数控系统数据的备份与恢复培训教材
任务二 数控系统数据备份恢复
学习情境一 数控系统基本连接与操作
恢复
1.进入数据备份主画面,选择第5项“SRAM DATA BACKUP ”,然 后按“SELECT”软键,进入“SRAM DATA BACKUP ”画面。 2.选择第2项”RESTOR SRAM”(从存储卡恢复到CNC中),然后 按“SELECT”软键。 3.按“YES”软键,将所有用户数据备份到存储卡中。 3.备份完成,SRAM BACKUP COMPLETE,按“SELECT”软键退出。
学习情境一 数控系统基本连接与操作
相关知识
机外存储
机外存储分系列备份和分区备份两种 ◎系列备份 系列备份是将系统的所有 数据都按照一定序列全部 传输备份并含有一些操作 指令(如初始化系统、重 新启动系统等) ◎分区备份 分区备份是将系统的各种数 据分类进行传输备份。
学习情境一 数控系统基本连接与操作
诊断 调试 调试开关
学习情境一 数控系统基本连接与操作
相关知识
●方式0 正常上电启动
正常上电启动时,系统检测静态存储器,当发现静态存储器掉电,如果做过内 部数据备份,系统自动将备份数据装入工作数据区后启动;如果没有系统会将 出厂数据区的数据写入工作数据区后启动。
●方式1
缺省值上电启动
以SIEMENS出厂数据启动,制造商机床数据被覆盖。启动时,出厂数据写入静态 存储器的工作数据区后启动,启动完后显示04060已经装载标准机床数据报警, 复位后可清除报警。
学习情境一 数控系统基本连接与操作
相关知识
分区备份
分区备份是将系统的各种数据分类进行传输备份。其中可分四 大类,每一类都可分别传输备份,具体为:1类(零件程序和 子程序…)、2类(标准循环…)、3类(用户循环…)、4类 (数据…)、5类(PLC-应用)。其中带…符号的类别中又可 以选择某一程序或循环或数据。1类程序和2、3类循环根据用 户使用不同其中包含的程序和循环而不同,这些程序和循环可 单独分程序或循环传输备份。4类数据…内包含6个子类机器数 据、设置数据、刀具数据、R参数、零点偏移、丝杆误差补偿, 其中这6个子类又可单独分类传输备份。 分区备份的优点是备份的文件不分版本,可以通用,方便制造 商使用。但其备份文件很多,如备份不全就不能完全恢复系统。
数控系统参数设置及数据备份
数控系统参数设置及数据备份数控系统参数设置及数据备份实验⼀、实验⽬的1.了解数控系统参数的意义及设置⽅法,通过参数调试使机床的动作符合精度与速度要求。
2.掌握802D数控系统数据备份和恢复。
3.掌握802D数控系统与计算机之间的通讯⽅法。
⼆、实验装置SINUMERIK802D数控机床综合实验系统。
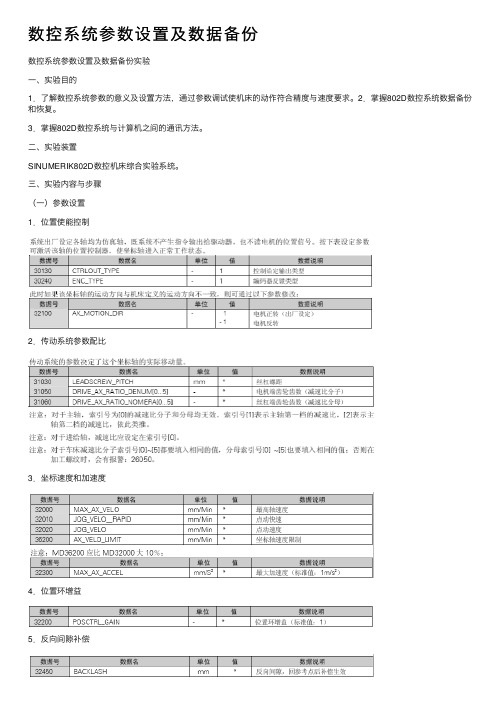
三、实验内容与步骤(⼀)参数设置1.位置使能控制2.传动系统参数配⽐3.坐标速度和加速度4.位置环增益5.反向间隙补偿6.模拟量主轴30130=1,有模拟量输出。
(⼆)数据备份1.系统存储器在802D系统内,有静态存储器SRAM与⾼速闪存FLASH ROM两种存储器,静态存储器区存放⼯作数据(可修改),⾼速闪存区存放固定数据,通常作为数据备份区、出⼚数据区、PLC程序和⽂本区等,以及存放系统程序,如图所⽰。
⼯作数据区内的数据内容有:机床数据、⼑具数据、零点偏移、设定数据、螺距补偿、R参数、零件程序、固定循环。
