塑料乐扣饭盒盒盖共57页文档
食品包装用塑料瓶、桶、盖(食品安全企业标准)

食品包装用塑料瓶、桶、盖1 范围本标准规定了食品包装用塑料瓶、桶、盖的原材料、产品分类、要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于以聚乙烯(PE)树脂、聚丙烯(PP)树脂为主要原料,添加或不添加色母料,经吹塑工艺所生产的食品包装用塑料瓶、桶及经注塑工艺所生产的食品包装用塑料瓶盖、桶盖。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB 4806.6 食品安全国家标准食品接触用塑料树脂GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB/T 13508-2011 聚乙烯吹塑容器GB/T 17876-2010 包装容器塑料防盗瓶盖3 原材料3.1 聚乙烯(PE)树脂、聚丙烯(PP)树脂应符合GB 4806.6的规定。
3.2 色母应符合相关标准的要求。
4 产品分类4.1 符号及缩略语PP ——聚丙烯;PE ——聚乙烯。
4.2 产品按材质和用途,可分为A、B两类,见表1。
表1 产品分类5 要求5.1 满口容积偏差A类产品的满口容积偏差应符合GB/T 13508-2011中5.1的要求。
5.2 质量偏差5.2.1 A类产品的质量偏差应符合GB/T 13508-2011中5.2的要求。
5.2.2 B类产品的质量偏差要求见表2。
表2 B类产品的质量偏差5.3 尺寸偏差A类产品的尺寸偏差应符合GB/T 13508-2011中5.3的要求。
B类产品的尺寸偏差应符合GB/T 17876-2010中5.2的要求。
5.4 外观质量A类产品的外观质量应符合GB/T 13508-2011中5.4的要求。
B类产品的外观质量应符合GB/T 17876-2010中5.1的要求。
5.5 壁厚A类产品的壁厚应符合GB/T 13508-2011中5.5的要求。
《塑料乐扣饭盒盒盖》PPT课件

本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢!
塑料塑件的工艺性分析及注射机初选
2.1:塑件的原材料 : 本塑件饭盒为日常生活中所常见的塑料制品,主
2.4初选注塑机的型号和规格
根据塑件的成型工艺参数查文献,初步选择 国产G54—S200/400型号的注塑机,其规 格和性能如下表2—4所示:
表2—4 国产G54—S200/400型号注塑机规格和性能
3: 注塑模的构造设计
3.1分型面确实定 为了保证塑件的顺利脱模和塑件的技术要求及
模具的制造简单,分型面选择为饭盒盒盖下外 表。如以下图3—1所示:
凸、凹模的构造设计示意图如以下图:
3.5.1型腔和型芯构造设计计算
模具零件的工作尺寸和塑件尺寸关系如图 :
型腔径向尺寸计算: (L m ) 0 z [1 (S )L s x ] 0 z
[ 1 1 ( . 7 % 1 5 . 7 2 0 ) . 7 8 0 0 . 7 5 ] 0 0 . 2 8 1 6. 3 0 2 0 . 21
图2—1 塑料饭盒盒盖的两面
2.2.2塑件尺寸精度分析
饭盒盒盖的两个尺寸有精度要求,即尺寸 107mm和120mm,精度要求为MT3,因塑 件的外形尺寸受模具活动局部影响尺寸的公差 〔如飞边〕,故公差种类选为B级。公差等级 无要求的选为MT5,
查文献得:塑件如图2—2所示:
图2—2 塑料饭盒俯视图和剖视图
主流道要求浇注系统对塑料的温度降和压力损 失最少。
主流道设计如以下图3—2所示
常见的塑料制品分类
常见塑料制品1、PET:聚对苯二甲酸乙二醇酯常用来制作矿泉水瓶、可乐饮料瓶、果汁瓶、屏幕保护膜及其它透明保护膜等,通常呈无色透明。
因为它只可耐热至70℃,所以这种饮料瓶只适合装冷饮和暖饮,装高温液体(如:热开水)或加热则易变形,有对人体有害的物质溶出;并且该塑料制品使用10个月后,可能会释放出致癌物,对人体具有毒性。
PET也可纺丝,就是我们常说的涤纶,故而奥运期间有回收饮料瓶制衣的说法。
许多追求透气和轻便的运动服就是涤纶制成的,很久以前流行的衣料“的确良”也是此物,但是限于当时纺丝手段的落后,的确良衣物穿着上不如现在的舒服。
此外PET亦有许多工程应用。
常用于:灌装矿泉水、碳酸饮料、果汁等。
优点:透明度高,可看清瓶子的内容物;耐酸碱,可装碳酸饮料;防水性高,不易渗出。
注意:无毒,但合成过程可能存留单体、低分子齐聚物和副反应产物如二甘醇,这些都是有一定毒性的,用于饮料瓶的PET原料国家有严格的标准。
PET材质的塑料瓶不能放在汽车内晒太阳;不要装酒、油等物质,有害物质容易溶出来。
也不要装70℃以上液体,过高温度会导致材料分解释放出有害化学物质。
2、HDPE:高密度聚乙烯适宜于装食品及药品、装清洁用品和沐浴产品、购物袋、垃圾桶等。
目前超市和商场中使用的塑料袋多是此种材质制成,可耐110℃高温,标明食品用的塑料袋可用来盛装食品。
HDPE在各种半透明、不透明的塑料容器上被广泛地使用,手感较厚。
常用于:白色药瓶、不透明洗发水瓶、酸奶瓶、口香糖瓶等。
优点:较耐各种腐蚀性溶液,多被用在清洁用品、沐浴产品等。
注意:盛装清洁用品、沐浴产品的瓶子可在清洁后重复使用,但这些容器通常洗不干净,残留的物质会变成细菌的温床,最好不要循环使用,特别不推荐作为循环盛放食品药品的容器使用。
3、PVC:聚氯乙烯PVC现在多用于制造一些廉价的人造革,脚垫,下水管道等;由于其电气性能良好又有一定的自身阻燃特性,被广泛用于电线电缆的外皮制造。
瓶盖验收记录
