计量器具检定规程
常用计量器具检定规程及检定周期

强检计量器具检定规程及技术要求1、JJG 443-2015《燃油加油机》加油机一般由油泵、油气分离器、流量测量变换器、控制阀、编码器、计控主板、指示装置和油枪等主要部件组成。
加油机的最大允许误差为±0.30%,其重复性不超过0.10%。
多于一条油枪的加油机应标注油枪编号。
当多条油枪共用一个流量测量变换器时,其中一条油枪加油时,其他油枪应由控制阀锁住不能加油。
检定时,介质温度与环境温度的最大温差不得超过10℃,如超过10℃,量器应有保温措施。
每个检定流量点各检定3次。
使用加油机专用POS机检验监控微处理器和编码器的序列号、加油机自锁功能的运行情况和异常加油量。
在加油机的流量测量变换器的调整装置处、编码器与流量测量变换器之间、计控主板与机体间的三个位置应加封印。
计控主板与指示装置的连接电缆中间不得有接插头。
指示装置的显示控制板不得有微处理器。
检定周期:加油机检定周期不超过6个月。
2、JJG 270-2008《血压计和血压表》本规程适用于(台式和立式)水银血压计和弹性式血压表。
零位误差:允许误差为:-0.2kPa~0.5kPa(-1.5mmHg~3.75mmHg)灵敏度:汞柱在快速下降中突然停顿时,波动幅度不应小于0.3kPa(2.25mmHg)血压计、血压表的示值最大允许误差均为:±0.5kPa(±3.75mmHg)检定血压计、血压表的压力标准器的允许误差绝对值应不大于血压计、血压表允许误差绝对值的1/4。
环境温度:血压计(20±10)℃,血压表(20±5)℃。
检定周期:血压计和血压表的检定周期一般不超过半年。
3、JJG52-2013 《弹性元件式一般压力表、压力真空表和真空表》压力表主要用于液体、气体与蒸汽压力和真空的测量。
主要工作原理是弹簧管在压力和真空的作用下,产生弹性形变引起管端位移,并通过机械传动机构进行放大,传递给指示装置,再由指针在刻有法定计量单位的分度盘上指出量值。
计量器具检定标准

0.2
0.8
0.05 ,0.10 0.4 0.4
4.3
测量面的平面度
应不超过表
3的规定。
表
3测量面的平面度
mm
测量范围外量爪测量面的平面度
深度卡尺的基准面和测量面
在同一平面时的平面度
0~1000 0.003 0.005
>1000~2000 0.005(4)
6 计量器具控制........................................................(6)
6.1 检定条件.......................................................... (6)
6.2 检定项目和检定设备................................................ (6)
——在示值误差的检定方法中增加“里外端两个位置的示值误差测量结果均应符合
最大允许误差”的规定,以保证实际使用的卡尺量爪平行度和里外端差值偏大(见
6.3.12);
JJG30-2002的历次版本发布情况:
——JJG 30-1992、JJG192-1979、JJG400-1985、JJG526-1988、JJG 32-1987合并;
0.20)mm。宽度差应不超过
0.04(5)mm。
4.2
测量面的表面粗糙度
应不超过表
2的规定。
表
2测量面的表面粗糙度
分度值(分辨力)
/mm
表面粗糙度
Ra/μm
外量爪测量面内量爪测量面
深度卡尺的基准
JJG539-2023年计量器具检定规程完整

JJG539-2023年计量器具检定规程完整1. 引言本文档旨在规范和指导2023年计量器具检定工作,以确保计量器具的准确性和可靠性。
2. 范围本规程适用于所有属于JJG539-2023年标准范围内的计量器具,包括但不限于xxx, xxx,和 xxx。
3. 定义3.1 计量器具:指用于量度、表示、传递或记录已知量值的装置、仪器或系统。
3.2 检定:指对计量器具进行定期或特定的检测、校验和评定的活动,以确定其符合规定的要求。
3.3 完整性检定:指对计量器具的所有关键部分和功能进行检测、校验和评定的检测程序。
4. 检定程序4.1 计量器具检定的周期:所有计量器具应按照规定的周期进行检定,周期的长短应根据具体的计量器具类型和使用环境来确定。
4.2 检定机构资质:检定工作应由具备相关资质和技术能力的检定机构进行。
4.3 检定方法:检定应按照已确定的方法和程序进行,确保检定结果的准确性和可靠性。
4.4 检定记录:对每次检定的结果应进行记录,包括但不限于检定日期、计量器具型号、检定结果等。
5. 检定要求5.1 计量器具的准确性要求:每个计量器具在检定时应符合相关的准确性要求,以保证其测量结果的准确和可靠。
5.2 检定标准的适用性要求:检定过程中所使用的检定标准应与计量器具的类型和用途相匹配,并保持与国际标准的一致性。
6. 检定结果处理6.1 合格结果处理:若计量器具在检定过程中符合相关要求,则为合格结果。
合格计量器具可正常使用,并在下一次检定周期前不需要重新检定。
6.2 不合格结果处理:若计量器具在检定过程中不符合相关的要求,则为不合格结果。
不合格的计量器具需进行必要的维修、校正或更换,并重新进行检定。
7. 计量器具管理7.1 计量器具的登记:对所有计量器具应进行登记,包括计量器具的基本信息、使用地点、检定周期等。
7.2 计量器具存放条件:计量器具应妥善存放并保持适宜的环境条件,以保证其准确性和可靠性。
8. 监督和管理8.1 检定机构的监督:检定机构应接受相关部门的监督和管理,并接受定期的检查和评估。
计量器具检定规程全

JJG1-1999 钢直尺检定规程Verification Regulation of Steel RuleJJG2-1999 木直(折)尺检定规程V.R. of Wooden Rule (Wooden Folded Rule)JJG4-1999 钢卷尺检定规程V.R.of Steel TapeJJG5-2001 纤维卷尺、测绳检定规程V.R.of Fiber Tapes and Measuring RopesJJG7-2004 直角尺检定规程V.R.of SquaresJJG8-1991 水准标尺检定规程V.R.of Level RodJJG10-2005 专用玻璃量器检定规程V.R.of Special GlasswareJJG13-1997 模拟指示秤检定规程V.R.of Analogue Indication Weighing InstrumentsJJG14-1997 非自动指示秤检定规程V.R.of Non-self-indication Weighing Instruments JJG16-1987 邮用秤试行检定规程V.R.of Postal ScaleJJG17-2002 杆秤检定规程V.R.of Steelyard ScaleJJG18-1990 医用注射器检定规程V.R.of Glass Syringes for Medical UseJJG18-2008 医用注射器检定规程V.R.of Glass Syringes for Medical UseJJG19-1985* 量提检定规程V.R.of Volumetric Cylinder With HandleJJG20-2001 标准玻璃量器检定规程V.R.of Standard Capacity Measures(glass)JJG21-1995 千分尺检定规程V.R.of MicrometerJJG21-2008 千分尺检定规程V.R.of MicrometerJJG22-2003 内径千分尺检定规程V.R.of Internal MicrometersJJG24-2003 深度千分尺检定规程V.R.of Depth MicrometersJJG25-2004 螺纹千分尺检定规程V.R.of Screw Therad MicrometerJJG26-2001 杠杆千分尺、杠杆卡规检定规程V.R.of Micrometers with Dial Comparater and Indicating Snap GaugeJJG28-2000 平晶检定规程V.R.of Optical FlatsJJG30-2002 通用卡尺检定规程V.R.of Vurrent CalipersJJG31-1999 高度卡尺检定规程V.R.of Height GaugeJJG33-2002 万能角度尺检定规程V.R.of Universal Bevel ProtactorsJJG34-1996 指示表(百分表和千分表)检定规程V.R.of Dial Gauges(reading in 0.01mm and 0.001mm)[过期]JJG34-2008 指示表(指针式、数显式)检定规程Dial Ganges(dial and digital)JJG35-2006 杠杆表检定规程V.R.of Dial Test IndicatorJJG37-2005 正弦规检定规程V.R.of Sine BarsJJG39-2004 机械式比较仪检定规程V.R.of Comparator of Machinery TypeJJG40-2001 X射线探伤机检定规程V.R.of X-Ray Flaw DetectorsJJG41-1990 三针检定规程V.R.of Thread Measuring Wires[过期]JJG42-2001 工作玻璃浮计检定规程V.R.of Working Glass HydrometersJJG45-1999 光学计检定规程V.R.of OptimeterJJG46-2004 扭力天平检定规程V.R.of Torsion BalanceJJG47-1990 抖晃仪检定规程V.R.of Wow Flutter MeterJJG48-2004 硅单晶电阻率标准样片检定规程V.R.of Standard Slice of Single Crystal Silicon ResistivityJJG49-1999 弹簧管式精密压力表和真空表检定规程V.R.of Bourdon Tube Precision Pressure Gauge and Vacuum GaugeJJG50-1996 石油产品用玻璃液体温度计检定规程V.R.of Liquid-in-Glass Thermometer for Petroleum ProductsJJG51-2003 带平衡液柱活塞式压力真空计检定规程V.R.of Pressure-Vaccum Gauge with Equilibrium Liquid ColumnJJG52-1999 弹簧管式一般压力表、压力真空表和真空表V.R.of Bourdon Tube Pressure Gauge,Pressure Vacuum Gauge and Vacuum Gauge for General UseJJG55-1984 测长仪检定规程V.R.of Horizontal MetroscopeJJG56-2000 工具显微镜检定规程V.R.of Universal Measuring Microscopes and Makers MicroscopesJJG57-1999 光学数显分度头检定规程V.R.of Optcal Digital Dividing HeadJJG58-1996 半径样板检定规程V.R.of Radius GaugeJJG59-2007 活塞式压力计检定规程V.R.of Standard Piston Type Pressure GangeJJG60-1996 螺纹样板检定规程V.R.of Scriew Thread GaugeJJG62-2007 塞尺检定规程V.R.of Feeler GaugeJJG63-2007 刀口形直尺检定规程V.R.of Straight EdgeJJG64-1990 超低频信号发生器检定规程V.R.of Super-Low Frequency Signal Generator JJG66-1990 高频电容损耗标准试行检定规程V.R.of RF Capacitive Loss Standard Set JJG67-2003 工作用全辐射温度计检定规程V.R.of Total Radiation PyrometersJJG68-1991 工作用隐丝式光学高温计检定规程V.R.of for Working Disappearing Filament of