备份数据区内的数据内容是系统在数据存储操作后⼯作数据区的全部内容复制到备份数据区。
出⼚数据区内容是系统在出⼚时的标准数据(机床数据的缺省值)PLC程序和⽂本保存的是系统的内置S7-200PLC程序及PLC的⽤户报警⽂本。
2.系统的启动⽅式启动⽅式分为⽅式0(正常上电启动)、⽅式1(缺省值上电启动)、⽅式3(按存储数据上电启动)三种,如图所⽰。
⽅式0:正常上电启动。
即以静态存储器区的数据启动。
正常上电启动时,系统检测静态存储器,当静态存储器掉电,如果做过内部数据备份,系统⾃动将备份数据转⼊⼯作数据区后启动;,如果没有做过内部数据备份,系统会将出⼚数据区的数据写⼊⼯作数据区后启动。
⽅式1:缺省值上电启动。
以SIEMENS出⼚数据启动,制造商机床数据被覆盖。
启动时,出⼚数据写⼊静态存储器的⼯作数据区后启动,启动完成后显⽰04060已经装载标准机床数据报警,复位后可清除报警。
⽅式(3):按存储数据上电启动。
840C系统数据备份和恢复等详解
1.在屏幕上选择数据区域键:
进入数据管理画面[即AreaSWitChOVer)。
2.用PROGRAM软键翻开该工程下拉菜单。选择DATAMANAGEMENT,进入数据管理画面。
3.用EDrr键选择左文件窗口。
4.用右箭头切换到左目录选择框,用上下箭头找到需要备份的目标目录,回车进入该目录。
(二).调试驱动数据:
一般地,数据是在模块和电机型号给出后,自动设置的。当伺服轴驱动特性,如电机特性硬度不好或振动时,可以人为修改局部电机参数。
即,进入DRIVEMD-AXlS(FDD)-MOToR/PSDATA等数据画面,修改如标称转速、反响增益等数据,一边修改,一边试验,将有效地调节和改善伺服轴的硬度等特性。
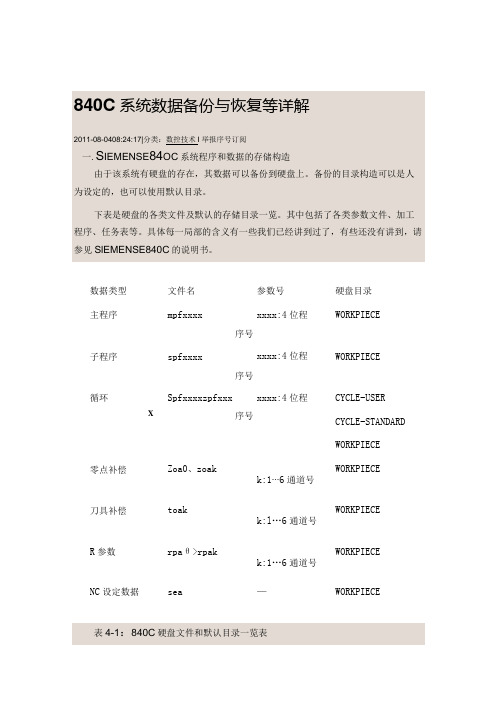
表4-1:840C硬盘文件和默认目录一览表
数据类型
文件名
参数号
硬盘目录
主程序
mpfxxxx
xxxx:4位程
序号
WORKPIECE
子程序
spfxxxx
xxxx:4位程
序号
WORKPIECE
循环
Spfxxxxzpfxxx
xxxx:4位程
CYCLE-USER
X
序号
CYCLE-STANDARD
WORKPIECE
3.选择Settingdata或者ProgramParameterS及其分项数据,用箭头或翻页键定位要修改的数据。
4.输入参数值,回车键确认。复位键可以从右向左来逐个去除输入的字符。
四.驱动数据的管理
机床数据的管理中,这里仅介绍驱动数据的管理。
驱动数据是非常专业的电气设计参数,它由机床设计人员设计和调试,不要求操作人员掌握。这些数据包含了电机型号、各控制回路增益、电流等一系列数据,每个轴都有近百个。
数控机床应用与操作 学习指南 2-7 数据备份与恢复

正常画面下备份与恢复数控系统数据的方法。
名词术语
数据备份(BACKUP)、数据恢复(RESTORE)、BOOT目录、正常画面、SRAM、FROM、I/0通道、文本数据
引导问题
1.数控机床数据备份和恢复的应用场景有哪些?
2.怎么在BOOT画面下备份与恢复SRAM数据?
3.怎么在BOOT画面下备份与恢复FROM数据?
4.怎么在正常画面下备份与恢复系统参数?
5.怎么在正常画面下备份与恢复加工程序?