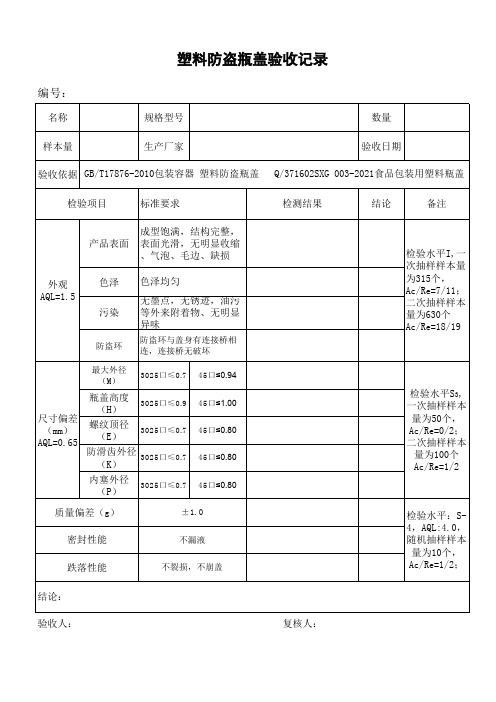
45口≤0.94 45口≤1.00 45口≤0.80 45口≤0.80 45口≤0.80
质量偏差(g)
±1.0
密封性能
不漏液
跌落性能
不裂损,不崩盖
检测结果
结论
备注
检验水平I,一 次抽样样本量 为315个, Ac/Re=7/11; 二次抽样样本 量为630个 Ac/Re=18/19
检验水平S3, 一次抽样样本 量为50个, Ac/Re=0/2; 二次抽样样本
量为100个 Ac/Re=1/2
检验水平:S4,AQL:4.0, 随机抽样样本 量为10个, Ac/Re=1/2;
结论: 验收人:
复核人:
塑料防盗瓶盖验收记录
编号:
名称
规格型号
数量
样本量
生产厂家
验收日期
验收依据 GB/T17876-2010包装容器 塑料防盗瓶盖 Q/371602SXG 003-2021食品包装用塑料瓶盖
检验项目
标准要求
成型饱满,结构完整, 产品表面 表面光滑,无明显收缩
、气泡、毛边、缺损
外观 AQL=1.5
色泽 污染
防盗环
色泽均匀
无墨点,无锈迹,油污 等外来附着物、无明显 异味
防盗环与盖身有连接桥相 连,连接桥无破坏
最大外径 (M)
3025口≤0.7
尺寸偏差 (mm) AQL=0.65
瓶盖高度 (H)
3025口≤Βιβλιοθήκη .9螺纹顶径 (E)3025口≤0.7
防滑齿外径 (K)
3025口≤0.7
内塞外径 (P)
3025口≤0.7
乐扣产品推荐

型号HPL817S002 型号HSM946Q6
货号
容量 数量
用途
规格
HPL807 470ml 2个
方形保鲜盒适合用于冰箱门柜,适用于保存各种 135× 102× 68mm 杂谷类,干果类,饼干类。
HPL816 800ml C
1个 中长方形保鲜盒,适合存放各种小菜类,水果类, 205× 134× 52mm 蔬菜类,三明治等。
- 乐扣乐扣格拉斯YX-1四方型 630ml - 适合做意大利面或酱肉等 - 适合保管3-4人份的菜肴
- 乐扣乐扣格拉斯YX-1圆型 380ml - 适合做一顿份量的蒸蛋类 - 适合保管各种咸菜或小菜
- 乐扣乐扣格拉斯YX-1圆型 950ml - 适合做2-3人份的菜肴 - 适合保管色拉或水果 - 适合保管剩菜等
型号HPL836S001
零售价:309.90元
货号
容量
数量
用途
规格
HPL806 350ml
4个
小长方形保鲜盒,适合存放虾酱类,沙司,小菜 135x102x52m
类。
m
HPL816 800ml
2个
中形方形保鲜盒,适合存放各种小菜类, 205x134x52m
水果类,蔬菜类,三明治等。
m
HPL817
1.0L
- 保管咸菜之类的小 菜
140*140*67mm
容量 800ml 1.0L 300ml 470ml
数量 1个 1个 1个 1个
型号HPL813B03 型号LLG121RS
货号 HPL813 HPL818 HPL817
容量 1.8L 1.9L 1L
零售价:113.30元
常见的塑料制品分类
常见的塑料制品分类实用标准文案常见塑料制品的分类一般的塑料制品的底部都会有如上标示,它们对使用范围进行了界定,标有这些数字的器皿都是合格产品,但是如果使用不当就会变成毒物。
1、PET:聚对苯二甲酸乙二醇酯常用来制作矿泉水瓶、可乐饮料瓶、果汁瓶、屏幕保护膜及其它透明保护膜等,通常呈无色透明。
因为它只可耐热至70℃,所以这种饮料瓶只适合装冷饮和暖饮,装高温液体(如:热开水)或加热则易变形,有对人体有害的物质溶出;并且该塑料制品使用10个月后,可能会释放出致癌物,对人体具有毒性。
PET也可纺丝,就是我们常说的涤纶,故而奥运期间有回收饮料瓶制衣的说法。
许多追求透气和轻便的运动服就是涤纶制成的,很久以前流行的衣料“的确良”也是此物,但是限于当时纺丝手段的落后,的确良衣物穿着上不如现在的舒服。
此外PET亦有许多工程应用。
常用于:灌装矿泉水、碳酸饮料、果汁等。
优点:透明度高,可看清瓶子的内容物;耐酸碱,可装碳酸饮料;防水性高,不易渗出。
留意:无毒,但合成过程可能存留单体、低分子齐聚物和副反应产品如二甘醇,这些都是有一定毒性的,用于饮料瓶的PET原料国家有严格的标准。
PET材质的塑料瓶不能放在汽车内晒太阳;不要装酒、油等物质,有害物质容易溶出来。
也不要装70℃以上液体,过高温度会导致材料分解释放出有害化学物质。
精彩文档实用标准文案2、HDPE:高密度聚乙烯适宜于装食品及药品、装清洁用品和沐浴产品、购物袋、垃圾桶等。
目前超市和商场中使用的塑料袋多是此种材质制成,可耐110℃高温,标明食品用的塑料袋可用来盛装食品。
HDPE在各类半透明、不透明的塑料上被广泛地使用,手感较厚。
常用于:白色药瓶、不透明洗发水瓶、酸奶瓶、口香糖瓶等。
优点:较耐各类腐蚀性溶液,多被用在清洁用品、沐浴产品等。
注意:盛装清洁用品、沐浴产品的瓶子可在清洁后重复使用,但这些通常洗不干净,残留的物质会变成细菌的温床,最好不要循环使用,特别不推荐作为循环盛放食品药品的使用。
乐扣乐扣1

发展历程
1997 年,全国儿童水杯产量达到 2895万个,比 1949 年增长了 13.6 倍, 2000 年产量达到了 7600万 个,年人均使用量提高到了 3.7个,有关专家预计, 2015年中国儿童水杯产量将达到 20亿个 。 近三十年来,中国儿童水杯市场大致经历了四个阶段 : 第一阶段( 1980~1992 年):国内品牌多足鼎立 1980年到 1992 年期间,富光、思宝、和祥龙三大 国产品牌一直分享了中国庞大的水杯市场。但三大品 牌几乎没有正面竞争,各居一隅,分别占据着东部、 南部和西部市场,相安无事。