Optical PyrometerJJG69-1990 高频Q标准线圈试行检定规程V.R.of RF Q Standard CoilJJG70-2004 角度块检定规程V.R.of Angle Gauge BlocksJJG71-2005 三等标准金属线纹尺检定规程V.R.of Standard Metallic Scale(Grade III)JJG72-1980 线纹比较仪检定规程V.R.of Linear ComparatorJJG73-2005 标准玻璃线纹尺检定规程V.R.of Linear ComparatorJJG74-2005 工业过程测量记录仪检定规程V.R.of the Recorders for Industrial process MeasurementJJG75-1995 标准铂铑10-铂热电偶检定规程V.R.of the Standard Platinum Rhodium10/Platinum ThermocoupleJJG77-2006 干涉显微镜检定规程V.R.of Interference MicroscopeJJG80-1981 正切齿厚规检定规程V.R.of Tangential Gear Thickness GaugeJJG81-1981 公法线检查仪检定规程V.R.of Common Normal TesterJJG82-1998 公法线类千分尺检定规程V.R.of the Class of Common Normal Micrometer JJG86-2001 标准玻璃浮计检定规程V.R.of Standadr Glass HydrometersJJG90-1983 齿轮齿向及径向跳动仪检定规程V.R.of Gear Tooth Direction and Concentricity TesterJJG92-1991 万能测齿仪检定规程V.R.of Universal Gear TesterJJG94-1981 齿轮双面啮合综合检查仪检定规程V.R.of Dual-Flank Gear Rolling Tester JJG95-1986 齿轮单面啮合检查仪检定规程V.R.of Single-Flank Gear Rolling TesterJJG96-1986 小模数齿轮双面啮合检查仪检定规程V.R.of Small Module Dual -Flank Gear Rolling TesterJJG97-2001 测角仪检定规程V.R.of GoniometersJJG98-2006 机械天平检定规程V.R.for Mechanical BalanceJJG98-1990 非自动天平检定规程V.R.for Non-automatic BalancesJJG99-2006 砝码检定规程V.R.of WeightsJJG100-2003 全站型电子速测仪检定规程V.R.of Electronic Tachometer Total StationJJG101-2004 接触式干涉仪检定规程V.R.of Contact-Type InterferometerJJG103-2005 合象水平仪检定规程V.R.of Electronic Levels and Coincidence LevelsJJG105-2000 转速表检定规程V.R.of TachometersJJG106-1981 指针式精密时钟检定规程V.R.of Chronometer with Pointer IndicationJJG107-2002 单机型和集中管理分散计费型电话计时计费器V.R.of Single and Dispersion Control Centrely Telephone AccountersJJG109-2004 百分表式卡规检定规程V.R.of Snap Gauge Reading in 0.01mmJJG110-1979 标准温度灯检定规程V.R.of Standard Temperature Lamp[过期]JJG110-2008 标准温度灯检定规程V.R.of Standard Temperature LampJJG111-2003 玻璃体温计检定规程V.R.of Clinial ThermometersJJG112-2003 金属洛氏硬度计(A、B、C、D、E、F、G、H、K、N、T标尺)检定规程V.R.of Metallic Rockwell Hardness Testers(scales A,B,C,D,E,F,G,H,K,N,T)JJG113-2003 标准洛氏硬度块(A、B、C、D、E、F、G、H、K、N、T标尺)检定规程V.R. of Metallic Rockwell Hardness Reference Blocks(scales A,B,C,D,E,F,G,H,K,N,T)JJG114-1999 贝克曼温度计检定规程V.R.of Beckmann ThermometerJJG115-1999 标准铜-铜镍热电偶检定规程V.R.of the Standard Copper/Copper Nickel ThermocoupleJJG117-2005 平板检定规程V.R.of Surface PlatesJJG118-1996 扭簧式比较仪检定规程V.R.of Micro-KatorJJG119-2005 实验室pH(酸度)计检定规程V.R.of Laboratory pH MetersJJG120-1990 波形监视器检定规程V.R.of Wave Form MonitorJJG121-1990 视频杂波测试仪检定规程V.R.of Video Noise MeterJJG122-1986 DO6型精密有效值电压表检定规程V.R.of the Precise True RMS Voltmeter Type DO6JJG123-2004 直流电位差计检定规程V.R.of D.C.PotentiometersJJG124-2005 电流表、电压表、功率表及电阻表检定规程V.R.ofAmperemeters,Voltmeters,Wattmeters and OhmmetersJJG125-2004 直流电桥试行检定规程V.R.of D.C BridgesJJG126-1995 交流电量变换为直流电量电工测量变送器检定规程V.R.of Measuring Transducers for Converting a.c.Electrical Quantities into d.c.Electrical QuantitiesJJG128-2003 二等标准水银温度计检定规程V.R.of standard Mercury in Glass thermometer(Grade II)JJG130-2004 工作用玻璃体温度计检定规程V.R.of Liquid in Glass Thermometer for WorkingJJG131-2004 电接点玻璃水银温度计检定规程Verification Regulation of Electric Contact Mercury-in-Glass ThermometerJJG133-2005 汽车油罐车容量检定规程V.R.of Tank Cars CapacityJJG134-2003 磁电式速度传感器检定规程V.R.of Electromagnetic Velocity Transducers JJG137-1986 CC-6型小电容测量仪检定规程V.R.of Small capacitance Measuring Instrument Type CC-6JJG138-1986 CCJ-1C型精密电容测量仪检定规程V.R.of Precision Capacitance Measuring Instrument Type CCJ-1CJJG139-1999 拉力、压力万能材料试验机检定规程V.R.of Universal Tension and Comperssion Testing MachineJJG140-1998 铁路罐车容积检定规程V.R.of the Volume of Railway Tank CarJJG140-2008 铁路罐车容积检定规程V.R.of the Volume of Railway Tank CarJJG141-2000 工作用贵金属热电偶检定规程V.R.of Working Noble Metal Thermocouples JJG142-2002 非自行指示轨道衡检定规程V.R.of Nonself Indicating Railweighbridges JJG143-1984 标准镍铬-镍硅热电偶检定规程V.R.of Standard Ni-Cr/Ni-Si Thermocouple JJG144-2007? 标准测力仪检定规程V.R.of Standard DynamometerJJG145-1982 摆锤式冲击试验机检定规程V.R.of Pendulum Impact Testing MachineJJG145-2007 摆锤式冲击试验机检定规程V.R.of Pendulum Impact Testing MachineJJG146-2003 量块检定规程V.R.of Gauge BlocksJJG147-2005 标准金属布氏硬度块检定规程V.R.of Metallic Brinell Hardness Reference BlocksJJG148-2006 标准维氏硬度块检定规程V.R.of Vickers Hardness Reference BlockJJG150-2005 金属布氏硬度计检定规程V.R.of Metallic Brinell Hardness TestersJJG151-2006 金属维氏硬度计检定规程V.R.of Metallic Vickers Hardness TestersJJG153-1996 标准电池检定规程V.R.of Standard CellJJG154-1979 JJG154-2005 标准毛细管粘度计检定规程V.R.of Standard Capillary ViscometerJJG155-1991 JJG155-2005 工作毛细管粘度计检定规程V.R.of Working Capillary ViscometerJJG156-2004 架盘天平检定规程V.R.of Table BalancesJJG157-1995 JJG157-2005 非金属拉力、压力和万能试验机检定规程V.R.of Tension Comperssion and Universal Testing Machine for Nonmetallic[过期]JJG157-2008 非金属拉力、压力和万能试验机检定规程V.R.of Tension Comperssion and Universal Testing Machine for NonmetallicJJG158-1994 标准补偿式微压计检定规程V.R.of Standard Compensated MicromanometerJJG159-1994 二、三等标准双活塞式压力真空计检定规程V.R.of Standard Dual Piston Type Pressure Vaccum Gauge(Grade II&III)JJG159-2008 双活塞式压力真空计检定规程V.R.of Standard Dual Piston Pressure Vacuum GaugeJJG160-2007 标准铂电阻温度计检定规程V.R.of Standard Platinum Resistance ThermometerJJG161-1994 一等标准水银温度计检定规程V.R.of Standard Mercury in Glass Thermometer(Grade I)JJG162-2007 冷水水表检定规程Cold Water Meter[过期]JJG162-2009 冷水水表检定规程Cold Water MeterJJG163-1996 电容工作基准检定规程V.R.of Working Standards for CapacitanceJJG164-2000 液体流量标准装置检定规程V.R.of Standard Facilities for Liquid Flowrate JJG165-2005 钟罩式气体流量标准装置检定规程V.R.of Standard Bell Provers of Gas