学习方法
建议
课前在线观看相应教学视频;
在线通过教材、课件、动画等资源深入学习;
学习过程中的收获或遇到的问题可以在线讨论;
线上或同学间不能解决的问题汇总后留到课上找老师当面解决;
学习结束后进行反思总结,如“学到了什么?有区分享。
课堂学习形式
预告
回顾;
检查在线学习情况或展示学习成果;
重点讲解;
布置任务;
小组讨论、协作完成;
各小组展示,评价。
学 习 指南
项目任务
项目二数控机床的维护与保养
任务7数据备份与恢复
达成目标
知识目标:
1.了解数控机床数据备份和恢复的应用场景;
2.掌握BOOT目录和正常画面下备份与恢复数控系统数据的方法。
能力目标:
1.能够在生产现场完成数控系统数据的备份或恢复操作。
主要内容
(*重点、难点)
学习重点:
BOOT目录和正常画面下备份与恢复数控系统数据的方法。
CNC维护必会技:BOOT整体数据备份与恢复

CNC维护必会技:BOOT整体数据备份与恢复对FANUC CNC中的数据进行保存或恢复,有两种形式:整体数据的输入/输出和个别数据的输入/输出。
1. 整体数据的输入/输出【BOOT画面操作】通常的系统启动时,计算机引导系统(BOOT SYSTEM)将自动把系统软件从FROM传送到工作DRAM,用户不会意识到BOOT SYSTEM 的存在。
维护时,可通过BOOT画面菜单操作。
比如,当维修更换印刷线路板时须暂时保存数据(更换主板或主板上的FROM&SRAM模块或存储器&主轴模块时,存储器中的全部数据会丢失),可使用BOOT画面把全部数据保存到存储卡,以便快速恢复。
通过BOOT画面备份数据,备份的是CNC数据整体,下次恢复和调试其他相同机床时,可迅速完成。
但是数据为打包形式,是FANUC 的专用文件格式,一般用户无法在计算机中看到文件的内容。
2. 个别数据的输入/输出【通常画面操作】用个别数据输入/输出功能,可以逐个输出CNC参数、加工程序、定时器计数器等PMC参数、螺距误差补偿量、用户宏程序变量值、刀具偏置数据、梯形图、维护信息等。
通过存储卡(读卡器)传输到个人计算机上,用写字板或OFFICE WORD可直接打开查看和编辑。
两种形式的区别如表2所示。
表2 FANUC 0i系列系统CNC数据保存形式区别项目整体数据保存个别数据保存存储卡输出媒介存储卡RS232数据形式二进制形式文本形式适用场合维修时设计调整时下面详述BOOT画面下CNC整体数据备份与恢复,即用存储卡(CF卡)通过PCMCIA接口保存或恢复CNC打包数据。
注意了,USB接口在BOOT画面下无效。
存储卡插拔方法不正确的存储卡插入可能导致接口损坏或不能读卡的故障。
存储卡的插入步骤如下:(1)确认存储卡的“WRITE PROTECT”(写保护)是关断的(可以写入)。
(2)将存储卡(CE标志朝外)可靠插入存储卡插槽中。
不可用力过猛,否则容易损坏插针,存储卡上有插入导槽,如方向反了,则不能正确插入或显示“CARD NOT EXIST(卡不存在)”的错误信息。
数控任务五 SINUMERIK 802D数据备份与恢复

3)按802D系统上的“区域转换”键,选择“通讯”软键。 4)光标移至“数据...”上,按“显示”软键,把过光标移
到所传数据上,然后按“RS232 设置”,一般只设置波特 率和通讯软件上设置的相同,其他采用默认设置,设置完成 后按“确认”键。 5)按“输出启动”软键,此时WinPCIN和802D系统都将 有数据传输进程跳动的数据。 6)当系统提示传输完成时,数据传输结束。
端口COM1 出错。 故障报警。 数据出错
1.文件读入时带/不带先导符 2.穿孔带形式传送的文件没有文件名。
文件名不符合NC规范。
(最好不要将错误的数据传输到数控系统):
1)按802D系统上的“区域转换键”,选择“通讯” 软键,找到要接收数据的文件进行“RS232 设置”, 设置完成后按“确认”键。
2)按“输入启动”软键,进入接收等待状态;
3)在WINPCIN界面中点击“RS232 Config”,出现 参数设置界面,设置有关参数,点击“Save & Activale”,点击“Back”返回主界面。
1)在PC机上的WINPCIN软件中点击“RS232 Config”进入 设置窗口,点击“Text Format”或“Binary Format”选择传输 方式,设置以下参数:Com端口为“COM1”;Baudrate波特 率为“19200”;其他数据默认设置,设置参数完毕后,点击 “Save&Activate”,保存并激活设置,点击“Back”退出设置界 面,返回到软件的主界面;
三、RS232C接口设置
RS232 接口设定,选择图3-166 所示的软键 ,
打开如图3-167所示的接口参数设定界面。
学习情境三数控系统参数的备份与恢复.