Goldsun锅具 高纯度手工铸造锅具 ,铝砂锅。
Inplus收纳系列 环保,柔软,杜绝棱 角物理安全设计的塑 料收纳箱。
酷菲偲 欧陆风情不锈钢锅具 。
格拉斯 安全的耐热玻璃密封 容器。
普通型保鲜盒 四面结合型新概念密 封容器创始者。
bisfree 不含双酚A(BPA)环 保塑料产品。
ecook锅具系列 保温/保冷水杯 网络专供ecook锅具系 特殊处理高级不锈钢 列。 材质保温杯具。
第二阶段( 1992~1996年):洋品牌小试牛刀 世界各种品牌的水杯进入中国市场,如迪士尼、米菲、泰福高 、 美达斯、哈尔斯 。在这一阶段,由于这些品牌的价格过高,仅 仅进入了沿海大中城市的高端市场。 第三阶段( 1996~2000 年):洋品牌洗牌中国市场 外资品牌完全改变了中国水杯市场格局:一方面通过收购国产品 牌来取得市场份额和渠道;另一方面通过出色的营销手段及价格 调整,让大众接受自己。而 富光 " 、 " 祥龙" 、 " 思宝" 等昔日国 产名牌整体陷入颓势。1997年乐扣乐扣进入中国市场。 第四阶段( 2000 年 ~ )世界水杯品牌在中国市场寻求突破 中国市场渐渐成熟,当泰福高、 美达斯、哈尔斯 ,乐扣乐扣在中 国扎根更稳对中国市场更加了解后,他们在中国市场中寻求突破 。
常见塑料制品分类
常见塑料制品1、PET:聚对苯二甲酸乙二醇酯常用来制作矿泉水瓶、可乐饮料瓶、果汁瓶、屏幕保护膜及其它透明保护膜等,通常呈无色透明。
因为它只可耐热至70℃,所以这种饮料瓶只适合装冷饮和暖饮,装高温液体(如:热开水)或加热则易变形,有对人体有害的物质溶出;并且该塑料制品使用10个月后,可能会释放出致癌物,对人体具有毒性。
PET也可纺丝,就是我们常说的涤纶,故而奥运期间有回收饮料瓶制衣的说法。
许多追求透气和轻便的运动服就是涤纶制成的,很久以前流行的衣料“的确良”也是此物,但是限于当时纺丝手段的落后,的确良衣物穿着上不如现在的舒服。
此外PET亦有许多工程应用。
常用于:灌装矿泉水、碳酸饮料、果汁等。
优点:透明度高,可看清瓶子的内容物;耐酸碱,可装碳酸饮料;防水性高,不易渗出。
注意:无毒,但合成过程可能存留单体、低分子齐聚物和副反应产物如二甘醇,这些都是有一定毒性的,用于饮料瓶的PET原料国家有严格的标准。
PET材质的塑料瓶不能放在汽车内晒太阳;不要装酒、油等物质,有害物质容易溶出来。
也不要装70℃以上液体,过高温度会导致材料分解释放出有害化学物质。
2、HDPE:高密度聚乙烯适宜于装食品及药品、装清洁用品和沐浴产品、购物袋、垃圾桶等。
目前超市和商场中使用的塑料袋多是此种材质制成,可耐110℃高温,标明食品用的塑料袋可用来盛装食品。
HDPE在各种半透明、不透明的塑料容器上被广泛地使用,手感较厚。
常用于:白色药瓶、不透明洗发水瓶、酸奶瓶、口香糖瓶等。
优点:较耐各种腐蚀性溶液,多被用在清洁用品、沐浴产品等。
注意:盛装清洁用品、沐浴产品的瓶子可在清洁后重复使用,但这些容器通常洗不干净,残留的物质会变成细菌的温床,最好不要循环使用,特别不推荐作为循环盛放食品药品的容器使用。
3、PVC:聚氯乙烯PVC现在多用于制造一些廉价的人造革,脚垫,下水管道等;由于其电气性能良好又有一定的自身阻燃特性,被广泛用于电线电缆的外皮制造。
塑料饭盒盒盖模具设计设计Word
重庆三峡学院毕业设计(论文)题目塑料饭盒盒盖模具设计院系机械工程学院专业机械设计制造及其自动化(数控)年级 2011级学生姓名周建鑫学生学号 201107024250 指导教师张卫职称助教完成毕业设计(论文)时间 2015 年 5 月摘要本课题即将饭盒盖上壳作为设计模型,利用注射模具的相关知识为依据,阐述塑料注射模具的设计与制造过程。
本设计对饭盒盖上壳进行的注塑模设计,利用软件对塑件进行实体造型,对塑件结构进行工艺分析。
明确了设计思路,确定了注射成型的工艺过程还有对各个具体部分细节进行了仔细的计算。
本着简约而不简单的设计原则,采用斜滑块的瓣合模的结构成型。
如此设计出的结构即可确保模具工作运用可靠,同时也保证了与其他部件的配合。
本课题通过对饭盒盖上壳的注射模具设计,巩固和加深了对所学知识的掌握,取得了比较满意的效果,达到了预期的设计意图!关键词:塑料模具,注射成型,模具设计,饭盒盖IntroductionThe topic of socket shell as a design model, the injectionmold-related knowledge as a basis to explain the process of plastic injection mold design. The design of the game controller for the injection mold design, plastic parts using UG software was solid modeling, the structure of the plastic parts of the process analysis. Clear design ideas, determine the injection molding process and the various specific parts of a detailed calculation and verification. In the simple but not simple design principles, the use of inclined slider valve structure of the mold shape. The structure of