:一个高脉冲启动信号开始焊接程序。下一次程序启动前,启动信 号必须关断。 2)重复:开始和单点模式一样。在保持时间结束时如果启动信号仍为高脉 冲则电磁阀会关断、焊枪打开。断开时间开始计时,在这段时间操作者或者 机器人会把焊枪移动到下一焊点位置。断开时间结束后,电磁阀重新启动、 焊枪闭合开始焊接。如此循环知道启动信号关断。 3)缝焊:一直焊接直到启动信号结束后转到保持时间。
1- 18
1、由工频三相交流电整流成直流电。 2、经IGBT逆变成中频方波。 3、经过中频变压器降压。 4、经二次整流,变成脉动较小、电流平缓的直流。
1- 19
1、三项平衡负载,减少对供电系统功率要求。 2、功率因数接近1,无电感分量,无需调整功率因数。 3、消除对电源的污染,不必单独提供电源。 4、只有交流变压器1/3的质量和体积,轻便快捷。 5、直流输出没有电感的烦忧,也没有过零的缺点,热量效率大大提高。
1- 32
5、测试网络:测试以太网络通讯是否正常。 6、模式选择:ONLINE和OFFLIN模式选择。 7、数据方向:当模式选择为ONLINE时显示此参数,可以选择连线时数据的 传输方向。(控制器到数据库、数据库到控制器、询问) 8、软件版本:当模式选择为OFFLINE时显示此参数,选择控制器软件版本。 注意:7和8在的可见性受6模式选择控制。在软件中不能同时出现。
1- 42
8、时间监控:监控时间是指对从开始焊接到焊接结束时间(包括冷却时间 )的监控。当时间超出范围时会给出“焊接时间过长”或“焊接时间过短” 的提示。 9、基本压力:设置相关程序焊接时的压力。此参数与压力校准或者转换因 数、零点校准等有关。详见电极设置章节。 10、脉冲次数:当这个参数值为1时程序执行WELD2一次。 当参数值大于1时并且COOL2的值大于0程序将重复执行WELD2设定的次数。 11、校准偏移量显示。
1- 45
20、冷却2时间:当脉冲信号大于1时此值才有效,在此时间焊钳仍然闭合但 没有电流。 21、冷却3时间:在焊接3之前,在此时间焊钳仍然闭合但无电流。 22、焊接3时间:回火时间避免因电极冷却引起工件冷却过快. 23、保持时间:保持时间,在此时间焊钳保持闭合,无电流通过。保持时间 结束后焊接控制器复位换向阀信号,焊钳打开。 备注:在重复焊接模式下有断开时间,即两次焊接之间的时间。
1- 20
1、焊接控制电流更精确 1)、逆变系统几乎不受供电系统影响。 2)、不受工件形状及材料的影响(无电感损失) 3)、调整精度和监视精度比AC系统高20备 2、增加焊接工艺的稳定性,次级电流可以真正保持直流。 3、数字化控制提高了电流控制和测量精度 4、焊接时间精度为毫秒,可以对焊接时间任意控制
1- 10
1- 11
K5 用于两把焊钳的焊接选择 当选择第一把焊钳时R1-R2/R3-R4接通 提供第一把焊钳焊接电流 当选择第二把焊钳焊接时 1-2/3-4接通, 同时R1-R2/R3-R4断开 提供第二把焊钳焊接电流
1- 12
G1变压器 给控制器 提供24V
1- 13
T1 电流互感器 A3 电压互感器 当T1检测到 缺相或欠压时 给A3反馈信号 脱扣器没有24V 控制器会送不上电
1- 47
28、焊接电流公差: 1)上公差:参考电流允许的最大上限,超过上限时会显示“电流过高”的 故障信息。 2)条件公差:设定在上下公差之间。控制器对连续落在该公差与下公差之 间的点进行计数,当超过设定值时显示“系列点低于极限点”的故障信息。 3)下公差:参考电流允许的最低下限,超过下限时会显示“电流过低”或 “无电流”故障信息。
1- 5
1 2
黄灯亮,控制器故障 白灯亮,控制器准备好
1- 6
1- 7
1- 8
1- 9
1、控制电压指示灯:绿色表示焊接控制器已经接通了直流24V控制电压。 2、控制器准备好信号灯:红色直流母线电压大于60V时亮,有故障时灯不 亮。断电时要等灯全灭后,方可进行维修操作。 3、故障指示灯:没有任何故障时,灯为绿色。表示已经准备好可以焊接。 4、焊接指示灯:当焊接进行时黄灯亮。 5、电池电量指示灯:当电池需要更换时,红灯亮。 6、故障复位按钮:对故障进行复位。
1- 39
4、监控模式:监控模式分两种即标准模式和混合模式。 1)标准模式:从WELD1到WELD3整个焊接过程作为一个整体监控。 2)混合模式:只对3个WELD过程进行监控,并且可以分别设置自己的公 差带。
1- 40
左图:两者在监控时间上的区别。 右图:两者在公差设置上的区别。
1- 41
5、校准:1)标准模式:三个焊接过程都使用WELD2的焊接模式。 2)混合模式:三个焊接过程可以单独定义焊接模式而且相互没有 模式影响。 6、焊钳号:与相关的焊接程序关联,用于焊接计数。 注意:最大焊钳数与焊接控制器类型有关。 大于等于1的焊钳号用来计数,而0号焊钳用于基本设置不能计数。 7、重复焊接:当重复焊接激活、启用监控功能、出现电流低或无焊接电流 时自动重复焊接。 注意:1)当自动焊接出现时可能不止一次,直到没有报警。为了避免不希望 的重复焊接需要设置“最大重复焊接次数”这个参数。2)当没有电流时这个 功能不会被激活
1- 33
9、程序备份菜单:编辑菜单下的程序备份菜单。 10、选择文件列表:选择想要备份的文件。 11、选择备份路径:选择备份文件存放的路径。 注意:备份程序是指将软件中的程序备份成文件,并不是备份控制器中的程 序。
1- 34
12、程序恢复按钮:点击进入程序恢复界面。 13、恢复文件列表:选择备份文件后自动生成。 14、选择备份文件路径:点击选择备份文件存放路径。 15、软件中项目列表:备份文件恢复到软件中哪个项目。 注意:恢复程序是指将文件恢复到软件中,并不恢复到控制器中。