(5)数据拷贝
数据备份与恢复 第二节 FANUC系统数据备份与恢复
二、使用外接PC 进行数据的备份与恢复
参考SIEMENS系统的数据备份与恢复。
数据备份与恢复 第三节 华中数控系统参数的备份与恢复
一、数据备份
1.在参数子菜单中输入权限密码; 2.在参数子菜单中选择备份参数; 3.选择备份到A 盘; 4.输入备份参数文件名备份。
(3)进入系统引导画面
SYSTEM MONITOR MAIN MENU 1.SYSTEM DATA LOADING 2.SYSTEM DATA CHECK 3.SYSTEM DATA DELETE 4.SYSTEM DATA SAVE 5.SRAM DATA BACK UP 6.MEMORY CARD FILE DELETE 7.MEMORY CARD FORMAT 60M5-01
数据备份与恢复 第一节 西门子系统的数据备份与恢复
一、西门子系统的数据备份
4. 数据备份之系列备份
(2)数据备份到PC卡 3)数据备份过程
选择“Service”操作区; 选择存档内容NC,PLC,PCU 并定义存档文件名; 从垂直菜单中,选择一个作为存储目标; 选择备份数据到硬盘,则:“Archive”(垂直菜单) “Start”。
一、西门子系统的数据备份 4. 数据备份之系列备份
(1)数据备份到计算机
4)在MMC选择进行并启动数据备份;
MMC
数据备份与恢复 第一节 西门子系统的数据备份与恢复
一、西门子系统的数据备份 4. 数据备份之系列备份
(2)数据备份到PC卡
1)PC 卡指标
PCMCIA 存储卡为8M 字节,5V 2)PC 卡的格式化
数据备份与恢复
数控系统数据备份与恢复教学设计
教学文本目录一、教学定位设计1.选题背景分析------------------------------------2 二、教学目标设计1.学生情况分析------------------------------------2 2.教学目标设定------------------------------------3 三、教学内容设计1.知识内容设计------------------------------------4 2.技能内容设计------------------------------------4 3.情感内容设计------------------------------------6 四、教学资源设计1.教学资源分析-----------------------------------6 五、教学组织与实施过程设计1.教学方法设计------------------------------------9 2.学习方法设计-----------------------------------10 3.教学过程设计-----------------------------------11 4.重点难点设计-----------------------------------12六、教学考核与评价设计1.课堂教学反馈设计-------------------------------14 2.学生学习评价设计-------------------------------15 3.教学效果总评设计-------------------------------16 七、教学反思----------------------------------------17附件:学案设计(学生工作页)-------------------------18数控铣床装调与维修比赛项目数控系统数据备份与恢复教学设计一、教学定位设计(一)选题背景分析《数控机床装调维修工》国家职业标准明确提出:数控系统数据备份与恢复是该工种必备技能。
数控机床数据备份与恢复方法

数控机床数据备份与恢复方法 知识3.备份与恢复常用方法
对于存储于CNC机床中的数据进行备份与恢复的方法,有个别数据输入输 出方法和整体数据输入输出方法两种,其区别如表2-1-2所示。
项目 输人输出方式
数据形式 操作 用途
表2-1-2 数据备份与恢复方法
分别备份 CF存储卡 RS-232-C 以太网 文本格式 (可利用写字板或WORD 打开文件) 多画面操作 设计、调整
表2-1-1 CNC数据类型和分区表
保存位置
来源
SRAM 机床厂家提供 SRAM 机床厂家提供 FROM 机床厂家提供 SRAM 机床厂家提供 SRAM 最终用户提供 SRAM 最终用户提供 SRAM 机床厂家提供 FROM 机床厂家提供 FROM 机床厂家提供
FROM FANUC提供
备注 必须保存 必须保存 必须保存 必须保存 根据需要保存 根据需要保存 必须保存 如果有保存 如果有保存 不需要保存
整体备份
CF存储卡
二进制形式 (不能用计算机打开文件)
单画面操作 维修
数控机床数据备份与恢复方法 实训1 备份数控系统参数
【任务描述】
某企业新采购一台XX型号的FANUC 0i-MD系统的数控机床,已安装调试完 成,需要备份相关数据,以备将来不时之需。
【任务实施】
请结合现场实际,并参考教材内容,按如下步骤完成实训1: 1. 现场勘察 2. 分析问题 3.解决问题(以BOOT系统画面为例) 4.查看备份 5. 对接交付使用 6. 总结提升
数控机床数据备份与恢复方法 实训1 备份数控系统参数
【任务评价】
分值与评价分数
考核 项目
考核要求
评分标准
记录
合
师自互计 分值
数控机床数据的备份与回装