such a design die is used to ensure reliability, ensure coordination with other components. Finally, simulation Moldflow injection process. The topic of the game controller by injection mold design, to consolidate and deepen the knowledge, and achieved satisfactory results, to achieve the desired design intentKeywords:Plastic mold, Injection molding,Mold design,game controller第一章前言 (1)第一节模具在制造加工工业中的地位与发展趋势 (1)第二节国内模具技术的现状 (2)第三节毕业设计的目的 (2)第二章饭盒盖上壳上壳塑料产品设计 (3)第一节市场调研 (3)第二节饭盒盖上壳产品设计概述 (3)第三节塑料制品设计的基本原则 (5)第四节产品材料的选择 (6)第三章饭盒盖上壳的模具设计 (7)第一节塑料的工艺性设计 (7)第二节注射成型机的选择 (9)第三节型腔布局与分型面设计 (14)第四节浇注系统设计 (15)第五节成型零件的设计 (18)第六节冷却系统的设计 (23)第七节模架的选择 (25)第八节脱模机构的设计 (27)第九节排气结构设计 (28)第四章模具制造技术 (29)第一节加工要求 (29)第二节装配要求 (30)第三节综合要求 (30)结论 (31)参考文献 (32)致谢 (33)附录 (34)第一章前言第一节模具在制造加工工业中的地位与发展趋势模具是利用物体个体形状去成型从而具有一定实体效益制品的工具。
食品包装用塑料瓶盖(食品安全企业标准)
接触食品用包装塑料瓶盖1 范围本标准规定了食品包装用塑料瓶盖的分类、要求、试验方法、检验规则、标志、包装、运输及贮存本标准适用于聚乙烯树脂(PE)、聚丙烯树脂(PP)为原料,添加或不添加色母,经注塑工艺生产的用于盛装食品、饮料的食品包装用塑料瓶盖(以下简称瓶盖)2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB/T 6543 运输包装用单瓦楞纸箱和双瓦楞纸箱GB 9685 食品容器、包装材料用添加剂使用卫生标准GB 4806.6 食品安全国家标准食品接触用塑料树脂GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB/T23887 食品包装容器及材料生产企业通用良好操作规范GB 31604.2 食品安全国家标准食品接触材料及其制品高锰酸钾消耗量的测定GB 31604.7 食品安全国家标准食品接触材料及其制品脱色试验GB 31604.8 食品安全国家标准食品接触材料及其制品总迁移量的测定GB 31604.9 食品安全国家标准食品接触材料及其制品食品模拟物中重金属的测定QB/T 1648 聚乙烯着色母料QB/T 2893 聚丙烯纤维用色母料3 分类按产品的结构分为上盖和下盖。
4 要求4.1 原辅材料要求4.1.1聚乙烯树脂应符合GB 4806.6的规定4.1.2聚丙烯树脂应符合GB 4806.6的规定4.1.3色母应符合QB/T 1648和QB/T 2893的规定。
4.2 感官要求4.2.1 外观要求外观要求应符合表1的要求。
表1 外观要求不得有异嗅4.3 瓶盖尺寸偏差瓶盖尺寸偏差应符合表2的要求表2 瓶盖尺寸偏差单位:毫米4.4 瓶盖质量偏差瓶盖质量偏差应符合表3的要求。
表3 瓶盖质量偏差单位:毫米4.5 卫生指标聚乙烯瓶盖和聚丙烯瓶盖应符合GB 4806.7规定。
一次性塑料制品指南说明书

Dates d’entrée en vigueurVille de Montréal : 1er mars 2023Interdiction déjà en vigueur pour les sacs en plastiqueFédérale : 20 décembre 2023La fabrication et l’importation des articles bannis seront interdites dès le 20 décembre 2022.Règlementations fédérale et de la Ville de MontréalLa Ville de Montréal et legouvernement du Canada ont adopté des règlementations interdisant de vendre et d’offrir certains produits en plastique à usage unique.Voici un tableau résumant les articles ciblés.AutoriséAutorisé ou interdit selon certains critères ou applications, voir verso. InterditFédéraleMontréalSacs d’emplettes, incluant ceux en plastiquedégradableSacs pour transporter les aliments dans le magasin(ex. fruits et légumes)Sacs d’emplettes en