FlowJJG166-1993 直流电阻器检定规程V.R.of DC ResistorsJJG167-1995 标准铂铑30-铂6热电偶检定规程V.R.of Standard Pt Rh-30/Pt Rh-6 ThermocoupleJJG168-2005 立式金属罐容量检定规程V.R.of Vertical Metal Tank CapacityJJG169-1993 互感器校验仪检定规程V.R.of Instrument Transformer Test SetJJG171-2004 液体相对密度天平检定规程V.R.of Ralative Density Balance for Liquid JJG172-1994 倾斜式微压计检定规程V.R.of Tilting Tube MicromanometerJJG173-2003 信号发生器检定规程V.R.of Signal GeneratorsJJG175-1998 JJG175-2005 测试电容传声器检定规程V.R.of Measuring Condenser MicrophonesJJG176-2005 声校准器检定规程V.R.of Sound CalibratorsJJG177-2003 圆锥量规检定规程V.R.of Taper GaugesJJG178-1996 可见分光光度计检定规程V.R.of Visible Range SpectrophotometerJJG178-2007 紫外、可见、近红外分光光度计检定规程Ultraviolet,Visible,Near-Infrared SpectrophotometersJJG179-1990* 滤光光电比色计检定规程V.R.of Photoelectric Colorimeter with FilterJJG180-2002 电子测量仪器内石英晶体振荡器检定规程V.R.of Crystal Oscillators inside the Electrical Measuring InstrumentsJJG181-2005 石英晶体频率标准检定规程V.R.of Quartz Crystal Frequency Standards JJG182-2005 奇数沟千分尺检定规程V.R.of Micrometers with Brismatically Arranged Measuring FacesJJG183-1992 标准电容器检定规程V.R.of Standard CapacitorJJG184-1993 液体气体铁路罐车容积检定规程V.R.of the Volume of Liquefied Gass Railway Tank CarJJG185-1997 JJG185-2005 500Hz~1Mz测量水听器检定规程V.R.of Measuring Hydrophone in the Range 500Hz~1MHzJJG186-1997 动圈式温度(指示/指示位式调节)仪表检定规程V.R.of Moving-Coil Indicators and Step-indication Controllers Associated for Measuring TemperatureJJG188-2002 声级计检定规程V.R.of Sound Level MetersJJG189-1997 机械式振动试验台检定规程V.R.of Mechanical Vibration Generator for TestingJJG190-1997 电动式振动试验台检定规程V.R.of Electrodynamic Vibration Generator System for TestingJJG191-2002 水平仪检定器检定规程V.R.of Calibrators for the LevelJJG194-2007 方箱检定规程V.R.of Box PlateJJG195-2002 连续累计自动衡器(皮带秤)检定规程V.R.of Continuous Totalizing Automatic Weighing InstrumentsJJG196-2006 常用玻璃量器检定规程V.R.of Working Glass ContainerJJG197-1979 LCCG-1型高频电感电容测量仪试行检定规程V.R.of LCCG-1 Type HF Inductance and Capacitance MeterJJG198-1994 速度式流量计检定规程V.R.of Velocty FlowmeterJJG199-1996 JJG199-2005 猝发音信号源检定规程V.R.of Tone Burst GeneratorJJG200-1980 外差式频率计检定规程V.R.of Heterodyne Frequency MeterJJG201-1999 指示类量具检定仪检定规程V.R.of Tester for Dial Indicator GaugeJJG201-2008 指示类量具检定仪检定规程Tester for Dial Indicator GaugesJJG202-2007 自准直仪检定规程V.R.of AutocollimatorJJG204-1980 气象用通风干湿表检定规程V.R.of Meteorological Ventilation Psyhrometer JJG205-2005 机械式温湿度计检定规程V.R.of Mechaniacl ThermohygeometersJJG207-1992 气象用玻璃液体温度表检定规程V.R.of Meteorological Liquid-in-Glass ThermometerJJG208-1980 气象仪器用机械自记钟检定规程V.R.of Meteorological Mechanical Recording-ClockJJG209-1994 体积管检定规程V.R.of Pipe ProverJJG210-2004 水银气压表检定规程V.R.of Mercurial BarometersJJG211-2005 亮度计检定规程V.R.of Luminance MeterJJG212-2003 色温表检定规程V.R.of Colour Temperature MetersJJG213-2003 分布(颜色)温度标准灯检定规程V.R.of Standard Lamps forDistribution(Colour)TemperatureJJG214-1980 JJG214-2005 滚动落球粘度计试行检定规程V.R.of Viscosimeter for Roll Down Ball TypeJJG218-1991 电感工作基准检定规程V.R.of Working Standards for InductanceJJG219-2003 铁路轨距尺检定规程V.R.of Track Gauging Rules for Standard Gauge Railway[过期]JJG219-2008 铁路轨距尺检定规程V.R.of Track Gauging Rules for Standard Gauge Railway[更新]JJG223-1996 海洋电测温度计检定规程V.R.of Sea Electic Measuring ThermometerJJG225-2001 热能表检定规程V.R.of Heat MetersJJG226-2001 双金属温度计检定规程V.R.of Bimetallic ThermometerJJG227-1980 标准光学高温计检定规程V.R.of the Standard Optical PyrometerJJG228-1993 JJG228-2005 静态激光小角光散射光度计检定规程V.R.of Static Low Angly Laser Light Scattering SpectrophotometerJJG229-1998* 工业铂、铜热电阻检定规程V.R.of Industrial Platinum Copper Resistance ThermistorJJG230-1980 XFD-7A型低频信号发生器试行检定规程V.R.of XFD-7A Yype LF Signal GeneratorJJG233-1996 压电加速度计检定规程V.R.of Piezoelectric AccelerometerJJG233-2008 压电加速度计检定规程V.R.of Piezoelectric AccelerometerJJG234-1990 动态称量轨道衡检定规程V.R.of a Motion Weighing Railway Track Scale JJG236-1994 一等标准活塞式压力真空计V.R.of Standard Piston Gauge for Gauge Pressure Range -0.1~0.25MPa(Grade I)JJG237-1995 指针式时间间隔测量仪检定规程V.R.of Time Interval Measuring Instrument with Needle IndicationJJG238-1995 数字式时间间隔测量仪检定规程V.R.of Digital Time Interval Measuring InstrumentJJG239-1994 二、三等标准活塞式压力真空计检定规程V.R.of Standard Piston Pressure Vacuum Gauge(Grade II&III)JJG240-1981 一等标准液体压力计试行检定规程V.R.of Liquid Manometer(Grade I)JJG241-2002 精密杯型和U型液体压力计检定规程V.R.of Precision Liquid Manometers for Cistern and U-tubeJJG242-1995 特斯拉计检定规程V.R.of Teala-MeterJJG244-2003 感应分压器检定规程V.R.of Inductive Voltage DividerJJG245-2005 光照度检定规程V.R.of Illuminance meterJJG246-2005 发光强度标准灯检定规程V.R.of Standard Lamp of Luminous Intensity JJG247-1991 总光通量标准白炽灯检定规程V.R.of Incandescent Standard Lamp for Total Luminous FluxJJG247-2008 总光通量标准白炽灯检定规程V.R.of Incandescent Standard Lamp for Total Luminous FluxJJG248-1981 工作标准激光小功率计试行检定规程V.R.of Woking Standard of Laser Power Meter in Low RangeJJG249-2004 0.1mW~200W激光功率检定规程V.R.of 0.1mW~200W Laser Power Meter JJG250-1990 电子电压表检定规程V.R.of Electronic VoltmeterJJG251-1997 失真度测量仪检定规程V.R.of Distortion Meter CalibratorJJG252-1981 RS-2及RS-3型校准接收机检定规程V.R.of Calibration Receiver Type RS-2 and RS-3JJG253-1981 用II1-2型衰减标准装置检定衰减器检定规程V.R.of Calibrating Attenuator by II1-2 Type Attenuation Standard Equipment?JJG254-1990 补偿式电压表检定规程V.R.of Compensation VoltmeterJJG255-1981 三厘米波导热敏电阻座检定规程V.R.of Wavguide Thermistor Mount forX-BandJJG256-1981 DYB-2型电子管电压表检定仪检定规程V.R.of Tube Voltmeter Verification Device DYB-2JJG257-2007 转子流量计检定规程V.R.of RotameterJJG258-1988 水平螺翼式水表检定规程V.R.of Horizotal Spiral Blade Water MeterJJG259-2005 