数据的备份与回装数据结构总览MMC 101/102/103 PCU50System BIOS DRAMMSDOS WINDOWS SERVICE SW MMC System SW Additional SW User SWOEM SW COM1COM2Disk drive LPT1MMC 100FEPROM-Boot SWFEPROM -MMC System SW -Application SWDRAMCOM1/COM2MPI /BTSSDRAMDrive 611DDPRDPRDPRCOMSRAM-COM System SWNCUNCKPLCNC-CardSRAM-NCK System SW -611D-System SW -PLC System SW -COM System SW -Boot SW-Data backupSW5.2 and higherDRAMBoot-EPROMSRAMFEPROM-PLC System SW-PLC Program-NCKMachine data WZK, NV, SD workpieces Parts programs -611DDrive data (Boot files)...Data management Network card当前有效数据用户文件系统Program memory_N_DEF_DIR Standard cyclesDefinitions_N_COM_DIR _N_WKS_DIR _N_MPF_DIR _N_SPF_DIR _N_CUS_DIR _N_CST_DIR SubroutinesCommentsWorkpieceUser cyclesParts programs_N_SMAC_DEF _N_MMAC_DEF _N_UMAC_DEF _N_SGUD_DEF _N_MGUD_DEF _N_UGUD_DEF _N_GUD4_DEF..._N_GUD9_DEF_N_POCKET1_SPF _N_..._SPF_N_L199_SPF _N_..._SPF _N_GLOB_SPF _N_..._SPF_N_MPF1_MPF _N_MOV_MPF _N_..._MPF _N_..._N_PART_WPD ..._N_MPF123_WPD_N_PART_INI _N_PART_MPF _N_PART1_SPF _N_PART2_MPF _N_PART2_SPF _N_PART2_INI _N_PART2_UFR_N_MPF1_MPF _N_MOV_MPF _N_..._MPF _N_...Internal name of directoryDisplayed name of directoryProgram ID纸带格式%_N_TURNINGTOOL_TOA;$PATH=/_N_WKS_DIR/_N_OUT_WPD $TC_DP1[1,1]=500$TC_DP2[1,1]=0$TC_DP6[1,1]=0$TC_DP7[1,1]=0$TC_DP8[1,1]=0...M17%_N_CH1_RPA_INI CHANDATA(1)R[0]=10R[1]=25.36R[2]=3.65M17%_N_CONTOUROUT_MPF;$PATH=/_N_WKS_DIR/_N_OUT_WPD N10 G90 G0 G53 X280 Z80 D0 DIAMON N20 G96 S250 M4 LIMS=4000N30 T502 D1 M8N40 MSG(“cut")N50 Z0N60 G1 X-3 F.5...N490 M30PC 格式/二进制格式Darstellung PLC-Serieninbetriebnahmearchiv mit Hex-EditorMMC103/PCU50上的“Service”菜单“数据输入/输出“软键系列启动(Series start-up)软键“升级”软键通过V24接口进行数据输入/输出PCIN 软件-接口设置Punched-tape formatPC formatPCIN –操作用于数据输入/输出的机床数据⏹Generate row checksum MD 11230, BIT 0 = 1⏹Maschine data -generate numbers MD 11230, BIT 1 = 1⏹Read abort behavior at MD MD 11220, < 0 , 1 , 2 >⏹Only save MD deviating from standard MD 11210, < 0 , 1 >⏹Load standard MD MD 11200 < 0 , 1 , 2 >“管理数据”软键“数据选择”软键“启动区”中的“系统设定”软键“启动”区中的“文件功能”软键利用Ghost 进行硬盘备份/回装Slave CD-ROMReplacementhard diskPG/PC with GhostMMC 102/103 with Ghost Master备份/回装PCU50Primary partitionactive Extended partitionwith logical drivePrimary partition Primary partitionPCUHard diskother applicationsMMC100的数据输入/输出InterfaceError-listClipboard-Data out Data in StartStopV24UserV24PrinterV24PG/PCName IBN-Daten Display MD Workpiecesglobal Partprograms global Subprograms User-Cycles Standard-Cycles Comments OEM System Definitions Feed Drive Spindle DriveData Dienste AutoMPF.DIR SP25.MPFKanal resetProgramm abgebrochen“设置”软键DiensteAuto_M_MPFDKanal ResetProgramm abgebrochenOKParameter Geräteart Baudrate Stopbits Parität Datenbits XON (Hex.)XOFF (Hex.)