plastique réutilisableBâtonnets à mélangerAnneaux pour emballage de boissonsUstensiles pour consommation sur placeUstensiles pour emporter ou pour livraisonPaillesEmballages alimentaires en mousse ( expansé ou extrudé)Contenants alimentaires noirs pour alimentsprêts à être consommésContenants alimentaires noirs pour aliments à réchauffer ou non prêts à être consommés Emballages alimentaires et verres enplastique non expansé ou extrudé, non noir Contenants alimentaires et vaisselle en plastique non noir Emballages alimentaires en plastique compostable non noirVerres et couvercles de tout plastique non noirNotesRèglementationfédéraleSacs d’emplettes en plastique réutilisableLes sacs respectant les critères suivants sont acceptés : • ne se brisent pas lorsqu’ils sont utilisés pour transporter un poids de 10 kg sur une distance de53 m à 100 reprises;• ne se brisent pas s’ils sont lavés conformément aux méthodes de lavage domestique (norme ISO 6130). Ustensiles en plastiqueLes ustensiles respectant les critères suivants sont acceptés puisqu’ils sont considérés comme réutilisables : • non fabriqués de polystyrène ou de polyéthylène;• peuvent tolérés 100 cycles de lavage dans un lave-vaisselle domestique.PaillesCertaines exceptions seront en vigueur pour les pailles flexibles. Voir le règlement fédéral à ce sujet. Emballages alimentaires en mousse( expansé ou extrudé)Ils sont permis uniquement pour emballer des aliments qui ne sont pas prêts à être consommés (ex. : légumes, viandes, poissons)Contenants alimentaires noirsSeuls les contenants noirs respectant les critères suivants sont acceptés :• contiennent des aliments qui doivent être préparés (cuisson au four, chauffage au micro-ondes ou augrille-pain) avant de pouvoir être consommés ou de la viande et du poisson non prêts à être consommés ou des légumes;• ne sont pas faits en mousse ( expansé ou extrudé) ou en PVC.Emballages alimentaires en plastique compostableIl est important de distinguer le plastique compostable, comme le PLA, du plastique dit «oxodégradable» qui, lui, est interdit.VerresLes verres en mousse ( expansé ou extrudé)sont interdits.RèglementationVille de MontréalCommerces visés et non visésLa règlementation concerne les établissements qui sont situés dans les arrondissements de la Ville de Montréal et qui proposent un service de restauration ou qui emballent des denrées alimentaires pour la vente