标准金属量器检定规程V.R.of Standard Metal TankJJG261-1981 标准压缩式真空计试行检定规程V.R.of Standard Comeression Vacuum GaugeJJG262-1996 模拟示波器检定规程V.R.of Analogue OscilloscopeJJG264-1981 容重器试行检定规程V.R.of Test Weight Apparatus[更新]JJG264-2008 容重器检定规程V.R.of Measuring Instruments for Cereals DensityJJG266-1996 卧式金属罐容积检定规程V.R.of Metallic Horizontal TankJJG268-1982 GZZ2-1型转筒式电码探空仪检定规程V.R.of Model GZZ2-1 Turning Cylinder Code-Type RadiosondeJJG269-2006 扭转试验机检定规程V.R.of Torsion Testing MachinesJJG270-1995 血压计和血压表检定规程V.R.of the Desk SphygmomanometerJJG270-2008 血压计和血压表检定规程V.R.of the Desk SphygmomanometerJJG271-1996 数显式百分表检定仪检定规程V.R.of Digital Display Tester for Dial Indicator[更新]JJG272-2007 空盒气压表和空盒气压计检定规程V.R.of Aneroid Barograph and Aneroid BarometerJJG274-2007 双管水银压力表检定规程V.R.of Double Tube Mercury BarometerJJG275-2003 双刃刀具角度规检定规程V.R.of Protractors for Multiple Point ToolJJG276-1988 JJG276-2005 高温蠕变、持久强度试验机检定规程V.R.of High Temperature Creep and Stress Rupture Testing MachineJJG277-1998 JJG277-2005 标准声源检定规程V.R.of Reference Sound SourceJJG278-2002 示波器校准仪检定规程V.R.of Oscilloscope CalibratorsJJG279-1981 WFG-1B型高频微伏表检定规程V.R.of HE Microvoltmeter Type WFG-1BJJG280-1981 M4-1(MTO-1)型标准热敏电阻电桥检定规程V.R.of Standard Thermistor Bridge Type M4-1(MTO-1)JJG281-1981 波导测量线检定规程V.R.of Waveguide Slotted LineJJG282-1981 同轴热点薄膜功率座检定规程V.R.of Coaxial Thin Film Thermoe-Lectric Power HeadJJG283-2007 正多面棱体检定规程V.R.of Angular PolygonJJG285-1993 带时间比例、比例积分微分作用的动圈式温度指示调节仪表检定规程V.R.of MOVING Coil Temperature Indicating Instrument With Time Proportional orPID Action JJG287-1982 气象用双金属温度计检定规程V.R.of Meteorological Bimetallic ThermographJJG288-2005 颠倒温度表检定规程V.R.of Deep Sea Reversing Ther-mometersJJG289-2005 表层水温表检定规程V.R.of Bucket ThermometersJJG291-1999 腹膜电极溶解氧测定仪检定规程V.R.of Film Electrode Dissolved Oxygen MeterJJG291-2008 覆膜电极溶解氧测定仪检定规程JJG292-1996 铷原子频率标准检定规程V.R.of Rubidium Gas Cell Frequen-cy Standards JJG294-1982 半自动周节检查仪试行检定规程V.R.of Semiautomatic Citcular-Pitch Tester[更新]JJG297-1997 JJG297-2005 标准硬质合金洛氏(A标尺)硬度块检定规程V.R.of Standard Hardmetals Rock-well(A? scale)Hardness Test BlackJJG298-2005 中频标准振动台(比较法)检定规程V.R.of Standard Vibrator in Middle Frequency Band(Comparison Method)JJG299-1982 工作标准感光仪检定规程V.R.of Working Standard Sensito-meterJJG300-2002 小角度检查仪检定规程V.R.of Small Angle TestersJJG302-1983 水泥罐容积检定规程V.R.of Conctete Tank-Tank VolumeJJG303-1982 频偏测量仪检定规程V.R.of Frequency Deflection MeterJJG304-2003 A型邵氏硬度计检定规程V.R.of Shore A DurometersJJG306-2004 24m因瓦基线尺检定规程V.R.of 24 m Invar WireJJG307-2006* 机电式交流电能表检定规程V.R.of Electromechanical Meters for Measuring Alternating -current Electrical EnergyJJG308-1983 超高频毫伏表检定规程V.R.of SHF Electronic Millivolt-meterJJG309-2001 500K~1000K黑体辐射源检定规程V.R.of the Blackbody Radiators at the 500K~1000KJJG310-2002 压力式温度计检定规程V.R.of Filled System ThermometersJJG311-1996 焦距仪检定规程V.R.of FocometerJJG312-1983 激光能量计检定规程V.R.of Laser Energy MeterJJG313-1994 测量用电流互感器检定规程V.R.of Current Taransformers of Measuring ServiceJJG314-1994 测量用电压互感器检定规程V.R.of Voltage Transformers of Measuring ServiceJJG315-1983 直流数字电压表检定规程V.R.of DC Digital VoltmeterJJG316-1983 磁通量具试行检定规程V.R.of Magnetic Flux MeasureJJG317-1983 磁通表试行检定规程V.R.of Magnetic Flux MeterJJG318-1983 DO-2型高频电压校准装置检定规程V.R.of HF Voltage CalibrationApparatus Types DO-2? and the LikeJJG319-1983 超高频微伏表检定规程V.R.of VHF Microvolt MeterJJG320-1983 波导噪声发生器检定规程V.R.of Waveguide Noise GeneratorJJG321-1983 串联高频替代法检定衰减器检定规程V.R.of Calibratiov Attenuator by Series RF SubstitutionJJG322-1983 回转衰减器检定规程V.R.of Rotory Vane AttenuatorJJG323-1983 波导型标准移相器检定规程V.R.of Waveguide Srandard Phase Shifter JJG326-2006 标准转速装置试行检定规程V.R.of Standard Equipment for Revolrtion Speed?JJG330-2005 机械式深度温度计检定规程V.R.of Mechanical Bathythermo-graphsJJG331-1994 激光干涉比长仪检定规程V.R.of Laser Interference ComparatorJJG332-2003 齿轮渐开线样板检定规程V.R.of Gear Involute Master?JJG338-1997 电荷放大器检定规程V.R.of Charge AmplifierJJG340-1999 1Hz~1000Hz测量水听器检定规程V.R.of Measuring Hydrophone in the Frequency Range 1 hz to1000 HzJJG341-1994 光栅线位移测量装置检定规程V.R.of Grating Linear Displacement Measuring DeviceJJG342-1993 JJG342-2005 凝胶色谱仪检定规程V.R.of Gel ChromatogtaphJJG343-1996 光滑极限量规检定规程V.R.of Smooth Limit GaugeJJG344-2005 镍铬-金铁热电偶检定规程V.R.of Ni-Cr/Au+0.07.at%Fe Thermocouple JJG346-1991 JJG346-2005 肖氏硬度计检定规程V.R.of Shore Hardness TesterJJG347-1991 JJG347-2005 标准肖氏硬度块检定规程V.R.of Srandard Shore Hardness Test BlockJJG348-1984 谐振式波长计试行检定规程V.R.of Resonance Type Waveneter?JJG349-2001 通用计数器检定规程V.R.of Universal Counters?JJG350-1994 标准套管铂电阻温度计检定规程V.R.of Standard Capsule Platinium Resistance ThermometerJJG351-1996 工作用廉金属热电偶检定规程V.R.of Working Base Metal Ther-mometer JJG352-1984 永磁材料标准样品磁特性试行检定规程V.R.of Sample of the Mag-netic Properties of Permanent Mag-net MaterialsJJG353-2006 633nm稳频激光器检定规程V.R.of 663nm Frequency Stabilized Lasers JJG354-1984 软磁材料标准样品试行检定规程V.R.of Standard Sample of the Mag-netic Properties of Soft Magnetic MaterialsJJG356-2004 气动测量仪检定规程V.R.of Pneumatic Measuring Instru-ment for micrometersJJG357-1984 6460型热电薄膜功率计试行检定规程V.R.of the Thin Film Thermoelec-tric Power Meter Type 6460JJG358-1984 RR-2A型干扰场强测量仪试行检定规程V.R.of Modle RR-2A Interference and field Strength? Measuring Instru-mentJJG359-1984 633nm频率特性测试仪试行检定规程V.R.of 633nm Frequency Response Test Set?