Übertragungsende⏹RTS-CTS ⏹9600⏹1⏹keine ⏹7000000Sonderfunktion ☐Start mit XON☐Programmanfang mit LF ☐Satzende mit CR LF☐Stop mit Übertragungsendezeichen ☐DSR Signal auswerten ☐Vor-und Nachspann ⌧Lochstreifenformat ☐ZeitüberwachungSINUCOPY-FFS软件A&D 数据管理器⏹注意!主轴上不允许有刀具!通过“Load/Unload”软键,首先将工件程序、主程序、子程序、循环程序等根据需要装载到NC的SRAM中或上载到MMC硬盘上。
FUNUCOi数控系统数据的备份与恢复
FUNUCOi数控系统数据的备份与恢复随着数控机床的广泛应用,FUNUCOi数控系统也被广泛使用。
在使用过程中,数据的备份和恢复是非常关键的,它可以帮助我们保护重要的数据,并且在需要时快速恢复数据。
接下来,本文将介绍FUNUCOi数控系统数据的备份与恢复方法,以便您在使用过程中能够更好地保护您的数据。
一、数据备份1.手动备份FUNUCOi数控系统可以使用手动备份功能来备份各种数据类型,包括程序、参数设置、系统设置等。
手动备份分为三种方式:备份到卡、备份到U盘和网络备份。
备份到卡和备份到U盘都需要使用外部设备,将备份的数据存储在卡或U盘上。
这种方式优点是方便、快捷、灵活,缺点是存储介质易丢失、丢失后数据无法恢复。
网络备份可以备份数据到指定的网络设备上,比如备份到远程服务器、备份到NAS等。
这种方式的优点是备份数据可靠,缺点是需要网络环境支持,且备份时间较长。
2.自动备份自动备份是FUNUCOi数控系统的一个重要功能,它可以定时自动备份程序,可避免人为操作的失误,提高数据备份的可靠性。
使用自动备份功能需要设置备份周期、备份介质、备份目录等参数,可以自动备份到卡、U盘或网络设备上。
二、数据恢复在数据备份出问题或数据丢失时,需要进行数据恢复操作,恢复有手动恢复和自动恢复两种方式。
1.手动恢复手动恢复需要手动选择备份数据进行恢复。
可以将备份数据复制到卡、U盘或磁盘上,然后进行手动恢复操作。
手动恢复操作需要选择恢复数据类型,然后选择要恢复的备份数据,最后确认恢复操作。
2.自动恢复自动恢复需要在数据备份时设置自动恢复参数,包括自动备份介质、自动备份路径、自动备份周期等参数。
在进行系统重置或出现数据丢失时,系统会自动恢复备份数据,以恢复系统的正常运行。
总之,数据备份和恢复在FUNUCOi数控系统中是非常重要的,帮助我们保护重要的数据,并在需要时快速恢复数据。
在使用过程中,一定要设置好备份和恢复参数,保障数据的安全性和可靠性。
项目四 数控系统的备份与还原训练

项目四 数控系统的备份与还原训练
三. CNC 中保存的数据类型和保存方式
2.F-ROM与S-RAM
F-ROM:(FLASH-ROM),是不能自动写入只可以读出的 存储器。通常用于存储控制程序、常数等 。F-ROM中的数 据相对稳定,一般情况下不容易丢失 。
S-RAM:(Static-RAM静态存储器)可以随机地存取, 并经常可以自由地改写其内容的存储装置。 在S-RAM中 的数据由于断电后需要电池保护,有易失性,所以保留 数据非常必要。
项目四 数控系统的备份与还原训练
三. CNC 中保存的数据类型和保存方式
3.数据类型和保存方式
数据类型
CNC 参数 PMC 参数 梯形图程序 螺距误差补偿 宏程序 宏编译程序 C 执行程序 系统文件
保存在
SRAM SRAM F-ROM SRAM SRAM F-ROM F-ROM F-ROM
来源
机床厂家提供 机床厂家提供 机床厂家提供 机床厂家提供 机床厂家提供 机床厂家提供 机床厂家提供 FANUC 提供
项目四 数控系统的备份与还原训练
四.使用BOOT进行系统参数的备份
(6)按下软键SELECT确认,出现如下提示:
ARE YOU SURE?HIT YES OR NO.
(7)按下软键YES执行数据备份,出现如下提示, 表示备份成功:
SRAM BACKUP COMPLETE.HIT SELECT KEY
数据形式
操作
2进制形式 (不能用电脑打开文件) 简单
用途
设计、调整
维修时
项目四 数控系统的备份与还原训练
三. CNC 中保存的数据类型和保存方式
5. BOOT画面
使用BOOT功能, 把CNC参数和 PMC参数等存储于 SRAM的数据,通 过存储卡一次性全 部备份,操作简单。
FANUC数控系统数据备份与恢复

FANUC 使用存储卡数据备份和恢复1.关闭系统插存储卡 2.起动引导系统方法及画面如下(BOOT SYSTEM ):3.注意事项:CF 卡如果初次使用请事先格式化;抽取或安装CF 卡请先关闭控制器电源避免CF 卡损坏;不要在格式化或数据存取的过程中关闭控制器电源避免CF 卡损坏。