audétail. En sont exclus :• qui n’accueillent pas de consommateurs et qui distribuent directement aux consommateursuniquement par livraison;• les ONBL dont la mission inclut la distribution d’aliments.Ustensiles pour emporter ou livraisonLes ustensiles en plastique sont interdits en toutes circonstances.Emballages alimentaires en mousse( expansé ou extrudé)Ils sont permis uniquement pour l’emballage de la viande ou du poisson.Emballages alimentaires noirsLes récipients alimentaires en plastique (expansé, extrudé ou non) sont interdits, peu importe leur couleur.Pour connaître les solutions de rechange ou pour un accompagnement dans le processus de transition, contactez nos experts!**************************************Ce document a été mis à jour le 16 septembre 2022.。
一次性快餐盒
一次性快餐盒,因使用方便而受到了人们的喜爱,日常生活随处可见。
目前市场上的一次性快餐盒大多是由石油中提炼的聚苯乙烯原料加上发泡剂,加热发泡而成。
聚苯乙烯是一种使用极为广泛的高分子材料,具有毒性较低、熔点较高、可塑性强、生产简便等特点,因而成了制一次性快餐盒的首选材料。
发泡餐盒更环保发泡餐盒的身份有可能由目前的“半地下”转为“合法化”。
循环经济有望在快餐盒领域中逐步体现。
日前,中国环境科学学会绿色包装分会为一次性发泡塑料餐盒喊冤。
他们表示,“一次性发泡塑料餐盒从生产到使用再到回收,比一些所谓的,环保餐具?更环保”。
餐盒是否环保要综合考察中国环境科学学会绿色包装分会常务副会长李沛生观点鲜明。
他表示,之所以得出与之前截然相反的结论,是因为近来绿色包装学界对环保包装的认识发生了改变。
李沛生解释,评价餐具是否环保必须从餐具生产、使用和回收整个生命周期综合考察。
根据该组织从生产到回收全过程的考察,结果发现,纸浆模塑餐盒在生产过程中会排出有毒气体和有毒废水产生的环境污染要大于一次性发泡塑料餐盒。
并且一些宣称能够自然降解的“环保餐盒”,事实上并不能很好地降解,并存在严重的质量问题。
他说,过去人们只看到纸餐具在使用后可在自然环境中降解,便认为纸餐盒等餐具比一次性发泡塑料餐盒更环保,而实际从餐盒生产、使用到回收消纳全过程考察的结果来看,一次性发泡塑料餐盒对环境的影响小于纸餐盒等其他一次性环保餐具。
“禁白令”遭遇市场尴尬1999 年,当时的国家经贸委发布了被包装业界称为“禁白令”的关于“停止生产、使用一次性发泡塑料餐具”的第六号令。
这项命令在全国许多大中城市都得到了严格的执行。
7 年过去了,现实却与当初命令颁布的初衷大相径庭。
在遭禁7年后,被人们称为“白色污染”重要来源的一次性发泡餐盒不仅没有退出历史舞台,反而逐渐在市场中占据了绝对优势。
根据最新的调查显示,全国每年使用的120亿只一次性快餐盒中,有86亿只是PS聚苯乙烯)发泡餐盒,占到总量的71.67%。
乐扣产品知识培训

玻璃保鲜盒使用注意事项
• ※冷冻时的使用注意事项: 冷冻保管时,可能会因食物体积的变化,导 致玻璃产品破损,请注意以下事项: - 含有丰富水分的固体食物和液体请勿装满容 器。 - 咖喱,果酱之类的粘稠物可冷冻保管。 - 其他干果、调料、肉类等也可冷冻保管 • 微波炉· 烤炉使用时,请不要长时间或空容器 状态加热。
乐扣产品知识培训
乐扣产品常见问题解答
• • • • • • • • • 1、乐扣格拉斯玻璃保鲜盒为什么有纹路? 玻璃保鲜盒底部有纹路,是一种工艺,目的是为了让保鲜盒受热均匀, 加热更快速。只有质量好的产品才能做出纹路,比如乐扣的产品。。 冷冻保管的容器可以直接放入烤箱中使用吗? 答:冷冻保管过的容器直接放入烤箱中使用,可能会导致产品破碎,请 解冻后再加热使用。 高温加热后的产品可以用湿布垫着拿出或者直接放入到水里面吗? 答:不可以。玻璃制品高温时使用湿布垫着或者清洗,或者放入水中会 产生温差现象,会造成产品的破损。所以从微波炉或烤箱中取出容器时, 因容器表面温度非常高,请使用烤箱、微波炉专用手套。 使用微波炉时,请勿使用铝箔。 微波炉、洗碗机、烤箱中使用时,请务必将盒盖分离后使用。最起码也 要打开锁扣使用。 ※洗涤时注意事项: - 洗涤时请使用海绵(纱布)和中性洗涤剂。 - 请勿使用钢丝球、金属抹布等粗糙材质,可能会因裂痕产生破损。
乐扣产品知识