[过期]JJG359-2006 633nm频率特性测试仪试行检定规程V.R.of 633nm Frequency Response Test Set?JJG360-1984 同轴测量线检定规程V.R.of Coaxial Slotted LineJJG361-2003 脉冲电压表检定规程V.R.of Pulse VoltmeterJJG362-1984 DO16型超高频微伏电压校准装置试行检定规程V.R.of Modle DO 16 UHF Micro -volt Voltage? Calibrating EquipmentJJG363-1984 半导体点温计检定规程V.R.of Semiconductor Themistor ThemometerJJG364-1994 表面温度计检定规程V.R.of Surface ThermometerJJG365-1998 电化学电极气体氧化分析器检定规程V.R.of Electrochemical Electrode Gas Oxygen AmalyserJJG365-2008 电化学氧测定仪检定规程V.R. of Electrochemical Oxygen MeterJJG366-2004 接地电阻表检定规程V.R.of Earth Resistance Meters?JJG367-1984 热敏电阻粮温计检定规程V.R.of Thermister Thermometer for GrainJJG368-2000 工作用铜-铜镍热电偶检定规程V.R.of? the Working Copper /Cop-per-Nickel ThermocopleJJG369-1993 JJG369-2005 塑料球压痕硬度计检定规程V.R.of Plastic Ball Indentation Hardness Testing MachineJJG370-2007 在线振动管液体密度计检定规程V.R. of Vibration Tube Liquid Density Meter on LineJJG371-2005 量块光波干涉仪检定规程V.R.of Gauge Block Interfe-rometersJJG372-1985 称量法储罐液体计量系统试行检定规程V.R.of Standard Meter Tank on the TruckJJG373-1997 JJG373-2005 四球摩擦试验机检定规程V.R.of Four-ball Friction Testing MachineJJG374-1997 电平振荡器检定规程V.R.of Level OscillatorJJG375-1996 单光束紫外-可见分光光度计检定规程V.R.of? Ultraviolet Visible Range Spectrophotometer? in Single BeamJJG376-1985 电导仪试行检定规程V.R.of Electrolytic Conductance MeterJJG376-2007 电导仪试行检定规程V.R.of Electrolytic Conductance MeterJJG377-1998 放射性活度计检定规程V.R.of Radioactivity MeterJJG379-1995 大量程百分表V.R.of Wide Range Dial Gauges Reading in 0.01mmJJG380-1995 轴承圆锥滚子直径、角度、直线度测量仪检定规程V.R.of Instruments for Measuring the Dameter ,Angle and Straightness of Bearing Tapered RollerJJG381-1986 BX-21型低频数字相位计检定规程V.R.of the Modle BX-21 LF Digital Phase MeterJJG383-2002 光谱辐射亮度标准灯检定规程V.R.of Spectral Radiance Standard Lamps JJG384-2002 光谱辐射照度标准灯检定规程V.R.of Specterl Irradiance Standard Lamps JJG385-1985 总光通量标准荧光灯试行检定规程V.R.of standard Fluorescent Lamps for Toral Luminous Flux[过期]JJG385-2008 总光通量标准荧光灯试行检定规程V.R.of standard Fluorescent Lamps for Toral Luminous Flux[更新]JJG386-1985 总光通量标准荧光高压贡灯试行检定规程V.R.of Standard Fluorescent High Pressure Mercury Vapour Lamps for Totel Lumious FluxJJG387-2005 同轴电阻式衰减器检定规程V.R.of Coaxial Attenuator?JJG388-2001 纯音听力计检定规程V.R.of Pure-tone AudiometersJJG389-2003 仿声耳检定规程V.R.of Artificial Ears?JJG390-1985 JJG390-2005 船用pH计检定规程V.R.of Shipboard PH? Meter?JJG391-1985 JJG391-2005 负荷传感器检定规程V.R.of Load CallJJG392-1996 JJG392-2005 感应式盐度计检定规程V.R.of Induction SalinomererJJG393-2003 辐射防护用X、γ辐射剂量当量(率)仪和监测仪检定规程V.R.of and Gamma Radiation Dose Equivalent (Rate) Meters and Monitors Used in Radiation ProtectionJJG394-1997 超声多普勒胎儿监护仪超声源检定规程V.R.of Ultrasonic Source forUltra-sonic Doppler Fetal Monitor?JJG395-1997 定碳定硫分析仪检定规程V.R.of Carbon-Sulfur Amalyzer?JJG396-2002 电感测微仪检定规程V.R.of Inductive MicrometersJJG401-1985 球径仪检定规程V.R.of SpherometerJJG404-2003 铁路轨距尺检定器检定规程V.R.of Calibrater for Railway Track Gauging Rule[过期]JJG404-2008 铁路轨距尺检定器检定规程V.R.of Calibrater for Railway Track Gauging Rule[更新]JJG405-1986 硅钢片(带)标准样品试行检定规程V.R.of the Standard Specinen of Magnetic Sheet and StripJJG406-1986 弱磁材料标准样品试行检定规程V.R.of Standard Specimen of Magnetic MaterialsJJG407-1986 电工纯铁标准样品试行检定规程V.R.of the Standard Specimen of? Electrical IronJJG408-2000 齿轮螺旋线样板检定规程V.R.of Gear Helix MasterJJG409-1986 射频同轴热电转换标准检定规程V.R.of Thermal Voltage Convertors in RF Coaxial Guide SystemsJJG410-1994 精密交流电压校准源检定规程V.R.of Precise AC Voltage Calibration SourceJJG411-1997 JJG411-2005 锤击式布氏硬度计检定规程V.R.of Hammering Type Brinell Hardness TesterJJG412-2005 水流型气体热量计检定规程V.R.of the Water-Flow Gas CalorimeterJJG413-1999 皮革面积测量机检定规程V.R.of Leather Area Measuring MachineJJG414-2003 光学经纬仪检定规程V.R.of Optical TheodolitesJJG415-2001 工作用辐射温度计检定规程V.R.of Working Radiation ThermometersJJG416-1986 铂铱合金管镭源检定规程V.R.of Radium Source Inclosed Pt-Ir(10%) ContainerJJG417-2006 γ谱仪检定规程V.R.of γ-Ray SpectrometerJJG418-1986 HL18型雷达综合测试仪检定规程V.R.of Radar Tester Type HL 18JJG420-1986 高频标准零电平表检定规程V.R.of High Frequency Standard Level Meter JJG421-1986 CJ-2型高频介质损耗测量仪检定规程V.R.of CJ-2 Type HF Dielectrometer JJG422-1986 WD-1型微电位计检定规程V.R.of Micropotentiometer Type WD-1JJG423-1986 RR7型干扰场强测量仪检定规程V.R.of Type RR 7 Interference Field Strength Measuring ApparatusJJG424-1986 TO7(TO7A)型衰减标准装置检定规程V.R.of Attenuation Calibration Set Type TO 7(TO 7A)JJG425-2003 水准仪检定规程V.R.of LevelsJJG427-2004 带表千分尺检定规程V.R.of Micrometers with GaugeJJG429-2000 圆度、圆柱度测量仪检定规程V.R.of Measurement Standard In-strument ofRoundness and CylindricityJJG431-1986 EEM6型轻便三杯风向风速表检定规程V.R.of Portable 3-Cup Anemome-ter Type DEM6JJG433-2004 比相仪检定规程V.R.of Phase ComparatorsJJG434-1986 彩色电视副载频校频仪检定规程V.R.of TV Colour Subcarrier Fre-quency ComparatorJJG435-1986 同轴衰减型中功率座检定规程V.R.of Coaxial Mid-Power Mountwith AttenuatorJJG439-1986 中频精密截止式衰减器检定规程V.R.of Intermediate Frequency Pre-cision Waveguide Below Cut-off At-tenuatorJJG440-1986 工频单相相位表检定规程V.R.of 50Hz Single-phase Phaso-meterJJG440-2008 工频单相相位表检定规程V.R.of Industry Frequency Singlephase Phaso MeterJJG441-1986 交流电桥检定规程V.R.of Alternating Current Bridge[过期]JJG441-2008 交流电桥检定规程V.R.of Alternating Current BridgeJJG442-1986 UHF电视扫频仪检定规程V.R.of UHF Television Sweep ScopeJJG443-2006 燃油加油机检定规程V.R.of Fuel DispensersJJG444-2005 标准轨道衡检定规程V.R.of Standard Rail-weigh-bridgesJJG445-1986 直流标准电压源检定规程V.R.of DC Standard Voltage SourceJJG446-1986 931B型有效值差分电压表检定规程V.R.of Model 931 B RMS Differen-tial VoltmeterJJG447-1986 1103-(1~4)型同轴功率传递标准座试行检定规程V.R.of Coaxial Transfer Standard Mount Models 1103-(1~4)JJG448-2005 瓦级超声功率计检定规程V.R.of Ultrasonic Power Meters for Watt Level JJG449-2001 倍频程和1/3倍频程滤波检定规程V.R.of Octave-Band