4. 系统数据被分在两个区存储。
F-ROM 中存放的系统软件和机床厂家编写PMC 程序以及P-CODE程序。
S-RAM 中存放的是参数,加工程序,宏变量等数据。
通过进入BOOT画面可以对这两个区的数据进行操作(按住以上两个键后同时接通CNC 电源,引导系统起动后,开始显示『MAIN MENV 画面』,下面对此画面及操作进行说明。
5. 操作方法:用软件UP DOWN 进行选择处理。
把光标移到要选择的功能上,按软件SELECT ,英文显示请确认?之后按软件YES 或NO 进行确认。
正常结束时英文显示请按SELECT 键。
最终选择END 结束引导系统BOOT SYSTEM ,起动CNC ,进入主画面。
6. 软菜单:[<1][SELECT 2][YES 3][NO 4][UP 5][DOWN 6][7>]使用软键起动时,数字显示部的数字不显示。
用软键或数字键进行1-7操作说明如下表:序号显示 键 动作 1< 1 在画面上不能显示时,返回前一画面 2SELECT 2 选择光标位置的功能 3YES 3 确认执行时,按“是”回答 4NO 4 不确认执行时,按“否”回答 5UP 5 光标上移一行 66 光标下移一行7 > 7 在画面上不能显示时,移向下一画面SYSTEM MONITOR MAIN MENU 60M4-01 (显示标题。
右上角显示的是引导系统的系列号和版号。
)1. SYSTEM DA T A LOADINC (把系统文件、用户文件从存储卡写入到数控系统的快闪存储器中。
)2. SYSTEM DA T A CHECK (显示数控系统快闪存储器上存储的文件一览表,以及各文件128KB 的管理单位数和软件的系列、确认ROM 版号。
《数据备份与恢复》授课课件

❖ 修改分区表后再重新格式化分区,但使用分 区工具的时候会提示分区表有错误,千万不 要使用自动纠正功能。
五、FAT文件系统
❖ 计算机除了硬件以外,还必须有软件系统才 可以运行,这就是操作系统。不同的操作系 统可以支持一个或多个文件系统。
Diskedit(DOS) WinHex(Windows)
磁盘编辑工具介绍
❖ Diskedit是Norton公司的DOS工具包中的一个最有用的磁盘 编辑工具,由于开发较早,它只能运行在DOS下,支持 FAT16、FAT12文件系统,但不能对大于8GB的空间进行操 作。
❖ Diskedit是DOS下功能最强大的磁盘编辑器,能够编辑物理/ 逻辑盘,能按照不同的界面来显示扇区内容,另带有计算器、 ASCII码表等实用工具。
注意:
❖ 先抢救最有把握的数据。 ❖ 恢复一点,备份一点。
4)硬盘数据恢复与硬盘修理的区别与联系
目的 方式 工具
磁盘硬件修理 硬件正常工作 维修
测量仪器、烙铁
代价 成本
不大于新硬件产品 修理费用
数据恢复
得到数据
软硬结合
系统软件、特殊工具 软件、修理工具 与硬件关系不大,取 决于数据 智能劳动
三、硬盘基础知识
❖ 位于扩展分区链表中的最后一个分区只使用 了一个分区项用于标记本逻辑分区信息。
❖ 扩展分区的总容量应等于所包含的逻辑分区 的容量之和。
扩展分区组织图
C盘
D盘
E盘
F盘
扩展分区中的虚拟MBR链表
D
E
F
本分区
本分区
本分区
下一分区
下一分区
数控系统参数的备份与恢复

[OPR] 操作
2)按下右侧的扩展键 [? ]
按右侧的扩展键 [? ]操作
3)[READ]表示从M—CARD 读取数据(图2—73),[PUNCH] 表示把数据备份到M—CARD。
从M—CARD 读取数据
4)[ALL]表示备份全部参数,[NON—0]表示仅备份非零的
参数。
备份全部参数
5)执行即可看到[EXECUTE]闪烁,参数保存到M—CAID 中。
4)按软键 [SETING],出现SETTING 画面。
NC状态显示栏在屏幕中的显示位置
5)在SETTING 画面中,将 PWE=1 。 当画面提示“PARAMETER WRITE (PWE)”时输入1。出现报警 P/S 100 (表明参数可写)。 6)按 7)按 键。 中的PMC键,出现PMC画面。
CF卡
份方法
2
会对数控机床的参数进行恢复
数控机床电气系统装调与维修一体化教程
任务实施
让学生到数控机床边,由教师或工厂技术人员 操作,学生观看,教师或工厂技术人员可现场解答
学生的提问。然后,由学生进行操作。
数控机床电气系统装调与维修一体化教程
一、基本操作
1.启动 (1)在一起按右端的软键(NEXT键)及左边键的同时接通 电源;也可以在一起按数字键“6”“7” 的同时接通电源,系 统出现画面。
同时按两软键
启动画面
(2)按软键或数字键1~7进行不同的操作,不能把软键和数字 组合在一起操作。 操作表
2.格式化
(1)从SYSTEM MONITOR MAIN MENU中选择“7.HENORY
CARD FORMAT”。
(2)系统显示确认画面,请按〔YES〕键。
确认画面
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
能基本完成综合实训 任务,所学专业的基 础理论知识基本掌握 ,具备基本分析问题 和解决问题的能力
职业素养
技术资料完整、质量 较高,考虑全面,论
30% 据充分
技术资料质量较好, 结论正确,论据较充 分
技术资料质量合格, 方案基本正确。
不及格(<60分 )
不能完成综合实 训任务