• 5号”PP:微波炉餐盒 放入微波炉时,把盖子取下 使用:唯一可以放进微波炉的塑料盒,可在小心清洁后重复使用。 需要特别注意,一些微波炉餐盒,盒体的确以5号PP制造, 但盒盖却以1号PE制造,由于PE不能抵受高温,故不能与盒体一并放进微波炉。 为保险起见,容器放入微波炉前,先把盖子取下。 7号”PC其它类:水壶、水杯、奶瓶 PC胶遇热释双酚A 使用:被大量使用的一种材料,尤其多用于奶瓶中,因为含有双酚A而备受争议。 香港城市大学生物及化学系副教授林汉华称,理论上, 只要在制作PC的过程中,双酚A百分百转化成塑料结构,便表示制品完全没有双酚A, 更谈不上释出。只是,若有小量双酚A没有转化成PC的塑料结构, 则可能会释出而进入食物或饮品中。 因此,小心为上,在使用此塑料容器时要格外注意 1号PET制成的饮料瓶可以在短时期内装常温水,但不能装高温水,也不宜装酸碱性饮料,建议不要重复使 用,也不要将矿泉水瓶放到车里暴晒。 2号HDPE高密度聚乙烯制成的塑料容器,常见于药瓶、清洁用品、沐浴产品。此类制品因为不容易彻 底清洁,所以不适合用作水杯等,也不要循环使用。 3号PVC(又作“V”)聚氯乙烯 4号LDPE聚乙烯制成的产品,常用于雨衣、建材、塑料膜、塑料盒等。因为这两类材质的可塑性优良、 价钱便宜,因此使用较为普遍。但它们的耐热温度较低,高温分解时有可能释放出有害物质,所以很少用于 食品包装。 5号PP聚丙烯,是唯一可以放进微波炉的塑料盒,可以重复使用。 6号PS聚苯乙烯制成的塑料制品,不能在高温、强酸、强碱环境下使用。 7号AS丙烯腈-苯乙烯树脂,用这种材质大量生产的水壶、水杯、奶瓶已有十多年的历史,比PP、PC的 历史要久得多,安全性较高。这种材料做的杯子透明度高,耐摔,但是耐用性较差。
乐扣乐扣玻璃保鲜盒

热膨胀系数3088高品质耐热玻璃,可承受120℃急剧温度变化 最高耐 400℃高温,烤箱适用 盒体通透,外观精美 专利密封技术,盒子的锁定装置,通地了100万次的弯曲试验无任何异常 清洁方便,不染色,无异味,可在洗碗机 使用
乐扣乐扣格拉斯玻璃保鲜盒
产品名称:玻璃保鲜盒 型号:LLG445 产品颜色:盒身-透明/盒盖-半透明 容量:1000ml 长方形 产品尺寸:74*152*200mm 商品重量:720g 计量单位:个 装箱数:12 材料:盒盖-聚丙烯(P.P)(耐温-20℃~120℃)
产品特点
热膨胀系数3088高品质耐热玻璃,可承受120℃急剧温度变化 最高耐 400℃高温,烤箱适用 盒体通透,外观精美 专利密封技术,盒子的锁定装置,通地了100万次的弯曲试验无任何异常 清洁方便,不染色,无异味,可在洗碗机 使用
乐扣乐扣格拉斯玻璃保鲜盒
产品名称:玻璃保鲜盒 型号:LLG451 产品颜色:盒身-透明/盒盖-半透明 容量:1700ml 长方形 产品尺寸:85*168*233mm 商品重量:1500g 计量单位:个 装箱数:8 材料:盒盖-聚丙烯(P.P)(耐温-20℃~120℃)
产品特点
热膨胀系数3088高品质耐热玻璃,可承受120℃急剧温度变化 最高耐 400℃高温,烤箱适用 盒体通透,外观精美 专利密封技术,盒子的锁定装置,通地了100万次的弯曲试验无任何异常 清洁方便,不染色,无异味,可在洗碗机 使用
乐扣乐扣格拉斯玻璃保鲜盒
产品名称:玻璃保鲜盒 型号:LLG821 产品颜色:盒身-透明/盒盖-半透明 容量:380ml 圆形 产品尺寸:65*100*100mm 商品重量:290g 计量单位:个 装箱数:12 材料:盒盖-聚丙烯(P.P)(耐温-20℃~120℃)
《塑料乐扣饭盒盒盖》课件

防漏密封
盒盖采用防漏密封设计,有效避 免食物渗漏,方便携带。
产品特点
耐用可靠
塑料乐扣饭盒盒盖使用高质量的塑料制作,耐 用可靠,可多次使用。
多样选择
提供多种尺寸和颜色的选择,满足不同人群的 需求和喜好。
易清洁
清洗方便,可手洗或使用洗碗机清洗,节省时 间和精力。
环保健康
采用食品级塑料材质,无害无异味,安全可靠, 符合环保理念。
产品材质
• 采用高密度聚乙烯(HDPE)塑料 • 食品级安全认证 • 耐用、轻巧、环保 • 可承受低温和高温
使用方法
1
填充食物
将喜欢的食物填充到饭盒内部,并适当
密封盖子
2
调整食物分层,以保持口感和原汁原味。
将盖子盖在饭盒上,并确保密封严实,
避免食物渗漏。
3
携带出门
便携式设计,方便携带,适合上班、上 学、旅行等多种场景。
清洁方法
• 手洗:使用温水和中性洗洁剂,用软布轻轻擦洗。 • 洗碗机清洗:可放入洗碗机清洗,注意不要使用高温模式。 • 晾干:清洗后,请晾干饭盒和盖子,存放在通风干燥的地方。
使用注意事项
1 避免高温
不适用于微波炉和烤箱,避免使用在高温环 境中。
2 勿近火源
请远离明火和火源,避免变形或损坏。
3 切勿过度倾斜
在携带或使用时,请确保不要过度倾斜,以 免食物溢出。
4 避免碰撞
避免饭盒与坚硬物体碰撞,以免造成变形和 破损。
结论
《塑料乐扣饭盒盒盖》是一款功能多样、方便实用的饭盒产品。它的分层设计、防漏密封和耐用性,使得它成 为您携带美味餐点的理想选择。尝试使用它,让您的用餐体验更加便捷、健康和环保!
《塑料乐扣饭盒盒盖》 PPT课件
塑料容器验收表

塑料容器验收表
尺寸:[填写尺寸]
颜色:[填写颜色]
数量:[填写数量]
交付日期:[填写交付日期]
壁厚均匀,无明显厚度差异。
表面光滑,无明显凹凸、毛刺或划痕。
底部设计牢固,能够稳定支撑并避免倾覆。
底部应有一定的强度,能够承受规定重量的负荷。
盖子应与本体贴合紧密,无明显漏气现象。
盖子应易于开启和关闭,不会因过度紧闭而导致损坏。
内部应干净,无异物、污渍或异味。
所有壁厚均匀,符合验收标准。
所有表面光滑,符合验收标准。
所有底部设计牢固,符合验收标准。
所有底部强度符合验收标准。
所有盖子与本体贴合紧密,符合验收标准。
所有盖子易于开启和关闭,符合验收标准。
所有内部干净,符合验收标准。
验收人:______________________ 日期:______________________。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[ 1 ( 1 .7 % 1 5 .9 8 )0 . 8 7 0 0 . 5 9 ] 0 0 .3 8 3 1.4 8 0 0 .3 1 3 3
型芯径向尺寸计算:
( l m ) 0 z [ 1 S ( ) l s x ] 0 z [ 1 1 ( . 7 % 1 5 . 1 0 1 . 7 ) 0 . 7 5 ] 0 0 . 2 8 1 6. 7 0 0 1 . 23
3.4冷料穴和拉料杆的设计
设计采用的是一模一腔,点浇口直接式浇注, 故冷料穴和拉料杆不必设计。
3.5成型零部件的设计
因为是小型塑件,一模一腔,又为了加工效率 高,拆装方便,还保证塑件的形状和尺寸精度, 此次设计选择整体嵌入式凸模,凹模选择为整 体式。凸模用单独加工的方法加工制成,然后 采用H7/m6过渡配合压入模板中
3.3.4浇口设计
考虑塑件的成型要求、浇口的加工方便与否和 实际使用情况,此次点浇口为直接式点浇口。
考虑塑件的成型要求和模具的加工方便与否及 实际的使用情况,此次设计浇口的位置选为饭 盒盖顶部中心。
点浇口直径通常为0.5~1.5mm,取为0.5mm, 角度α通常为6o~15o,取为14o。
浇口的设计如下图所示:
( l m ) 0 z [ ( 1 S ) l s x ] 0 z [ ( 1 1 . 7 5 % ) 1 7 8 . 8 8 0 . 7 5 0 . 9 8 ] 0 0 . 2 6 1 8 2 . 7 5 0 0 . 3 3
( l m 1 ) 0 z [ 1 S ( ) l s 1 x ] 0 z [ 1 1 ( . 7 % 1 5 . 1 0 . 7 ) 0 . 7 5 ] 0 0 . 2 8 1 6 . 5 0 0 0 . 26
图2—1 塑料饭盒盒盖的两面
2.2.2塑件尺寸精度分析
饭盒盒盖的两个尺寸有精度要求,即尺寸 107mm和120mm,精度要求为MT3,因塑件 的外形尺寸受模具活动部分影响尺寸的公差 (如飞边),故公差种类选为B级。公差等级 无要求的选为MT5,
查文献得:塑件如图2—2所示:
图2—2 塑料饭盒俯视图和剖视图
2.2.1塑件结构分析 查文献,取聚丙烯小型塑件壁厚推荐值为:
1.45mm; 饭盒基本尺寸设计为:
180mm×120mm×15mm; 取饭盒盖内壁尺寸为:107mm;内外壁之差则
为:5mm;取外壁圆角为:10mm,内壁圆 角为:10/3mm;盒盖的一角有一个半径为 4mm的环形凸台。
因为塑件为薄壁容器,为了防止其刚度、强度不足而引起塑 件变形,故塑件顶部设计为一个高5mm的弧形圆,如图2—1 所示:
塑料塑件的工艺性分析及注射机初选
2.1:塑件的原材料 : 本塑件饭盒为日常生活中所常见的塑料制品,主
要用于盛装食品。考虑其使用的特殊性,综合 分析各种塑料的性能,选用材料为聚丙烯 (PP)。 聚丙烯(PP塑料)是一种高密度、无侧链、高结 晶必的线性聚合物,具有优良的综合性能。
2.2塑件成型工艺分析
( l m 2 ) 0 z [ 1 S ) ( l s 2 x ] 0 z [ 1 1 . ( 7 % 1 . 5 1 6 0 . 7 ) 8 0 . 9 5 ] 5 0 0 . 3 8 1 3 . 3 0 0 . 3 6 4 3
型腔深度尺寸计算:
( H m ) 0 z [ 1 S ) ( H s x ] 0 z [ 1 1 . ( 7 % 1 . 2 5 0 5 . 5 9 ) 0 . 5 ] 0 0 . 1 8 1 9 . 2 0 0 . 1 5
主流道要求浇注系统对塑料的温度降和压力损 失最少。
主流道设计如下图3—2所示
图3—2 主流道的设计
浇口套的结构形式是:浇口套与定位圈设计成两个 零件,以台阶的形式固定在定模座板上。
浇口套的使用形式和参数如下图所示:
浇口套的固定形式和定位圈尺寸如图 :
3.3.3分流道设计
由于此次设计是一模一腔,分型面为盒盖底 面,而浇口选择为点浇口直接式,故分流到 不必设计。
2.4初选注塑机的型号和规格
根据塑件的成型工艺参数查文献,初步选择 国产G54—S200/400型号的注塑机,其规格 和性能如下表2—4所示:
表2—4 国产G54—S200/400型号注塑机规格和性能
3: 注塑模的结构设计
3.1分型面的确定 为了保证塑件的顺利脱模和塑件的技术要求及
模具的制造简单,分型面选择为饭盒盒盖下表 面。如下图3—1所示:
( l m 1 ) 0 z [ 1 S ( ) l s 1 x ] 0 z [ 1 1 . ( 7 % 1 5 . 0 7 0 . 7 ) 8 0 . 9 0 ] 5 0 0 . 3 8 1 3 . 3 0 0 . 7 32 3
( l m 2 ) 0 z [ 1 S ( ) l s 2 x ] 0 z [ 1 1 ( . 7 % 1 5 . 2 0 . 7 ) 0 . 7 4 5 ] 0 0 . 2 8 1 6 . 6 0 0 0 . 21 6 6
凸、凹模的结构设计示意图如下图:
3.5.1型腔和型芯结构设计计算
模具零件的工作尺寸和塑件尺寸关系如图 :
型腔径向尺寸计算: (% 1 5 .7 2 )0 . 8 7 0 0 . 5 7 ] 0 0 .2 8 6 1.3 2 0 0 .2 1
图3—1 分型面示意图
3.2型腔数目的确定和配置
此次根据塑件设计说明书的设计要求、塑件的 几何结构特点及尺寸精度要求和生产的经济性 要求,确定采用一模一腔。
3.3 浇注系统设计
3.3.1 浇注系统设计原则 3.3.2主流道设计 3.3.3分流道设计 3.3.4浇口设计
3.3.2主流道设计