andOne-Third-Octave Band FiltersJJG450-1986 JJG450-2005 果品硬度计试行检定规程V.R.of Fruit Pressure TesterJJG451-1986 储罐液体称量仪标准器试行检定规程V.R.of Standardmeter for Store Liquid JJG452-2006 黑白标准密度片试行检定规程V.R.of Black and White Step TabletJJG453-2002 标准色板检定规程V.R.of Colour Standard PlatesJJG454-1986 硬度计球压头检定规程V.R.of Spherical Indenters for Hardness Testers JJG455-2000 工作测力仪检定规程V.R.of Working DynamometersJJG456-1992 直接辐射表检定规程V.R.of PyrheliometerJJG457-1986 单管水银压力表检定规程V.R.of Single Tube Mercury Ma-nometerJJG458-1996 总辐射表检定规程V.R.of PyranometerJJG459-1986 辐射电流表检定规程V.R.of Microammeter for Radiation InstrumentsJJG461-1986 靶式流量便送器检定规程V.R.of Target(Bluff Body)Type Flow Transducer JJG462-2004 二等标准电离真空计检定规程V.R.of Secondary Standard Ioniza-tion Vacuum GaugesJJG463-1996 热台法熔点测定仪检定规程V.R.of Melting-Point-Measuring Instruments with Thermo-Micro-MethodJJG464-1996 JJG464-2005 生化分析仪检定规程V.R.of Ceinical Chemistry Analyzer JJG465-1986 球径仪样板试行检定规程V.R.of Spherometer Special-GaugeJJG466-1993 气动指针式测量仪检定规程V.R.of Pointer Pneumatic MeasuringInstrumentsJJG467-1986 孔径测量仪试行检定规程V.R.of Precision Bore Diameter Measuring InstrumentJJG471-2003 轴承内外径检查仪检定规程V.R.of Bearing Inside and Outside Diameter TestersJJG472-2007 多齿分度台检定规程V.R.of Precies Angle Dividing TableJJG473-1995 套管尺检定规程V.R.of Casing Coupling MeterJJG474-1986 木才万能试验机检定规程V.R.of Universal Testing Machine for WoodJJG475-1986 JJG475-2005 电子式万能材料试验机检定规程V.R.of Electronic Universal Testing MachineJJG475-2008 电子式万能材料试验机检定规程V.R.of Electronic Universal Testing MachineJJG476-2001 抗折试验机检定规程V.R.of Flexure Testing MahineJJG478-1996 α、β和γ表面污染仪检定规程V.R.of Alpha Beta and Gamma Surface Contamination InstrumentsJJG480-2007 X射线测厚仪检定规程V.R.of X-Ray Thickness Gauge[更新]JJG482-2005 实验室标准传声器(自由场互易法)检定规程V.R.of Laboratory Standard Microphones(Free-Field Reciprocity Method)JJG483-1987 杂音计检定规程V.R.of PsophometerJJG484-1987 直流测温电桥检定规程V.R.of the DC Bridges for Measuring Temperature JJG484-2007 直流测温电桥检定规程V.R.of the DC Bridges for Measuring Temperature JJG485-1987 万能比例臂电桥检定规程V.R.of the Universal Radio BridgesJJG486-1987 微调电阻箱试行检定规程V.R.of Microadjustment Resistance BoxJJG487-1987 三次平衡双电桥检定规程V.R.of three Steps Balance Double BridgeJJG488-1998 校表仪检定规程V.R.of Watch TesterJJG488-2008 校表仪检定规程V.R.of Watch TesterJJG490-2002 脉冲信号发生器检定规程V.R.of Pules GeneratorsJJG491-1987 1GHz取样示波器检定规程V.R.of 1 GHz Sample OscilloscopeJJG492-1987 铯束原子频率标准检定规程V.R.of Cesium Beam Frequency Standard JJG493-1987 软磁材料音频磁特性标准样品(交流磁化曲线及幅值磁导率)检定规程V.R.of Audio Magnetic Properties of Standard Specimen of Soft Magnetic Materials (A-C Magnetization Curve and Amplitude Permeability)JJG494-2005 高压静电电压检定规程V.R.of High voltage Electrostratic voltmeterJJG495-2006 直流磁电系检流计检定规程V.R.of DC Magnetoelectric Galvanometers JJG496-1996 工频高压分压器检定规程V.R.of High Voltage Divider at Power Frequency JJG497-2000 碰撞试验台检定规程V.R.of Bump Testing MachinesJJG499-2004 精密露点仪试行检定规程V.R.of Precision Dew-Point HygrometerJJG500-2005 电解法湿度仪检定规程V.R.of Electrolytic HygrometersJJG501-2000 频谱分析仪检定规程V.R.of Spectrum AnalyzersJJG502-2004 合成信号发生器检定规程V.R.of Synthesized Signal GeneratorsJJG503-1987 PB-2型十进频率仪检定规程V.R.of Model PB-2 Decimal Frequency Meter JJG504-1987 CLX-2型和CLX-20A/20B型大接头平板型同轴测量线检定规程V.R.of Model CLX-2/CLX-20A/20B Parallel-plate Coaxial Slotted Line with Big Sixe ConnectorJJG505-2004 直流比较仪式电位差计parator Potentiometers。
中华人民共和国国家计量检定规程
中华人民共和国国家计量检定规程JJG 415- 2001工作用辐射温度计The working Radiation Thermometers2001一02一01发布 2001一05一01实施国家质量技术监督局发布工作用辐射温度计检定规程Verification Regulation oftheWorking Radiation Thermometers本规程经国家质量技术监督局于2001年02月01日批准,并自2001年05月01日起施行。
归口单位: 全国温度工作器具计量技术委员会起草单位: 北京市计量科学研究所本规程委托全国温度工作器具计量技术委员会负责解释温度范围300--2200℃)的首次检定、后续检定和使用中检验。
2 引用文献本规程引用下列文献JJF 1001-1998《通用计量术语定义》JJF 1059-1999《测量不确定度评定与表示》使用本规程时,应注意引用上述文献的现行有效版本。
概述工作用辐射温度计(以下简称温度计)是通过检测被测目标的辐射亮度或它在不同波长下的比值(转换成电信号),非接触地实现温度测量的仪器。
温度计主要由光学系统、探测器、信号处理及显示部分组成。
4 计量性能要求4.1 允许误差限温度计的允许误差限应符合士(a%t)的规定,其中t为测量范围的上限值或测量值,a为温度计的准确度等级,a,。
以温度计的技术指标为准。
对于多测量范围的温度计,不同的温度范围允许有不同的a值。
4.2 重复性温度计测量同一温度的重复性应符合其技术指标的要求。
5 通用技术要求5.1 外观5.1.1 温度计铭牌应标明制造厂名(或商标少、产品名称、型号规格、出厂编号、测量范围、出厂日期、型式批准标志及编号或制造计量器具许可证标志及编号。
5.1.2 温度计各开关按钮接触良好,开关、接线端钮应有明确标记。
5.1.3 新制造温度计的外壳、零部件有良好的表面处理,不得有锈蚀、霉斑,各部分装配应正确、可靠、无缺陷。
JJG国家计量检定规程

工作用辐射温度计
光电温度计、红外温度计、比色温度计、辐射温度计、光纤温度计等辐射温度计
JJG415-2001
19
500℃以下工作用辐射温度计
光电温度计、红外温度计、比色温度计、辐射温度计、光纤温度计等辐射式温度计
JJG856-1994
20
10
天平
非自动天平
电子天平、杠杆式天平、架盘天平、扭力天平、液体相对密度天平、托盘扭力天平、静水力学天平、物理天平、链条天平
数字压力计、压力校验仪、便携式压力校验仪、压力模块、多功能压力校验仪、标准压力发生器、数字压力表
JJG 875-1994
62
25
压力变送器和压力传感器
压力变送器
压力变送器、差压变送器、绝压变送器、智能压力变送器、智能差压变送器、智能绝压变送器
JJG882-2004
63
压力传感器
压力传感器、差压传感器、绝压传感器等压力传感器
测地型GPS接收机
测地型GPS接收机
JJF1118-2004
10
6
液位计
液位计
压力式液位计、反射式液位计、电容式液位计、浮子式液位计、浮球式液位计、浮筒式液位计、磁性液位计、磁翻板式液位计、磁翻柱式液位计、电导式液位计、雷达式液位计、雷达导波式液位计、超声波液位计、微波液位计、辐射式液位计、(与上述对应的)物位计
JJG897-1995
42
气体层流流量传感器
层流流量计
JJG736-1991
43
气体腰轮流量计
气体腰轮流量计、旋转活塞式、湿式气体流量计
JJG633-2005
44
明渠堰槽流量计
薄壁堰、宽顶堰、三角形剖面堰、平坦V形堰、巴歇尔槽、无喉道槽明渠流量计
计量器具内校检定规程-通用卡尺

本规程适用于分度值为0.01mm,0.02mm,0.05mm,0.10mm,测量范围0~2000mm各种规格游标、带表、或数显卡尺、I型深度卡尺的检定和检查
二、参考标准
通用卡尺JJG 30-2012国家计量检定规程
三、示值误差和细分误差
四、检定.3各部分相对位置
(以上检定项目的详细技术要求及方法,可参考通用卡尺JJG 30-2012国家计量检定规程)
五、检定条件
5.1检定室内温度(20±5)℃5.2检定室内相对湿度不大于80%
5.3检定前,应将卡尺及量块等检定设备置于平板或木桌上
六、检定设备
用3级或5等量块测量
七、测量点的分布
八、检定周期
检定周期根据实际使用的具体情况确定,一般不超过1年
计 量 器 具 周 期 检 定 (校准)规章制度
计量器具周期检定(校准)制度1 目的计量器具的周期检定(校准)是保证计量器具准确可靠的重要措施,计量人员和计量器具的使用者都应相互配合,及时地完成到期计量器具的周检工作。
以保证测量设备在检定或校准周期不出现超差。
2 适用围适用于本公司各类测量设备(强检设备除外)计量确认间隔的规定和调整。
3.容3.1检定用计量标准器具必须定期送上级计量部门检定,绝不许超周期使用。
3.2工作计量器具使用部门联系技术部及时送外单位检定(校准)。
3.3经检定(校准)合格者须出具检定(校准)证书,并在计量器具上做好合格标记,不合格的计量器具可降级使用的以降级使用处理,不能再用给予以报废手续,原始记录和检定(校准)证书统一由技术部按月保存。
3.5对各单位所用计量器具还应经常定期抽检,并作好抽检记录。
计算每次抽检合格率,具体按“在用计量器具现场抽检制度”执行。
3.6计量管理员必须按月作出检定(校准)情况统计表,统计和计算计量器具周检计划的应检数、实检数、送检合格数,周检合格率和抽检数、抽检率、合格数和抽检合格率等。
本制度如有未尽事宜,得呈报总经理核定修订。
计量器具配备、使用、维护和保养制度1 目的企业标准化对建立企业最佳秩序、稳定和提高质量、实现科学管理、促进技术进步、保护安全健康和环境、消除贸易壁垒、提高企业竞争力具有重要作用。
本标准根据《中小企业计量检测保证规》相关要求,结合公司实际情况和发展要求,特制定本制度。
2 适用围本公司计量检测体系中各部门测量设备的控制和管理。
3 容3.1计量器具配备3.1.1配置策划的依据:a)国际标准及国家标准、行业标准;b)产品销售合同;c)产品工艺规程或国家计量检定规程;d)产品服务工作质量要求。
3.1.2设计、生产和检验工作中所必须的测量设备的购置由相关人员提出,填写测量设备采购申请书,经部门负责人同意,报生产部负责人审核、批准后,予以实施。
3.1.3各部门要在技术部配合下确定配置主要的测量设备,要将已有的测量设备进行评审,先落实这批设备的配置,对没有的测量设备从用途、计量特性指标、经济性等几方面进行综合评审,并在产品技术文件中加以说明。
《国家计量检定规程管理办法》

第36号《国家计量检定规程管理办法》(2002年12月31日)第36号《国家计量检定规程管理办法》已经2002年12月19日国家质量监督检验检疫总局局务会议审议通过,现予公布,自2003年02月01日起施行。
局长二00二年十二月三十一日国家计量检定规程管理办法第一章总则第一条为了加强对国家计量检定规程的管理,保证计量单位的统一和计量器具量值的准确,根据《中华人民共和国计量法》和《中华人民共和国计量法实施细则》的有关规定,制定本办法。
第二条国家计量检定规程是指由国家质量监督检验检疫总局(以下简称国家质检总局)组织制定并批准颁布,在全国范围内施行,作为计量器具特性评定和法制管理的计量技术法规。
第三条凡制定、修订、审批和发布、复审国家计量检定规程,必须遵守本办法。
第四条制定国家计量检定规程应当符合国家有关法律和法规的规定;适用范围必须明确,在其界定的范围内力求完整;各项要求科学合理,并考虑操作的可行性及实施的经济性。
第五条积极采用国际法制计量组织发布的国际建议?国际文件及有关国际组织发布的国际标准;在采用中应当符合国家有关法规和政策,坚持积极采用、注重实效的方针。
第六条国家计量检定规程由国家质检总局编制计划、协调分工、组织制定(含修订,下同)?审批?编号?发布。
第二章国家计量检定规程的计划第七条编制国家计量检定规程的项目应当以国民经济和科学技术发展及计量法制监督管理的需要作为依据。
第八条国家质检总局在每年4月份提出编制下一年度国家计量检定规程计划项目的原则要求,下达给全国各专业计量技术委员会(以下简称“技术委员会”)。
第九条各技术委员会根据编制国家计量检定规程的原则要求,于当年8月底将计划项目草案和计划任务书(格式见附件1)报国家质检总局。
第十条国家质检总局对上报的国家计量检定规程计划项目草案统一汇总?审查?协调,于当年12月前将批准后的下一年度国家计量检定规程计划项目下达。
第十一条各技术委员会在执行国家计量检定规程计划过程中,有下列情况时可以对计划项目进行调整:(一)?????? 确属急需制定国家计量检定规程的项目,可以增补;(二)?????? 确属不宜制定国家计量检定规程的项目,应予撤消。
计量器具校准规范
计量器具校准规范
一、适用范围:量筒、、量杯、容量瓶、滴定管、单标线吸量管等玻璃器皿。
二、检定条件:
2.1 室温(20±5)℃,且室温变化不得大于1℃/H。
2.2 水温与室温之差不得大于2℃。
三、内容:
1.外观
3.1.1玻璃量器不允许有影响计量读数及使用强度等缺陷,具体要求应符合现
行国家标准。
3.1.2分度线与量的数值应清晰、完整、耐久,具体要求应符合现行国家标准。
2.密合性
3.2.1滴定管玻璃活塞的密合性要求:当水注至最高标线时,活塞在关闭情况下停留20min后,渗漏量应不大于最小分度值。
3.2.2滴定管玻璃活塞的密合性要求:当水注至最高标线时,活塞在关闭情况下停留50min后,渗漏量应不大于最小分度值。
3.2.3测试方法:具塞滴定管——将不涂油的活塞芯擦干净后用水润湿,插入活塞套内,滴定管应垂直地夹在检定架上,然后注水至最高标线处,活塞在关闭情况下停留20min(塑料活塞静置50min),渗漏值应符合第2.1和2.2条规定。
3.容量示值——比较法
3.3.1 将温度计插入盛满水的烧杯中,静置10min,测纯水的温度;
3.3.2在电子天平上称出称量瓶的质量并扣除;
3.3.3 将量器中放出的纯水盛于称量瓶中,盖好盖;
3.3.4 用实测纯水质量与此温度下经过校准的纯水质量比较的差值换算成相应温度下的纯水体积,此体积若在玻璃量器容量允许差范围内,就是合格的量出式量器。
四、检定周期
玻璃量器的检定周期为3年
五、参考文件
《JJG 196-2006常用玻璃量器检定规程》。
最新版计量检定规程

24.00
JJG922-2008验光仪顶焦度标准器
24.00
JJG 1034-2008光谱光度计标准滤光器
30.00
JJG1035-2008通信用光谱分析仪
24 00
JG1036-2008电子天平
26.00
JJG1037-2008涡轮流量计
26.00
JJG1038-2008科里奥利质量流量计
18.00
JJG688-2007汽车排放气体测试仪
26.00
JJG748-2007示波极谱仪
18.00
JJG749-2007心 脑电图机检定仪
20.00
JJG757-2007离子计检定规程
30.00
JJG762-2007引伸计检定规程
20.00
JJG830-2007深度指示表
24.00
JJG833-2007标准组铂铑10-铂热电偶
28.00
JJF1012-2007温度与水分计量名词术语及定义
20.00
JJF1069-2007法定计量检定机构考核规范
50.00
JJF1165-2007信纳表校准规范
18.00
JJF1166-2007激光扫平仪校准规范
20.00
JJF1167-2007杂音计校准规范
22.00
JJF1168-2007便携式制动性能测试仪校准规范
24.00
JJF1200-2008声频功率放大器校准规范
26.00
JJF1201-2008助听器测试仪校准规范
28.00
JJF1202-2008驻极体传声器校准规范
24.00
JJF1203-2008电声产品(扬声器类)功率寿命试验 校准规范
三种新型计量器具检定规程
三种新型计量器具检定规程
三种新型计量器具检定规程:1、便携式量油尺
jjg741-2021《标准钢卷尺检定规程》jjg4-1999《钢卷尺检定规程》2、便携式温度计
nim-zy-rg-jc-122《数字温度计校准实施细则》又称《数字温度计及数字温度命令调节仪实施细则》3、便携式密度计
jjg1058-2021《实验室振动式液体密度仪》检定规程便携式量油尺缺点:
1、有关操作方式人员在采用崭新器具时,对崭新器具的介绍程度比较,以致从内心对崭新器具不拒绝接受。
不拒绝接受心里状态整体表现为:器具成本价值、损毁、操作方式流程及随身携带困难等诸多因素。
2、新器具内部参数设定多为简化按钮设置及英文菜单。
3、因环境因素存有问题很大,例如罐内油品波动现象、计量口水平角度、计量口设计等因素。
4、崭新器具就可以测量油品觑低。
便携式密度计缺点:
1、相关操作人员在使用新器具时,对新器具的了解程度不够,致使从内心对新器具不接受。
不接受心里状态表现为:器具成本价值、损
糟、操作方式流程及随身携带困难等诸多因素。
2、新器具内部参数设定多为简化按钮设置及英文菜单。
3、因环境因素存有问题很大,例如罐内油品波动现象、计量口水平角度、计量口设计等因素。
全部计量器具检定规程与检定规程代码
数字指示秤检定规程
JJG539-1997
模拟指示(度盘)秤检定规程 邮用电子秤检定规程 邮用秤试行检定规程
JJG13-1997 JJG(YD)026-1994 JJG16-1987
22 电子采血秤 23 皮带秤 24 非连续累计自动衡器 25 数字指示轨道衡 26 标准轨道衡 27 非自行指示轨道衡 28 动态公路车辆自动衡器 29 液态物料定量罐装机 30 定量包装秤 31 定量包装产(商)品净含量 32 称重传感器 33 燃油加油机 34 冷水水表 35 血压计(表) 36 数字式电子血压计 37
10 砝码 11 电子天平 12 扭力天平 13 机械杆秤式天平 14 机械式液体相对密度天平 15 架盘天平 17~27所有衡器 16 杆秤 17 移动式案秤、台秤 固定式地秤、机械吊秤 固定式电子秤 机电秤、光栅秤 18 电子吊秤、电子台秤 电子计价秤 电子汽车衡 19 度盘秤、人体秤 20 邮用电子秤 21 邮用秤
重力式自动装料衡器(定量自动衡器)检定规程 JJG564-2002 定量包装产(商)品净含量检定规程 称重传感器检定规程 燃油加油机检定规程 冷水水表检定规程 血压计(表)检定规程 无创自动测量血压计检定规程 JJG1070-2005 JJG669-2003 JJG443-2006 JJG162-2009 JJG270-2008 JJG692-2010
弹簧管式一般压力表、压 力真空表及真空表
电子采血秤检定规程 连续累计自动衡器(皮带秤)检定规程 非连续累计自动衡器检定规程 数字指示轨道衡检定规程 标准轨道衡检定规程 非自行指示轨道衡检定规程 动态公路车辆自动衡器检定规程 液态物料定量罐装机检定规程
JJG815-1993 JJG195-2002 JJG648-1996 JJG781-2002 JJG444-2005 JJG142-2002 JJG907-2006 JJG687-2008
最新版计量检定规程
24.00
JJF1190-2008尘埃粒子计数器校准规范
26.00
JJF1191-2008测听室声学特性校准规范
30.00
JJF1192-2008汽车悬架装置检测校准规范
24.00
JJF1193-2008非接触式汽车速度计校准规范
24.00
JJF1194-2008轮胎强度及脱圈实验机校准规范
JJG219-2008标准轨距铁路轨矩尺
30.00
JJG233-2008压电加速度计
26.00
JJG247-2008总光通量标准白炽灯
28.00
JJG264-2008容重器
24.00
JJG270-2008血压计和血压表
20.00
JJG291-2008覆膜电极溶解氧测定仪
JJG365-2008电化学氧测定仪
34.00
JJF1205-2008谐波和闪烁分析仪校准规范
30.00
JJF1206-2008频率标准与数字时针的远程校准规范
26.00
JJF1207-2008针规三针校准规范
24.00
JJF1208-2008沥青针入度仪校准规范
20.00
JJF1209-2008齿轮齿锯测量仪校准规范
24.00
JJF1210-2008低速转台校准规范
20.00
JJF1069-2007法定计量检定机构考核规范
50.00
JJF1165-2007信纳表校准规范
18.00
JJF1166-2007激光扫平仪校准规范
20.00
JJF1167-2007杂音计校准规范
22.00
JJF1168-2007便携式制动性能测试仪校准规范
计量器具内部校准规程

计量器具内部校准规程合肥方源机电有限责任公司文件号:FY/ZS-20XX年(ZJ)-05计量器具内部校准规程1目的对公司内的计量器具进行内部校验,确保其准确性和适用性,保持完好。
2范围适用于公司内长度类度量尺(如游标卡尺、高度尺)、检具、塞规等的内部校准。
3职责内校由质检部门标准校检量具校检。
4校验仪器及设备送检合格的万能角度尺,送检合格的直角尺,送检合格的钢直尺,送检合格的钢卷尺,送检合格的数显卡尺等。
5环境条件1.温度:23÷2℃2.湿度:50±20%RH6校验6.1卡尺、高度尺、深度尺6.1.1校检项目:1.外观检查2.示值误差检测1合肥方源机电有限责任公司文件号:FY/ZS-20XX年(ZJ)-056.1.2校验仪器及设备外校合格的卡尺、外校合格的标准块(I-IOOmm38块2级)。
6.1.3校验标准6. 1.4校验步骤:1.外观检查:检查尺子测量接触面是否平整、干净,无污渍、锈迹,表头的指针/游标是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
各功能能稳定、工作可靠。
2.示值误差检测:(1)将尺子调至零点位置,使读数归零、指针对准零点。
(2)选取一块标准量块进行测量,读取其数值。
(注意:取放标准量块时,必需戴细纱手套;测量过程卡尺要与被测量块同方向平直。
33)合肥方源机电有限责任公司文件号:FY/ZS-20XX年(ZJ)-O5用同样的方法,取3~5组不同量块进行测量。
测量点如下图(4)不同量程的尺子可选用不同的基准块或其组合进行校准,对标准块量测值误差,不能大于6.1,3项表格内的允许误差。
(5)将检定结果填写在《计量器具校检表》内。
校准周期:12个月。
6.2钢直尺7. 2.1校检项目:1.外观检查2.示值误差检测6.2.2校验仪器及设备外校合格的标准直尺,校准参考依据JJGl-1999钢直尺检定规程。
6.2.3校验步骤:1.外观检查:(1)尺的端边、侧边及背面应光滑,不应有毛刺、锋口和锌痕等现象。
JJG国家计量检定规程
69
拉力、压力和万能试验机
(液压式、数显式、电子式、微机控制、电液伺服、机械式)(拉力、压力、万能)试验机
JJG139-1999
70
非金属拉力、压力和万能试验机
橡胶拉力机、纸张抗张试验机、单纱强力机、小负荷拉力试验机、微小力值试验机、混凝土压力试验机等
JJG157-1995
71
49
21
风速表
轻便三杯风向风速表
轻便三杯风向风速表、轻便三杯风向风速表
JJG431-1986
50
轻便磁感风向风速表
轻便磁感风向风速表
JJG515-1987
51
电接风向风速仪
电接风向风速仪
JJG613-1989
52
22
血压计和血压表
血压计
电子血压计、数字式血压计、数字式电子血压计、血压监护仪
JJG692-1999
数字压力计、压力校验仪、便携式压力校验仪、压力模块、多功能压力校验仪、标准压力发生器、数字压力表
JJG 875-1994
62
25
压力变送器和压力传感器
压力变送器
压力变送器、差压变送器、绝压变送器、智能压力变送器、智能差压变送器、智能绝压变送器
JJG882-2004
63
压力传感器
压力传感器、差压传感器、绝压传感器等压力传感器
66
悬臂梁式冲击试验机
悬臂式(数显、低温、高温、高低温、标准、示波、三角、半自动、自动、铸铁、拉伸)冲击试验机等。
JJG608-1999
67
轴向加荷疲劳试验机
(电液伺服、高频、低频、拉向、压向、拉压)轴向加荷疲劳试验机
JJG556-1988
JJG国家计量检定规程
38
转子流量计
玻璃管转子流量计、金属管转子流量计
JJG257-1994、 JB/T6844-1993
39
靶式流量变送器
靶式流量计
JJG461-1986
40
临界流流量计
临界流喷嘴流量计、临界流文丘利喷嘴流量计
JJG620-1994
41
质量流量计
科里奥利力式质量流量计、量热式流量计、冲量式流量计等其它形式质量流量计
85
接地导通电阻测试仪
接地导通电阻测试仪、交、直流接地导通电阻测试仪、综合测试仪中的接地导通电阻测试部分
JJG984-2004
86
32
绝缘电阻测量仪
绝缘电阻表(兆欧表)
模拟式绝缘电阻表
JJG622-1997
87
电子式绝缘电阻表
电子式绝缘电阻表
88
高绝缘电阻测量仪(高阻计)
数字式高绝缘电阻测量仪、模拟式高绝缘电阻测量仪
91
35
电能表
交流电能表
JJG897-1995
42
气体层流流量传感器
层流流量计
JJG736-1991
43
气体腰轮流量计
气体腰轮流量计、旋转活塞式、湿式气体流量计
JJG633-2005
44
明渠堰槽流量计
薄壁堰、宽顶堰、三角形剖面堰、平坦V形堰、巴歇尔槽、无喉道槽明渠流量计
JJG711-1990
45
18
水表
冷水表
水表、、速度式水表、容积式水表、单流束水表、多流束水表、旋翼式水表、IC卡水表、IC卡纯水水表、远传水表、饮用水计量水表、防磁水表、垂直螺翼式水表、高压水表、水平螺翼式水表
中华人民共和国国家计量检定规程

5.3.7
单时钟下降沿时,状态时钟最高速率、状态时钟最小脉冲宽度和数据建立/保持时间窗口检定按以下步骤进行:
a)重复5.3.7.1中步骤a)至d);
b)选取探头1的时钟1为时钟通道,探头1的通道0(或其他任意通道)为数据通道,并把探头1的时钟1与多功能适配器的时钟输出相连,把探头1的通道0与多功能适配器的数据输出相连;
i)调整脉冲源通道1(时钟)延时,使示波器上测得的时钟上升沿至数据下降沿的延时量为TW,如图4所示,然后执行“连续运行”操作,观察显示结果,如果为“1”则合格,如果为“0”,则不合格,把测量结果记录到附录A表A.5中;
图4上升沿0/TW测试波形示意图
j)逻辑分析仪执行“停止”操作,恢复脉冲信号发生器通道1延时设置,使两路延时为0ns;
f)设置逻辑分析仪为最高采样率,采样触发方式为上升沿触发,触发位置为100%,采样深度为最大;
g)在逻辑分析仪上新建一个时间间隔测量任务,为光标1(M1)到光标2(M2)的时间间隔值;
h)设置逻辑分析仪光标1(M1)为上升沿触发,从触发位置开始,判断条件为第1个沿,设置逻辑分析仪光标2(M2)为上升沿触发,从光标1(M1)开始,判断条件为第N个沿(N≥2或按说明书要求设置);
b)按图2连接仪器,把脉冲信号发生器的输出与多功能适配器的输入连接;
c)设置脉冲信号发生器的脉冲输出高电平1.6V,低电平0V,脉冲宽度为逻辑分析仪毛刺检测宽度的指标值,信号重复周期为毛刺检测宽度的2倍;
d)选取探头1的通道0(或其他任意通道)为被检数据通道,并把探头1的通道0与多功能适配器的输出连接;
计量检定(校准)管理规程
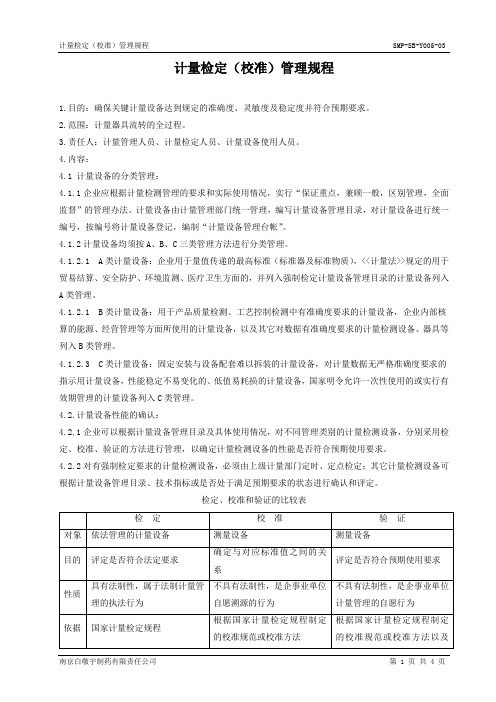
计量检定(校准)管理规程1.目的:确保关键计量设备达到规定的准确度、灵敏度及稳定度并符合预期要求。
2.范围:计量器具流转的全过程。
3.责任人:计量管理人员、计量检定人员、计量设备使用人员。
4.内容:4.1 计量设备的分类管理:4.1.1企业应根据计量检测管理的要求和实际使用情况,实行“保证重点,兼顾一般,区别管理,全面监督”的管理办法。
计量设备由计量管理部门统一管理,编写计量设备管理目录,对计量设备进行统一编号,按编号将计量设备登记,编制“计量设备管理台帐”。
4.1.2计量设备均须按A、B、C三类管理方法进行分类管理。
4.1.2.1 A类计量设备:企业用于量值传递的最高标准(标准器及标准物质),<<计量法>>规定的用于贸易结算、安全防护、环境监测、医疗卫生方面的,并列入强制检定计量设备管理目录的计量设备列入A类管理。
4.1.2.1 B类计量设备:用于产品质量检测、工艺控制检测中有准确度要求的计量设备,企业内部核算的能源、经营管理等方面所使用的计量设备,以及其它对数据有准确度要求的计量检测设备、器具等列入B类管理。
4.1.2.3 C类计量设备:固定安装与设备配套难以拆装的计量设备,对计量数据无严格准确度要求的指示用计量设备,性能稳定不易变化的、低值易耗损的计量设备,国家明令允许一次性使用的或实行有效期管理的计量设备列入C类管理。
4.2.计量设备性能的确认:4.2.1企业可以根据计量设备管理目录及具体使用情况,对不同管理类别的计量检测设备,分别采用检定、校准、验证的方法进行管理,以确定计量检测设备的性能是否符合预期使用要求。
4.2.2对有强制检定要求的计量检测设备,必须由上级计量部门定时、定点检定;其它计量检测设备可根据计量设备管理目录、技术指标或是否处于满足预期要求的状态进行确认和评定。
检定、校准和验证的比较表4.3.检定、校准与验证的分类:4.3.1入库验收检定:应检查计量设备的名称、型号规格及标志是否正确,产品合格证、说明书及有关技术资料等是否齐全,合格证是否在有效期内,检查计量设备的外观(无撞击,无破损)等,必要时还需对检测误差等项目进行检定或全项目检定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有限公司
游标卡尺检定规程
一、外观检查
1、检查方法:用专用擦布擦拭卡尺表面,保持卡尺表面清洁、无油污,目力观察卡尺。
2、在卡尺表面不有碰伤、锈蚀和其他缺陷;
3、游标刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻到斜面下边缘;
4、卡尺上应刻有制造厂名和商标、出厂编号和分度值;
5、使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。
二、各部分相互作用检查
1、检查方法:目测和手动检查;
2、轻轻移动尺框,尺框沿尺身移动硬手感平稳,不应有阻滞或松动现象;
3、旋动各紧固螺钉,紧固螺钉的作用应可靠;
4、移动深度尺杆,深度尺不允许有窜动,尺身或尺框的配合间隙引起的外量爪不错位
三、各部分相对位置检定
1、目力观察或用2级塞尺进行比较检定;
2、游标尺标记表面棱边至主标尺标记表面的距离应不大于0.3mm;
四、测量面的表面粗糙度检定
用表面粗糙度比较样块对游标尺量爪的测量面和底座工作面的粗糙度进行比较检定
五、圆弧内量爪的尺寸和平行度检定
用经过技术监督部门检定的合格卡尺沿卡尺量爪在平行尺身的方向上测量.在其它方向上测量时,所测量之偏差应不超过标准值的上偏差,检定是在尺框紧固与松开的两种状态下各测一次。
六、刀口内量爪尺寸和两量爪侧面间隙
先将经过技术监督部门检定的合格卡尺固定在20mm,沿全长范围内测量刀口内量爪尺寸,尺寸偏差由测得值与检定用尺寸之差确定,其它方向测得值与检定用尺寸之差,应不超过内量爪尺寸的上偏差。
七、零值误差的确定
1、移动游标卡尺的尺框,使卡尺的两测量面接触,分别在尺框紧固和松开情况下观察游标零刻线和尾刻线与尺身相应刻线的重合情况,从而确定零值误差。
2、检定深度尺和高度尺的零值时,应将尺置于1级平板上,移动尺框,使量爪测量面与平板正常接触(有微动装置的使用微动装置),检查游标上的零标记和尾标记与主标尺相应标记的重合情况,确定零度值误差。
3、合度应在-0.030-+0.030mm范围内。
八、示值误差的检定
1、用检定用尺比较检定法检定。
检定时,每一受检点应在量爪的里端和外端两位置检定,量块长边和测量面长边应垂直。
2、检定应在紧固和松开螺钉两种状态下进行。
但无论尺框紧固与否,读数时,卡尺量面与量块表面接触,应能正常摩擦滑动,示值误差以该数值与量块尺寸之差确定.
3、受检点布要求:对于尺寸范围在300mm内的卡尺,不少于均匀分布3点,如300mm的卡尺,其检点为100.00、200.00、300.00mm;对于测量尺寸范围大于300mm的尺,不少于均匀分布6点,如500mm的卡尺,其受检点80、161.30、240、321.60、400、491.90。
4、受检点的分布可以根据使用情况适当增加点位.
5、对于测量范围大于1000mm的卡尺,检定时卡尺支放状态分为量爪平检和立检两种.平检的方法是:第一支点在主标尺零标记外侧50mm以内,第二支点在尺框内侧100mm以内,第三支点在测量上限标记外侧50mm以内;立检的方法是:用上述第一、二支点,当尾部发生偏重是可在第三支点处加辅助支撑。
所有三个点应等高。
6、刀口外量爪示值误差的检定方法同上,检定时量块处于刀口外量爪的中间位置。
九、示值变动性的检定
1、在相同条件下,移动尺框,字任意位置上,使量爪测量面与量块或平板重复接触10次并读数,示值变动性以最大、最小读数差来确定。
2、游标尺的示值变动性应不超过分度值的1/2。
十、鉴定结果的处理
1、根据检定情况,每检定一个数据随时填写在“检定记录”中,记录应清洁、数据准确、无涂改,确因笔误需更改时,应按规定执行。
2、经检定符合“检定规程”要求的发给鉴定证书,不符合要求的发给检定结果通知书,并注明不合格项目。
3、周期检定周期执行“监视和测量装置周期检定作业指导书”。
编制:
审核:
审批:
河北永胜石油化工机械制造有限公司
游标卡尺检定记录
送检单位:单位:mm
检定部门:。