技术资料有严重 错误或漏洞
技能 30%
敬业精神 15%
严格遵守安全操作规 程,操作技能好,方 案正确,动手能力强
在综合实训中,勇于 承担任务,完成工作 量大
遵守安全操作规程, 操作技能较好,方案 正确,数据比较可靠
在综合实训中,工作 努力,较好完成工作
基本遵守安全操作规 程,有一定操作技能 好,方案基本正确
具体内容
数控系统数据备 份与恢复
一、课程整体设计
2.课程设计(设计理念)
1 根据职业能力 确定教学目标
5 接轨企业,让 学生学有所用
基基于于工作工过作 程过课程程设设计计
理理念念
2 学生主体,让 学生学有所思
4 学做合一,让 学生学有所乐
3 理实一体,让 学生学有所得
一、课程整体设计
2.课程设计(设计思路)
一、课程整体设计
4、教学重难点
(1)教学重点: 使用CF卡完成对机床数据备份与恢复的操作。 (2)教学难点: 使用CF卡完成对机床数据备份与恢复的操作。
《数控系统数据备份与恢复 》设计提纲
一、课程整体设计
二、教学实施 三、教学实施案例
课程定位 课程设计 内容选取 教学重难点 教学组织 教学方法与手段 教学资源 教学评价
数控系统数据的备份与 恢复培训教材
2020年4月22日星期三
《数控系统数据备份与恢复》课程简介
课程名称 适用专业 课程类别
开课学期 计划课时
数控系统数据备份与恢复 数控设备应用与维护 专业核心课程 第三学期 4学时
《数控系统数据备份与恢复 》设计提纲
一、课程整体设计
二、教学实施 三、教学实施案例
针对岗位进 行企业调研
确定岗位所需的职 业能力与职业素养
确定学习领域课 程的学习目标与 学习内容
满足职业成长规 律与学习规律
一、课程整体设计
3.内容选取 (选择依据)
v 本项目的主要活动是使学生理解专业理论知识,熟练掌 握数控系统数据备份与恢复操作技能,具备分析问题、解 决问题及动手实践的能力,养成科学的工作方法、学习方 法以及良好的职业素养。
项目教学法 任务驱动教学法
仿真教学法 现场教学法
小组讨论教学法
二、教学实施
3.教学资源
——专业核心课程团队
姓名 张军
性别 专业技术职务 专业领域
主要承担教学任务
男
副教授
电子、电气 理论教学、实验(训)指导
张连领 男
高级工程师
工业工程
实验(训)指导
孙路
男
刘晓东 男
高级讲师 高级讲师
电气工程 电气工程
知识目标
1、能讲述CNC软件数据类型及存储地点; 2、能够使用存储卡(CF卡),完成BOOT画面数据备份与恢复; 3、能够使用存储卡(CF卡),完成CNC数据的分别输入与输出。
能力目标 情感目标
1、使用CF卡操作完成BOOT画面数据备份与恢复的操作; 2、使用CF卡操作完成CNC数据的输入与输出的操作。
考核指标 优秀(85-100分)
良好(70-85分)
及格(60-70分)
综合能力 25%
能全面完成综合实训 任务,能灵活正确综合 运用本专业的基础理 论,分析问题和解决 问题的能力强,在方 案设计或实施等某些 方面有一定见解
能较好完成综合实训 任务,能综合运用本专 业所学知识,分析问 题和解决问题的能力 强
数控机床装调 与维修能力
专业核心课程 数控编程与加工
数控原理与数控系统
数控编程与加工
数控机床电气控制
数控机床机械结构与维修
数控系统数据 备份与恢复
一、课程整体设计
1.课程定位(课程对实现专业人才培养目标所起的作用)
教学 目标
根据《数控系统调试与维护》教学大纲、《数控机床装 调维修工职业标准》和相关企业岗位标准 制定
考核分类
考核方式
成绩比例
课堂测试
作业、小组讨论、课堂提问、 平时测验
10%
过程性 评价
技能测试
实训项目的完成情况
20%
考勤情况、学习态度、职业素
综合素质
养、安全规范、团队合作、
20%
语言交流、组织管理等。
终结性 评价
综合应用能力
笔试、操作
50%
二、教学实施
4.教学评价(考核标准)
笔试按考试试题的评分标准。 操作技能与综合素质的考核标准如下表所示:
课程定位 课程设计 内容选取 教学重难点 教学组织 教学方法与手段 教学资源 教学评价
一、课程整体设计
1.课程定位(课程在专业课程体系中的定位与作用)
职业岗位
数控机床操作员 数控工艺员 数控程序员
数控机床维修员 数控设备质检员 数控生产管理员
专业核心能力
数控机床操作 能力
数控工艺设计 与实施能力
数控编程与加 工能力
理论及实践教学 理论及实践教学
二、教学实施
3.教学资源
数控机床操作与结构仿真机房
▪实训项目条 件
电气控制与PLC实训室 数控维修实训室
数控机床操作与装调实训车间
二、教学实施
3.教学资源
——教材使用与建设情况
二、教学实施
4.教学评价(考核方式)
从专业能力、方法能力和社会能力等方面对学生进行全方位的综合评价。
1、认识到学习数控系统参数备份技术的重要性,激发学 习兴趣; 2、通过实践操作,养成认真记录、规范操作和安全文明 生产的职业习惯。
一、课程整体设计
1.课程定位(与相关课程的衔接)
先修课 程
机械制图与 CAD
电工基础 机械制造基
础
主干 课程
数控机床电 气控制
后续课 程
数控原理与数控 系统
数控机床机械结 构与维修
二、教学实施
1.教学组织中采用的教学模式
学生主体 教师主导
工作情境实战性学习模式 难
自主性学习模式
导向性学习模式
易
二、教学实施
2.教学方法与教学手段
(1)充分利用学院教学资源,突出实践体验
采用“理实一体 化”的形式,将 教、学、做在 一个综合职业 环境下完成。
二、教学实施
▪(2)采用多种灵活的教学法: